Спосіб лазерної обробки робочої заготовки та пристрій для його здійснення
Номер патенту: 27963
Опубліковано: 16.10.2000
Автори: Джеймс Вільям А., Брейткопф Стефен Х., Проуел Роберт Дж., Киршхофф Роберт Х.


Текст
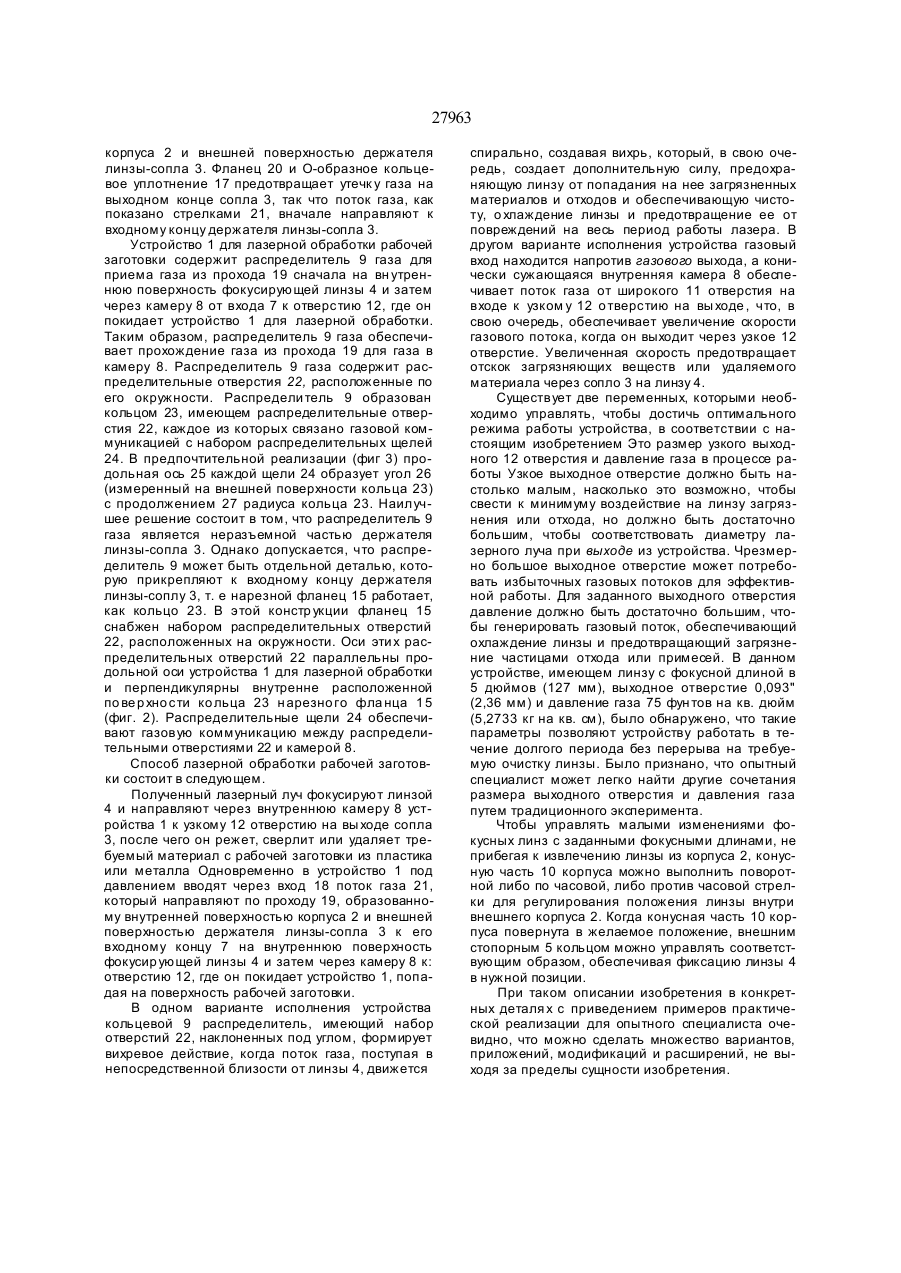
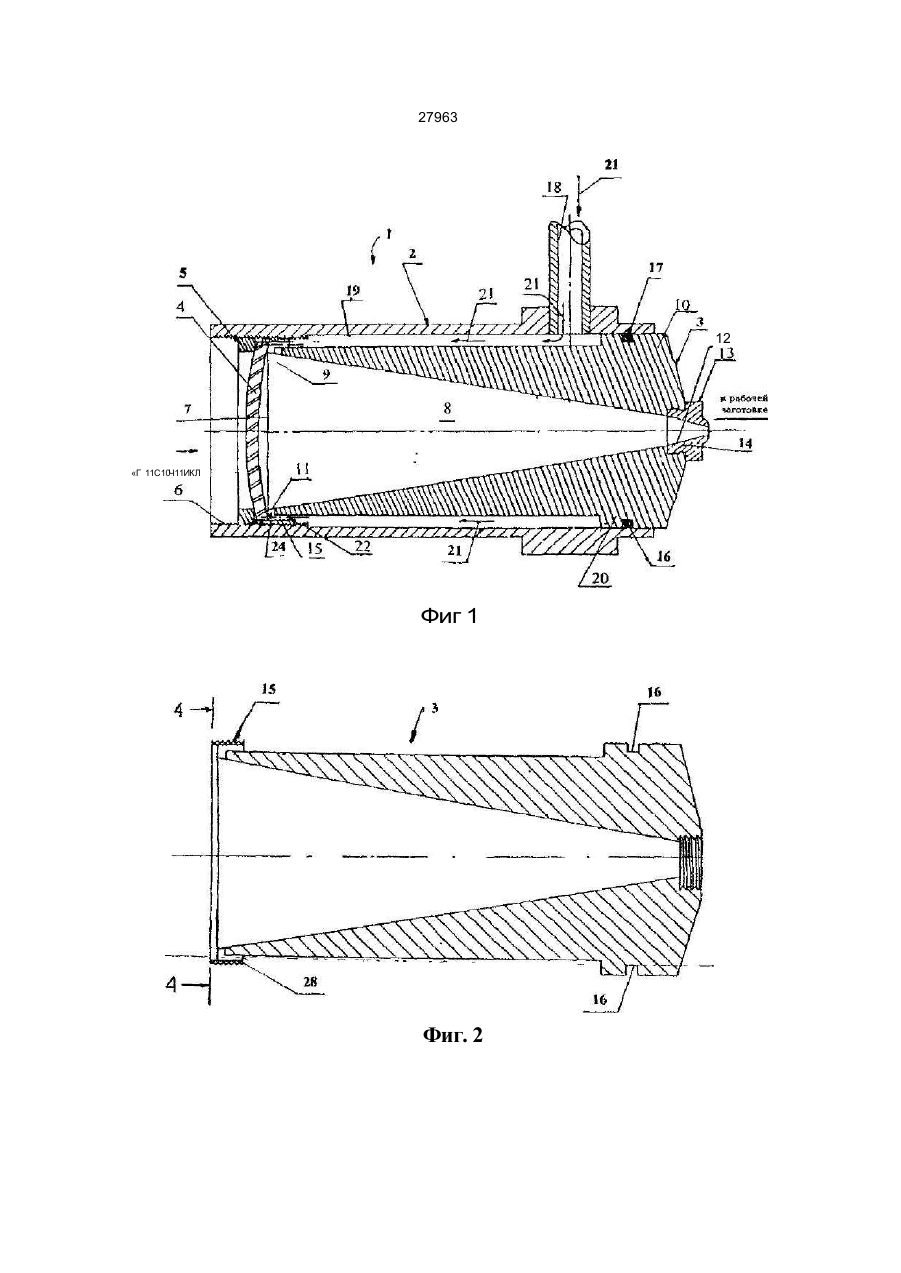
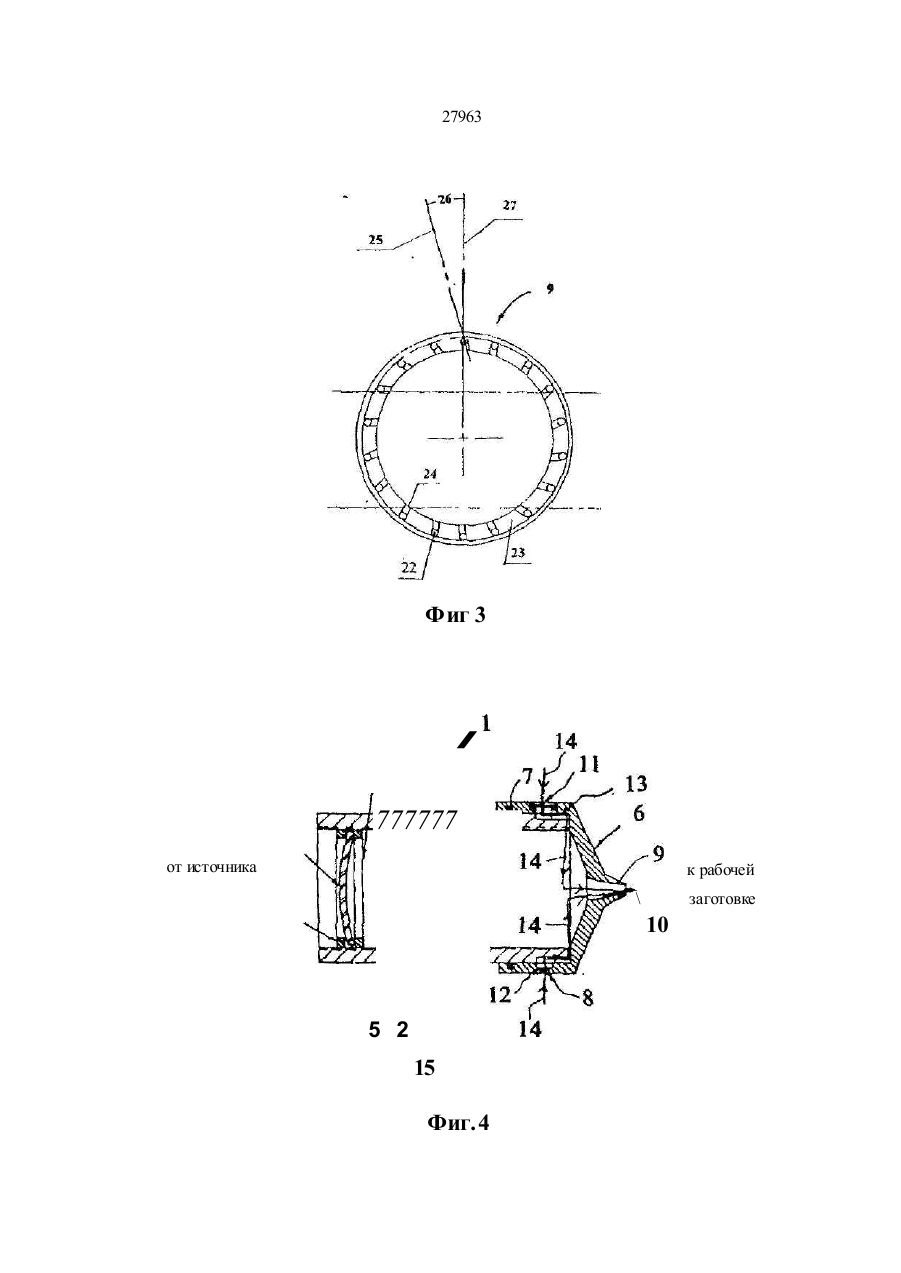
1. Способ лазерной обработки рабочей заго товки, включающий получение лазерного луча , фокусирование его линзой и направление лазер ного луча через вн утреннюю камеру устройства лазерной обработки к узкому отверстию на выходе сопла и да лее на рабо чую за го товк у с одно вре менной продувкой внутренней камеры потоком газа, направленного на повер хность фок усир ую щей линзы, а от нее через сопло - к рабочей заго товке, о тлича ющийся тем, что поток газа вво дят в проход между внутренней поверхностью корпуса и внешней поверхностью держателя линзы-сопла и направляют на обращенную к заготовке поверх ность фокусир ующей линзы путем ви хревого воз действия на вн утреннюю поверхность линзы, Изобретение относится к области обработки металла лазерным лучом, в частности, к обработке с использованием потока, например, струи газа, направленного в место обработки, в сочетании с лазерным лучом Наиболее близким к изобретению является способ лазерной обработки, включающей получение лазерного луча, фокусирование его линзой и направление через внутреннюю камеру устройства лазерной обработки к узкому отверстию на выходе сопла и далее на рабочую заготовку. Одновременно с лазерным лучом во внутреннюю камеру устройства лазерной обработки к узкому отверстию на выходе сопла и дапее на рабочую заготовку Одновременно с лазерным лучом во вн утреннюю камеру устройства через коллектор и щель поступает вспомогательный газ, обдувая формируя кольцевым распределителем набор потоков газа , а затем напра вляя полученный вихрь газа от линзы к рабочей заготовке. 2. Устройство лазерной обработки рабочей заго товки, со держащее корп ус, вн утри ко торого рас положена фокусирующая линза, средства для фиксации линзы на одном конце корпуса, сопло, имеющее вн утреннюю камер у в ви де кон уса , и наконечник, прикрепленный к корпусу и имеющий вы ходное о твер стие для газ а на др угом конце корпуса, вход для газа, выполненный в корпусе, и средства распределения газа, расположенные в непосредственной близости от средств фиксации линзы, о тли чающееся тем, что фок усир ующая линза зафиксирована держателем-соплом, между внешней поверхностью которого и вн утренней поверхностью корпуса образован проход для газа, а средства распределения газа имеют средства формирования вихревого воздействия, содержа щие кольцевой распределитель с набором щелей, расположенных под углом 3. Устройство по п 2, о тличающееся тем , что распределитель газа является неотъемлемой ча стью сопла на его входном конце 4 Устройство по п. 2, о тличающееся тем, что средства для фиксации линзы в корпусе содержат запирающее кольцо, а между ним и входным концом сопла выполнено гнездо для линзы. СМ О со всю нижнюю поверхность линзы и направляясь затем через узкое отверстие на выходе сопла к рабочей заготовка (патент Японии № 05185265 А, В23К 26/14, 27.07 1993) Наиболее близким к изобретению является также устройство для лазерной обработки, содержащее корпус, к одной части которого, имеющей конусную форму, присоединено сопло, тоже выполненное в виде конуса. Внутри корпуса размещена фокусирующая линза, закрепленная фиксатором В непосредственной близости от средств фиксации линзы расположены средства распределения газа, выполненные в виде коллектора для поступающего газа, установленного на детали боковой стенки корпуса Между деталью боковой стенки и фиксатором линзы в ее нижней части выполнена щель, имеющая форму окр ужности 27963 (патент Японии № 05185265 А, В23К 26/14 . 27.07.1993). Данный способ и устройство для его осуществления достаточно эффективно охлаждают линзу и создают стабильную обработку рабочей поверхности лазерным лучом. Однако указанные способ и устройство, как и предыдущие, недостаточно обеспечивают защиту линзы от отскока через выход сопла материала, удаляемого с рабочей поверхности заготовки, благодаря несовершенной конструкции средств распределения газа, что приводит к загрязнению, вызывающему нагрев линзы, при котором может произойти ее растрескивание или иное повреждение. Чтобы избежать загрязнения, нужно периодически прерывать процесс и очищать линзу, что ведет к дорогостоящей потере времени и к снижению эффективности производства. В основу изобретения поставлена задача создания способа лазерной обработки рабочей заготовки и устройства для его осуществления, защищающи х линзу от повреждений загрязняющими веществами или удаляемым материалом, который снимают с рабочей поверхности, и обеспечивающи х ее чисто ту на весь период работы лазера, путем создания усовершенствованной конструкции средств распределения газа. Поставленная задача решается тем, что в способе лазерной обработки рабочей заготовки, включающем получение лазерного луча, фокусирование его линзой и направление лазерного луча через внутреннюю камеру устройства лазерной обработки к узкому отверстию на выходе сопла и далее на рабочую заготовку с одновременной продувкой внутренней камеры потоком газа, направленного на поверхность фокусирующей линзы, а от нее через сопло - к рабочей заготовке, согласно изобретению, поток газа вводят в проход между внутренней поверхностью корпуса и внешней поверхностью держателя линзы-сопла и направляют на обращенную к заготовке поверхность фокусир ующей линзы путем вихрево го воздействия на внутреннюю поверхность линзы, формируя кольцевым распределителем набор потоков газа, а затем направляя полученный вихрь газа от линзы к рабочей заготовке. Поставленная задача решается также тем, что в устройстве лазерной обработки рабочей заготовки, содержащем корпус, вн утри которого расположена ф0КУ сиРУЮЩая линза, средства для фиксации линзы на одном конце корпуса, сопло, имеющее внутреннюю камеру в виде конуса и наконечник, прикрепленный к корпусу и имеющий выходное отверстие для газа на другом конце корпуса, вход для газа, выполненный в корпусе, и средства распределения газа, расположенные в непосредственной близости от средств фиксации линзы, согласно изобретению, фок усир ующая линза зафиксирована держателем-соплом, между внешней поверхностью которого и внутренней поверхностью корпуса образован проход для газа, а средства распределения газа имеют средства формирования вихревого воздействия, содержащие кольцевой распределитель с набором щелей, расположенных под углом. Распределитель газа может быть неотъемлемой частью сопла на его входном конце. Средства для фиксации линзы в корпусе содержат запирающее кольцо, а между ним и входным концом сопла выполнено гнездо для линзы. Вихревое воздействие газа на фокусирующую линзу поддерживает ее чистоту и исключает нагрев, создавая дополнительную силу, предохраняющую от попадания на линзу загрязняющих материалов и отходов. Средства распределения газа, имеющие средства формирования вихревого воздействия, содержащие кольцевой распределитель газа с набором щелей, расположенных под углом, способствуют тому, что газ, входя щий в корпус, в котором смонтирована линза, движется спирально, создавая вихрь для вихревого воздействия газа на линзу. На фиг. 1 изображено устройство для лазерной обработки рабочей заготовки, поперечное сечение; на фиг. 2 - поперечное сечение держателя линзы устройства лазерной обработки рабочей заготовки фи г. 1; на фиг. 3 - вид сзади распределителя газа по линии 4-4 фиг. 2; на фиг 4 поперечное сечение устройства для лазерной обработки, прототип. Устройство 1 (фиг. 1) для лазерной обработки рабочей заготовки настоящего изобретения содержит внешний корпус 2 и внутренний держатель линзы - сопло 3. Линза 4, фокусирующая лазер, зафиксирована во внешнем корпусе 2 с одного из его концов. Линзу 4 фиксируют во внешнем корпусе 2 посредством внешнего стопорного 5 кольца, которое ввинчивают во внутреннюю резьбу 6 внутренней поверхности корпуса 2. Линзу 4 можно зафиксировать на внутренней поверхности с помощью края 7 входа держателя линзы-сопла 3. В то же время линзу 4 можно зафиксировать на внутренней поверхности еще одним стопорным кольцом или другой соответствующей фиксирующей деталью, однако преимущества данного изобретения достигаются при фиксации линзы на вн утренней повер хности держате лем линзысоплом 3. Держатель линзы - сопло 3, показанный на фиг. 1, представляет предпочтительную реализацию изобретения, которая содержит конически сужающуюся камеру 8 и распределитель 9 газа на краю 7 входа. Вн утренняя камера 8 образована конически сужающейся частью 10 корпуса 2 и обеспечивает широкое 11 отверстие на входе и узкое 12 отверстие на выходе Съемный наконечник 13 ввинчен в отверстие 14 и является необязательной частью изобретения. Преимущественно наконечник 13 может быть навинчен вовнутрь или на внешнюю сторону отверстия 14 держателя линзы-сопла 3 для регулировки зазора от передней части поверхности наконечника 13 до поверхности обрабатываемой рабочей заготовки. Держатель линзы-сопло 3 зафиксирован внутри цилиндрического корпуса 2 посредством нарезного фланца 15, который имеет резьбу, совпадающую с вн утренней резьбой 6 в корпусе 2. Кроме того, кольцевой зазор 16 содержит 0-образное кольцевое уплотнение 17 для обеспечения герметичности на выходном конце между корпусом 2 и держателем линзы-соплом 3. Корпус 2 имеет вход для газа. Проход 19 для газа образован между вн утренней повер хностью 27963 корпуса 2 и внешней поверхностью держателя линзы-сопла 3. Фланец 20 и О-образное кольцевое уплотнение 17 предотвращает утечк у газа на выходном конце сопла 3, так что поток газа, как показано стрелками 21, вначале направляют к входному концу держателя линзы-сопла 3. Устройство 1 для лазерной обработки рабочей заготовки содержит распределитель 9 газа для приема газа из прохода 19 сначала на вн утреннюю поверхность фокусирующей линзы 4 и затем через камеру 8 от входа 7 к отверстию 12, где он покидает устройство 1 для лазерной обработки. Таким образом, распределитель 9 газа обеспечивает прохождение газа из прохода 19 для газа в камеру 8. Распределитель 9 газа содержит распределительные отверстия 22, расположенные по его окружности. Распредели тель 9 образован кольцом 23, имеющем распределительные отверстия 22, каждое из которых связано газовой коммуникацией с набором распределительных щелей 24. В предпочтительной реализации (фиг 3) продольная ось 25 каждой щели 24 образует угол 26 (измеренный на внешней поверхности кольца 23) с продолжением 27 радиуса кольца 23. Наилучшее решение состоит в том, что распределитель 9 газа является неразъемной частью держателя линзы-сопла 3. Однако допускается, что распределитель 9 может быть отдельной деталью, которую прикрепляют к входному концу держателя линзы-соплу 3, т. е нарезной фланец 15 работает, как кольцо 23. В этой констр укции фланец 15 снабжен набором распределительных отверстий 22, расположенных на окружности. Оси эти х распределительных отверстий 22 параллельны продольной оси устройства 1 для лазерной обработки и перпендикулярны внутренне расположенной по ве р хно сти ко льца 23 н арезно го фла нца 1 5 (фиг. 2). Распределительные щели 24 обеспечивают газовую коммуникацию между распределительными отверстиями 22 и камерой 8. Способ лазерной обработки рабочей заготовки состоит в следующем. Полученный лазерный луч фокусируют линзой 4 и направляют через внутреннюю камеру 8 устройства 1 к узкому 12 отверстию на вы ходе сопла 3, после чего он режет, сверлит или удаляет требуемый материал с рабочей заготовки из пластика или металла Одновременно в устройство 1 под давлением вводят через вход 18 поток газа 21, который направляют по проходу 19, образованному внутренней поверхностью корпуса 2 и внешней поверхностью держателя линзы-сопла 3 к его входному концу 7 на внутреннюю поверхность фокусир ующей линзы 4 и затем через камеру 8 к: отверстию 12, где он покидает устройство 1, попадая на поверхность рабочей заготовки. В одном варианте исполнения устройства кольцевой 9 распределитель, имеющий набор отверстий 22, наклоненных под углом, формирует вихревое действие, когда поток газа, поступая в непосредственной близости от линзы 4, движется спирально, создавая вихрь, который, в свою очередь, создает дополнительную силу, предохраняющую линзу от попадания на нее загрязненных материалов и отходов и обеспечивающую чистоту, о хлаждение линзы и предотвращение ее от повреждений на весь период работы лазера. В другом варианте исполнения устройства газовый вход находится напротив газового выхода, а конически сужающаяся внутренняя камера 8 обеспечивает поток газа от широкого 11 отверстия на входе к узком у 12 о тверстию на вы ходе , что, в свою очередь, обеспечивает увеличение скорости газового потока, когда он выходит через узкое 12 отверстие. Увеличенная скорость предотвращает отскок загрязняющих веществ или удаляемого материала через сопло 3 на линзу 4. Существует две переменных, которыми необходимо управлять, чтобы достичь оптимального режима работы устройства, в соответствии с настоящим изобретением Это размер узкого выходного 12 отверстия и давление газа в процессе работы Узкое выходное отверстие должно быть настолько малым, насколько это возможно, чтобы свести к минимуму воздействие на линзу загрязнения или отхода, но должно быть достаточно большим, чтобы соответствовать диаметру лазерного луча при выходе из устройства. Чрезмерно большое выходное отверстие может потребовать избыточных газовых потоков для эффективной работы. Для заданного выходного отверстия давление должно быть достаточно большим, чтобы генерировать газовый поток, обеспечивающий охлаждение линзы и предотвращающий загрязнение частицами отхода или примесей. В данном устройстве, имеющем линзу с фокусной длиной в 5 дюймов (127 мм), выходное отверстие 0,093" (2,36 мм) и давление газа 75 фун тов на кв. дюйм (5,2733 кг на кв. см), было обнаружено, что такие параметры позволяют устройству работать в течение долгого периода без перерыва на требуемую очистку линзы. Было признано, что опытный специалист может легко найти другие сочетания размера выходного отверстия и давления газа путем традиционного эксперимента. Чтобы управлять малыми изменениями фокусных линз с заданными фокусными длинами, не прибегая к извлечению линзы из корпуса 2, конусную часть 10 корпуса можно выполнить поворотной либо по часовой, либо против часовой стрелки для регулирования положения линзы внутри внешнего корпуса 2. Когда конусная часть 10 корпуса повернута в желаемое положение, внешним стопорным 5 кольцом можно управлять соответствующим образом, обеспечивая фиксацию линзы 4 в нужной позиции. При таком описании изобретения в конкретных деталя х с приведением примеров практической реализации для опытного специалиста очевидно, что можно сделать множество вариантов, приложений, модификаций и расширений, не выходя за пределы сущности изобретения. 27963 12 «Г 11С10Ч11ИКЛ Фиг 1 Фиг. 2 27963 Фиг 3 / 777777 от источника к рабочей \ заготовке 10 5 2 15 Фиг. 4 27963 ДП "Український Інститут промислової власності" (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 Підписано до др ук у 4 0 е /. 2001 р . Формат 60 x84 ,1/8 . Обсяг О && обл.-ви д. арк. Тираж 50 прим. Зам. fefol t УкрІНТЕІ Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of laser working of working billet
Автори англійськоюJames William A., Bratekopf Stephen H., Kirschoff Robert H., Prowel Robert J.
Назва патенту російськоюСпособ лазерной обработки рабочей заготовки и устройство для его осуществления
Автори російськоюДжеймс Вильям А, Брейткопф Стефен Х, Киршхофф Роберт Х., Проуел Роберт Дж.
МПК / Мітки
МПК: B23K 26/14, B23K 26/06
Мітки: заготовки, пристрій, здійснення, лазерної, спосіб, робочої, обробки
Код посилання
<a href="https://ua.patents.su/6-27963-sposib-lazerno-obrobki-robocho-zagotovki-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерної обробки робочої заготовки та пристрій для його здійснення</a>
Спосіб лазерної обробки матеріалу і пристрій для його здійснення
Номер патенту: 25254
Опубліковано: 30.10.1998
Автор: Кадан Віктор Миколайович
МПК: B23K 26/00, B23K 26/06
Мітки: обробки, пристрій, здійснення, спосіб, лазерної, матеріалу
Формула / Реферат:
1. Способ лазерной обработки материала, при котором лазерное излучение преобразуют в излучение требуемой конфигурации и осуществляют его фазовую модуляцию, отличающийся тем, что фазовую или амплитудно-фазовую пространственную модуляцию осуществляют, направляя лазерное излучение на голограмму маски, и промодулированное лазерное излучение направляют в объектив, проецирующий голографическое изображение маски на обрабатываемую...
Пристрій для лазерної обробки деталей із скла
Номер патенту: 12913
Опубліковано: 28.02.1997
Автори: Матвіішин Галина Любомирівна, Дорош Ігор Романович, Дутка Ігор Іванович
МПК: C03B 23/00
Мітки: деталей, пристрій, лазерної, скла, обробки
Формула / Реферат:
Устройство для лазерной обработки деталей из стекла, содержащее лазеры с невидимым и видимым излучениями, расположенные так, что оси из лучей пересекаются, сферическое зеркало и пластину, прозрачную для невидимого и отражающую видимое излучение, расположенную в точке пересечения лучей лазеров таким образом, что ось отраженного луча видимого излучения совпадает с осью прошедшего через пластину луча невидимого излучения, отличающееся тем, что...
Спосіб отвердження окремих ділянок заготовки верху взуття та пристрій для його здійснення
Номер патенту: 4003
Опубліковано: 27.12.1994
Автори: Мозер Георгій Едуардович, Пегловський Вячеслав Віталійович, Вайнтруб Ірина Вольфівна
МПК: A43D 11/00
Мітки: окремих, заготовки, пристрій, взуття, ділянок, отвердження, спосіб, верху, здійснення
Формула / Реферат:
1. Способ отверждения отдельных участков заготовки верха обуви, включающий нанесение термопластичного материалам его равномерное распределение на участке заготовки верха, отличающийся тем, что последний наносят по спирали от наружного контура отверждаемого участка к его середине.2. Устройство отверждения отдельных участков заготовки верха обуви, содержащее стол для укладки заготовок с механизмом зажима заготовки, дозатор для подачи...
Спосіб тепловологової обробки газоповітряного середовища овочесховищ та пристрій для його здійснення

Номер патенту: 23166
Опубліковано: 19.05.1998
Автори: Крастельов Михайло Михайлович, Кривоухова Олена Юріївна
МПК: F25D 16/00
Мітки: середовища, здійснення, спосіб, овочесховищ, тепловологової, обробки, пристрій, газоповітряного
Формула / Реферат:
Способ тепловлажностной обработки газовоздушной среды овощехранилищ, включающий охлаждение газовоздушной среды на развитой поверхности теплообмена, отличающийся тем, что охлаждение газовоздушной среды осуществляют в процессе ее принудительной циркуляции путем эжектирования в корпус прямоточного распылительного теплообменника, в локальном объеме которого эжектированная газовоздушная среда взаимодействует с высокоразвитой поверхностью...
Спосіб лазерної обробки
Номер патенту: 6241
Опубліковано: 29.12.1994
Автори: Пархоменко Юрій Миколайович, Кравченко Вілен Йосипович, Галич Григорій Андрійович
МПК: B23K 26/00, B23K 26/02
Мітки: лазерної, обробки, спосіб
Формула / Реферат:
1. Способ лазерной обработки, при котором в зону обработки направляют лазерное излучение с изменяющейся длиной волны, которое фокусируют оптической системой с хроматический аберрацией положения фокуса, отличающийся тем, что, с целью повышения производительности, точности и снижения энергозатрат, изменение длины волны излучения осуществляют, уменьшая ее, а для фокусировки излучения используют оптическую систему с положительной хроматической...
Попередній патент: Тара
Наступний патент: Спосіб зменшення займистості арамідного виробу
Випадковий патент: Фрезерний робочий орган для скошування водної рослинності