Спосіб дугового зварювання плавким електродом таврових з’єднань
Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Демченко Юрій Володимирович, Горбачов Василь Михайлович, Покладій Вадим Ростиславович, Мосенкіс Юрій Григорович, Гутман Лія Миронівна, Поздняков Вадим Андрійович, Масюков Валерій Вікторович, Корнієнко Олег Леонідович, Дворяшин Володимир Григорович, Сіріца Володимир Михайлович, Сердюк Ірина Василівна, Руденко Юрій Миколаєвич

Формула / Реферат
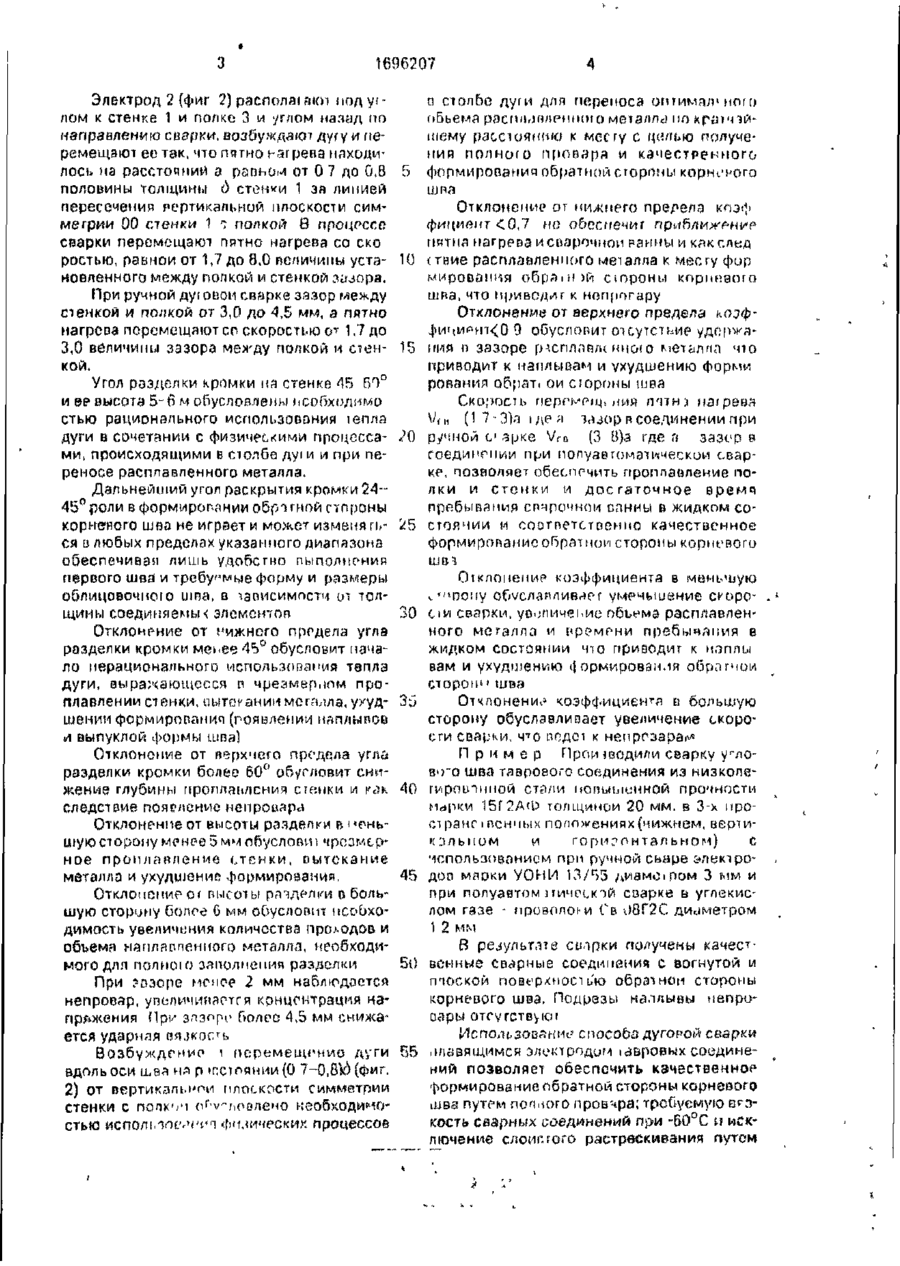
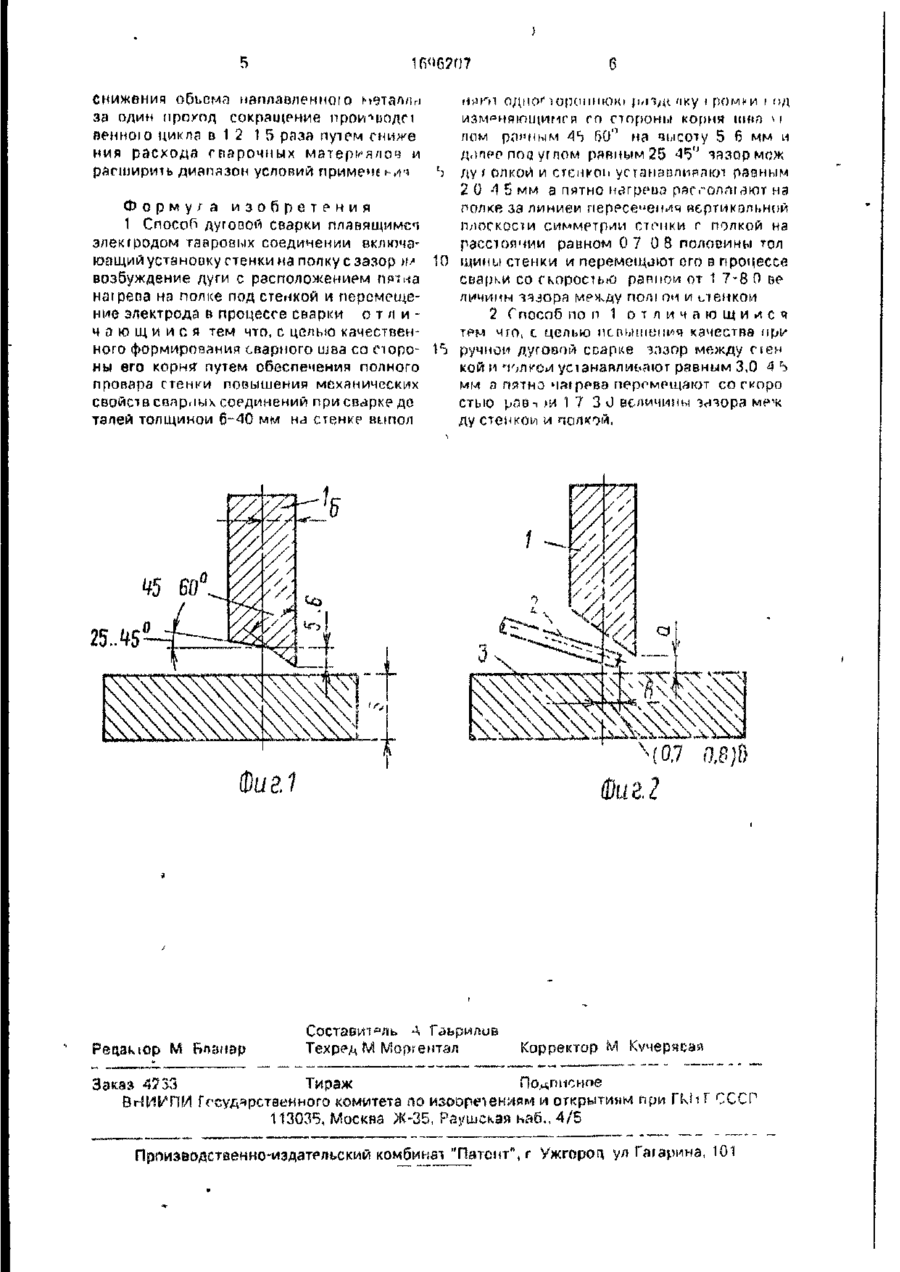
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной 6-40 мм, на стенке выполняют одностороннюю разделку кромки под изменяющимся со стороны корня шва углом, равным 45-60 ,на высоту 5-6 мм и далее под углом, равным 25-45°, зазор между полкой и стенкой устанавливают равным 2,0-4,5 мм, а пятно нагрева располагают на полке за линией пересечения вертикальной плоскости симметрии стенки с полкой на расстоянии, равном 0,7-0,8 половины толщины стенки, ч перемещают его в процессе сварки со скоростью, равной от 1,7-8,0 величины зазора между полкой и стенкой.
2. Способ по п. 1 отличающийся тем, что, с целью повышения качества при ручной дуговой сварке, зазор между стенной и полкой устанавливают равным 3,0-4,5 мм, а пятно нагрева перемещают со скоростью, равной 1,7-3,0 величины зазора между стенкой и полкой.
Текст
Изобретение относится к технологии дуговой сварки плавящимся электродом тавровых соединений и может быть использовано в различных отраслях народного хозяйства. Целью изобретения является качественное формирование сварного шва со стороны его корня путем обеспечения полного провара стенки, повышение межэтнических свойств сварных соединений при сварке деталей толщиной от 6 до 40 мм. Способ состоит в том, что на стенке выполняют одностороннюю разделку кромки под изменяющимся со стороны корня шва углом, равным от 45 до 60, на высоту от 5 до б м и далее под углом, равным от 25 до 45° Стенку устанавливают на полку с зазором, равным от 2 до 4,5 мм. При выполнении сварки пятно нагрева располагают на полке за линией пересечения вертикальной плоскости симметрии стенки с полкой на расстоянии равном от 0,7 до 0.8 половины толщины стенки, и перемещают его в процессе сварки со скоростью, равной от 1 7 до 8,0 величины, зазора между стенкой и полкой При ручной дуговой сварке зазор между стенкой и полкой устанавливают равным от 3 до 4,5 мм а пятно нагрева перемещают со Скоростью, равной от 1.7 до 3,0 величины зазора между стенкой и полкой Способ обеспечивает получение работоспособных сварных соединений при температурах -60°С, сокращение расхода сварочных материалов, понижение склонности сварных швов к образованию трещин 1 г п. ф-лъ», 2 ил Изобретение относится к способам электродуговой сварки плавящимся электродом угловых швов и может быть использовано для сварки в труднодоступных местах на металлоконструкциях ответственного назначения Целью изобретения является качественное формирование сварного шва со стороны его корня путем обеспечения полного провара стенки, повышение механических свойств сварных соединений при сварке деталей толщиной ог б до 40 м На фиг. 1 показано взаимное расположение стенки (форма ее разделки), полки; на фиг. 2 - положение электрода. РПФ-К зом. Способ осуществляют следующим обра На стенке 1 со стороны корня шва (фиг 1) выполняют одностороннюю разделку кромки под изменяющимся углом от 45 до 60° на высоту от 5 до б мм и далее под углом от 25 до 45° Стенку устанавливают на полку с зазором от 2 до 4,5 мм. з 1696207 А Электрод 2 (фиг 2) рзсполаїаюі подуїп стол&с дуги для переноса омгимал1ног» лом к стенке 1 и полке 3 и углом назад по обьема рэсн'1г)влр(1ншо металле) ио кроічійнаправлению сварки, возбуждают дугу и пекіему рассіиянию к меоу с м«лью получиремещают ее так, что пятно гагрева находипия полною провара и качестренного лось на расстояний а рапном от 0 7 до 0,8 5 формирования обратной стороны коричного половины толщины д стенки 1 зп линией ш ва пересечения рсртикальной плоскости симОтклонение от нижнего предела метрии 00 аенки 1 і полкой В процесса фициент
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding by consumable electrode of double t-sections
Автори англійськоюHutman Lia Myronivna, Pozdniakov Vadym Andriiovych, Pokladii Vadym Rostyslavovych, Korniienko Oleh Leonidovych, Demchenko Yurii Volodymyrovych, Dvoriashyn Volodymyr Hryhorovych, Siritsa Volodymyr Mykhailovych, Mosenkis Yurii Hryhorovych, Rudenko Yurii Mykolaievych, Horbachov Vasyl Mykhailovych, Masiukov Valerii Viktorovych, Serdiuk Iryna Vasylivna
Назва патенту російськоюСпособ дуговой сварки плавящимся электродом тавровых соединений
Автори російськоюГутман Лия Мироновна, Поздняков Вадим Андреевич, Покладий Вадим Ростиславович, Корниенко Олег Леонидович, Демченко Юрий Владимирович, Дворяшин Владимир Григорьевич, Сирица Владимир Михайлович, Мосенкис Юрий Григорьевич, Руденко Юрий Николаевич, Горбачов Василий Михайлович, Масюков Валерий Викторович, Сердюк Ирина Васильевна
МПК / Мітки
МПК: B23K 9/173, B23K 9/14
Мітки: таврових, зварювання, плавким, спосіб, дугового, електродом, з'єднань
Код посилання
<a href="https://ua.patents.su/4-3454-sposib-dugovogo-zvaryuvannya-plavkim-elektrodom-tavrovikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання плавким електродом таврових з’єднань</a>
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Копилов Леонід Миколайович, Тертичний Олег Олександрович, Коба Сергій Олександрович, Базаров Валерій Сергійович, Тарасенко Олександр Герасимович, Ковтуненко Віктор Олексійович, Зяхор Василь Кузьмич
МПК: B23K 9/173
Мітки: зварювання, дугового, спосіб, механізованого
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Електродотримач для ручного дугового зварювання з відсмоктуванням газів

Номер патенту: 2185
Опубліковано: 26.12.1994
Автор: Савицький Всеволод Олександрович
МПК: B23K 9/29
Мітки: відсмоктуванням, ручного, зварювання, електродотримач, дугового, газів
Формула / Реферат:
Электрододержатель для ручной дуговой сварки с отсосом газов, содержащий трубчатый корпус с газоотводящим каналом, токоподводом и узлом фиксации электрода, выполненным в виде втулки, смонтированной на трубчатом корпусе, и поворотного колпачка, размещенного на втулке, отличающийся тем, что, с целью упрощения конструкции и повышения эффективности отсоса газов за счет увеличения пропускной способности газоотводящего канала корпуса, на наружной...
Електродотримач для ручного дугового зварювання
Номер патенту: 4168
Опубліковано: 27.12.1994
Автори: Королевський Констянтин Юрійович, Виногрєєв Василь Миколайович
МПК: B23K 9/28
Мітки: електродотримач, ручного, дугового, зварювання
Формула / Реферат:
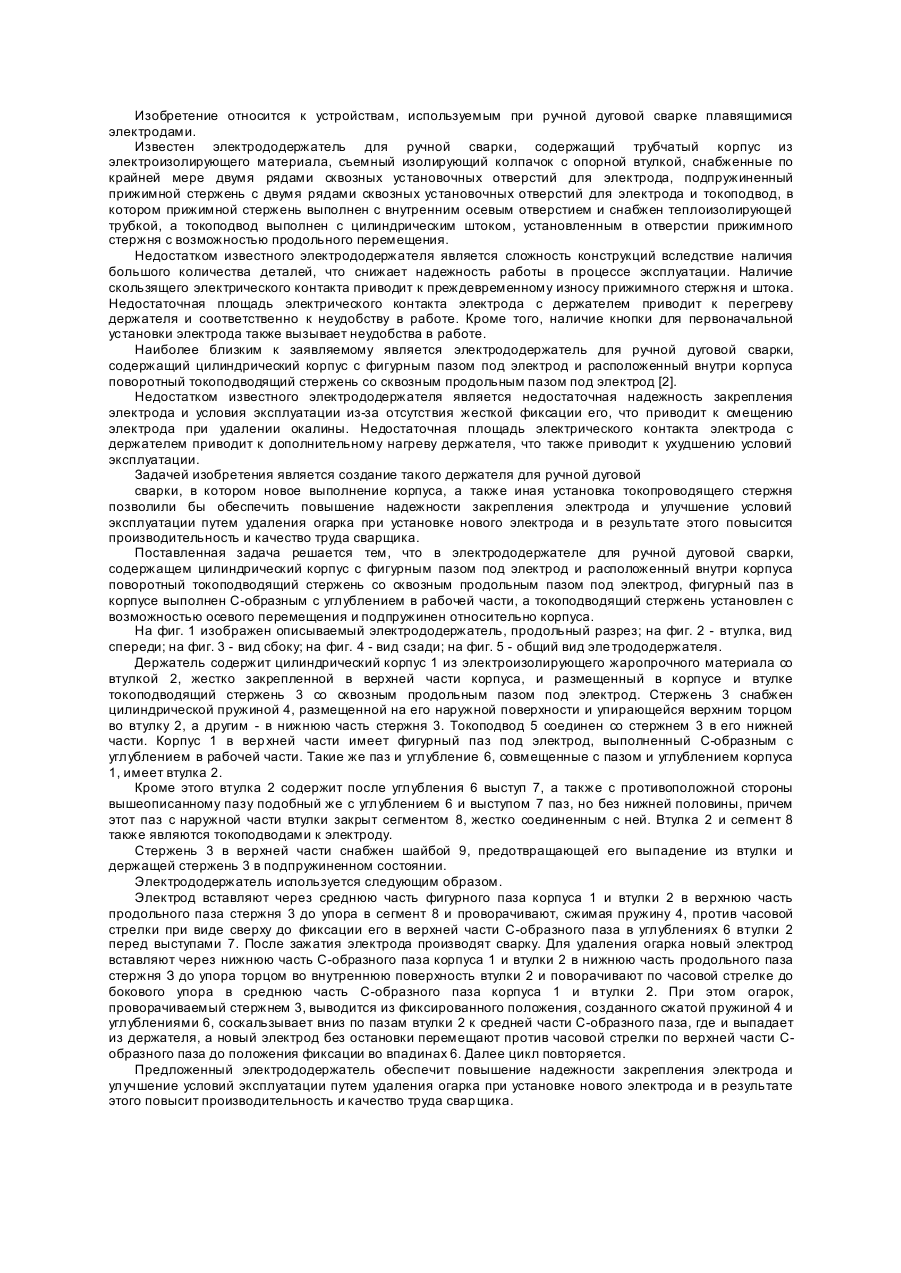
Электрододержатель для ручной дуговой сварки, содержащий цилиндрический корпус с фигурным пазом под электрод и расположенный внутри корпуса поворотный токоподводящий стержень со сквозным продольным пазом под электрод, отличающийся тем, что фигурный паз в корпусе выполнен С-образным с углублением в рабочей части, а токоподводящий стержень установлен с возможностью осевого перемещения и подпружинен относительно корпуса.
Пальник для дугового зварювання
Номер патенту: 2188
Опубліковано: 26.12.1994
Автор: Савицький Всеволод Олександрович
МПК: B23K 9/16
Мітки: пальник, зварювання, дугового
Формула / Реферат:
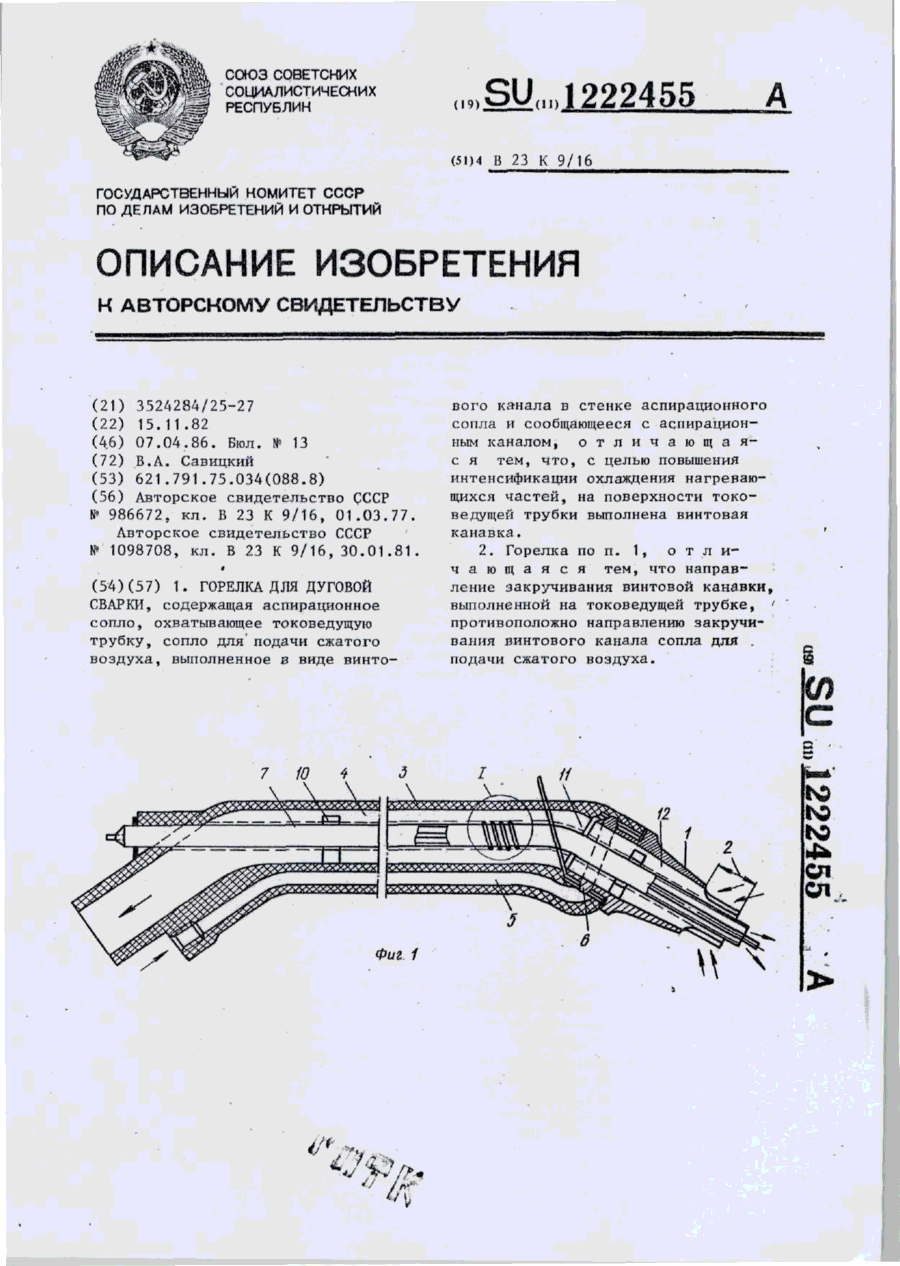
1. Горелка для дуговой сварки, содержащая аспирационное сопло, охватывающее токоведущую трубку, сопло для подачи сжатого воздуха, выполненное в виде винтового канала в стенке аспирационного сопла и сообщающееся с аспирационным каналом, отличающаяся тем, что, с целью повышения интенсификации охлаждения нагревающихся частей, на поверхности токоведущей трубки выполнена винтовая канавка. 2. Горелка по п. 1, отличающаяся тем, что...
Електродотримач для ручного дугового зварювання
Номер патенту: 1204
Опубліковано: 30.12.1993
Автори: Кіперник Єфим Григорович, Карпов Олег Петрович, Яковцев Лев Михайлович, Гофман Юхим Давидовіч, Онищенко Анатолій Васильович
МПК: B23K 9/28
Мітки: дугового, ручного, зварювання, електродотримач
Формула / Реферат:
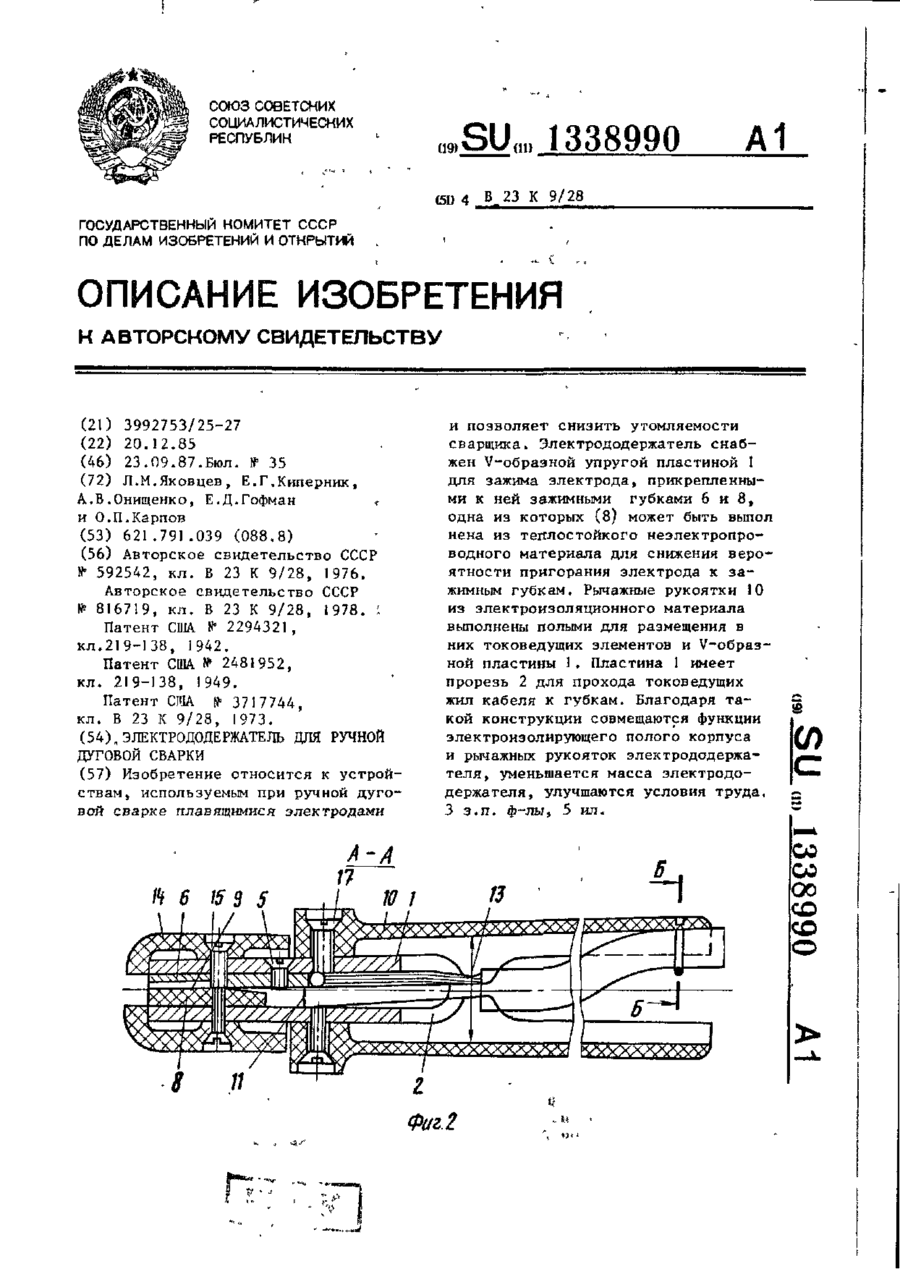
Формула изобретения1.Электрододержатель для ручной дуговой сварки, содержащий подпружиненный зажимной механизм для электрода с установленными на нем рычажными рукоятками из электроизоляционного материала и губками для захвата электрода и кабель для подвода сварочного тока к губкам, отличающийся тем, что, с целью уменьшения массы электрододержателя и упрощения его конструкции, зажимной механизм выполнен в виде V-образной упругой...
Попередній патент: Пристрій для сигналізації про розрив труб поверхні нагріва котла
Наступний патент: Похідні теофілліну або їх солі, що мають заспокоюючу кашель дію
Випадковий патент: Двотактний симетричний підсилювач струму