Спосіб виготовлення оптичних структур та пристрій для здійснення операції плавлення
Текст
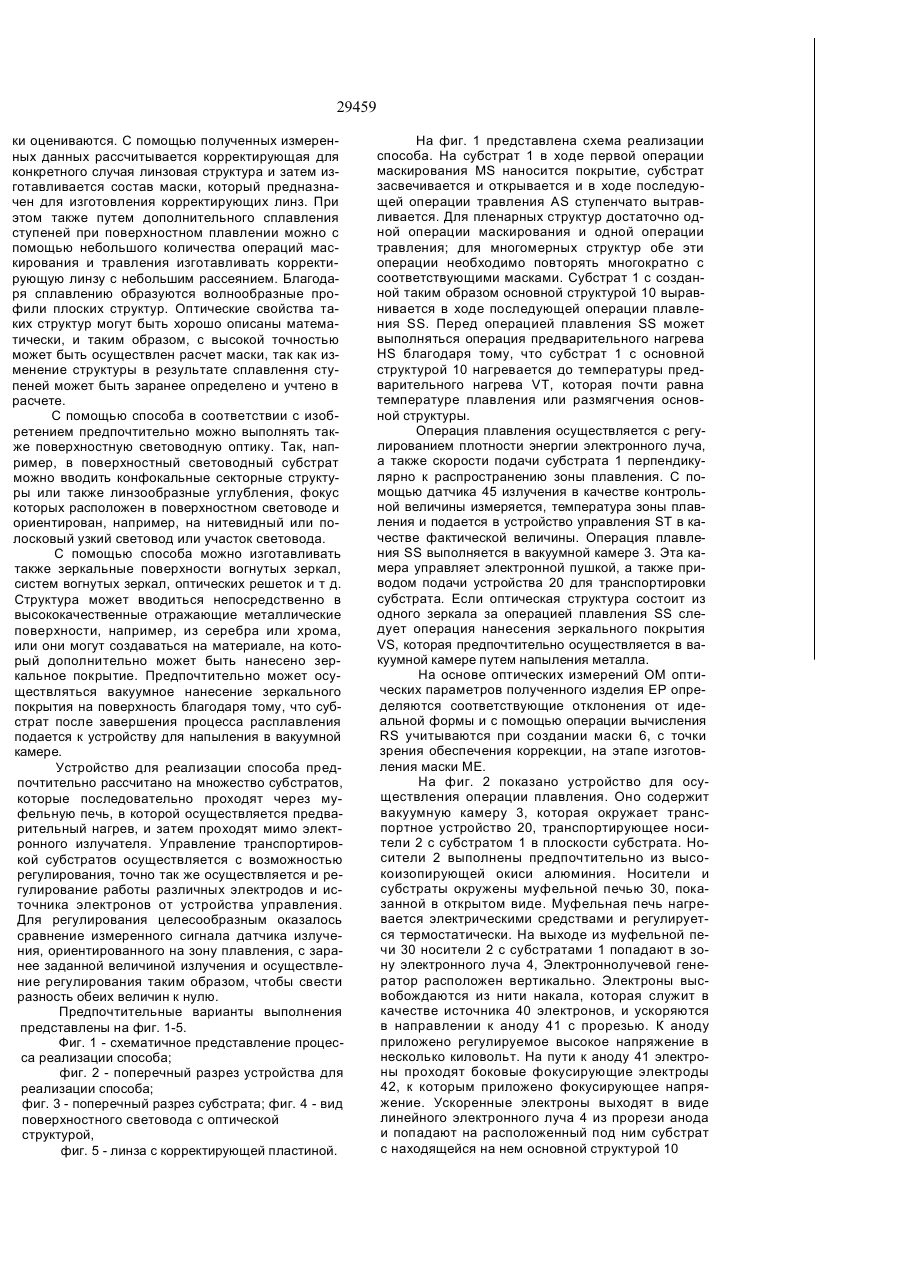
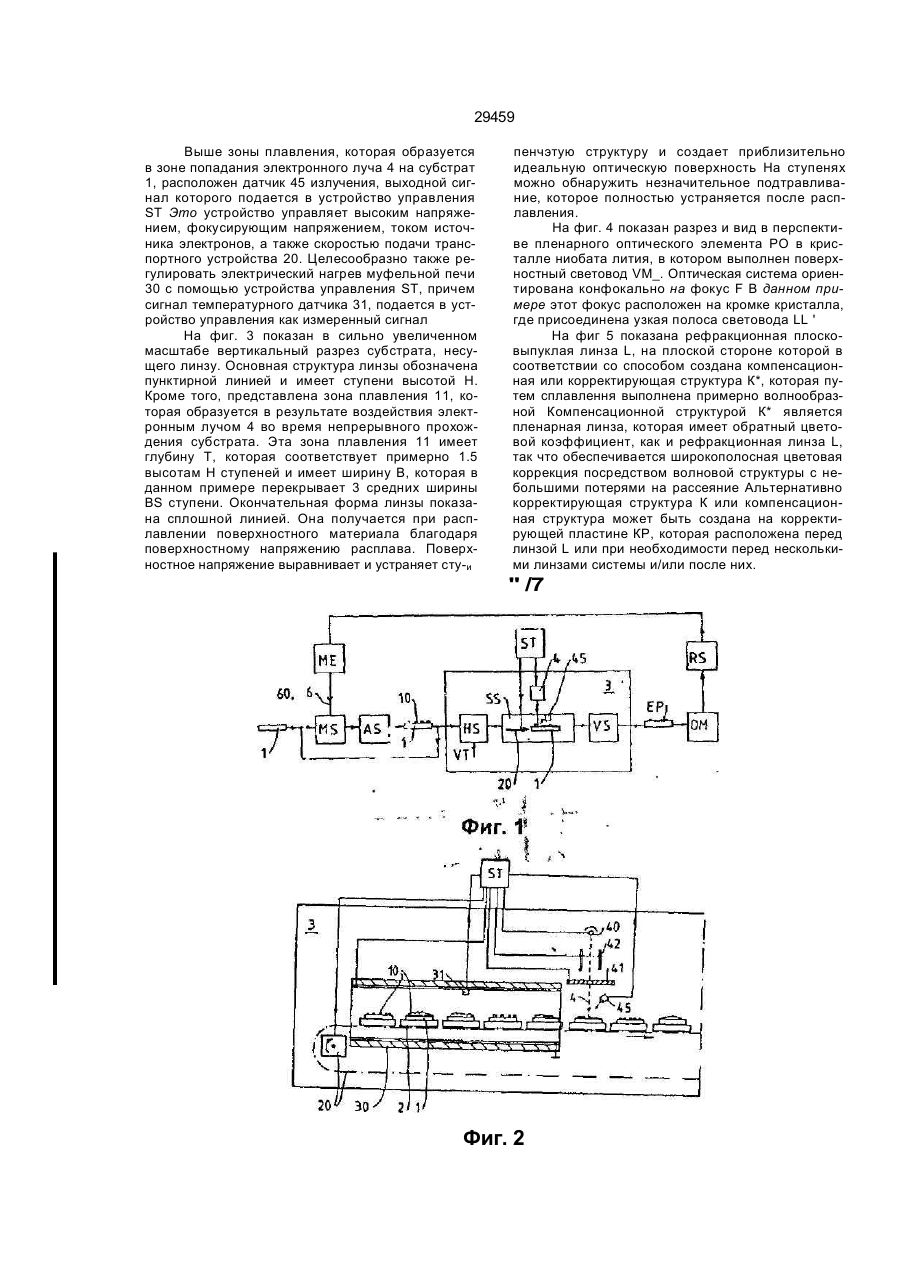
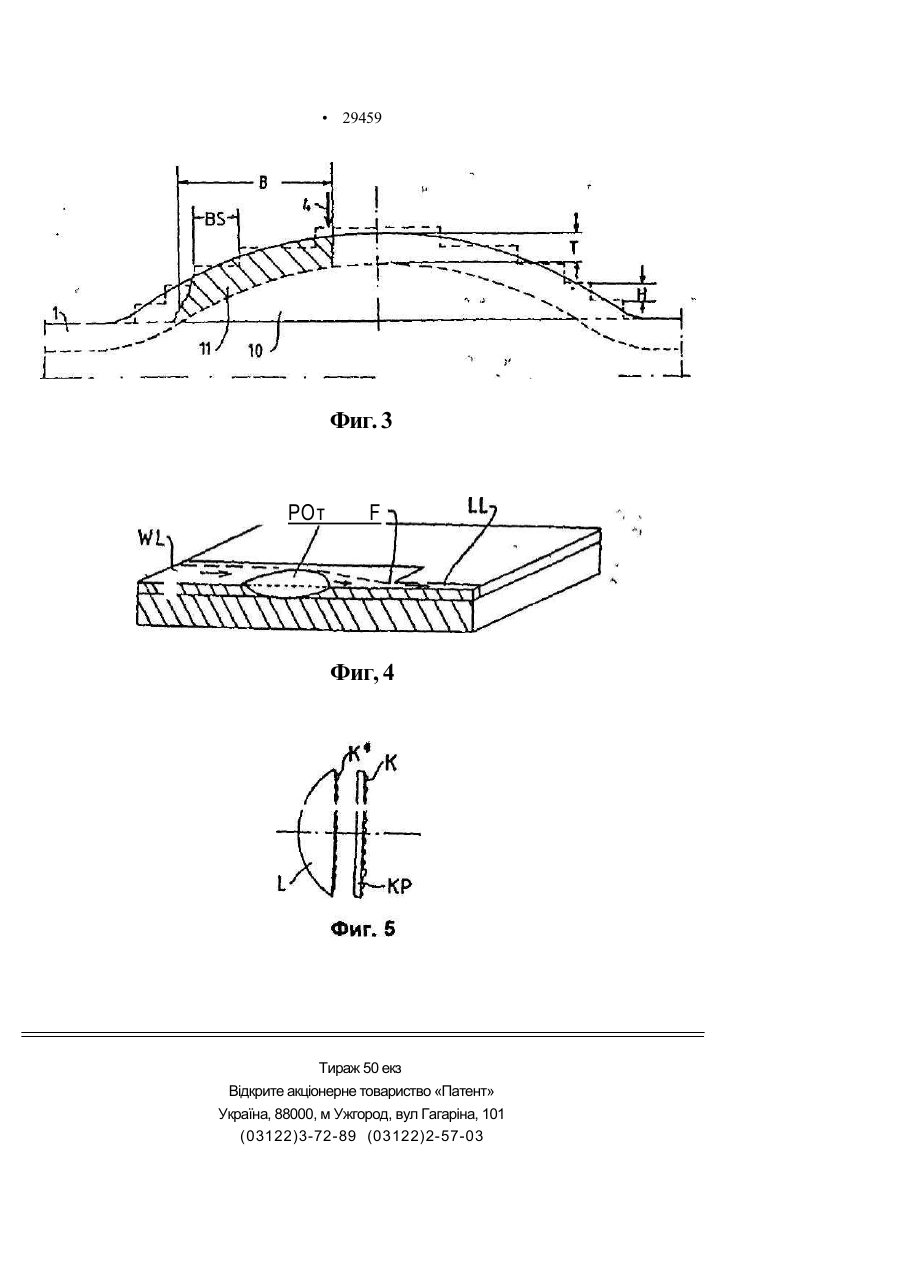
1 Способ изготовления оптических структур, при котором, по меньшей мере, в ходе одной операции маскирования с последующей операцией травления на поверхности подложки образуют ступенчатую оптически эффективную основную структуру, которую затем в ходе операции плавления нагревают до плавления и корректируют форму основной структуры с помощью капиллярных поверхностных сил расплавленной подложки, отличающийся тем, что в ходе операции плавления подложку, несущую основную структуру, помещают в вакуумную камеру и затем на основную структуру воздействуют ускоренным высоким напряжением электронным лучом при одновременном его относительном перемещении перпендикулярно к образованной им в виде полосы на основной структуре зоне плавления, которая имеет глубину, равную, по крайней мере, высоте ступени ступенчатой основной структуры 2 Способ по п 1, отличающийся тем, что к элект ронному лучу приложено напряжение от 2 до 5 кВ 3 Способ по п 1, отличающийся тем, что глубину зоны плавления выбирают равной 1-5, в частности 1-2,5, высоты ступеней. 4 Способ по любому из предыдущих пунктов, от личающийся тем, что электронный луч фокуси руют в виде полосы на основную структуру таким образом, что образованная им зона плавления имеет ширину, которая равна , по меньшей мере, двойной средней ширине ступеней основной ст руктуры 5 Способ по любому из предыдущих пунктов, от личающийся тем, что перед операцией плавле ния подложку, помещенную'на носителе, предва рительно нагревают в вакуумной камере до темпе ратуры предварительного нагрева, которая менее чем на 100 К, в частности 50 Kv ниже температуры плавления или размягчения материала основной структуры 6 Способ по любому из предыдущих пунктов, от личающийся тем, что каждую операцию маскиро вания выполняют посредством или фотолитогра фии, или лазерного облучения, или электронного луча, а последующую операцию травления осу ществляют с помощью жидкого или газообразного травильного средства, в частности посредством плазменного или ионного травления 7 Способ по любому из предыдущих пунктов, от личающийся тем, что измеряют изготовленную оптическую структуру и, в зависимости от ее отк лонений от заданной формы, корректируют форму маски, используемой в операции маскирования, таким образом, что при прохождении зоны плавле ния по созданной с помощью откорректированной маски основной структуре получают оптическую структуру в соответствии с ее заданной формой 8 Способ по любому из пунктов 1-6, отличаю щийся тем, что после изготовления оптической структуры измеряют ее форму и, в зависимости от ее отклонений от заданной формы, вводят после операции травлений дополнительное подтравливание по контурам маски так, что после операции плавления созданной при этом основной структу ры получают оптическую структуру в соответствии с ее заданной формой. 9 Способ по любому из предыдущих пунктов, от личающийся тем, что за одну операцию маскиро вания с последующей операцией травления соз дают конфокальную пленарную линзовую систе му, ступени которой в ходе последующей опера ции плавления скашивают и скругляют на стороне кромок и основания 10 Способ по любому из предыдущих пунктов, от личающийся тем, что перед созданием маски из меряют параметры линзы или иной оптической системы и в зависимости от ее оптических дефек тов, например, хроматической аберрации, опреде ляют оптическую структуру корректирующего оп тического элемента, в соответствии с которой рассчитывают и затем формируют соответствую щую маску, а корректирующий элемент форми руют или на планарной поверхности линзы, или на корректирующей пластине О ІП ті сп м 29459 11 Способ по любому из предыдущих пунктов, от личающийся тем, что в ходе операций маскиро вания и травления создают основную структуру в виде совокупности линз, отдельные линзы которой выполняют асферическими и конфокальными, и затем в ходе операции плавления формируют за данную асферическую форму оптической структу ры 12 Способ по любому из пунктов 1-9, отличаю щийся тем, что основную структуру формируют в поверхностном световоде, например, на ниобате лития, и придают ей конфокальную секторную или линзообразную форму, фокус которой расположен в поверхностном светоподе 13 Способ по любому из пунктов 1-8, отличаю щийся тем, что оптическую структуру создают в виде зеркальной поверхности или на металличес кой подложке, например, из серебра или хрома, ипи на подложке, на которую после операции плавления наносят зеркальное покрытие, пред почтительно путем вакуумного нанесения зеркаль ного покрытия 14 Способ по любому из пунктов 1-13, отличаю щийся тем, что подложку выполняют из кварца или стекла 15 Устройство для осуществления операции плавления, содержащее расположенный в вакуум ной камере источник электронов для создания электроиного луча, удаленный по вертикали от но Изобретение касается способа изготовления оптически эффективных структур, при котором, по меньшей мере, за один этап маскирования с последующим этапом травления на поверхности субстрата формируется ступенчатая оптически эффективная основная структура, которая затем на этапе плавления нагревается до плавления и выравнивается за счет капиллярных поверхностных сил расплавленного субстрата Подобный способ известен из (1] В этой статье приведен обзор шести различных используемых методов изготовления микролинз и совокупностей микролинз Наиболее близкий метод заключается в том, что с помощью фотолитографического маскирования и последующего травления на поверхности подложки создается приблизительно линзообразная структура, которая подвергается термической обработке, в резупьтате чего возникает небольшой перенос массы, который при испопьзовании опредепенных материалов приводит к образованию высококачественных линз Литография проводится с помощью нескольких масок, с соответствующим выравниванием каждой из них, что позволяет сформировать линзу из совокупности последовательно протравленных ступенчатых структур Термическая обработка приводит к полному расплавлению материала линзы, а также всей подложки-носителя При этом поверхностное напряжение создает деформирование всей поверхности и массы линзы,а также окружающего субстрата, хотя в результате этого достигается уменьшение ступенчатой структуры, однако сильно изменяются оптические параметры линзы, что сителя, отличающееся тем, что источник электронов выполнен ленточным и содержит анод с прорезью, соединенный с источником высокого напряжения, и боковые фокусирующие электроды, соединенные с источником фокусирующего напряжения, а носитель, на котором расположена, по меньшей мере, одна подложка, выполнен с возможностью перемещения с помощью транспортного устройства с регулируемой подачей 16 Устройство по п 15, отличающееся тем, что в вакуумной камере расположена муфельная печь с электрическим нагревом и с термостатическим ре гулированием, а которой расположена, по мень шей мере, одна подложка 17 Устройство по п 16, отличающееся тем, что муфельная печь расположена вокруг транспортно го средства 18 Устройство по пп 16 или 17, отличающееся тем, что электронный луч или направляется в му фельную печь, иди создается а ней 19 Устройство по любому из пунктов 16-18, отли чающееся тем, что в непосредственной близости от зоны плавления расположен детектор излуче ния, соединенный с устройством управления, вы полненным с возможностью регулирования высо кого напряжения анода, тока нагрева источника электронов и/или скорости подачи транспортного устройства относительно заранее заданной вели чины излучения „, t ^ • * - приводит к оптическим дефектам и сильным разбросам и отклонениям характеристик линзы относительно заранее заданной характеристики Кроме того, из [1] известно вытравливание плоской дифракционной линзы на плоской стороне плоско-выпуклой рефракционной линзы, причем противоположные хроматические аберрации рефракционной и дифракционной оптики взаимно компенсируются и обеспечивается правильность цветовоспроизведения в широком спектральном диапазоне Однако вытравленная рефракционная линза вследствие ее вытравленных ступенчатых торцовых поверхностей создает рассеянный свет, который уменьшает контраст изображения. Чтобы устранить этот дефект в широком диапазоне длин волн, предусмотрено использование большого количества этапов маскирования и травления, например, до 12, причем травление необходимо осуществлять с убывающей высотой ступеней Следствием этого являются высокие производственные затраты и значительная доля брака Далее, из [2] известно устройство, в котором в вакуумной камере расположены источники электронов для создания электронного луча, который направлен перпендикулярно к облучаемому субстрату Задачей изобретения является создание способа и устройства, которые обеспечивают промышленное изготовление структурированных оптических поверхностей, в частности, совокупностей пииз, с достижением высокой точности и узкого диапазона допусков оптических характеристик 29459 і Задача решается тем, что на этапе плавления субстрат, несущий основную структуру, помещают в вакуумную камеру и затем подвергают её воздействию ускоренного высоким напряжением электронного луча при одновременном её относительном перемещении перпендикулярно к ленточной, образованной электронным лучом на основной структуре зоны плавления, при этом зона плавления имеет глубину, которая, по меньшей мере, соответствует высоте ступени ступенчатой основной структуры. Электронный луч предпочтительно формируется с помощью линейной электроннолучевой пушки, анодное напряжение которое составляет несколько киловольт, так что попадающее на подложку излучение соответственно выбивает из него большое количество вторичных электронов и происходит непрерывный заряд подложки, и эта подложка заряжается относительно источника электронов до такого напряжения, которое меньше энергии электронов электронного луча. Таким образом, посредством напряжения или количества электронов, созданных в источнике электронов, можно точно определять меру нагружения энергией луча в зоне плавления подложки. В соответствии со скоростью подачи подложки поперек протяженности зоны плавления можно точно контролировать глубину проникновения зоны плавления в подложку. Это позвопяет для заранее заданного субстрата соответственно выбирать для его условий плавления и поверхностного напряжения надлежащую ширину и глубину зоны плавления, которая позволяет осуществить совершенно определенное выравнивание ступеней, сформированных на предыдущем или предыдущих этапах создания основной структуры. Соотношение напряжений между анодным напряжением и напряжением, до которого заряжается субстрат, предпочтительно может быть стабилизировано благодаря тому, что субстрат располагается на носителе, который имеет, по меньшей мере, на порядок величины меньшую удельную электропроводность, чем субстрат. Благоприятным оказалось выбирать зону плавления глубиной примерно от 1 до 5 высот ступени, в частности, примерно равней одной высоте ступени. Ширину зоны плавления выбирают равной в общем случае в несколько высот ступеней, в частности, она составляет по меньшей мере от 2 до 20 ширин ступеней. Процесс обработки может быть несколько видоизменен за счет размещения муфельной печи предварительного нагрева в вакуумной камере, в которой субстрат нагревают термостатически, прежде чем осуществить плавление поверхности. Предпочтительным является, если температура нагрева примерно на 50 - 100 К ниже температуры плавления или размягчения материала основной структуры. Это позволяет, например, выплавлять кварц, с помощью которого можно изготавливать высококачественные линзы и линзовые системы. Металлы, которые находят применение, например, в качестве оптических зеркал, также можно расплавлять с помощью электронного луча, причем в данном случае также можно рекомендовать предварительный нагрев. Так как способ расплавления поверхности и тем самым устранения ступенчатой структуры позволяет производить чрезвычайно высококачественную оптику, предпочтительным оказалось учитывать, возникающие при травлении и последовательном расплавлении зон отклонений от идеальной формы, при создании масок с точки зрения коррекции. Так, например, предусматривается дополнительное подтравливание вдоль контуров и введение в маски направленно ориентированной предварительной коррекции, которая при расплавлении приводит к устранению обусловленный технологией дефектов. Операций маскирования и травления или многократная последовательность этих операций могут осуществляться с помощью обычных методов фотолитографии, лазерной засветки материала масок, электроннолучевой засветки материала масок, после чего, в зависимости от типа субстрата и требуемой точности, может осуществляться операция травлений с помощью жидкого или газообразного травильного средства, в частности, также с помощью плазменного и ионного травления В принципе, возможно также изготовление основной структуры с помощью механической обработки. Способ, в частности, пригоден также для создания конфокальной планарной линзовой системы, ступени которой с помощью операции плавления скашиваются и скругляются на стороне кромок и основания таким образом: что устраняются мешающие воздействия торцовых поверхностей ступеней, а в необходимом случае и дефекты от подтравливания. Обеспечиваемая способом высокая равномерность оптических параметров изготовленных линз линзовой системы позволяет осуществлять вышеописанное конфокальне для всех линз, тем, что отдельные линзы выполняются асферическими и в ходе операции плавления корректируются относительно оптических дефектов. Тем самым можно создавать совокупность линз, с апертурой, приближающейся к апертуре 1, что весьма затруднительно при традиционно изготавливаемых отдельных линзах. Новые линзы или линзовые структуры, как известно, могут наноситься предпочтительно в качестве компенсационных или корректирующих линз на плоскую поверхность рефракционных. линз. С помощью способа выравнивания посредством плавления, в соответствии с изобретением, устраняются или в значительной степени снижаются свойства, уменьшающие контраст, обеспечиваемый протравленной ступенчатой структурой, так что для достижения такого же качества достаточно существенно меньшее количество ступеней. В общем случае достаточно одной единственной ступени. Корректирующая линза может быть также расположена на отдельной пластине перед рефракционной линзой или после нее. Использование корректирующих линз можно предпочтительно предусматривать также в сочетании с высококачественными отдельными линзами, которые после их изготовления обмеряются, для чего, например, используется лазерное сканирующее устройство, погрешности отображения которого систематичес 29459 ки оцениваются. С помощью полученных измеренных данных рассчитывается корректирующая для конкретного случая линзовая структура и затем изготавливается состав маски, который предназначен для изготовления корректирующих линз. При этом также путем дополнительного сплавления ступеней при поверхностном плавлении можно с помощью небольшого количества операций маскирования и травления изготавливать корректирующую линзу с небольшим рассеянием. Благодаря сплавлению образуются волнообразные профили плоских структур. Оптические свойства таких структур могут быть хорошо описаны математически, и таким образом, с высокой точностью может быть осуществлен расчет маски, так как изменение структуры в результате сплавлення ступеней может быть заранее определено и учтено в расчете. С помощью способа в соответствии с изобретением предпочтительно можно выполнять также поверхностную световодную оптику. Так, например, в поверхностный световодный субстрат можно вводить конфокальные секторные структуры или также линзообразные углубления, фокус которых расположен в поверхностном световоде и ориентирован, например, на нитевидный или полосковый узкий световод или участок световода. С помощью способа можно изготавливать также зеркальные поверхности вогнутых зеркал, систем вогнутых зеркал, оптических решеток и т д. Структура может вводиться непосредственно в высококачественные отражающие металлические поверхности, например, из серебра или хрома, или они могут создаваться на материале, на который дополнительно может быть нанесено зеркальное покрытие. Предпочтительно может осуществляться вакуумное нанесение зеркального покрытия на поверхность благодаря тому, что субстрат после завершения процесса расплавления подается к устройству для напыления в вакуумной камере. Устройство для реализации способа предпочтительно рассчитано на множество субстратов, которые последовательно проходят через муфельную печь, в которой осуществляется предварительный нагрев, и затем проходят мимо электронного излучателя. Управление транспортировкой субстратов осуществляется с возможностью регулирования, точно так же осуществляется и регулирование работы различных электродов и источника электронов от устройства управления. Для регулирования целесообразным оказалось сравнение измеренного сигнала датчика излучения, ориентированного на зону плавления, с заранее заданной величиной излучения и осуществление регулирования таким образом, чтобы свести разность обеих величин к нулю. Предпочтительные варианты выполнения представлены на фиг. 1-5. Фиг. 1 - схематичное представление процесса реализации способа; фиг. 2 - поперечный разрез устройства для реализации способа; фиг. 3 - поперечный разрез субстрата; фиг. 4 - вид поверхностного световода с оптической структурой, фиг. 5 - линза с корректирующей пластиной. На фиг. 1 представлена схема реализации способа. На субстрат 1 в ходе первой операции маскирования MS наносится покрытие, субстрат засвечивается и открывается и в ходе последующей операции травления AS ступенчато вытравливается. Для пленарных структур достаточно одной операции маскирования и одной операции травления; для многомерных структур обе эти операциинеобходимо повторять многократно с соответствующими масками. Субстрат 1 с созданной таким образом основной структурой 10 выравнивается в ходе последующей операции плавления SS. Перед операцией плавления SS может выполняться операция предварительного нагрева HS благодаря тому, что субстрат 1 с основной структурой 10 нагревается до температуры предварительного нагрева VT, которая почти равна температуре плавления или размягчения основной структуры. Операция плавления осуществляется с регулированием плотности энергии электронного луча, а также скорости подачи субстрата 1 перпендикулярно к распространению зоны плавления. С помощью датчика 45 излучения в качестве контрольной величины измеряется, температура зоны плавления и подается в устройство управления ST в качестве фактической величины. Операция плавления SS выполняется в вакуумной камере 3. Эта камера управляет электронной пушкой, а также приводом подачи устройства 20 для транспортировки субстрата. Если оптическая структура состоит из одного зеркала за операцией плавления SS следует операция нанесения зеркального покрытия VS, которая предпочтительно осуществляется в вакуумной камере путем напыления металла. На основе оптических измерений ОМ оптических параметров полученного изделия ЕР определяются соответствующие отклонения от идеальной формы и с помощью операции вычисления RS учитываются при создании маски 6, с точки зрения обеспечения коррекции, на этапе изготовления маски ME. На фиг. 2 показано устройство для осуществления операции плавления. Оно содержит вакуумную камеру 3, которая окружает транспортное устройство 20, транспортирующее носители 2 с субстратом 1 в плоскости субстрата. Носители 2 выполнены предпочтительно из высокоизопирующей окиси алюминия. Носители и субстраты окружены муфельной печью 30, показанной в открытом виде. Муфельная печь нагревается электрическими средствами и регулируется термостатически. На выходе из муфельной печи 30 носители 2 с субстратами 1 попадают в зону электронного луча 4, Электроннолучевой генератор расположен вертикально. Электроны высвобождаются из нити накала, которая служит в качестве источника 40 электронов, и ускоряются в направлении к аноду 41 с прорезью. К аноду приложено регулируемое высокое напряжение в несколько киловольт. На пути к аноду 41 электроны проходят боковые фокусирующие электроды 42, к которым приложено фокусирующее напряжение. Ускоренные электроны выходят в виде линейного электронного луча 4 из прорези анода и попадают на расположенный под ним субстрат с находящейся на нем основной структурой 10 29459 Выше зоны плавления, которая образуется в зоне попадания электронного луча 4 на субстрат 1, расположен датчик 45 излучения, выходной сигнал которого подается в устройство управления ST Это устройство управляет высоким напряжением, фокусирующим напряжением, током источника электронов, а также скоростью подачи транспортного устройства 20. Целесообразно также регулировать электрический нагрев муфельной печи 30 с помощью устройства управления ST, причем сигнал температурного датчика 31, подается в устройство управления как измеренный сигнал На фиг. 3 показан в сильно увеличенном масштабе вертикальный разрез субстрата, несущего линзу. Основная структура линзы обозначена пунктирной линией и имеет ступени высотой Н. Кроме того, представлена зона плавления 11, которая образуется в результате воздействия электронным лучом 4 во время непрерывного прохождения субстрата. Эта зона плавления 11 имеет глубину Т, которая соответствует примерно 1.5 высотам Н ступеней и имеет ширину В, которая в данном примере перекрывает 3 средних ширины BS ступени. Окончательная форма линзы показана сплошной линией. Она получается при расплавлении поверхностного материала благодаря поверхностному напряжению расплава. Поверхностное напряжение выравнивает и устраняет сту-и пенчэтую структуру и создает приблизительно идеальную оптическую поверхность На ступенях можно обнаружить незначительное подтравливание, которое полностью устраняется после расплавления. На фиг. 4 показан разрез и вид в перспективе пленарного оптического элемента РО в кристалле ниобата лития, в котором выполнен поверхностный световод VM_. Оптическая система ориентирована конфокально на фокус F В данном примере этот фокус расположен на кромке кристалла, где присоединена узкая полоса световода LL ' На фиг 5 показана рефракционная плосковыпуклая линза L, на плоской стороне которой в соответствии со способом создана компенсационная или корректирующая структура К*, которая путем сплавлення выполнена примерно волнообразной Компенсационной структурой К* является пленарная линза, которая имеет обратный цветовой коэффициент, как и рефракционная линза L, так что обеспечивается широкополосная цветовая коррекция посредством волновой структуры с небольшими потерями на рассеяние Альтернативно корректирующая структура К или компенсационная структура может быть создана на корректирующей пластине КР, которая расположена перед линзой L или при необходимости перед несколькими линзами системы и/или после них. " /7 Фиг. 2 • 29459 Фиг. 3 РОт F Фиг, 4 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making optical structures and appliance for melting operation implementation
Автори англійськоюHentse Joachim, Joachim Hentze, Vitaly Lissotschenko, Lisochenko Vitalii N.
Назва патенту російськоюСпособ изготовления оптических структур и устройство для осуществления операции плавления
Автори російськоюХентце Иоахим, Лисоченко Виталий Н.
МПК / Мітки
МПК: G02B 3/00
Мітки: здійснення, плавлення, пристрій, виготовлення, структур, операції, спосіб, оптичних
Код посилання
<a href="https://ua.patents.su/6-29459-sposib-vigotovlennya-optichnikh-struktur-ta-pristrijj-dlya-zdijjsnennya-operaci-plavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення оптичних структур та пристрій для здійснення операції плавлення</a>
Спосіб виготовлення оптичних розгалужувачів
Номер патенту: 3029
Опубліковано: 26.12.1994
Автори: Долгов Олександр Іванович, Сьомов Олександр Євгенович, Ніколаєв Євген Якович, Басиладзе Георгій Деомідович
МПК: G02B 6/24
Мітки: виготовлення, спосіб, розгалужувачів, оптичних
Формула / Реферат:
Способ изготовления оптических разветвителей, включающий укладку по крайней мере двух предварительно подготовленных волокон, фиксацию, нагревание и скрутку волокон с их одновременным сплавлением, а также формирование биконической структуры разветвителя, отличающийся тем, что каждое волокно фиксируют в точках окружностей, расположенных в двух плоскостях и сплавляют их в точке перекрещивания, а нагревание и сплавлений волокон осуществляют...
Спосіб ультразвукової візуалізації структур біологічної тканини та пристрій для його здійснення
Номер патенту: 9565
Опубліковано: 30.09.1996
Автори: Суліма Владіслав Віталійович, Марусенко Анатолій Ілларіонович, Леонтьєв Володимир Володимирович, Овчаренко Володимир Васильович
МПК: A61B 8/14
Мітки: візуалізації, тканини, пристрій, ультразвукової, біологічно, структур, здійснення, спосіб
Формула / Реферат:
1. Способ ультразвуковой визуализации структур биологической ткани, включающий облучение биологической ткани ультразвуковыми импульсами высокой частоты, прием рассеянного ими ультразвукового излучения, математическую обработку в вычислителе, визуализацию этого излучения на телевизионном мониторе с помощью временной автоматической регулировки усиления (ВАРУ) принимаемого отраженного сигнала и преобразования его в телевизионный кадр,...
Пристрій для плавлення дрібних вуглецевмісних частинок та спосіб плавлення вказаних дрібних частинок з використанням цього пристрою
Номер патенту: 26245
Опубліковано: 19.07.1999
Автори: Ю Сенг Хун, ШІН Мйоунг К'юн, МІН Донг Юн
МПК: C21C 5/48
Мітки: цього, спосіб, пристрою, вказаних, використанням, пристрій, плавлення, вуглецевмісних, дрібних, частинок
Формула / Реферат:
1. Устройство для плавления мелких углеродсодержащих частиц, включающее узел подачи кислорода, содержащий вводную трубу, соединенную с источником питания воздуха/кислорода для подачи воздуха и/или кислорода, и узел подачи углеродсодержащих частиц, содержащий трубу; соединенную с источником питания частиц/транспортирующего газа для подачи мелких частиц и транспортирующего газа, при этом один из указанных узлов расположен внутри второго узла,...
Спосіб виготовлення гірчичників та пристрій для його здійснення
Номер патенту: 6409
Опубліковано: 29.12.1994
Автори: Обуханич Ростислав-Олександр Васильович, Шапірова Дінара Шамільєвна, Собетов Борис Георгієвич, Кордюк Орест-Сятослав Якович, Озеров Борис Георгієвич, Собетова Вікторія Борисівна
Мітки: виготовлення, гірчичників, спосіб, здійснення, пристрій
Формула / Реферат:
(57) 1. Способ изготовления горчичников, заключающийся в нанесении горчичного порошка и клея на движущееся бумажное полотно и последующей ступенчатой сушки, отличающийся тем, что на предварительно нагретое до 40-50°С бумажное полотно наносят клеющую основу в виде водного раствора метилцеллюлозы, также предварительно нагретую до 40-45°С, на клеющую основу напыляют горчичный порошок, избыток которого удаляют, после чего протягивают полотно...
Спосіб виготовлення композиційних структур з проміжним об’ємним шаром текстилю, композиційна структура та станок для виготовлення композиційної структури
Номер патенту: 26323
Опубліковано: 30.08.1999
Автор: Марко Фантіно
МПК: B32B 27/04, B32B 37/00, B29C 43/20
Мітки: композиційної, станок, об'ємним, структури, виготовлення, текстилю, структур, композиційних, проміжним, композиційна, спосіб, шаром, структура
Формула / Реферат:
1. Способ изготовления композиционных структур с промежуточным объемным слоем текстиля, включающий первую стадию, на которой слоистую структуру помещают между первым и вторым штампами пресса, причем слоистая структура включает, по меньшей мере, один объемный слой текстиля, по меньшей мере, одну пару пластин, расположенных параллельно листам с внешней стороны структуры, причем, по меньшей мере, объемный слой текстиля пропитан смолой, а штампы...
Попередній патент: Роздільник
Наступний патент: Активне начало лікарського засобу, призначеного для лікування хвороби паркінсона і синдромів паркінсона та спосіб одержання вказаного лікарського засобу
Випадковий патент: Дешламатор