Гнутий профіль прокату для підвісної стелі
Формула / Реферат
1. Гнутий профіль прокату для підвісної стелі, що містить з'єднані місцями вигину елементи профілю - стінку і бічні вертикальні полички, на яких виконано подовжні V-подібні гофри, спрямовані опуклістю усередину профілю і виконані з висотою, що становить не більше 3,0 товщини профілю, на протилежних елементах профілю гофри розташовано один напроти іншого, який відрізняється тим, що профіль виконано товщиною 0,5-0,6 мм, бічні вертикальні полички виконано з відбортовками, спрямованими усередину профілю під гострим кутом до бічних вертикальних поличок, на яких виконано по декілька подовжніх V-подібних гофрів в залежності від типорозміру профілю, рівномірно розташованих між собою на відстані 9,0-14,0 товщини профілю та на відстані 9,0-11,0 товщини профілю від місця вигину бічних вертикальних поличок зі стінкою, на якій по осі симетрії виконано один подовжній V-подібний гофр, при цьому профіль виконано з додатковими періодично повторюваними елементами жорсткості, довжина яких набагато менша від довжини профілю.
2. Гнутий профіль прокату за п. 1, який відрізняється тим, що відбортовки виконано шириною 7 мм і спрямовано усередину профілю під гострим кутом 65° до бічних вертикальних поличок з радіусом закруглення не більше 1,2 мм, місця вигину бічних вертикальних поличок зі стінкою являють собою прямі кути з радіусом закруглення не більше 2,0 мм.
3. Гнутий профіль прокату за пп. 1, 2, який відрізняється тим, що профіль першого типорозміру виконано з шириною стінки 48 мм і висотою бічних вертикальних поличок 17 мм, на яких розташовано по два подовжніх гофри, профіль другого типорозміру виконано з шириною стінки 60 мм і висотою бічних вертикальних поличок 27 мм, на яких розташовано по три подовжніх гофри.
4. Гнутий профіль прокату за пп. 1, 2, 3, який відрізняється тим, що додаткові періодично повторювані елементи жорсткості виконано з зовнішньої сторони стінки профілю між подовжнім гофром і відповідними місцями вигину бічних вертикальних поличок у формі квадратних заглибин з розмірами 1,0![]() 1,0 мм і глибиною 0,4-0,6 товщини профілю, розташованих одна від одної на відстані 3,0
1,0 мм і глибиною 0,4-0,6 товщини профілю, розташованих одна від одної на відстані 3,0![]() 3,14 мм у профілі першого типорозміру та на відстані 3,5
3,14 мм у профілі першого типорозміру та на відстані 3,5![]() 3,5 мм у профілі другого типорозміру.
3,5 мм у профілі другого типорозміру.
5. Гнутий профіль прокату за пп. 1, 2, 3, який відрізняється тим, що додаткові періодично повторювані елементи жорсткості виконано у вигляді виступів і заглибин з однієї сторони профілю, та відповідних заглибин і виступів - з іншої сторони профілю, поверхня яких утворена формуючими елементами валків, що мають форму зрізаної чотирикутної піраміди висотою 1,22 мм, шириною основи 1,8 мм і кутом між протилежними бічними сторонами 52°, при цьому виступи і заглибини дещо витягнуті в напрямку довжини профілю і розташовані між собою у шаховому порядку з відстанню між сусідніми виступами 4,7 мм, між сусідніми виступами і заглибинами - 2,35 мм.
6. Гнутий профіль прокату за пп. 1, 2, 3, 5, який відрізняється тим, що профіль виконано з листової заготовки товщиною 0,3-0,6 мм, попередньо відформованої у валках з утворенням періодично повторюваних елементів жорсткості з обох боків заготовки, з підвищенням загальної товщини профілю у 2-4 рази.
7. Гнутий профіль прокату за пп. 1, 2, 3, 5, 6, який відрізняється тим, що подовжні V-подібні гофри сформовано по заглибинах і виступах періодично повторюваних елементів жорсткості в напрямку подовжніх осей симетрії V-подібних гофрів.
Текст
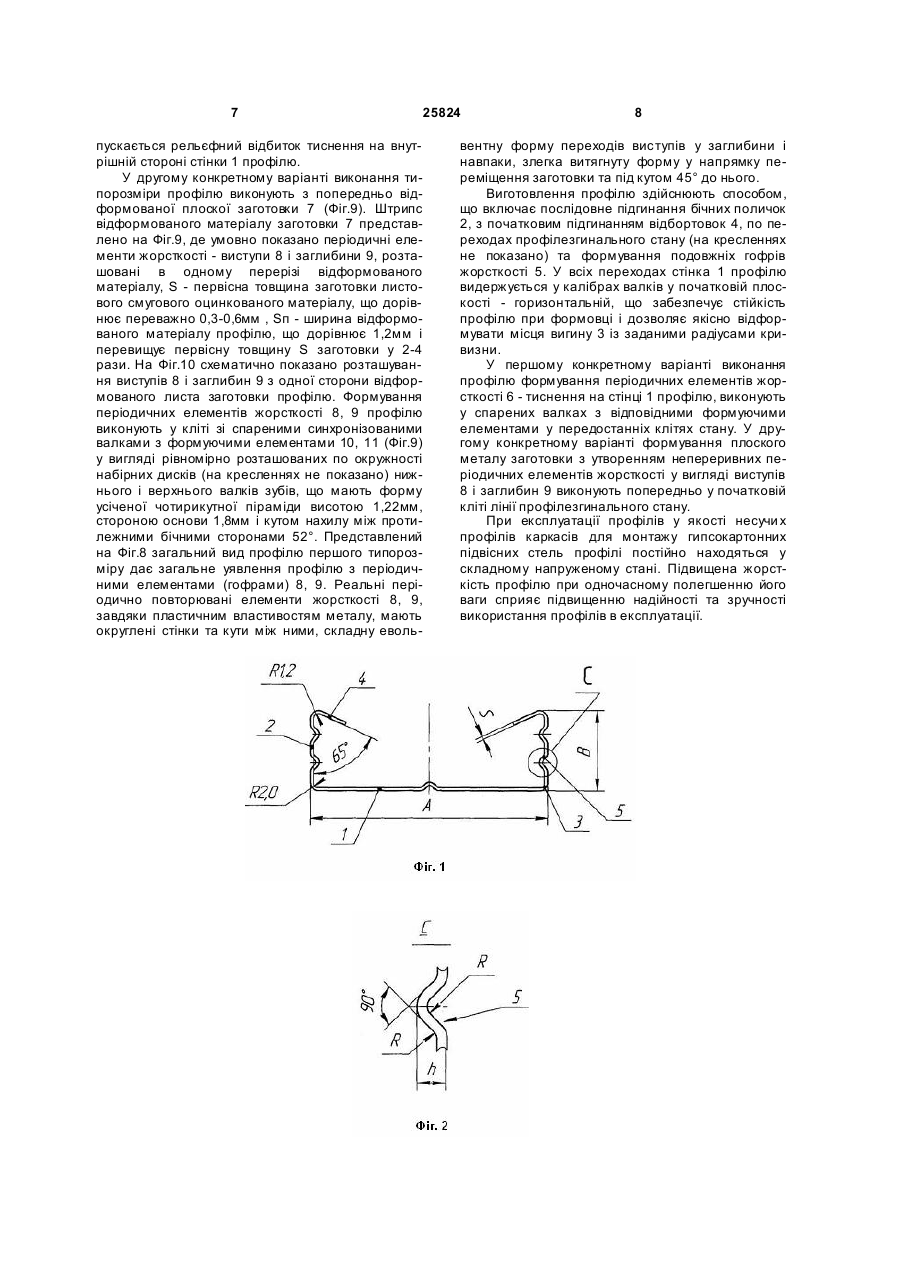
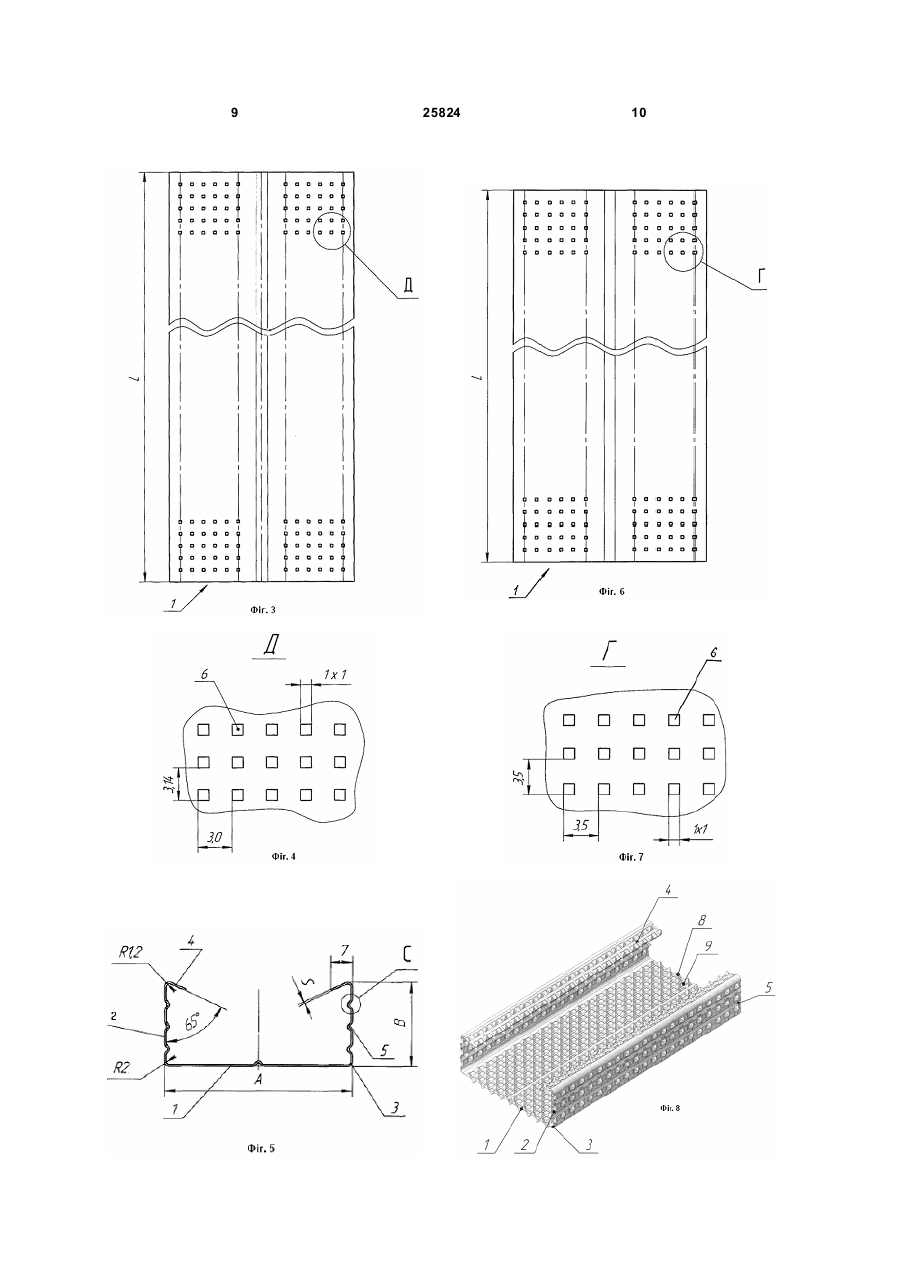
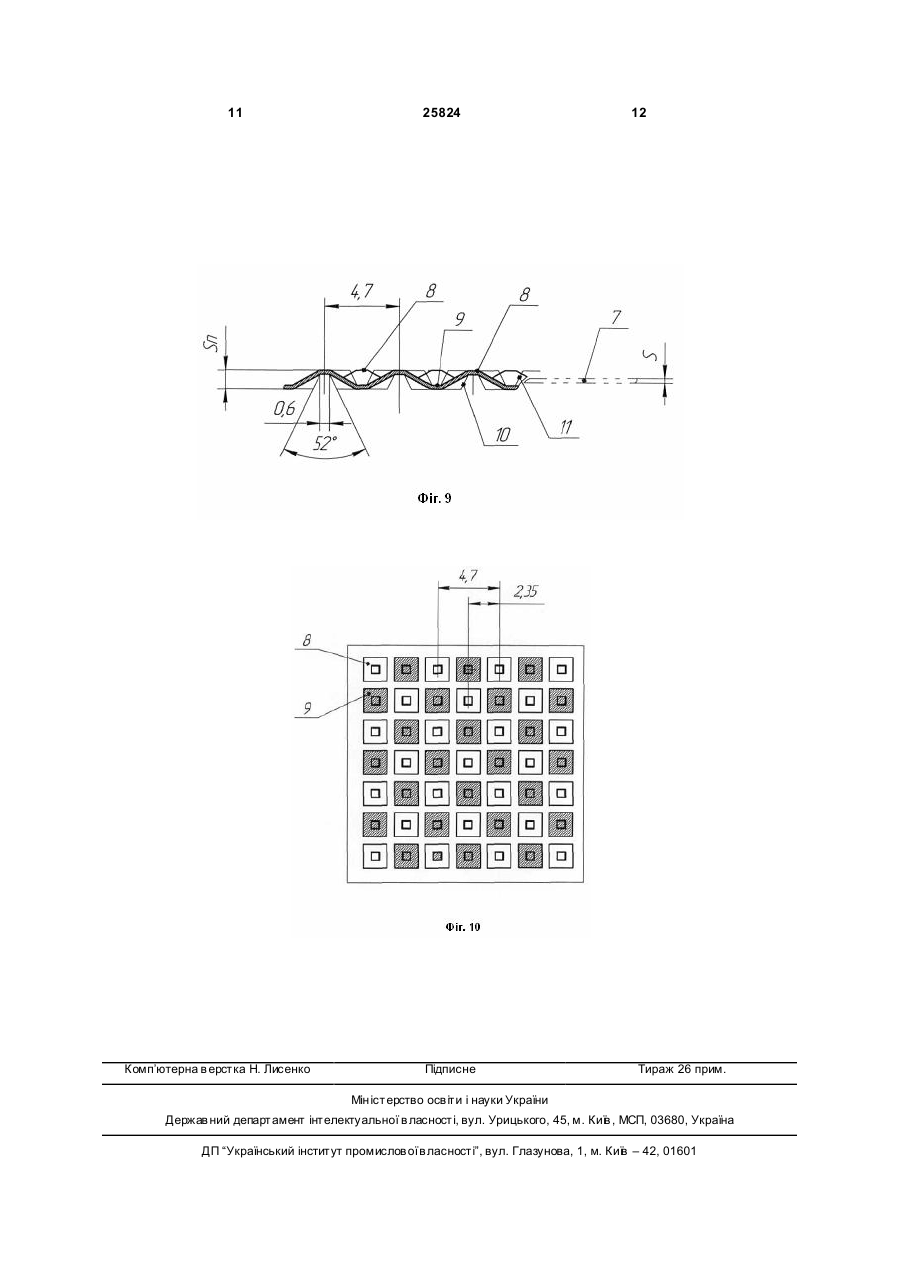
1. Гнутий профіль прокату для підвісної стелі, що містить з'єднані місцями вигину елементи профілю - стінку і бічні вертикальні полички, на яких виконано подовжні V-подібні гофри, спрямовані опуклістю усередину профілю і виконані з висотою, що становить не більше 3,0 товщини профілю, на протилежних елементах профілю гофри розташовано один напроти іншого, який відрізняється тим, що профіль виконано товщиною 0,50,6 мм, бічні вертикальні полички виконано з відбортовками, спрямованими усередину профілю під гострим кутом до бічних вертикальних поличок, на яких виконано по декілька подовжніх V-подібних гофрів в залежності від типорозміру профілю, рівномірно розташованих між собою на відстані 9,014,0 товщини профілю та на відстані 9,0-11,0 товщини профілю від місця вигину бічних вертикальних поличок зі стінкою, на якій по осі симетрії виконано один подовжній V-подібний гофр, при цьому профіль виконано з додатковими періодично повторюваними елементами жорсткості, довжина яких набагато менша від довжини профілю. 2. Гнутий профіль прокату за п. 1, який відрізняється тим, що відбортовки виконано шириною 7 мм і спрямовано усередину профілю під гострим кутом 65° до бічних вертикальних поличок з радіусом закруглення не більше 1,2 мм, місця вигину бічних вертикальних поличок зі стінкою являють собою прямі кути з радіусом закруглення не більше 2,0 мм. 3. Гнутий профіль прокату за пп. 1, 2, який відрізняється тим, що профіль першого типорозміру виконано з шириною стінки 48 мм і висотою бічних вертикальних поличок 17 мм, на яких розташовано U 2 (19) 1 3 25824 валках профілезгинального стану. Відомий гнутий спеціальний профіль швелерного типу, який містить такі елементи профілю, як стінку і рівновисокі вертикальні полички, які сполучено місцями вигину. Одна з поличок має відбортовку усередину профілю шириною, що складає не менше як три товщини профілю, а другу - виконано з елементом подвійної товщини, яку спрямовано у середину профілю і виконано шириною, що становить 0,650,75 висоти полички. Профіль виконують з листової сталі товщиною 1,3-1,8мм. Він має достатню жорсткість при використанні для обробки внутрішніх приміщень (віконні і дверні блоки, перегородки, комунікаційні канали тощо.) [див. патент РФ №2124408, МПК B21D5/06, опубл. 10.01.1999]. Недоліком відомого профілю є те, що його конструкція має обмежену область застосування. Так він не може використовуватися у якості стельового профілю для монтажу підвісних стель з гипсокартонних листів, який має бути симетричним відносно осі симетрії і центру ваги, а також мати значно менші металоємність і вагу при заданій жорсткості. Найбільш близьким по сукупності ознак до об'єкту, що заявляється, є обраний як прототип, гнутий профіль прокату спеціального призначення, що містить сполучені місцями вигину елементи профілю, на яких виконано подовжні гофри, профіль виконано товщиною 1,0-2,0мм, гофри розташовано щонайменше по різні сторони від кожного місця вигину на прилягаючих до нього ділянках сусідніх елементів профілю, при цьому гофри спрямовано опуклістю усередину профілю і виконано з висотою, що становить 1,5-3,0 товщини профілю, а відстань у поперечному перерізі профілю до осі симетрії кожного сусіднього з цим місцем вигину становить 3,0-8,0 товщини профілю. В конкретних варіантах виконання гофри виконано трикутної (V-образної) форми і розташовано на протилежних елементах профілю один напроти іншого. [Див. патент України на корисну модель № 5647, МПК В21D5/06, публікація 15.03.2005, Бюл. №3, 2005]. Використанню прототипу у якості стельового профілю для монтажу підвісних гипсокартонних стель заважає форма профілю, що не пристосована для кріплення до стелі на спеціальних підвісах, та велика вага профілю за рахунок виготовлення з металевого листа прокату товщиною 1,02,0мм. В основу корисної моделі поставлено задачу створення гнутого профілю прокату, призначеного для монтажу каркасів для підвісних гипсокартонних стель шляхом зміни форми профілю, зменшення металомісткості та ваги профілю з одночасним забезпеченням жорсткості, достатньої, щоб витримати експлуатаційне навантаження. Поставлена задача вирішується тим, що у гн утому профілю прокату для підвісної стелі, що містить сполучені місцями вигину елементи профілю стінку і бічні вертикальні полички, на яких виконано подовжні V-образні гофри, спрямовані опуклістю усередину профілю і виконані з висотою, що становить не більше 3,0 товщини профілю, на протилежних елементах профілю гофри розташовано один напроти іншого, відповідно корисній 4 моделі, профіль виконано товщиною 0,5-0,6мм, бічні вертикальні полички виконано з відбортовками, спрямованими усередину профілю під гострим кутом до бічних вертикальних поличок, на яких виконано по декілька подовжніх го фрів, зокрема по два або три, в залежності від типорозміру профілю, рівномірно розташованих між собою на відстані 9,0-14,0 товщини профілю та на відстані 9,011,0 товщини профілю від місця вигину бічних вертикальних поличок зі стінкою, на якої по осі симетрії виконано один подовжній гофр, при цьому профіль виконано з додатковими періодично повторюваними елементами жорсткості, довжина яких забагато менша довжини профілю. Поставлена задача вирішується також тим, що: - відбортовки виконано шириною 7мм і спрямовано усередину профілю під гострим кутом 65° до бічних вертикальних поличок з радіусом закруглення не більшим 1,2мм, місця вигину бічних вертикальних поличок зі стінкою являють собою прямі кути з радіусом закруглення не більшим 2,0мм; - профіль першого типорозміру виконано з шириною стінки 48мм і висотою бічних вертикальних поличок 17мм, на яких розташовано по два подовжніх гофри, профіль другого типорозміру виконано з шириною стінки 60мм і висотою бічних вертикальних поличок 27мм, на яких розташовано по три подовжніх го фри; - додаткові періодично повторювані елементи жорсткості виконано з зовнішньої стороні стінки профілю між подовжнім гофром і відповідними місцями вигину бічних вертикальних поличок у формі квадратних заглибин з розмірами 1,0×1,0мм і глибиною 0,4-0,6 товщини профілю, розташованими одна від одної на відстані 3,0 х 3,14мм у профілю першого типорозміру та на відстані 3,5×3,5мм у профілю другого типорозміру; - додаткові періодично повторювані елементи жорсткості виконано у вигляді виступів і заглибин з однієї сторони, та відповідних заглибин і виступів з другої сторони профілю, поверхня яких утворена формуючими елементами валків, що мають форму зрізаної чотирикутної піраміди висотою 1,22мм, шириною основи 1,8мм і кутом між протилежними бічними сторонами 52°, при цьому виступи і заглибини декілька витягнуті в напрямку довжині профілю і розташовані між собою у шаховому порядку з відстанню між сусідніми виступами - 4,7мм, між сусідніми виступами і заглибинами - 2,35мм; - профіль виконано з листової заготовки товщиною 0,3-0,6мм, попередньо відформованої у валках з утворенням періодично повторюваних елементів жорсткості з обох боків заготовки, з підвищенням загальної товщини профілю у 2-4 рази; - подовжні V-образні гофри сформовано по заглибинам і виступам періодично повторюваних елементів жорсткості в напрямку подовжніх осей симетрії V-образних гофрів. При використанні корисної моделі, що заявляється, очікується досягнення технічного результату, що полягає в удосконаленні конструкції та зменшенні металоємності гнутого профілю з забезпеченням заданої жорсткості, необхідних для 5 25824 застосування удосконаленого профілю у якості стельового для монтажу гипсокартонних систем. Між сукупністю суттєвих ознак корисної моделі, що заявляється, і технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок. Зменшенню металоємності профілю сприяє використання матеріалу заготовки товщиною в 2-6 разів меншою, ніж товщина матеріалу прототипу. Жорсткість вертикальних бічних поличок стельового профілю та профілю в цілому забезпечується двома або трьома подовжніми Vобразними ребрами жорсткості, розташованими на них, та відбортовками, відігнутими під кутом 65° до вертикалі бічних поличок. Відбортовки до того ж виконують роль поличок, якими профіль надійно фіксується у спеціальних підвісах (на кресленнях не показано), які в свою чергу кріпляться безпосередньо до стелі при монтажі каркасів підвісних стель. Жорсткість стінки профілю, до якої мають кріпитися гипсокартонні листи за допомогою самонарізних гвинтів (шур упів), забезпечується подовжнім гофром, розташованим по її осі симетрії, та додатковими періодичними елементами жорсткості, виконаними місцевим формуванням, зокрема, тисненням з зовнішньої сторони стінки на зонах, що розташовані між гофром жорсткості та місцями (кутами) вигину бічних вертикальних поличок, у формі квадратних заглибин з розмірами 1,0×1,0мм. Заглибини слугують також для центрування самонарізних гвинтів при закріпленні гипсокартонних листів. У другому конкретному варіанті при використанні матеріалу товщиною 0,3-0,6мм, при необхідності підвищеної жорсткості несучого стельового профілю, весь матеріал плоскої заготовки попередньо піддають додатковому профілюванню у спарених валках з утворенням неперервних періодичних елементів жорсткості - гофрів, що формуються по обидва боки плоскої заготовки за рахунок місцевої витяжки з утворенням заглибин і виступів на одній стороні заготовки і відповідних виступів і заглибин - на протилежній стороні заготовки, розташованих у ша ховому порядку по довжини смуги заготовки, які підвищують товщину профілю у 2-4 рази у порівнянні з первісною товщиною плоскої заготовки, при цьому подовжні V-образні ребра жорсткості прокладають по заглибинам і виступам періодичних гофрів по осях симетрії V-образних ребер жорсткості на відповідних елементах профілю. Комірчаста структура відформованого матеріалу профілю полегшує вгвинчування гвинта, шурупа та краще удержує гвинт або шур уп від зриву в порівнянні з плоским матеріалом профілю. Порівняльний аналіз запропонованого технічного рішення з відомими технічними рішеннями дозволяє зробити висновок про те, що профіль відрізняється від відомих наявністю нових конструктивних елементів. У доступних джерелах інформації не знайдені технічні рішення, що характеризуються сукупністю ознак запропонованої корисної моделі. Суть корисної моделі пояснюється кресленнями, 6 де на Фіг.1 показаний переріз профілю першого типорозміру; на Фіг.2 - вид С на Фіг.1, 5; на Фіг.3 - вид знизу профілю на Фіг.1; на Фіг.4 - вид Д профілю на Фіг.3; на Фіг.5 - переріз профілю другого типорозміру; на Фіг.6 - вид знизу профілю на Фіг.5; на Фіг.7 - вид Г профілю на Фіг.6; на Фіг.8 - загальний вид профілю першого типорозміру з періодичними елементами жорсткості у вигляді заглибин і виступів, сформованими по обидва боки матеріалу профілю; на Фіг.9 - штрипс відформованого матеріалу профілю, приведеному на Фіг.8; на Фіг.10 - розташування періодичних елементів жорсткості на матеріалі профілю, приведеному на Фіг.8. Профіль містить стінку 1 і бічні вертикальні полички 2, сполучені місцями вигину 3, відбортовки 4, відігнуті під кутом 65° до вертикалі бічних поличок 2 з радіусом вигину R, не більшим 1,2мм. На стінці 1 і бічних поличках 2 профілю виконано подовжні V-образні гофри жорсткості 5 висотою h, що дорівнює, переважно, 1,5мм і не перевищує три товщини профілю. Профілі виконано двох типорозмірів: - першого - з шириною стінки А, що дорівнює 48мм і висотою В бічних вертикальних поличок 2, що дорівнює 17мм, причому на бічних вертикальних поличках 2 виконано по два подовжніх Vобразних гофри жорсткості 5. Відстань між осями симетрії подовжніх гофрів 5, розташованих на бічних вертикальних поличках 2 - 5,5мм, що дорівнює 9,0-12,0 товщини заготовки S. Відстань від місця вигину 3 бічних вертикальних поличок 2 із стінкою 1 становить 5,5мм, що дорівнює 9,0-11,0 товщини S матеріалу профілю; - другого - з шириною стінки А, що дорівнює 60мм і висотою В бічних вертикальних поличок 2, що дорівнює 27мм, причому на бічних вертикальних поличках 2 виконано по три подовжніх Vобразних гофра жорсткості 5. Відстань між осями симетрії подовжніх гофрів 5, розташованих на бічних вертикальних поличках 2 дорівнює 7мм, що становить 12,0-14,0 товщини заготовки S. Відстань від місця вигину 3 бічних вертикальних поличок 2 із стінкою 1 дорівнює 5,5мм, що становить 9,0-11,0 товщини S матеріалу профілю. Місця вигину 3 являють собою кути 90° з радіусом вигину R, не більшим 2мм. У одному конкретному варіанті виконання профіль виготовляють з листової оцинкованої сталі товщиною S, що дорівнює 0,5-0,6мм, при цьому на стінці 1 між гофром 5 і місцями вигину 3 виконують додаткові періодичні елементи жорсткості у формі квадратних заглибин 6 розмірами 1,0×1,0мм, розташованими в 5 або 6 рядків по довжині профілю на відстані 3,0×3,14мм одна від одної в першому типорозмірі профілю (Фіг.1, 3, 4) і на відстані 3,5×3,5мм одна від одної у другому типорозмірі профілю (Фіг.5, 6, 7). Глибина тиснення дорівнює 0,4-0,6 товщини матеріалу профілю з направленням опуклості усередину профілю. До 7 25824 пускається рельєфний відбиток тиснення на внутрішній стороні стінки 1 профілю. У другому конкретному варіанті виконання типорозміри профілю виконують з попередньо відформованої плоскої заготовки 7 (Фіг.9). Штрипс відформованого матеріалу заготовки 7 представлено на Фіг.9, де умовно показано періодичні елементи жорсткості - виступи 8 і заглибини 9, розташовані в одному перерізі відформованого матеріалу, S - первісна товщина заготовки листового смугового оцинкованого матеріалу, що дорівнює переважно 0,3-0,6мм , Sп - ширина відформованого матеріалу профілю, що дорівнює 1,2мм і перевищує первісну товщину S заготовки у 2-4 рази. На Фіг.10 схематично показано розташування виступів 8 і заглибин 9 з одної сторони відформованого листа заготовки профілю. Формування періодичних елементів жорсткості 8, 9 профілю виконують у кліті зі спареними синхронізованими валками з формуючими елементами 10, 11 (Фіг.9) у вигляді рівномірно розташованих по окружності набірних дисків (на кресленнях не показано) нижнього і верхнього валків зубів, що мають форму усіченої чотирикутної піраміди висотою 1,22мм, стороною основи 1,8мм і кутом нахилу між протилежними бічними сторонами 52°. Представлений на Фіг.8 загальний вид профілю першого типорозміру дає загальне уявлення профілю з періодичними елементами (гофрами) 8, 9. Реальні періодично повторювані елементи жорсткості 8, 9, завдяки пластичним властивостям металу, мають округлені стінки та кути між ними, складну еволь 8 вентну форму переходів виступів у заглибини і навпаки, злегка витягнуту форму у напрямку переміщення заготовки та під кутом 45° до нього. Виготовлення профілю здійснюють способом, що включає послідовне підгинання бічних поличок 2, з початковим підгинанням відбортовок 4, по переходах профілезгинального стану (на кресленнях не показано) та формування подовжніх гофрів жорсткості 5. У всіх переходах стінка 1 профілю видержується у калібрах валків у початковій плоскості - горизонтальній, що забезпечує стійкість профілю при формовці і дозволяє якісно відформувати місця вигину 3 із заданими радіусами кривизни. У першому конкретному варіанті виконання профілю формування періодичних елементів жорсткості 6 - тиснення на стінці 1 профілю, виконують у спарених валках з відповідними формуючими елементами у передостанніх клітях стану. У другому конкретному варіанті формування плоского металу заготовки з утворенням непереривних періодичних елементів жорсткості у вигляді виступів 8 і заглибин 9 виконують попередньо у початковій кліті лінії профілезгинального стану. При експлуатації профілів у якості несучи х профілів каркасів для монтажу гипсокартонних підвісних стель профілі постійно находяться у складному напруженому стані. Підвищена жорсткість профілю при одночасному полегшенню його ваги сприяє підвищенню надійності та зручності використання профілів в експлуатації. 9 25824 10 11 Комп’ютерна в ерстка Н. Лисенко 25824 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll-formed section for suspended ceiling
Автори англійськоюBilianskyi Mykhailo Fedorovych
Назва патенту російськоюГнутый профиль проката для подвесного потолка
Автори російськоюБилянский Михаил Федорович
МПК / Мітки
МПК: B21D 5/06
Мітки: профіль, підвісної, стелі, прокату, гнутий
Код посилання
<a href="https://ua.patents.su/6-25824-gnutijj-profil-prokatu-dlya-pidvisno-steli.html" target="_blank" rel="follow" title="База патентів України">Гнутий профіль прокату для підвісної стелі</a>
Гнутий профіль прокату спеціального призначення
Номер патенту: 76575
Опубліковано: 15.08.2006
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: призначення, спеціального, профіль, гнутий, прокату
Формула / Реферат:
1. Гнутий профіль прокату спеціального призначення, що містить сполучені місцями вигину елементи профілю, на яких виконано подовжні гофри, який відрізняється тим, що профіль виконано товщиною 1,0-2,0 мм, гофри розташовано щонайменше по різні сторони від кожного місця вигину на прилягаючих до нього ділянках сусідніх елементів профілю, при цьому гофри спрямовано опуклістю усередину профілю і виконано з висотою, що становить 1,5-3,0 товщини...
Гнутий профіль прокату спеціального призначення
Номер патенту: 5647
Опубліковано: 15.03.2005
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: гнутий, прокату, профіль, спеціального, призначення
Формула / Реферат:
1. Гнутий профіль прокату спеціального призначення, що містить сполучені місцями вигину елементи профілю, на яких виконано подовжні гофри, який відрізняється тим, що профіль виконано товщиною 1,0-2,0 мм, гофри розташовано щонайменше по різні сторони від кожного місця вигину на прилягаючих до нього ділянках сусідніх елементів профілю, при цьому гофри спрямовано опуклістю усередину профілю і виконано з висотою, що становить 1,5-3,0 товщини...
Профіль стулки вікна
Номер патенту: 9022
Опубліковано: 15.09.2005
Автор: Сидоренко Ігор Євгенович
МПК: E06B 3/04
Формула / Реферат:
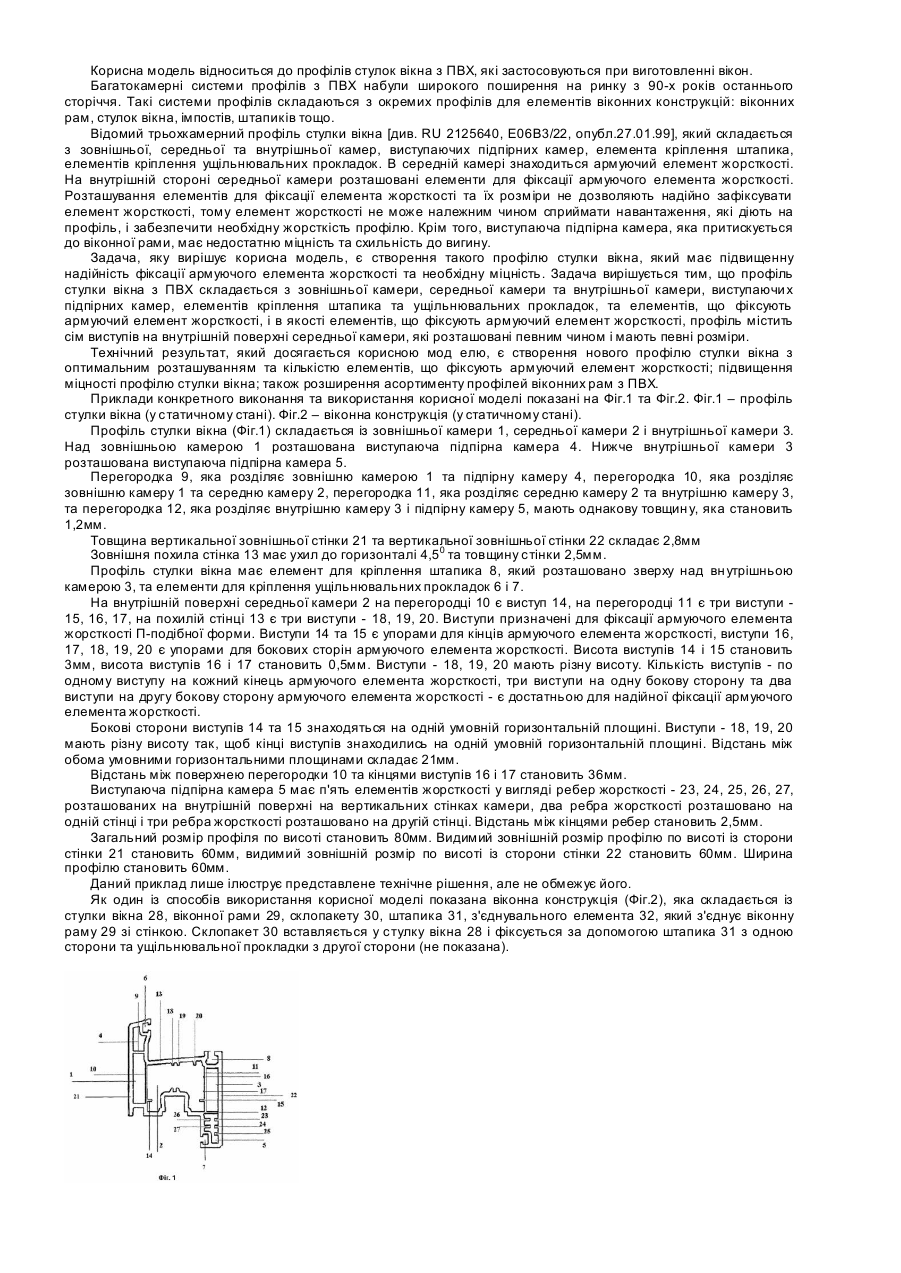
1. Профіль стулки вікна з полівінілхлориду (ПВХ), який складається з зовнішньої камери 1, середньої камери 2, внутрішньої камери 3, виступаючих підпірних камер 4 та 5, елемента кріплення штапика 8 і елементів кріплення ущільнювальної прокладки 6 і 7, та елементів, що фіксують армуючий елемент жорсткості, який відрізняється тим, що як елементи, що фіксують армуючий елемент жорсткості, профіль містить сім виступів на внутрішній поверхні...
Профіль
Номер патенту: 7363
Опубліковано: 15.06.2005
Автор: Фуглєв Віктор Іванович
МПК: E04C 3/04
Мітки: профіль
Формула / Реферат:
1. Профіль, що містить дві полиці, з'єднані одна з одною, і зварювальний шов, розташований у місці з'єднання полиць, який відрізняється тим, що на полицях виконані рифлі, що жорстко зв'язані між собою за допомогою зварювального шва, на кожній полиці рифлі розташовані на однаковій відстані один від одного, при цьому рифлі, які виконані на одній із полиць, зміщені щодо рифлів, які виконані на іншій полиці, а відстань між рифлями менша за...
Профіль віконної рами
Номер патенту: 9021
Опубліковано: 15.09.2005
Автор: Сидоренко Ігор Євгенович
МПК: E06B 3/04
Мітки: рами, профіль, віконної
Формула / Реферат:
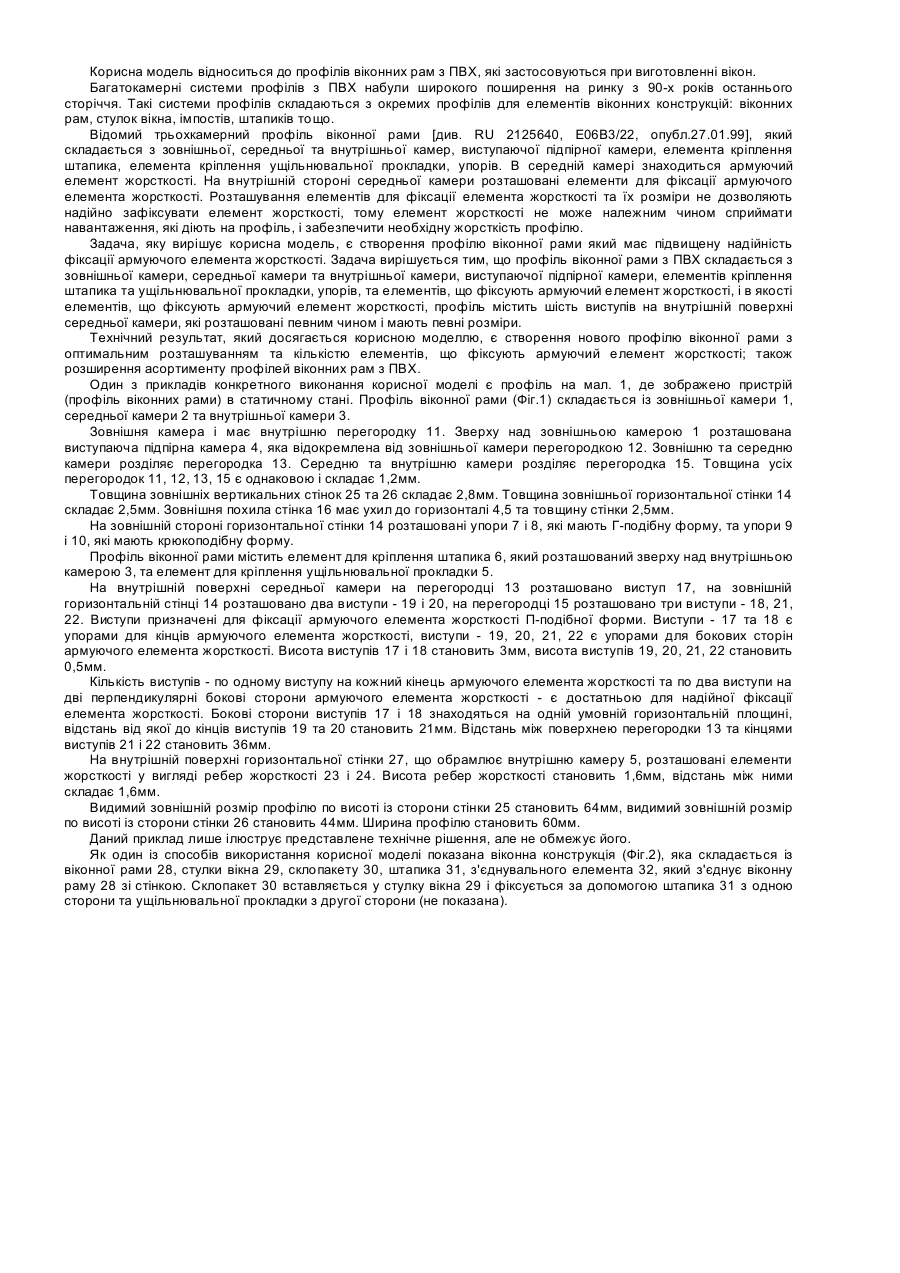
1. Профіль віконної рами з полівінілхлориду (ПВХ), який складається з зовнішньої камери 1, середньої камери 2 та внутрішньої камери 3, виступаючої підпірної камери 4, елементів кріплення штапика 6 та ущільнювальної прокладки 5, упорів 7, 8, 9, 10, та елементів, що фіксують армуючий елемент жорсткості, який відрізняється тим, що як елементи, що фіксують армуючий елемент жорсткості, профіль містить шість виступів на внутрішній поверхні...
Попередній патент: Пристрій для кріоконсервації сперми жеребців
Наступний патент: Вібратор електромеханічний
Випадковий патент: Спосіб комплексного лікування псоріазу