Обтискне кільце та спосіб його виготовлення
Номер патенту: 27400
Опубліковано: 15.09.2000
Автори: Детабль Паскаль, Андре Мішель, Кальмет Ліонель
Текст
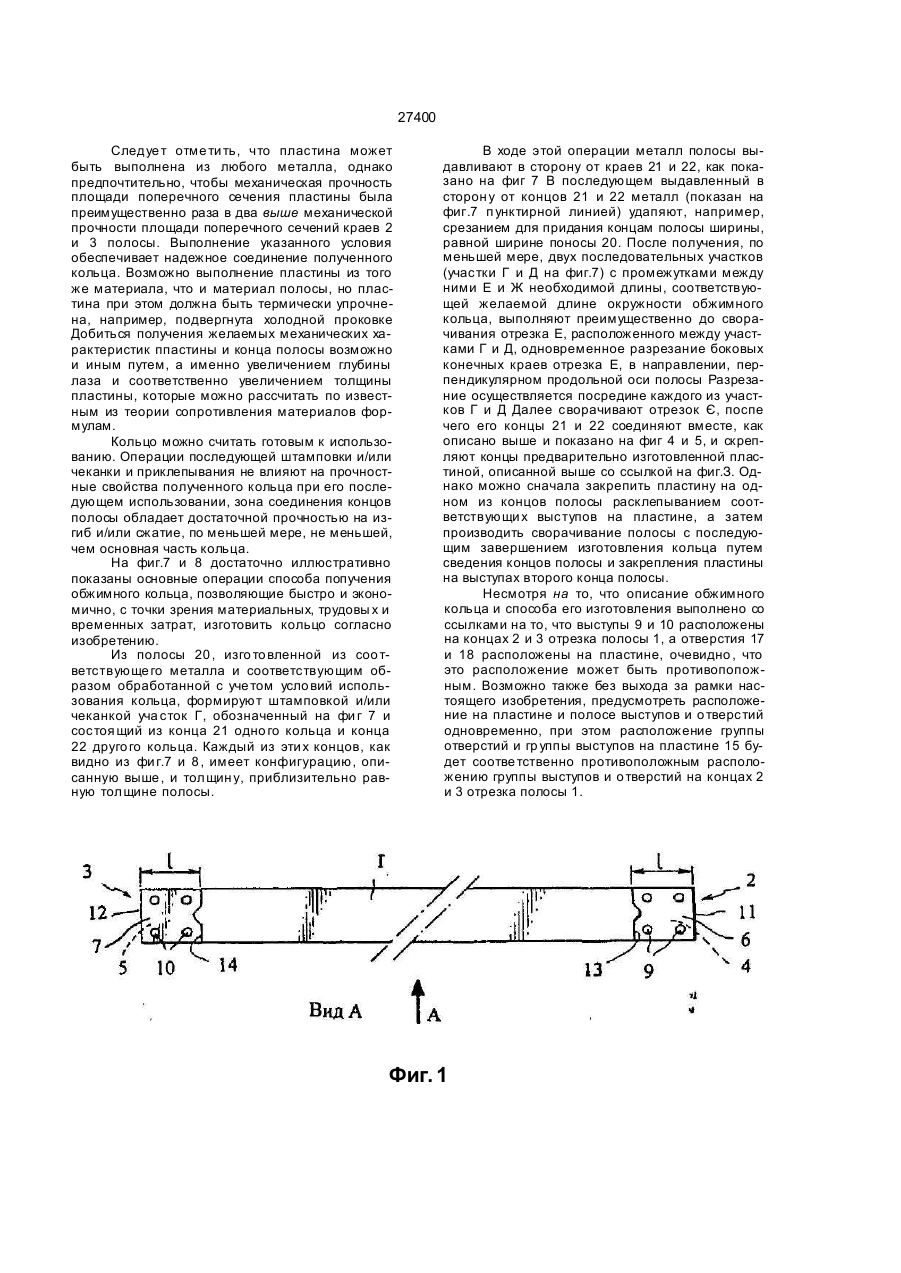
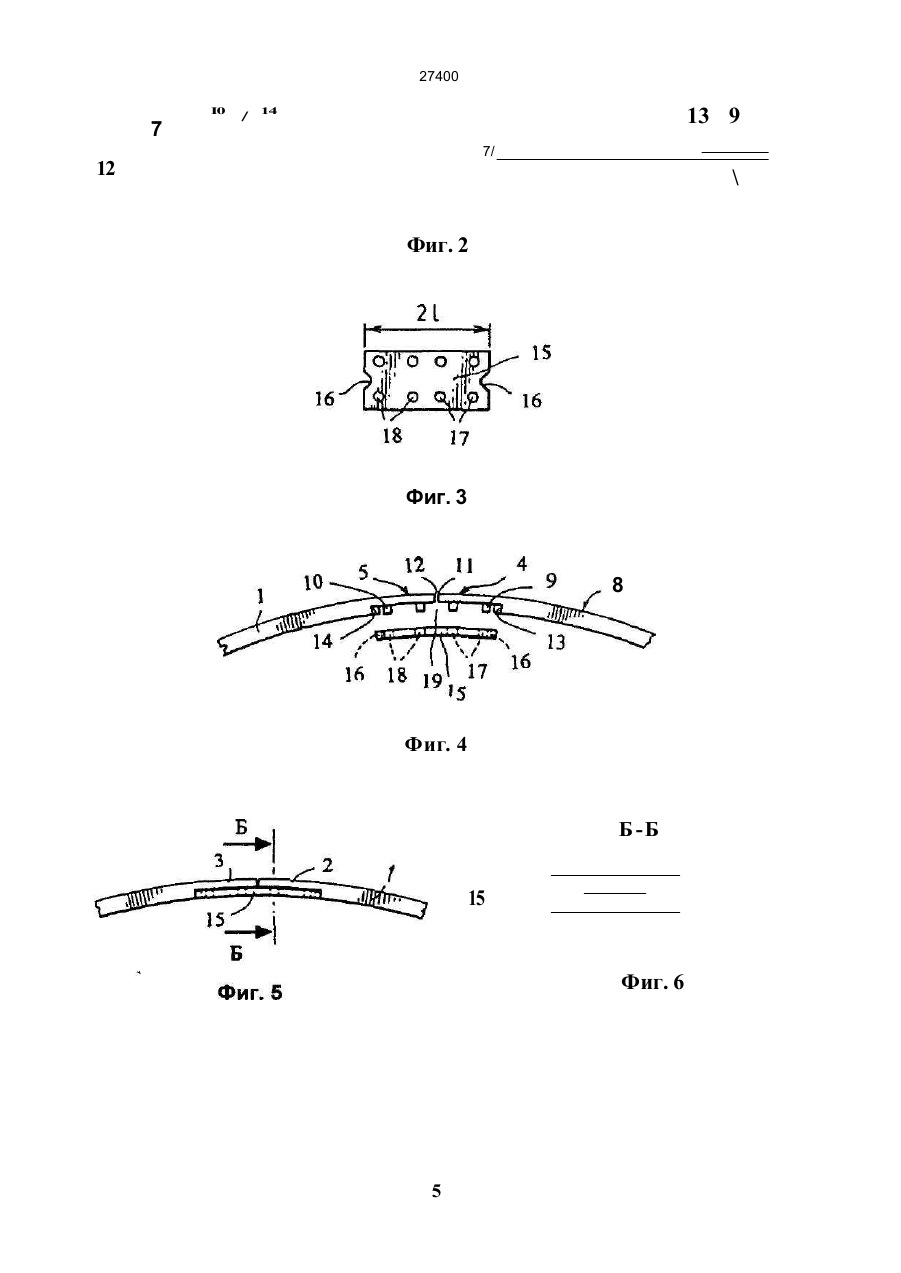
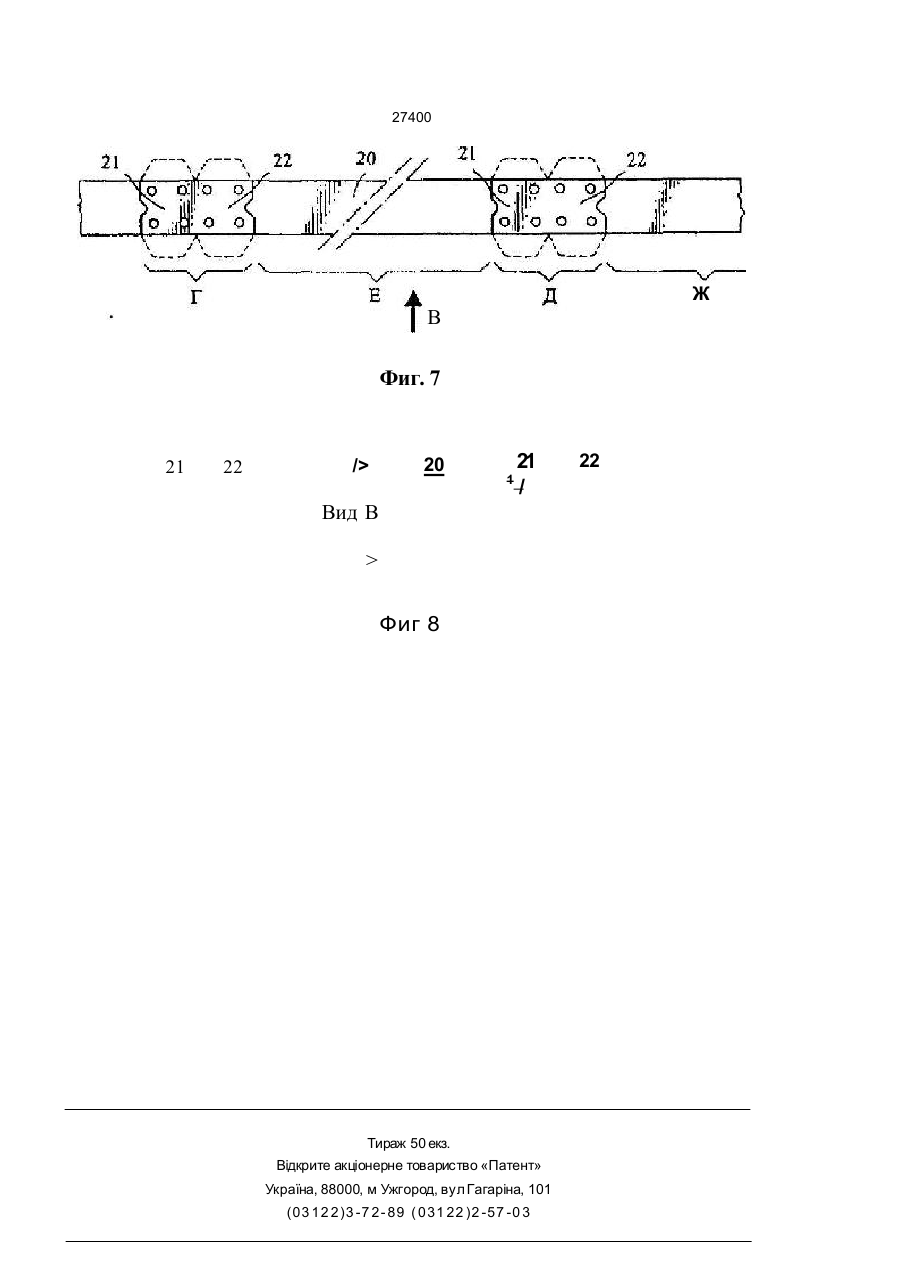
1 Обжимное кольцо, образованное из отрез ка металли ческой полосы , сверн утой в кольцо, оба конца которой соединены один с др угим вс тык и контактируют один с др угим по их торцово му краю, о тли чающееся тем, что концы о трезка полосы распо ложены с образован ием паза по внутренней или внешней поверхности кольца для расположения в нем пластины, толщина которой равна поло вине толщины по лосы, и толщина каждого из концов полосы также равна половине толщины полосы , при этом соо тве тственно на концах полосы и/или на концах пластины выпол нены группы выступов и отверстий с возможност ью введения выступов в соответствующие им от верстия, выступы введены в о тверстия, а и х сво бодные концы расклепаны на пластине и/или на концах полосы 2 Обжимное кольцо по п 1, отлича ющееся тем, что он о содержи т гр упп у, по мень шей мере, из двух выступов или отверстии расположенных на каждом из концов полосы, и группу, по меньшей мере, из четырех отверстий или выступов расположенных соответственно на пластине 3 Обжимное кольцо по пп 1 или 2, о тли чаю щее ся тем , что ме хани ческая про чность попе речного сечения пластины выше механической прочности поперечного сечения краев полосы 4 Обжимное кольцо по любому из пп 1 - 3, отли чающее ся тем, что тор цевая повер хность по меньшей мере, одно го боково го края пластины выполнена с выступом и ли углублением, а тор цевая повер хно сть соотве тствующе го ей конца паза имеет соотве тственно углубление или выс туп зеркально отображенного профиля 5 Способ изготовления обжимного кольца, отли чающийся тем, что в сплошной металли ческой полосе выполняют штамповкой и /или чеканкой одновременно два противоположных конца изго тавливаемого кольца, придавая им толщину, рав ную половине толщины полосы и выполняют в каждом из них, по меньшей мере, одно отверстие или, по меньшей мере, один выступ, затем осу ществляют одновременное разрезание боковых конечных краев в направлении, перпендикуляр ном продольной оси полосы после чего пластину сгибают, обеспечивая соединение концов встык с образованием паза, в паз вставляют пластин у и осуществляют фиксацию выступов 6 Способ по п 5 . отличающи йся тем, что ли ш ний металл на боковых краях концов кольца уда ляют, например, срезанием, придавая концам ширину равн ую ширине полосы Данное изобретение относится к области ма шин острое ния и , в ча стно сти , ка са е тся средств фиксации тр убчатых изделий и, более конкретно, обжимных колец и способов их изготовления Известно, что фиксация двух трубчаты х элементов, насаживаемых один на другой, в большинстве случаев может быть осуществлена при помощи замкнуто го кольца, ко торое после его размещения на внешнем трубчатом элементе в зоне, расположенной напротив трубчатого эле мента, подвергается операции сжатия для обеспечения соответствующего скреппения обоих тр убчаты х элементов Такие обжимные кольца могут иметь различную конструкцию и быть изготовлены разными способами Так, известно обжимное кольцо [1] выполненное из относитепьно узких и длинных металлических полос, согнуты х по окружности необходимого диаметра и имеющих на одном конце выступы, а на другом - отверстия, в которые указанные выступы вста влены и загн уты в сторон у. (22)31011994 О о CM 27400 противоположную направлению приложения силы открывания Кольца описанной конструкции имеют одинаковую ширину по всей длине окружности и довольно просты в изготовлении, однако имеют нежелательные утолщения в месте соединения концов полосы из-за соединения их внахлестку, кроме того, применению таких колец в устройства х, требующи х равномерной толщины кольца по всей окружности, мешают загн утые выступы, фиксирующие соединяемые концы. Известно также обжимное кольцо [2], принятое в качестве прототипа, образованное из отрезка металлической полосы, свернутой в кольцо, оба конца которой соединены встык и контактируют др уг с др угом своими торцевыми краями, соединенными между собой сваркой Недостатком описанного кольца является деформация повер хности в месте сое динения, возникающая после сварки, утолщение, образованное сварочным швом, а также нарушение прочности, охр упчивание металла кольца в месте сварки, возникающее в результате перегрева поверхности. Известен способ изготовления обжимных колец [3], заключающийся в отрезании заготовок требуемой длины в зависимости от заданного диаметра кольца; выполнении в одном из концов полосы выступающи х частей в форме ласточкиного хвоста и соответствующи х им углублений в другом конце полосы с возможностью взаимного введения указанных частей др уг в др уга; замыкании указанных концов полосы между собой; последующем их деформировании для обеспечения неразъемности соединения без увеличения толщины и ширины образованного кольца в месте соединения. Недостаток заявленного способа состоит в сложности и тр удоемкости образования выступов и вырезов в концевых участках полосы вследствии необходимости точной разметки при выполнении фигурны х вырезов сложной формы, способных входить в зацепление друг с другом. Кроме того, соединение концов может быть недостаточно прочным при слабом сдавливании без деформации соединенных концов, а при сильном сдавливании происходит изменение формы кольца, что ведет к изменению толщины и ширины кольца в месте соединения, что впечет за собой повреждения колец при последующи х операциях обжимания. В качестве прототипа выбран способ изготовления обжимных колец (2], заключающийся в формовании заготовок путем намотки полосы на стержень диаметром, равным внутреннему диаметру изготавливаемого кольца; разрезание полученной спиральной заготовки вдоль ее продольной боковой поверхности для образования ряда отдельных колец; сведение концов каждого отдельного кольца встык до контакта торцевых поверхностей и последующее скрепление их с помощью сварки. Операции сворачивания и разрезания автоматизированы и могут выполняться на специальных автомата х Операция сварки должна производиться на другом оборудовании, что не позволяет автоматизировать полностью весь процесс образования обжимных колец. Кроме того, применение сварки приводит к необходимости дополнительных операций по зачистке утолщения в зоне сварного шва . Помимо это го. из-за скрепления концов колец сваркой велика вероятность получения колец заведомо деформированной формы и с пониженной механической прочностью в зоне сварного шва. В основу изобретения поставлена задача усовершенствовать обжимное кольцо, в котором путем изменения конструкции крепления концов полосы достигают возможности получать обжимные кольца одинаковой толщины, обладающие высокой механической прочностью, по меньшей мере, одинаковой по всей длине окружности кольца, без искажения формы кольца. Одинаковость толщины, недеформированность формы кольца, равновеликая механическая прочность приводят к повышению надежности колец при их эксплуатации. В основу изобретения поставлена также задача усовершенствовать способ изготовления обжимного кольца, в котором благодаря предварительной подготовке соединяемых концов кольца и замены операции сварки операцией их механического соединения достигают возможности получать кольца, обладающие равномерной механической прочностью по всей длине кольца, с сохранением без искажений формы кольца, что повышает надежность и качество колец при их эксплуатации. Помимо того способ позволяет автоматизировать процесс изготовления обжимных колец, поскольку позволяет осуществлять непрерывность операций и выполнять их на одном приспособлении. Поставленная задача решена тем, что в обжимном кольце, образованном из отрезка металлической полосы, сверн утой в кольцо, оба конца которой соединены один с другим встык и контактир уют один с др угим по их тор цовом у краю, согласно изобретению, концы отрезка полосы расположены с образованием паза по внутренней или внешней поверхности кольца для расположения в нем пластины, толщина которой равна половине толщины полосы, и толщина каждого из концов полосы также равна половине толщины полосы, при этом соответственно на концах полосы и/или на концах пластины выполнены группы выступов и отверстий с возможностью введения выступов в соответствующие им отверстия, выступы введены в отверстия, а и х свободные концы расклепаны на пластине и/или на концах полосы. Размещение пластины в пазу и соединение ее внахлестку с концами полосы создает прочное соединение, но при этом толщина кольца остается постоянной по всему периметру. Кроме того, концы полосы не подвергаются при этом перегреву, и стр уктура металла не нарушена. Сохранение площади поперечного сечения кольца неизменной при ненарушенной структуре металла позволяет утверждать, что механическая прочность полученного кольца при этом не снижена. Преимущественно обжимное кольцо, согласно изобретению, содержит гр уппу выступов или отверстий, состоящую, по меньшей мере, из двух, расположенных на каждом из концов полосы, и группу, по меньшей мере, из четырех отверстий или выступов, расположенных соответственно на пластине Согласно изобретению, желательно, чтобы механическая прочность по 27400 перечного сечения ппастины обжимного кольца была выше механической прочности поперечного сечения краев полосы. Ме ханическая прочность поперечного сечения пластины может быть повышена за сче т использования иного материала, чем материал полосы, или за счет упрочнения дополнительной обработкой, например, холодной поковкой, того же материала Согласно изобретению, торцевая поверхность, по меньшей мере, одного бокового края пластины может быть выполнена с выступом или углублением, а торцевая поверхность соответствующего ей конца паза имеет соответственно углубление или выступ зеркально отображенного профиля Такое выполнение поверхности дает возможность дополнительной фиксации пластины относительно краев полосы. Поставленная задача решается также тем, что обжимные кольца изготавливают, согласно изобретению, следующим способом в сплошной металлической полосе образ уют штамповкой и/или чеканкой одновременно два противоположных конца изго та вли ваемого кольца, прида вая им толщину, равную половине толщины полосы, и выполняют в каждом из них, по меньшей мере, одно отверстие или по, меньшей мере, один выступ, затем осуществляют одновременное разрезание боковых конечных краее в направлении, перпендикулярном продольной оси полосы, после чего ппастину сгибают, обеспечивая соединение концов встык с образованием паза, в паз вставляют пластин у и осуществляют фиксацию выступов. Фиксацию могут осуществлять, например, расклепыванием свободных концов выступов. Согласно изобретению, лишний металл на боковых края х концов кольца желательно удалять, например, срезанием, придавая концам ширину, равн ую ширине полосы Далее сущность изобретения, его преимущества и особенности поясняются нижеприведенным описанием примера конкретного выполнения, а также приложенными чертежами, где на фиг.1 приведен вид в плане отрезка металлической полосы с концами, образованными в результате операции чеканки и/или штамповки; фиг.2 - вид по стрелке А на фиг.1, фиг.З - вид в плане пластины, предназначенной для соединения обоих концов полосы; фиг.4 - частичный вид сбоку кольца перед соединением двух концов отрезка полосы; фиг.5 - частичный вид сбоку кольца после соединения двух концов отрезка полосы; фиг.6 - сечение по Б-Б на фиг 5 в зоне соединения концов отрезка полосы; фиг.7 - частичный вид в плане металлической полосы в процессе изготовления кольца после операции чеканки и/или штамповки, согласно изобретению; фиг.8 - вид по стрелке В на фиг.7 с частичным вырезом полосы. Металлическая полоса, представленная на фи г.1 и 2. имеет два конца 2 и 3. При сгибании отрезка полосы 1 нижние стороны 4 и 5 (фиг.1 и 2) концов 2 и 3 составляют дугообразную непрерывную повер хность, образ уя внешнюю повер хность кольца, при этом их торцевые поверхности контактируют др уг с др угом. В приведенном при мере стороны 4 и 5 концов 2 и 3 на поверхности образованного кольца находятся на внешней стороне (фиг 4), а противоположно лежащие стороны 6 и 7 образуют вн утреннюю сторону со гнутого кольца Возможно выполнение, когда стороны 4 и 5 будут находиться внутри кольца и образовывать внутреннюю сторону кольца, а стороны 6 и 7 будут расположены снаружи по отношению к поверхностям сторон 4 и 5 . В примере, предс тавленном на чертежах, кпнцы 2 и 3 имеют приб лизительно равн ую длин у /, а и х толщина приб лизительно равна половине толщины попосы 1. Вне шние стороны 4 и 5 концо в 2 и 3 я вля ются продолжением внешней поверхности 8 будущего кольца. На внутренних сторонах 6 и 7 концов 2 и 3 соотве тственно выполнены по четыре призма тических выступа 9 и 10 соотве тственно, оси ко торых перпендикулярны поверхности внутренних сторон, а высота их не меньше половины толщи ны полосы 1. Сле дует отмети ть, что количество выступо в на каждом из концо в может бы ть лю бым, по четыре выступа с каждой стороны наибо лее предпочтительно Торцовые поверхности 11 и 12 концов 2 и 3 плоские и перпен дик улярны продольной оси полосы 1, а внутренние боковые поверхности краев 13 и 14 внутренних сторон 6 и 7 преимущественно неплоские, а имеют выступ или углубление В при мере указанные повер х ности выполнены с выступами, показанными на фи г 2 , 4 и 8 . Прямоугольная пластина 15 имеет ширину, равную ширине полосы 1, и толщину, примерно равную половине толщины полосы 1. Ее длина равна сумме длин концов 2 и 3, в конкретном примере, коїда длины концов 2 и 3 совпадают, длина пластины равна удвоенной длине / одного из концов 2 или 3 Боковые края 16 пластины имеют по отношению к поверхности вн утренних сторон краев 13 и 14 полосы зеркально отображенный профиль, а именно углубление, выполненное с возможностью вхождения в него выступа, предусмотренного на поверхностях 13 и 14 В пластине 15 выполнены также две группы отверстий 17 и 18 соответственно, по четыре отверстия с каждой стороны, таким образом, чтобы они могли быть состыкованы с соответствующими им выступами 9 и 10. Обжимное кольцо изготавливают путем свора чи ван ия п опосы '1, как это показа но на фи г 4 При этом торцевые края 11 и 12 обоих концов 2 и 3 приводят в контакт друг с др угом, в результате чего, как показано на фиг 4, концы 2 и 3 образуют паз 19 для пластины 15 Пластину 15 вста вляют в паз, вводя при этом выступы 9 и 10 в соответствующие им отверстия 17 и 18 Выступы, выполненные на поверхностях 13 и 14 ппастины, зацепляются с соответствующими им углублениями в боковых краях 16 пластины, осуществляя соединение и надежную фиксацию концов полосы 1. Торцевые поверхности свободных концов выступов расклепывают на поверхности пластины 15, фиксируя пластину в пазу полосы. Пластина заполняет всю полость, образованную пазом, таким образом, что ее наружная поверхность является продолжением поверхности кольца, обеспечивая ее непрерывность, скрепляя надежно края полосы, замкнутой в кольцо. 27400 Следуе т отме ти ть, что пластина может быть выполнена из любого металла, однако предпочтительно, чтобы механическая прочность площади поперечного сечения пластины была преимущественно раза в два выше механической прочности площади поперечного сечений краев 2 и 3 полосы. Выполнение указанного условия обеспечивает надежное соединение полученного кольца. Возможно выполнение пластины из того же материала, что и материал полосы, но пластина при этом должна быть термически упрочнена, например, подвергнута холодной проковке Добиться получения желаемых механических характеристик ппастины и конца полосы возможно и иным путем, а именно увеличением глубины лаза и соответственно увеличением толщины пластины, которые можно рассчитать по известным из теории сопротивления материалов формулам. Кольцо можно считать готовым к использованию. Операции последующей штамповки и/или чеканки и приклепывания не влияют на прочностные свойства полученного кольца при его последующем использовании, зона соединения концов полосы обладает достаточной прочностью на изгиб и/или сжатие, по меньшей мере, не меньшей, чем основная часть кольца. На фиг.7 и 8 достаточно иллюстративно показаны основные операции способа попучения обжимного кольца, позволяющие быстро и экономично, с точки зрения материальных, трудовы х и временных затрат, изготовить кольцо согласно изобретению. Из полосы 20 , изго то вленной из соо тветствующе го металла и соответствующим образом обработанной с уче том усло вий использования кольца, формируют штамповкой и/или чеканкой уча сток Г, обозначенный на фи г 7 и состоя щий из конца 21 одно го кольца и конца 22 друго го кольца. Каждый из эти х концов, как видно из фи г.7 и 8, имеет конфигурацию, описанную выше , и толщин у, приблизительно равную толщине полосы. В ходе этой операции металл полосы выдавливают в сторону от краев 21 и 22, как показано на фиг 7 В последующем выдавленный в сторон у от концов 21 и 22 металл (показан на фиг.7 п унктирной линией) удапяют, например, срезанием для придания концам полосы ширины, равной ширине поносы 20. После получения, по меньшей мере, двух последовательных участков (участки Г и Д на фиг.7) с промежутками между ними Е и Ж необходимой длины, соответствующей желаемой длине окружности обжимного кольца, выполняют преимущественно до сворачивания отрезка Е, расположенного между участками Г и Д, одновременное разрезание боковых конечных краев отрезка Е, в направлении, перпендикулярном продольной оси полосы Разрезание осуществляется посредине каждого из участков Г и Д Далее сворачивают отрезок Є, поспе чего его концы 21 и 22 соединяют вместе, как описано выше и показано на фиг 4 и 5, и скрепляют концы предварительно изготовленной пластиной, описанной выше со ссылкой на фиг.З. Однако можно сначала закрепить пластину на одном из концов полосы расклепыванием соответствующи х выступов на пластине, а затем производить сворачивание полосы с последующим завершением изготовления кольца путем сведения концов полосы и закрепления пластины на выступах второго конца полосы. Несмотря на то, что описание обжимного кольца и способа его изготовления выполнено со ссылками на то, что выступы 9 и 10 расположены на концах 2 и 3 отрезка полосы 1, а отверстия 17 и 18 расположены на пластине, очевидно , что это расположение может быть противопопожным. Возможно также без выхода за рамки настоящего изобретения, предусмотреть расположение на пластине и полосе выступов и о тверстий одновременно, при этом расположение группы отверстий и гр уппы выступов на пластине 15 будет соотве тственно противоположным расположению группы выступов и о тверстий на концах 2 и 3 отрезка полосы 1. Фиг. 1 27400 7 I0 / 13 9 14 7/ 12 \ Фиг. 2 Фиг. 3 8 Фиг. 4 Б -Б 15 Фиг. 6 5 27400 Ж В Фиг. 7 21 22 /> 20 1 21 / Вид В > Фиг 8 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03 12 2)3 -7 2- 89 ( 031 22 )2 -57 -0 3 22
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwriterpressing ring and method for manufacturing thereof
Автори англійськоюCalmette Lionel, Andre Michel, Detable Pascal
Назва патенту російськоюОбжимное кольцо и способ его изготовления
Автори російськоюКальмет Лионель, Андрэ Мишель, Детабль Паскаль
МПК / Мітки
МПК: B21D 53/16
Мітки: виготовлення, спосіб, обтискне, кільце
Код посилання
<a href="https://ua.patents.su/6-27400-obtiskne-kilce-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Обтискне кільце та спосіб його виготовлення</a>
Ущільнювальне кільце
Номер патенту: 19775
Опубліковано: 25.12.1997
Автори: Роман Зіпсер, Хенрік Венцель, Здіслав Єдловскі, Пжємислав Кусіньскі, Збігнєв Брила, Анджей Кочоровскі, Рішард Кносаля, Ян Орляч, Болеслав Морскі, Здіслав Лабенда, Ян Падух
МПК: F16J 15/00
Мітки: кільце, ущільнювальне
Формула / Реферат:
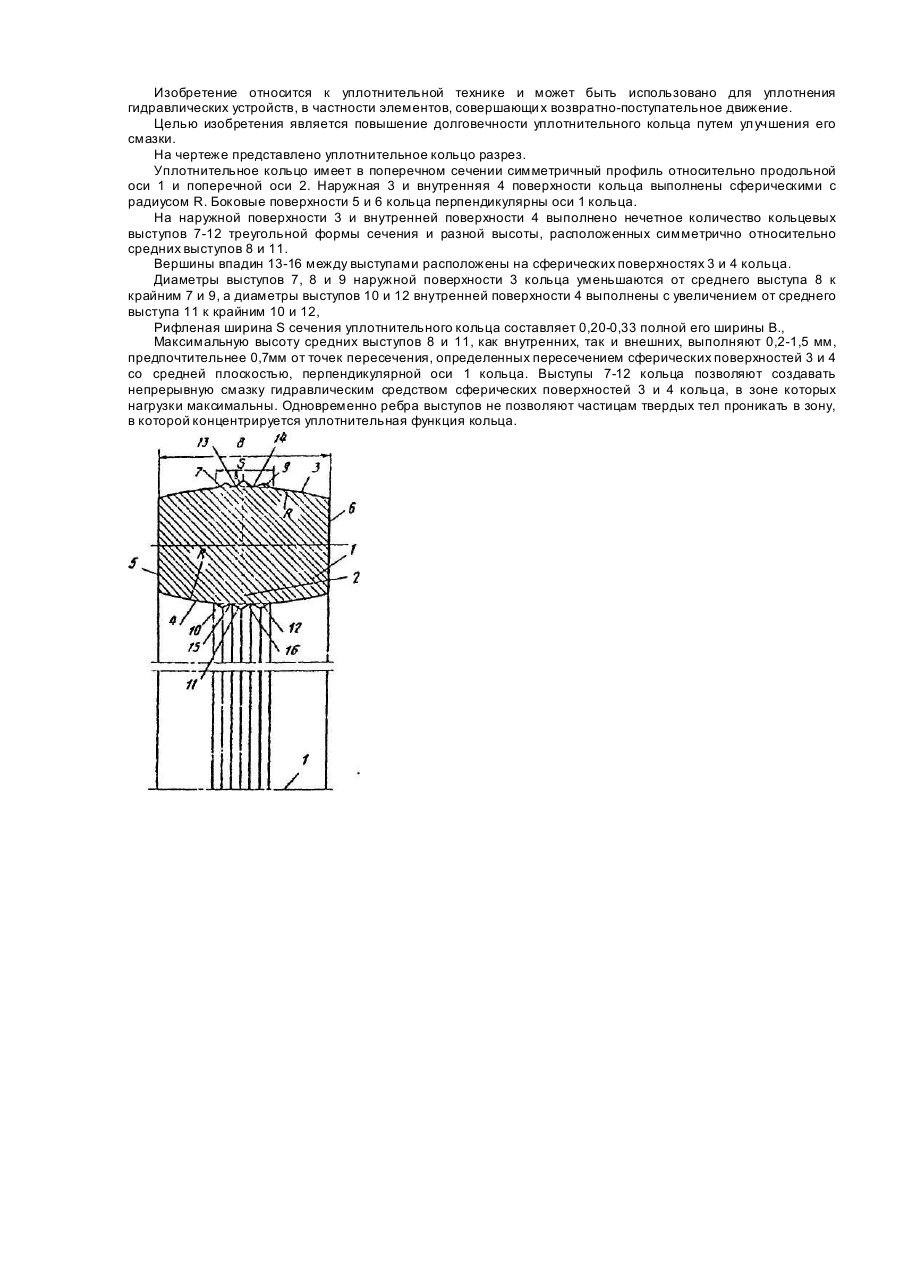
Уплотнительное кольцо симметричного профиля, выполненное из эластичного материала со сферической наружной и внутренней поверхностями и торцевыми плоскими поверхностями, перпендикулярными оси кольца, отличающееся тем, что на наружной и внутренней сферических поверхностях кольца выполнено нечетное количество кольцевых выступов треугольной формы сечения разной высоты, расположенных симметрично относительно среднего выступа, при этом вершины...
Ущільнювальне кільце
Номер патенту: 8243
Опубліковано: 29.03.1996
Автори: Огій Григорій Єфимович, Клепач Володимир Іванович, Лузан Сергій Олексійович, Губін Юрій Опанасович
МПК: F16J 9/00
Мітки: ущільнювальне, кільце
Формула / Реферат:
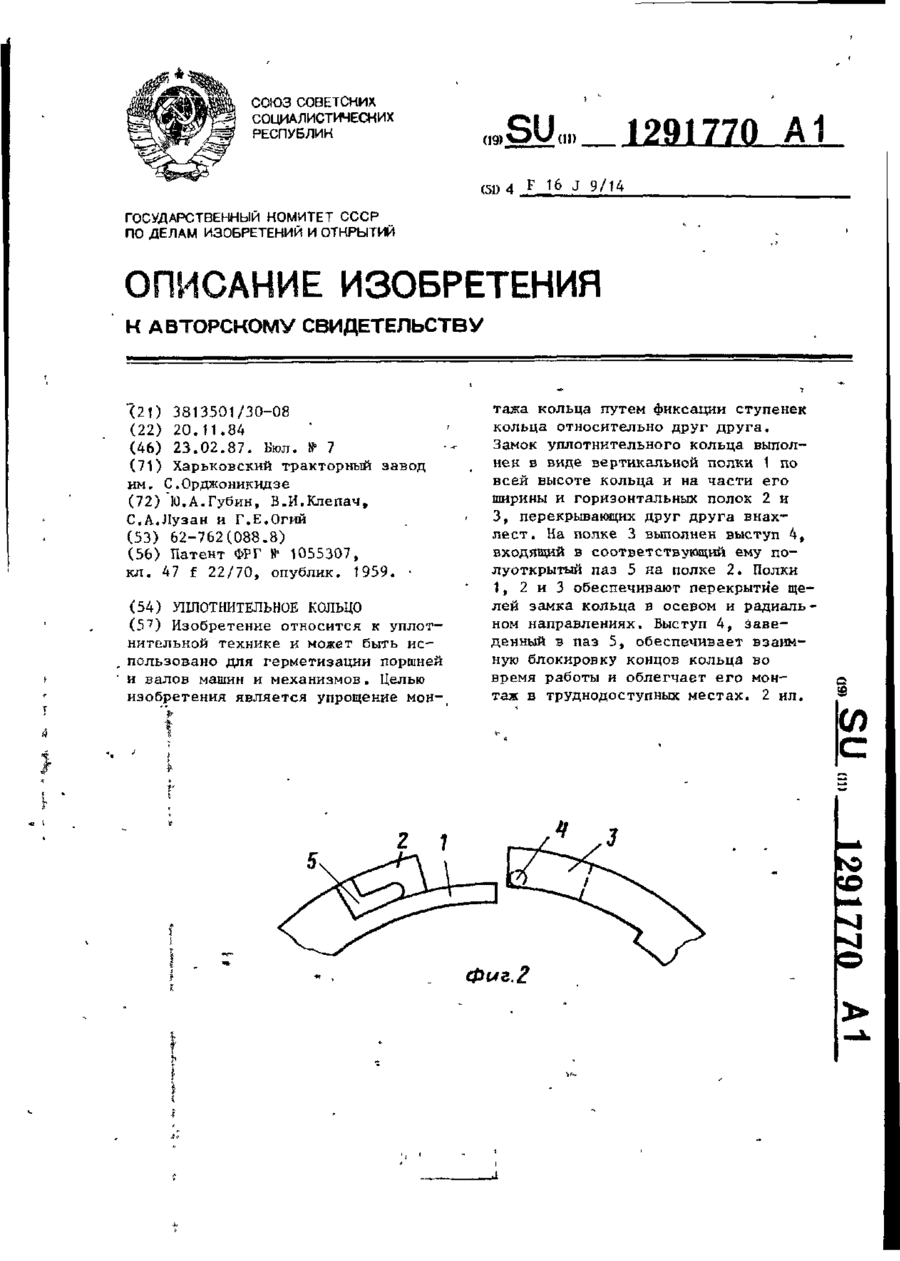
Уплотнительное кольцо, содержащее ступенчатый замок в виде вертикальной полки на части ширины кольца и по всей его высоте и горизонтальных полок, перекрывающих друг друга внахлест, отличающееся тем, что, с целью упрощения монтажа кольца путем фиксации ступенек кольца относительно друг друга, на внутренней поверхности одной из горизонтальных полок кольца выполнен выступ, а на другой - соответствующие ему полуоткрытый паз с входом со...
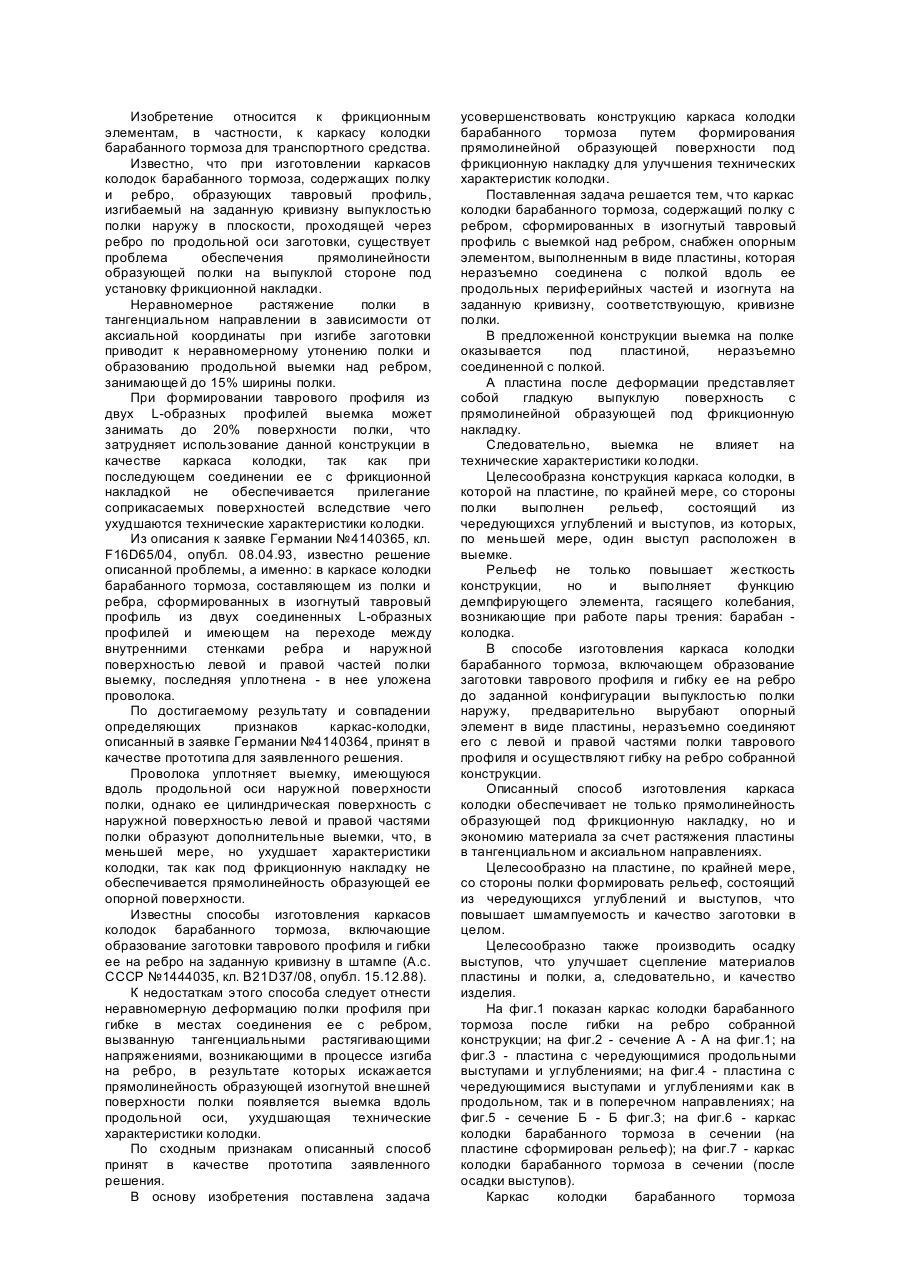
Каркас колодки барабанного гальма та спосіб його виготовлення
Номер патенту: 20614
Опубліковано: 05.08.1997
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович, Василенко Ольга Валентиновна, Шумейко Андрій Дмитрович
МПК: F16D 65/04, B21D 7/00
Мітки: каркас, гальма, виготовлення, колодки, спосіб, барабанного
Формула / Реферат:
1. Каркас колодки барабанного тормоза, содержащий полку с ребром, сформированных в изогнутый тавровый профиль с выемкой над ребром, отличающийся тем, что он снабжен опорным элементом, выполненным в виде пластины, которая неразъемно соединена с полкой вдоль ее продольных периферийных частей и изогнута на заданную кривизну, соответствующую кривизне полки.2. Каркас по п. 1, отличающийся тем, что на пластине, по крайней мере, со...
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22C 21/06, C22F 1/04
Мітки: виготовлення, алюмінієвого, спосіб, корпусів, банок, лист, сплаву
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Кільце апарату для черезкісткового компресійно-дистракційного остеосинтезу
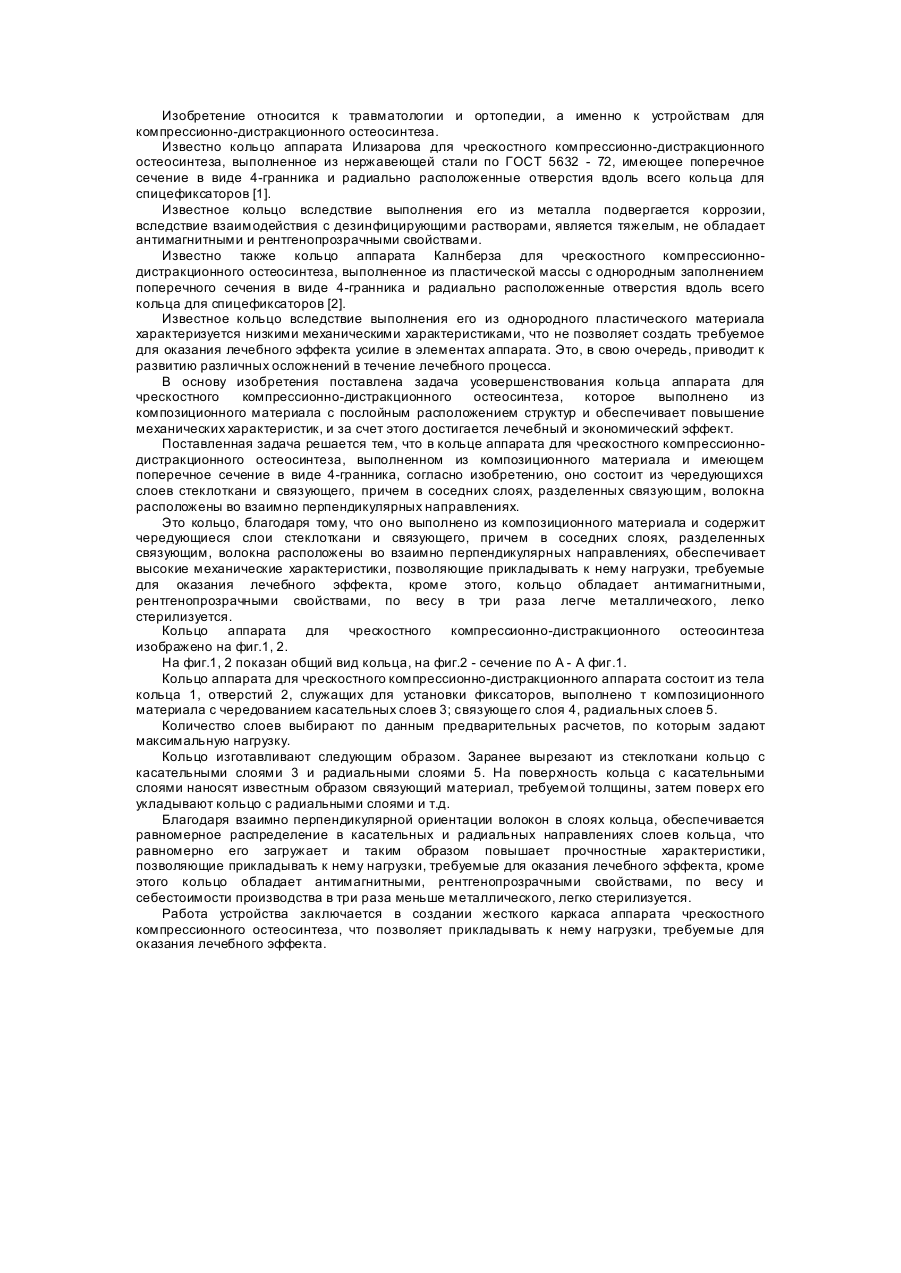
Номер патенту: 9716
Опубліковано: 30.09.1996
Автори: Бойко Костянтин Павлович, Потапов Олександр Михайлович, Литвин Юрій Павлович, Сітало Володимир Гаврилович
МПК: A61B 17/62, A61B 17/60
Мітки: черезкісткового, апарату, кільце, компресійно-дистракційного, остеосинтезу
Формула / Реферат:
Кольцо аппарата для чрескостного компрессионно-дистракционного остеосинтеза, выполненное из композиционного материала и имеющее поперечное сечение в виде 4-гранника, отличающееся тем, что оно состоит из чередующихся слоев стеклоткани и связующего, причем в соседних слоях, разделенных связующим, волокна расположены во взаимно перпендикулярных направлениях.
Попередній патент: Тепловидільний елемент ядерного реактора
Наступний патент: Пристрій для об’єднання,принаймні, двох вхідних сигналів і радіотелефон
Випадковий патент: Пристрій для навчальних операцій на вологих органах