Струмопідвідний мундштук для дугового зварювання плавким електродом
Номер патенту: 16007
Опубліковано: 29.08.1997
Автори: Рибаков Анатолій Олександрович, Зацерковний Вадим Володимирович, Ткач Володимир Миколайович, Файнберг Леонід Йосипович
Формула / Реферат
1. Токоподводящий мундштук для дуговой сварки плавящимся электродом, содержащий токоподводящий наконечник с отверстием, корпус с цилиндрическим каналом, в котором установлена направляющая втулка с отверстием для прохождения плавящегося электрода, выполненным эксцентрично отверстию в токоподводящем наконечнике и цилиндрическому каналу, отличающийся тем, что, с целью повышения качества сварных соединений, срока службы и производительности дуговой сварки путем обеспечения надежности контакта между плавящимся электродом и токоподводящим наконечником, он снабжен механизмом поворота втулки, а отверстие в токоподводящем наконечнике выполнено с эксцентриситетом относительно продольной оси цилиндрического канала корпуса мундштука.
2. Мундштук поп. 1, отличающийся тем, что механизм поворота выполнен в виде червячной пары.
Текст
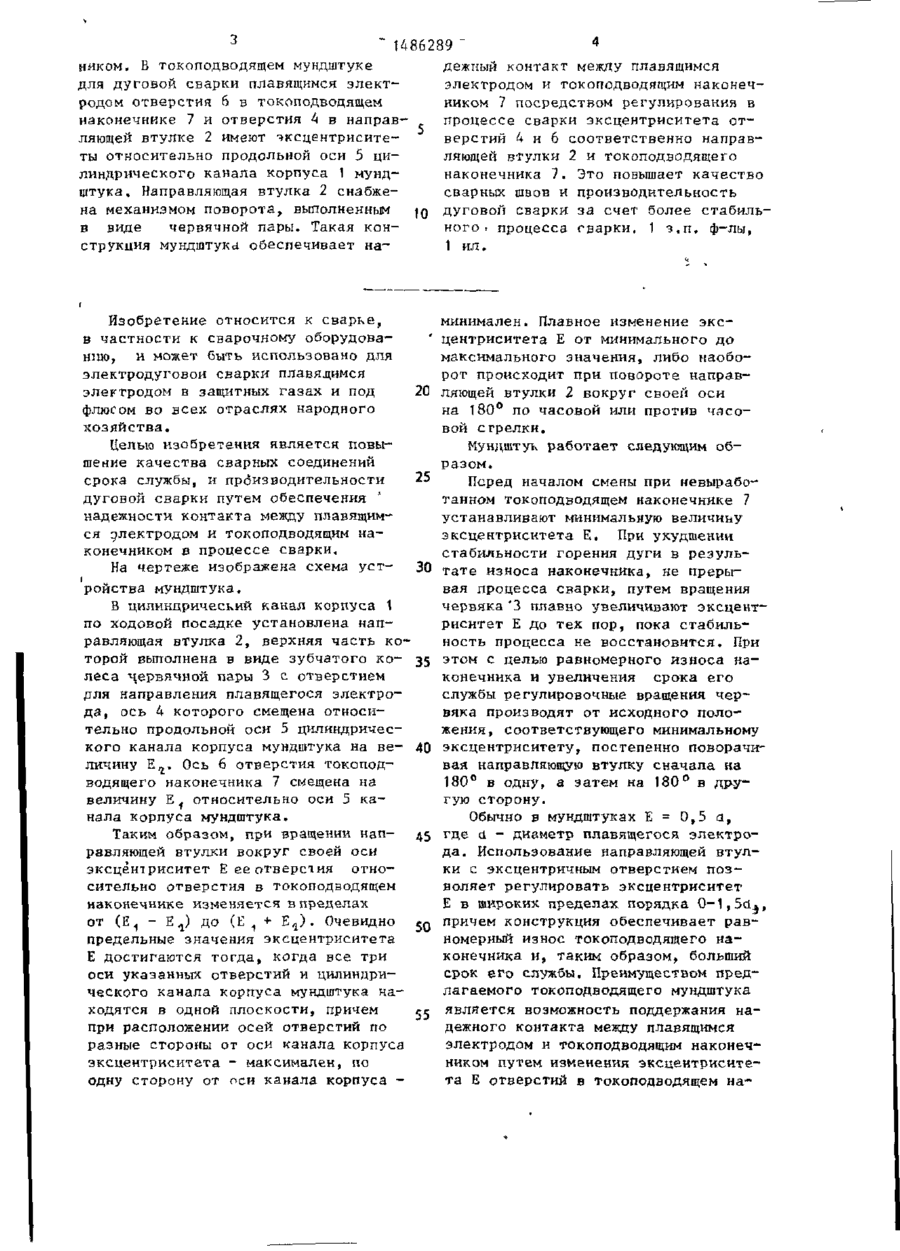
СОЮЗ СОвЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (51)4 В 23 К 9/12, 9/16, 9/18 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГННТ СССР 1 (21) 4312741/31-27 (22) 05.10.87 (46) 15.06.89. Бюл. № 22 (71) Институт электросварки им. Е.О.Патона (72) Б.Н.Ткач, Л.И*Файнберг, В.В.Зацерковный и А.А.Рыбаков (53) 621.791.753(088.8) (56) Чувуков А.А. Повышение долговечности токоподводящих мундштуков горелок для сварки в углекислом газе. - Сварочное производство, 1975, К 12, с. 48-49. " Авторское свидетельство СССР № 659308, кл. В 23 К 9/12, 1976. (54) ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКГРОДОМ (57) Изобретение относится к сварке, в частности к сварочному оборудованию, и может быть использовано для электродуговой сварки плавящимся электродом в защитных газах и под флюсом во всех отраслях народного хозяйства. Цель изобретения - повышение качества сварных соединений, срока службы, производительности и дуговой сварки путем обеспечения надежного контакта между плавящимся электродом и токоподводящим наконеч 8ада 00 со 4 1486289 " дежный контакт между плавящимся няком. В токоподводящем мундштуке электродом и токоподводящим наконечдля дуговой сварки плавящимся электником 7 посредством регулирования в родом отверстия 6 в токоподводящем процессе сварки эксцентриситета отнаконечнике 7 и отверстия 4 в направверстий 4 и 6 соответственно направляющей втулке 2 имеют эксцентрисителяющей втулки 2 и токоподводящего ты относительно продольной оси 5 цинаконечника 7. Это повышает качество линдрического канала корпуса 1 мундсварных швов и производительность штука. Направляющая втулка 2 снабжедуговой сварки за счет более стабильна механизмом поворота, выполненным ного . процесса сварки, 1 з.п. ф-лы, в виде червячной пары. Такая кон1 ил. струкция мундштука обеспечивает на Изобретение относится к сварке, минимален. Плавное изменение эксв частности к сварочному оборудова' центриситета Е от минимального до нию, и может быть использовано для максимального значения, либо наобоэлектродуговои сварки плавящимся рот происходит при повороте направэлектродом в защитных газах и под 20 ляющей втулки 2 вокруг своей оси флюсом во всех отраслях народного на 180° по часовой или против часохозяйства. вой стрелки. Целью изобретения является повыМундштук работает следующим обшение качества сварных соединений разом. 25 срока службы, и производительности Перед началом смены при невырабодуговой сварки путем обеспечения * танном токоподводящем наконечнике 7 надежности контакта между плавящимустанавливают минимальную величину ся электродом и токоподводящим наэксцентриситета Е, При ухудшении конечником в процессе сварки. стабильности горения дуги в резульНа чертеже изображена схема уст30 тате износа наконечника, не прерывая процесса сварки, путем вращения ройства мундштука. червяка *3 плавно увеличивают эксцентВ цилиндрический канал корпуса 1 риситет Е до тех пор, пока стабильпо ходовой посадке установлена напность процесса не восстановится. При равляющая втулка 2, верхняя часть которой выполнена в виде зубчатого ко~ 35 этом с целью равномерного износа наконечника и увеличения срока его леса червячной пары 3 с отверстием службы регулировочные вращения чердля направления плавящегося электровяка производят от исходного полода, ось 4 которого смещена относижения, соответствующего минимальному тельно продольной оси 5 цилиндрического канала корпуса мундштука на ве- 40 эксцентриситету, постепенно поворачивая направляющую втулку сначала на личину Е^. Ось 6 отверстия токопод180° в одну, а затем на 180° в друводящего наконечника 7 смещена на гую сторону. величину Е ^ относительно оси 5 канала корпуса мундштука. Обычно в мундштуках Е = 0,5 d, Таким образом, при вращении нап- 45 где d - диаметр плавящегося электроравляющей втулки вокруг своей оси да. Использование направляющей втулэксцентриситет Е ее отверстия отноки с эксцентричным отверстием позсительно отверстия в токоподводящем воляет регулировать эксцентриситет наконечнике изменяется в пределах Е в широких пределах порядка 0-1,За*, от (£, - Еа ) до (Е 1 + Е ^ ) . Очевидно 50 причем конструкция обеспечивает равпредельные значения эксцентриситета номерный износ токоподводящего наЕ достигаются тогда, когда все три конечника и, таким образом, больший оси указанных отверстий и цилиндрисрок его службы. Преимуществом предческого канала корпуса мундштука налагаемого токоподводящего мундштука ходятся в одной плоскости, причем 55 является возможность поддержания напри расположении осей отверстий по дежного контакта между плавящимся разные стороны от оси канала корпуса электродом и токоподводящим наконечэксцентриситета - максимален, по ником путем изменения эксцентриситеодну сторону от оси канала корпуса та Е отверстий в токоподводящем на в 1486289 Ф о р м у л а и з о б р е т е н и я конечннке и направляющей втулке, не прерывая процесса сварки. 1. Токоподводящий мундштук для Кроме того, возможен случай, когдуговой сварки плавящимся электродом, да эксцентриситет отверстия токоподсодержащий токоподводящий наконечник водящего наконечника и оси цилиндс отверстием, корпус с цилиндричесрического канала корпуса мундштука ким каналом, в котором установлена Е( равен нулю. При этом -эксцентрисинаправляющая втулка с отверстием для тет отверстий в токоподводящем накопрохождения плавящегося электрода, нечнике и направляющей втулке при 10 выполненным эксцентрично отверстию вращении последней будет оставаться Б токоподводящем наконечнике и ципостоянным Е = Е ? . Это позволяет линдрическому каналу, о т л и ч а обеспечить плавную регулировку усию щ и й с я тем, что, с целью повылия в контакте злектрод-наконечник, поддерживая его постоянным путем пос- 15 гаения качества сварных соединений, срока службы и производительности тепенного изменения места контакта дуговой сварки путем обеспечения между плавящимся электродом и токонадежности контакта между плавящимся подводящим наконечником за счет вращения направляющей втулки. Однако, электродом и токоподводящим наконечпри этом допустимый износ токоподником, ол снабжен механизмом повороводящего наконечника будет ниже, чем та втулки, а отверстие в токоподвоз случае, когда E f 4 0 и максимальнаконечнике выполнено с эксдент" ное значение эксцентриситета Е соотІ ч относительно продольной оси ветственно выше ( Е г ( К1 + Е . ) . цилиндрического канала корпуса мундИспользование предлагаемого изоб- 25 птука. ретения позволяет значительно улуч2. Мундштук по п. ^ о т л и шить качество сварных швов за счет ч а ю щ и й с я тем, что механизм более стабильного протекания процесса поворота выполнен в виде червячной сварки. пары. Редактор Ю.Середа Составитель Н.Рощупкин Техред Л.Сердюкова Корректор С.Шекмар Заказ 3140/11 Тираж 894 Подписное В Н И Ш И Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюCurrent contact nozzle for arc welding by consumable electrode
Автори англійськоюTkach Volodymyr Mykolaiovych, Fainberh Leonid Yosypovych, Zatserkovnyi Vadym Volodymyrovych, Rybakov Anatolii Oleksandrovych
Назва патенту російськоюТокоподводящиймундштук для дуговой сварки плавящимся электродом
Автори російськоюТкач Владимир Николаевич, Файнберг Леонид Иосифович, Зацерковный Вадим Владимирович, Рыбаков Анатолий Александрович
МПК / Мітки
МПК: B23K 9/12, B23K 9/18, B23K 9/16
Мітки: струмопідвідний, мундштук, зварювання, плавким, дугового, електродом
Код посилання
<a href="https://ua.patents.su/4-16007-strumopidvidnijj-mundshtuk-dlya-dugovogo-zvaryuvannya-plavkim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Струмопідвідний мундштук для дугового зварювання плавким електродом</a>
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Гутман Лія Миронівна, Поздняков Вадим Андрійович, Сіріца Володимир Михайлович, Дворяшин Володимир Григорович, Мосенкіс Юрій Григорович, Масюков Валерій Вікторович, Горбачов Василь Михайлович, Руденко Юрій Миколаєвич, Сердюк Ірина Василівна, Покладій Вадим Ростиславович, Демченко Юрій Володимирович, Корнієнко Олег Леонідович
МПК: B23K 9/14, B23K 9/173
Мітки: таврових, плавким, зварювання, з'єднань, електродом, дугового, спосіб
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Випрямляч для дугового зварювання плавким електродом
Номер патенту: 17187
Опубліковано: 18.03.1997
Автори: Гавва Віктор Маркович, Зацерковний Сергій Анатолійович, Махлін Наум Мордухович, Федотенков В'ячеслав Георгійович
МПК: B23K 9/00
Мітки: випрямляч, плавким, дугового, електродом, зварювання
Формула / Реферат:
Выпрямитель для дуговой сварки плавящимся электродом, содержащий регулируемый трехфазный силовой трансформатор с основной вторичной обмоткой с повышенным рассеянием и вспомогательной вторичной обмоткой с нормальным рассеянием, основной и вспомогательный выпрямительные блоки, отличающийся тем, что в выпрямитель дополнительно введен трехфазный магнитный усилитель, каждая рабочая обмотка которого подключена последовательно к соответствующей фазе...
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Гейдеріх Отто Павлович, Худяков Вячеслав Іванович, Потап'євський Аркадій Григорович
МПК: B23K 9/127
Мітки: електродом, спосіб, плавиться, дугового, зварювання
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: сплавів, алюмінієвих, дугового, спосіб, зварювання
Формула / Реферат:
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Електродотримач для ручного дугового зварювання з відсмоктуванням газів

Номер патенту: 2185
Опубліковано: 26.12.1994
Автор: Савицький Всеволод Олександрович
МПК: B23K 9/29
Мітки: ручного, дугового, відсмоктуванням, газів, зварювання, електродотримач
Формула / Реферат:
Электрододержатель для ручной дуговой сварки с отсосом газов, содержащий трубчатый корпус с газоотводящим каналом, токоподводом и узлом фиксации электрода, выполненным в виде втулки, смонтированной на трубчатом корпусе, и поворотного колпачка, размещенного на втулке, отличающийся тем, что, с целью упрощения конструкции и повышения эффективности отсоса газов за счет увеличения пропускной способности газоотводящего канала корпуса, на наружной...
Попередній патент: П’єзоелектричний перетворювач прискорень
Наступний патент: Установка для очистки стічних вод
Випадковий патент: Струмопровідні підлогові покриття