Волокниста стрічка, спосіб її виготовлення та пристрій для здійснення способу

Текст
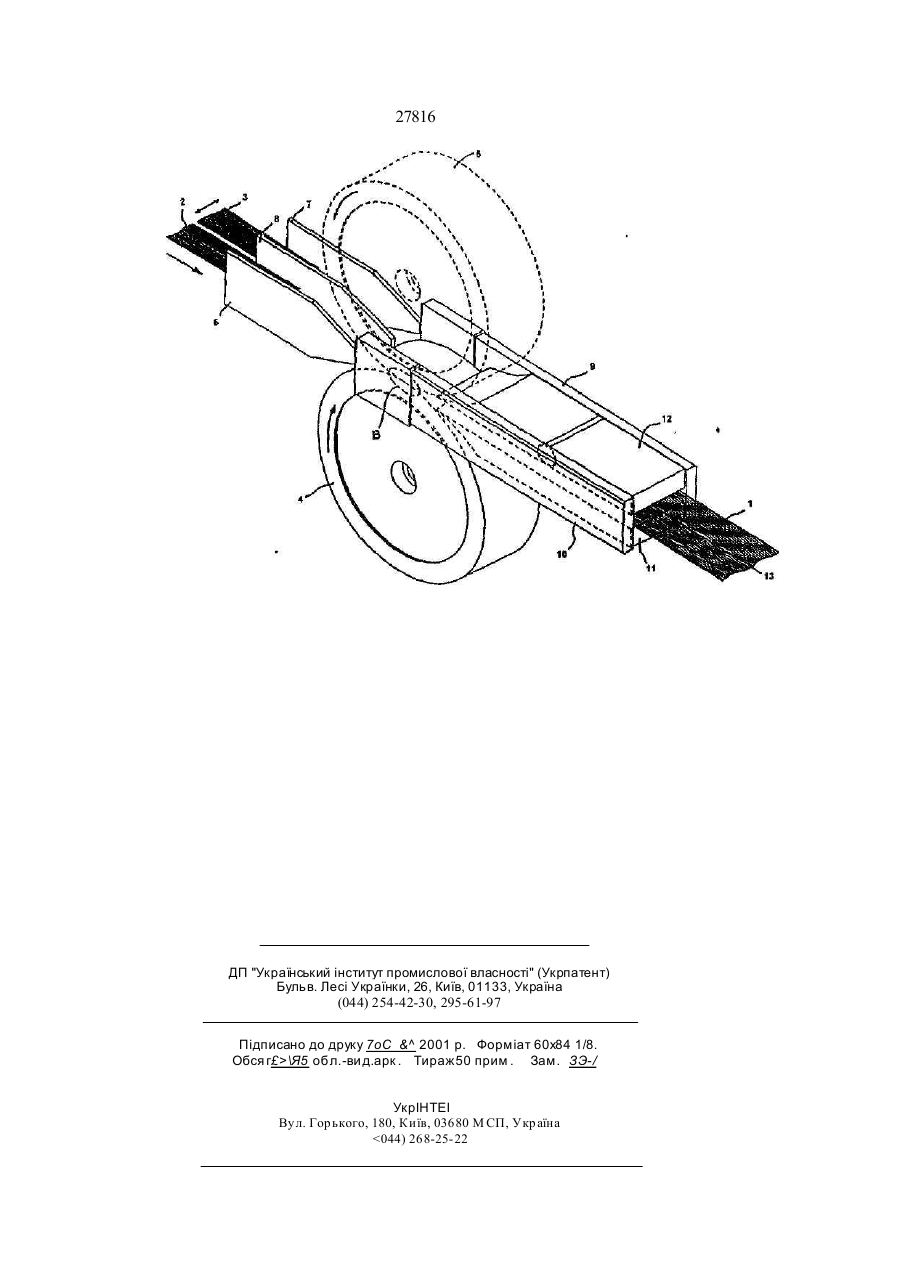
1.Волокнистая лента , использ уемая, в част ности, для фильтров, включающая переплетенные волокна, отличающаяся тем, что лента выполне на составной по ширине за счет образования не скольких зон из завитых переплетенных волокон, идущи х вдоль лен ты, а также, по меньшей мере, одной заданной линии разрыва в продольном на правлении лент, причем прочность на разрыв (daN) волокнистой лен ты, определенная при на чальном натяжении 2,5Н, отнесенная к суммарно му титру (dtex), равна, по меньшей мере, 1,7 х 10 4 daN/dtex. 2 Лента по п. 1, отличающаяся тем, что ее прочность на разрыв равна, по меньшей мере, 2,5 х 10 * daN/dtex, предпочтительно, по меньшей мере, 3 ,5 x1 0 ''daN/dtex. 3. Лента по любом у из пп. 1 , 2 , отлича ющаяся тем, что ее зоны, разделенные линией/линиями разрыва, имеют идентичный или несходный сум марный титр. 4. Способ изготовления одной или нескольких во локнистых лент, в частности, для изготовления фильтров, заключающийся в переплетении воло кон, прохо дящи х по суще ству параллельно друг другу, с образованием несколько отделенных друг от др уга полосок, отл ичающийся тем, что обра зованные полоски в конце процесса совместно за вивают с образованием одной или нескольких за витых волокнистых лент, в частности, лент из пак ли для фильтров, 5. Способ по п 4, отл ичающийся тем, что непо средственно перед совместной завивкой незави тые полоски направляют таким образом, что они практически касаются друг друга. 6 . Способ по любому из пп. 4 , 5 , отлича ющийся тем, что образуют незави тые полоски различной ширины, которые завивают совместно. 7 Способ по любому из пп 4-6, отл ичающийся тем, что образуют несколько, преимущественно две, незавитые полоски одинаковой ширины, которые завивают совместно. 8. Способ по любому из пп. 5 , 7 , отличающийся тем, что образуют две незавитые полоски одина ковой ширины и эти две неза ви тые по лоски на правляют раздельно непосредственно перед за вивкой для их соединения, благодаря чему после завивки двух полосок получают завитую волокни стую ленту с линией разрыва, размещенной посе редине. 9. Способ по любому из пп. 4-8 , отл ичающийся тем, что линия/линии разрыва имеют доста точно низкую степень переплетения для образования, после выхода из завивочного аппарата, несколь ких отдельных волокнистых лент, причем расстоя ние от разделяющей стенки до зоны захвата меж ду перемещающими роликами уменьшается, и/или толщина разделяющей стенки увеличивает ся. 10. Устрой ство для из гото вления одной или не скольких волокнистых лент, содержащее завивоч ный узел, отличающееся тем, что в нем дополни тельно предусмотрена пара перемещающих роли ков для совместного транспортирования подавае мых полосок, которая распо ложена перед за ви вочным узлом. 11. Устрой ство по п . 10 , о тли чающее ся тем, что перед парой перемещающих, роликов расположе но разделяющее приспособление для раздельно го направления незавитых полосок 12. Устройство по п . 11, отлича ющееся тем, что разделяющее приспособление выполнено в виде разделяющей стенки. 13. Устройство по п . 12, отлича ющееся тем, что разделяющая стенка выполнена с возможностью изменения расстояния о т нее до линии за хва та перемещающих роликов, а также своей толщины. Настоящее изобретение относится к волокнистым лентам, и в частности к лентам из пакли для фильтров, состоящи х из переплетенных нитей, а также к способу изготовления таких волокнистых лент, и к устройству для осуществления этого способа. О СО 00 27816 Известна волокнистая лента, используемая, а частности, для фильтров, включающая переплетенные волокна {см. патент GB № 10 92 354, МПК D04H 1/40,1967). Указанная волокнистая лента, как наиболее близкая по совокупности существенных признаков к заявляемой, выбрана в качестве прототипа. Однако, в известных лентах из пакли для фильтров, предназначенных для создания сигаретных фильтров, в процессе ее изготовления не удается получать линии разрыва (или линии разрывов) в продольном направлении волокон ленты, что способствует снижению в конечном итоге производительности труда при изготовлении лент для фильтровальных мотков. В основу изобретения поставлена задача создать такую волокнистую ленту, в которой за счет возможности получения линии разрыва (или линий разрыва) в продольном направлении волокон с образованием в ней зон со степенью переплетения волокон ниже допустимой величины, повысить производительность труда, в частности, при изготовлении ленты из пакли для фильтровальных мотков. Это достигается благодаря тому, что волокнистая лента , используемая, в ча стности , для фильтров, включающая переплетенные волокна, выполнена составной по ширине за счет образования нескольких зон из завитых переплетенных волокон, идущи х вдоль ленты, а также, по меньшей мере, одной заданной линии разрыва в продольном направлении лент, причем прочность на разрыв (daN) волокнистой ленты, определенная при начальном натяжении 2,5 Н, отнесенная к суммарному титру (dtex), равна, по меньшей мере 1,7x10"4 daN/dtex. Кроме того, прочность ленты на разрыв равна, по меньшей мере 2,5 х 10* 4 daN/dtex, предпочтительно, по меньшей мере, 3,5 х 10 ч daN/dtex. Кроме того, зоны ленты, разделенные линией/линиями разрыва, имеют идентичный или несходный суммарный титр, Известен способ изготовления одной или нескольких волокнистых лент, в частности, для изготовления фильтров, заключающийся в переплетении волокон, проходящих по существу параллельно друг другу с образованием нескольких отделенных друг от друга полосок (см. патент GB №1 092 354, МПК D 04H 1/40, 1967). Указанный способ, как наиболее близкий по существенным признакам к заявляемому, выбран в качестве прототипа, однако он не обеспечивает высокую производительность труда при производстве волокнистых лент, в частности, при изготовлении лент для фильтровальных мотков. В основу изобретения поставлена также задача создать способ для изготовления волокнистой ленты с линией разрыва (или линиями разрыва) в продольном направлении волокон, при котором путем образования в ленте зон со степенью переплетения волокон ниже допустимой величины, повышается произво-дительность труда, в частности, при изготовлении ленты из пакли для фильтровальных мотков. Эта задача достигается благодаря тому, что по предлагаемому способу изго товления одной или нескольки х во локнисты х лент, в частности , для изготовления фильтров, заключающийся в переплетении волокон по существу параллельно друг другу с образованием нескольких отделенных друг от друга полосок, согласно изобретению образованные полоски в конце процесса совместно завивают с образованием одной или нескольких завитых волокнистых лент, в частности, лент из пакли для фильтров. Кроме того, по предлагаемому способу непосредственно перед совместной завивкой незавитые полоски направляют таким образом, что они практически касаются друг друга. Кроме того, по предлагаемому способу образуют незавитые полоски различной ширины, которые завивают совместно. Кроме того, по предлагаемому способу образуют несколько, преимущественно две, незавитые полоски одинаковой ширины, которые завивают совместно. Кроме того, по предлагаемому способу образуют две не завитые полоски одинаковой ширины и эти две незавитые полоски направляют раздельно непосредственно перед завивкой для их соединения, благодаря чему после завивки двух полосок получают завитую волокнистую ленту с линией разрыва, размещенной посередине. Кроме того, по предлагаемому способу линия/линии разрыва имеют достаточно низкую степень переплетения для образования, после выхода из завивочного аппарата, нескольких отдельных волокнистых лент, причем расстояние от разделяющей стенки до зоны захвата между перемещающими роликами уменьшается, и/или толщина разделяющей стенки увеличивается. Известно устройство для изготовления одной или нескольких волокнистых лент, содержащее завивочный узел (см. патент GB №10 92 354, МПК D04H 1/40, 1967). Указанное устройство , как наиболее близкое по совокупности существенных признаков к заявляемому, выбрано в качестве прототипа Однако, известное устройство не обеспечивает высокую производительность при изготовлении волокнистой ленты, используемой, в частности, при изготовлении ленты из пакли для фильтровальных мотков. В основу изобретения поставлена задача создать такое устройство для изготовления волокнистой ленты с линией разрыва (или линиями разрыва) в продольном направлении волокон, при котором путем образования в ней зон со степенью переплетения волокон ниже допустимой величины, обеспечивается возможность повышения производительности труда, в частности, при изготовлении ленты из пакли для фильтровальных мотков. Поставленная задача решается тем, что в предлагаемом устройстве для изготовления одной или нескольких волокнистых лент, содержащем завивочный узел, согласно изобретению дополнительно предусмотрена пара перемещающих роликов для совместного транспортирования подаваемых полосок, которая расположена перед завивочным узлом. Кроме того, в устройстве перед парой перемещающих роликов расположено разделяющее 27816 приспособление для раздельного направления незавитых полосок. Кроме того, в устройстве разделяющее приспособление выполнено в виде разделяющей стенки. Кроме того, в устройстве разделяющая стенка выполнена с возможностью изменения расстояния от нее до линии захвата перемещающих роликов, так и своей толщины Согласно предпочтительной форме соответствующей изобретению составной по ширине волокнистой ленты, упомянутая прочность на разрыв, отнесенная к суммарному титру, равна, по меньшей мере, 2,5 х 10"4 в частности, по меньшой мере, порядка 3,5 х 10 4 daN /dte x. Э ти величины определены по аналогии со спецификацией 53834 ТІ от февраля 1976 г. Эта спецификация фактически предназначена для определения соответствующи х значений для прямых и крученых нитей, и указывает на максимальный предел прочности на разрыв, относящийся к тонкости. Однако, при определении соответствующей изобретению составной по шидине волокнистой ленты здесь используется термин "прочность на разрыв". Измерения проводят с использованием натяжения, равного 2,5 ньютона. Следовательно, соответствующая изобретению составная по ширине волокнистая лента должна иметь такую прочность на разрыв, чтобы ее можно было обрабатывать на обычных участках обработки аппарата изготовления фильтрующих стержней с нормальным распределением плотности нитей. Нити, образующие соответствующую изобретению составную по ширине волокнистую ленту завивают и переплетают. Под термином "переплетение" необходимо понимать, что, например, в ленте из пакли для фильтров нити пересекаются, как в сетке, образуя когезионную ленту из пакли для фильтров Можно показать, что эта сетеподобная структура особенно хороша, когда ленту из пакли для фильтров растягивают. Однако переплетение также означает, что ленту из пакли для фильтров нельзя легко разделить, поскольку вначале нужно разъединить сцепление поперечных волокон, что может быть важно, например, если ленту из пакли для фильтров требуется подразделить для дальнейшей обработки. Если в волокнистой ленте сцеплены между собой множество нитей, то имеет место сильное переплетение нитей. Это называется высокой степенью переплетения, Наоборот, если сцеплено между собой мало нитей, то переплетение является относительно слабым. Говорят, что это "низкая степень переплетения". Известные ленты из пакли для фильтров имеют по всей ленте по существу постоянную степень переплетения, которую можно считать нормальной или максимальной. В противоположность известной волокнистой ленте, соответствующая настоящему изобретению волокнистая лента может иметь зоны, степень переплетения которых ниже нормальной степени переплетения. В усло виях настоящего изобретения эта зона проставляет "линию разрыва". Под действием растягивающей силы в продольном направлении, соответствующую изобретению составную по ширине волокнистую ленту, при необходимости, можно разделить на две части или больше. Эта растяги вающая сила должна быть ниже прочности на разрыв волокнистой ленты. В имеющихся в продаже лентах из пакли для фильтров эти максимальные величины прочности на разрыв, отнесенные к общему титру, определяемые по аналогии с вышеупомянутой спецификацией flIN (натяжение равно 2,5 А), на ходятся между примерно 2,5 х 10"4 и 4,5 х 10 * daN/dtex. Эта величина зависит от соответственных спецификаций. Для того, чтобы разделить соответствующую изобретению составную по ширине волокнистую ленту на требуемые части на основании образования линий разрыва, упомянутая подлежащая приложению растягивающая сила должна быть меньше прочности на разрыв волокнистой ленты. Обычно этого достигают, когда прочность на разрыв снижается примерно на 10%, предпочтительно примерно на 25%, а более конкретно более чем на 50%. По вышеупомянутой спецификации flIN произвели изменение, как было установлено выше, в том смысле, что для определения прочности на разрыв применили натяжение, равное 2,5 Н. При степени переплетения за пределами объема изобретения (стремящейся к 0), натяжение в 2 ,5 Н уже приводит к полному разделению зон волокнистой ленты, др угими словами это означает, что минимальная степень переплетения фиксируется в вышеизложенном смысле величиной натяжения 2,3 Н, независимо от спецификации. Максимальная степень переплетения линии разрыва, а, следовательно, и растягивающая сила, необходимая для разделения зон волокнистой ленты, определяется зависящим от спецификации сопротивлением на разрыв. Соответствующие изобретению ленты из пакли для фильтров изготовляют из нескольких незавиты х полосок, размещенные рядом друг с др угом, которые подвергают одновременно происходящей соединяющей завивке, и во время этого процесса соединения необходимо соблюдать описываемые ниже меры для образования линий разрыва. Линии разрыва можно определить зонами равной ширины ленты из пакли для фильтров с нормальной степенью переплетения. Это определяет так называемую составную по ширине способную разделяться на две части ленту из цикла для фильтров, которая при дальнейшей обработке делится по линиям разрыва на отдельные ленты равной ширины и равного суммарного титра. Разделение предпочтительно осуществляют с точностью титра +5%, конкретнее +3%, относительно суммарного титра. Соответствующую изобретению ленту из пакли для фильтров можно паковать в кипу и затем можно использовать при производстве фильтровальных мотков для изготовления сигаретных фильтров и подобных изделий. В этом случае составн ую по ширине ленту из пакли для фильтров подают в аппарат фильтровальных мотков, который разделяет составн ую по ширине ленту из пакли для фильтров по линиям разрыва на отдельные ленты из пакли для фильтров с одной шириной, которые одновременно обрабатывают в аппарате фильтровальных мотков, создавая соответственное количество фильтровальных мотков. Преимущество здесь получае тся особенно при 27816 использовании двойного аппарата фильтровальных мотков с отдельным участком обработки. Благодаря этому можно получить значительную экономию в отношении расходов на персонал, и затрат времени, повышая тем самым производительность. К тому же, эти отдельные ленты из пакли для фильтров, сформированные путем разделения составной по ширине ленты из пакли для фильтров, имеют, как упоминалось выше, по существу такой же суммарный титр, а также идентичный показатель завивки, снижая, таким образом, количество обрезков при производстве фильтровальных мотков. Такой двойной аппарат фильтровальных мотков описан в заявке с названием "Способ и устройство для производства волокнистых мотков", поданной одновременно с настоящей заявкой тем же заявителем, который подал настоящую заявку. Здесь специально сделана ссылка на содержание этой заявки. Новый способ изготовления соответствующей изобретению составной по ширине волокнистой ленты отличается тем, что образуют несколько отдельных полосок из волокон, идущи х по существу параллельно друг другу, а получающиеся в результате полоски затем совместно завивают, образуя одну или несколько завитых волокнистых лент, в частности ленту из пакли для фильтровальных мотков. При выполнении соответствующего изобретению способа незадолго до совместной завивки незавитые полоски предпочтительно больше, но направляет раздельно, другими словами это означает, что смежные незавитые полоски в конце концов соприкасаются, вследствие чего после завивки создается линия разрыва с требуемой степенью переплетения. В особых случаях может оказаться выгодным образовывать незавитые полоски разной ширины, которые завивают совместно. Может также оказаться выгодным образовывать несколько, в частности две, незавитые полоски одинаковой ширины, которые завивают вместе. В этой связи две незавитые полоски предпочтительно направляют раздельно непосредственно перед соединяющей завивкой, благодаря чему после завивки двух полосок получается завитая волокнистая лента с проходящей по середине линией разрыва. Дальнейшее усовершенствование соответствующего изобре тению способа со стои т в том, что впоследствии предпринимают соответственные меры по пакованию. В связи с этим предпочитают, чтобы линия (линии) разрыва имела (имели) настолько низкую степень переплетения, чтобы после выхода из завивочного аппарата, образовывались несколько отдельных волокнистых лент, чтобы расстояние разделяющей стенки от области захвата между перемещающими роликами уменьшалось и (или) увеличивалась толщина разделяющей стенки, чтобы созданная волокнистая лента (ленты) складывалась, сжималась и паковалась в кипу, чтобы, по меньшей мере, две отдельные волокнистые ленты складывались в общем приемнике, разделенном разделяющей стенкой и после изъятия разделяющей стенки совместно сжимались и складывались, образуя однородную кипу, и чтобы отдельные волокнистые ленты складывались в двух раздельных приемни ках, по отдельности сжимались и паковались, образуя две отдельные кипы. Вышеупомянутые части устройства будут описаны ниже. Заявляемое устройство, предназначенное для выполнения соответствующего изобретению способа, отличается следующими особенностями. В нем имеется пара перемещающих роликов для совместного перемещения подаваемых полосок и завивочный узел, расположенный после пары перемещающих роликов, предназначенный для завивки полосок, выходя щи х из пары перемещающих роликов. Соответствующее изобретению устройство перед парой перемещающих роликов предпочтительно имеет разделяющее приспособление, частности разделяющую стенку. С помощью этого разделяющего приспособления в образованной волокнистой ленте можно создавать зоны с низкой степенью переплетения, то есть линию разрыва. У разделяющей стенки может меняться ее расстояние от зоны захвата парой перемещающих роликов и ее толщина. При уменьшении расстояния разделяющей стенки от зоны захвата парой перемещающих роликов степень переплетения внутри линии разрыва снижается. Это же справедливо в отношении увеличения толщины разделяющей стенки. Когда разделяющая стенка простирается почти до зоны захвата, полоски больше не соприкасаются при выходе из зоны захвата, вследствие чего после завивки создаются отделенные друг от друга волокнистые полоски. Другими словами, степень переплетения равна нулю. Если расстояние от разделяющей стенки до зоны захвата парой перемещающих роликов сравнительно небольшое, то в результате получается линия разрыва образованной волокнистой ленты со сравнительно низкой степенью переплетения, так что оказывается сравнительно легко разделить составн ую по ширине волокнистую ленту, например, на волокнистые ленты одиночной ширины, все не имеющие достаточн ую сип у сцепления. Эта сила сцепления необходима до тех пор, пока волокнистая лента не войдет, например, в двойной аппарат мотков фильтров. Поэтому благодаря упомянутому изменяемому расстоянию от разделяющей стенки до зоны захвата парой перемещающих роликов, можно изготавливать разные волокнистые ленты с разными, свойствами, то есть с более или менее резко выраженными линиями разрыва. Подобное управление можно также осуществлять, как упоминалось выше, посредством изменения толщины разделяющей стенки. В качестве альтерна тивы , в соотве тствующем изобретению устройстве можно обеспечить более одной разделяющей стенки, причем количество разделяющих стенок определяет количество зон волокнистой ленты, которые можно отделять друг от друга. Настоящее изобретение не ограничивается определенным материалом волокнисты х лен т. При практической реализации нашли, что волокна предпочтительно состоят из ацетил целлюлозы, полиэтилентерефталата, полиолефинов типа полипропилена или кислых эфиров полигидроксибутирика, полиамидов (например, нейлона) и вискозы. 27816 Другие преимущества и возможности использования настоящего изобретения будут очевидны из последующего описания варианта осуществления изобретения в привязке к чертежу На чертеже показан пример осуществления устройства, предназначенного для изготовления двойной по ширине способной разделяться волокнистой ленты 1 из двух отдельных полосок 2 и 3 одинаковой ширины, в которых нити из ацетилцеллюлозы размещены по существу рядом друг с другом, причем эти полоски далее называются незавитыми полосками 2 и 3. Соответствующее фиг. 1 устройство называется также завивочным аппа ратом В завивочном аппарате имеются два перемещающи х ролика 4 и 5, расположенных и смонтированных один над другим, вращающи хся по направлению друг к другу относительно своих осей вращения в направлении, указанном стрелкой. Перед двумя приводимыми роликами 4 и 5 расположены две параллельные направляющие пластины 6 и 7, которые направляют в поперечном направлении незавитые полоски 2 и 3. Между незавитыми полосками 2 и 3 в области перед парой роликов 4 и 5 обеспечена разделяющая пластина 8 из металлического листа типа стенки в качестве разделяющего приспособления или делителя, который надежно разделяет две незавитые полоски 2 и 3 о дн у о т др угой, прежде чем они попадут в зон у втя ги ван ия р олико в 4 и 5 . Напра вля ю щие пластины 6 и 7, а также разделяющая пластина 8 сужаются в форме клина по направлению к роли кам, то есть по направлению движения двух неза ви тых по ло сок 2 и 3 , чтобы и х можно бы ло на правлять для сближения с зоной захвата В. В завивочном аппарате еще имеются две камерные стенки 9 и 10, расположенные параллельно друг др угу, которые предназначены для направления между ними полосок 2 и 3 по направ лению движения. Между двумя камерными стенками 9 и 10 имеется также сравнительно удлиненная подающая часть 11, на которую опирается волокнистая лента 1. Над волокнистой лентой 1 между камерными стенками 9 и 10 и под углом 90° к ним имеется подвижная заслонка 12. Упомянутые детали 9, 10 , 11 , и 12 осуществляют за вивк у обычным способом по принципу осаживающей камеры. С помощью перемещающих роликов 4 и 5 две незавитые полоски 2 и 3 подаются в осаживающую камеру. Посредством дублирования разделяющей пластины 8 и масштабированной наладки роликов 4 и 5 и других деталей завивочного аппарата можно легко видоизменять используемый в соответствии с изобретением завивочный аппарат для производства, например, лент из пакли для фильтров с шириной из трех, четырех или пяти полосок с соответствующим числом линий разрыва 13 В соответствии с другим видоизменением показанного на фиг 1 устройства, расстояния разделяющей пластины 8 от направляющей пластины 6 и от направляющей пластины 7 могут быть различными, благодаря чему в место завивания подаются незавитые полоски разной ширины и несходные в отношении их общего титра с целью создания ленты из пакли для фильтров с частями пакли разной ширины. В соответствии с другой модификацией, разделяющую пла стин у 8 можно приспособить для о бе сп е че ни я воз мож н о сти так о го регулирования, чтобы расстояние между концом разделяющей пластины 8 и зоной захвата двух роликов 4 и 5, е сли смотре ть а напра влении роликов 5 и 4, можно было устанавливать или изменять. Разделяющую пластину 8 можно также делать поворотной. 27816 ДП "Український інститут промислової власності" (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 Підписано до друку 7оС &^ 2001 р. Форміат 60x84 1/8. Обся г£>\Я5 обл.-ви д.арк . Тираж50 прим . Зам. ЗЭ-/ УкрІНТЕІ Вул. Горького, 180, Київ, 03680 М СП, Україна
ДивитисяДодаткова інформація
МПК / Мітки
МПК: D04H 1/40
Мітки: виготовлення, стрічка, пристрій, здійснення, волокниста, спосіб, способу
Код посилання
<a href="https://ua.patents.su/6-27816-voloknista-strichka-sposib-vigotovlennya-ta-pristrijj-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Волокниста стрічка, спосіб її виготовлення та пристрій для здійснення способу</a>
Спосіб розпускання складених в стопи аркушів паперу і пристрій для здійснення цього способу
Номер патенту: 27313
Опубліковано: 15.09.2000
Автор: Вюссмюллер Філіпп
Мітки: складених, аркушів, розпускання, пристрій, стопи, паперу, способу, здійснення, цього, спосіб
Текст:
...стопы бумаги Благодаря тому, что в предложенном устройстве деформирующий цилиндр и распускающие ролики изгибают листы стопы, прижимая их к цилиндрической поверхности, по всей длине листа или стопы обеспечивается разделение листов. При этом, в результате того, что кромки листов, стопы при наложении их на цилиндрическую поверхность смещаются, перемещение роликов по наружному листу стопы, прижатой цилиндрической поверхности, за пределы...
Стрічка конвейєрна

Номер патенту: 15031
Опубліковано: 30.06.1997
Автор: Рахманов Микола Миколайович
МПК: B65G 15/32
Мітки: конвейєрна, стрічка
Формула / Реферат:
Конвейерная лента, выполненная в виде отдельных полос, снабженных вмонтированными в полосы тросами и соединенных между собой, отличающаяся тем, что полосы соединены друг с другом гибкими перемычками, имеющими в сечении криволинейно-выпуклый профиль, при этом выпуклая часть перемычек расположена со стороны наружной поверхности ленты.
Спосіб виготовлення целюлозного волокна та пристрій для виконання способу
Номер патенту: 27509
Опубліковано: 15.09.2000
Автори: Цікелі Штефан, Юрковіц Раймунд, Екер Фрідріх, Рюф Гартмут, Швеннінгер Франц
МПК: D01D 5/06, D01D 5/088, D01F 2/00
Мітки: способу, пристрій, виконання, спосіб, целюлозного, виготовлення, волокна
Текст:
...ванной растяжение нитей затр уднено. В осадительной ванне фиксируется установленная в воздушном зазоре структура волокна. Недостатками известно го устройства является то, что ввиду короткого зазора между фильерой и осадительной ванной, который составляет несколько сантиметров, и связанного с этим лишь небольшого времени, в течение которого могут устанавливаться свойства волокна, трудно добиться для всех элементарных нитей пряди и для...
Спосіб багаторівневого культивування рослин та пристрій для здійснення способу
Номер патенту: 27599
Опубліковано: 15.09.2000
Автори: Івай Казуа, Усуй Кієсі
МПК: A01G 31/02
Мітки: способу, пристрій, культивування, здійснення, спосіб, багаторівневого, рослин
Текст:
...чего помещенную на самый нижний уровень грядку удаляют, а на незанятый самый верхний уровень в то же время помещают для культивирования новую грядку с растениями, выращенными в течение периода «Р» для проростков, затем повторяют стадию перемещения грядок для культивирования вниз и стадию перемещения новой грядки для культивирования, отличающийся тем, что период культивирования растений на каждом уровне устанавливают равным запланированному...
Спосіб виготовлення виробів з волокнистої маси та пристрій для його здійснення
Номер патенту: 12265
Опубліковано: 25.12.1996
Автори: Калініченко Олексій Павлович, Кропінов Борис Іванович, Скрильов Олександр Васильович, Мочульський Людвиг Вікторович
МПК: D21J 7/00
Мітки: маси, пристрій, спосіб, здійснення, волокнистої, виготовлення, виробів
Формула / Реферат:
1. Способ изготовления изделий из волокнистой массы, преимущественно массы для производства картона, включающий намывку и формовку волокна на пористую форму под вакуумом, обезвоживание изделия, его опрессовку и сушку, отличающийся тем, что, с целью повышения качества изделий, намывку и формовку волокна производят на песчаную форму, перед опрессовкой изделие покрывают тканью, а опрессовку и сушку производят одновременно через слой...
Попередній патент: Спосіб переробки матеріалів, що містять поліетилентерефталат, з видаленням забруднень з поліетилентерефталату (варіанти)
Наступний патент: Спосіб зменшення перехресної частотної модуляції при передачі та/або накопиченні оцифрованих акустичних або оптичних сигналів
Випадковий патент: Спосіб визначення технічного стану відцентрових насосів за вібраційними параметрами