Спосіб зважування автоматичними конвеєрними вагами і пристрій для його здійснення
Номер патенту: 29836
Опубліковано: 15.11.2000
Автори: Стехін Андрій Павлович, Свістельнік Сергій Вікторович, Мальцев Ігор Михайлович, Кусайко Юрій Миколайович

Формула / Реферат
1. Спосіб зважування автоматичними конвеєрними вагами, який полягає у тому, що блокують живильник матеріалу, вимірюють шлях, який пройдено стрічкою і після проходження стрічкою першої відстані, яку було задано рівною, наприклад, відстані від живильника до конвеєрних вагів, в продовження другої заданої відстані, роблять автоматичне налагодження нуля вагів, після чого деблокують живильник і ваги переводять у режим зважування, який відрізняється тим, що одночасно з вимірюванням відстані, при проходженні конвеєрною стрічкою першої заданої відстані, зважують матеріал, що залишився на стрічці.
2. Спосіб за п.1, який відрізняється тим, що після переміщення конвеєрної стрічки на першу відстань, яку задано, до автоматичного налагодження нуля, роблять діагностику несправностей електронних блоків, а по завершенні автоматичного налагодження нуля визначають, чи знаходиться нуль вагів у заданих межах і, у випадку несправності, блокують привод конвеєра, а на індикаторний пристрій видають код похибки.
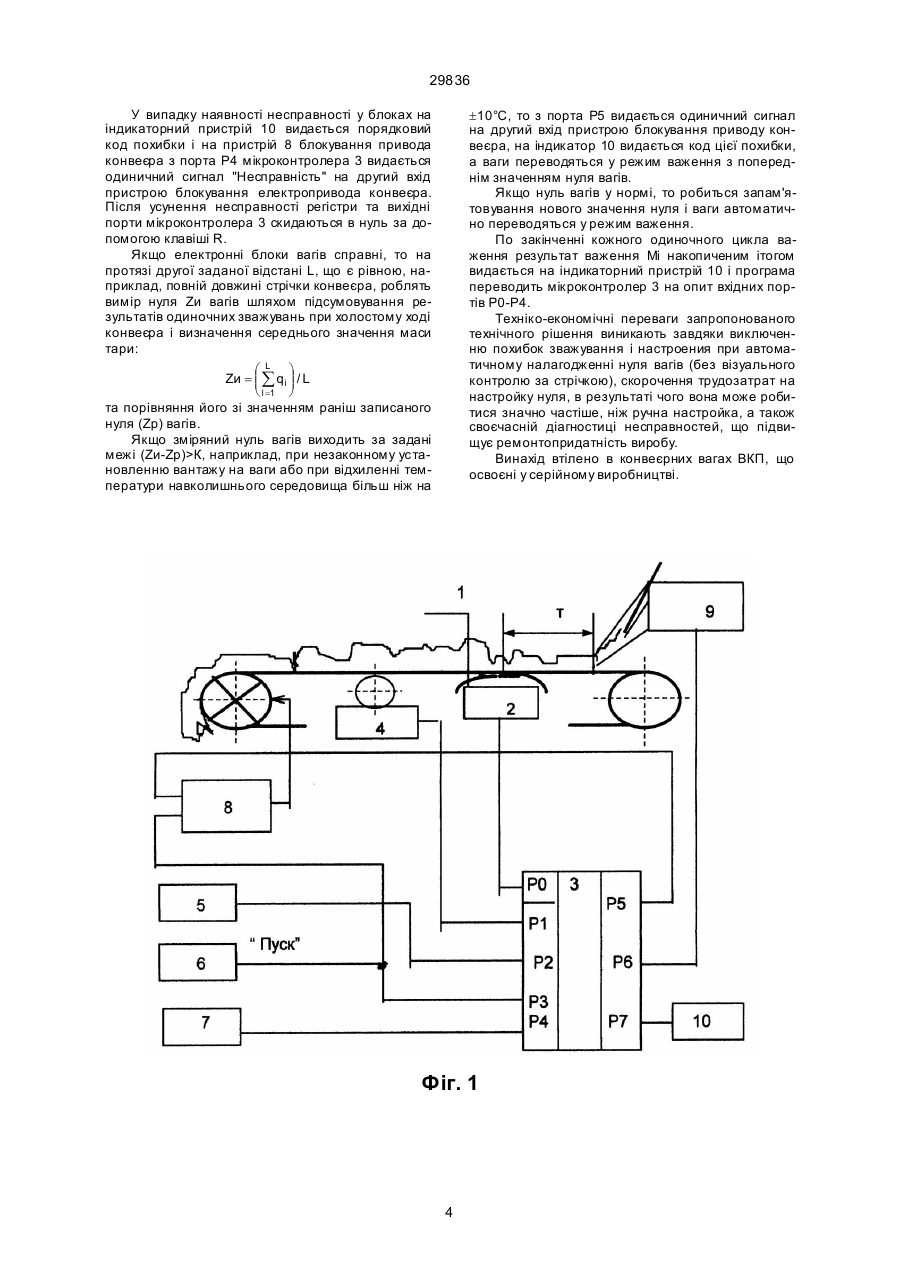
3. Пристрій для реалізації способу за пп.1 або 2, що вміщує перетворювач маси, датчик переміщення стрічки, блок клавіатури, елемент управління, елемент порівняння, пристрій блокування живильника, пристрій блокування привода конвеєра і індикаторний пристрій, який відрізняється тим, що в нього уведено мікроконтролер, порти уводу-виводу якого підключені до блоків, що указані вище, причому порт виводу сигнала "несправність" підключено до пристрою блокування привода конвеєра.
Текст
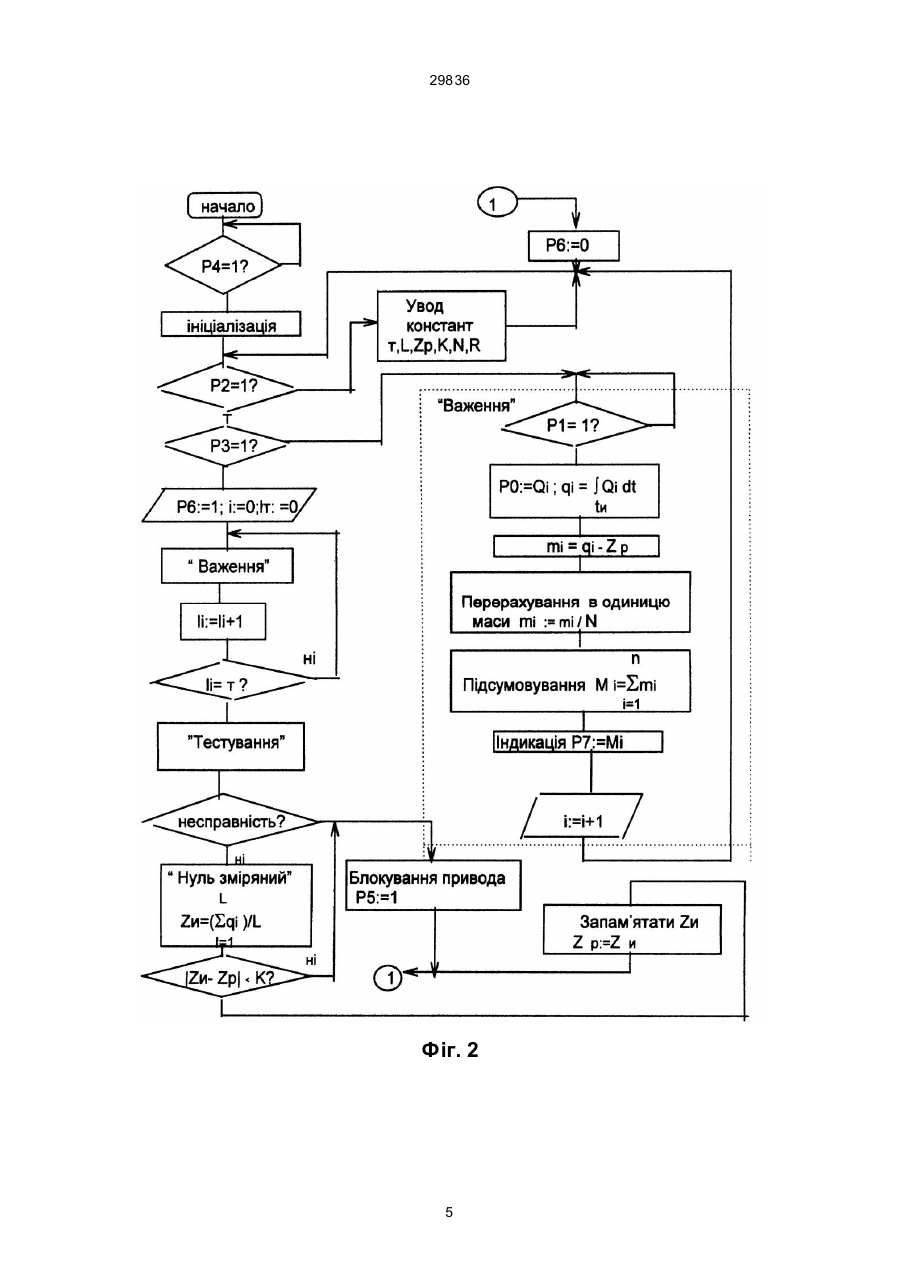
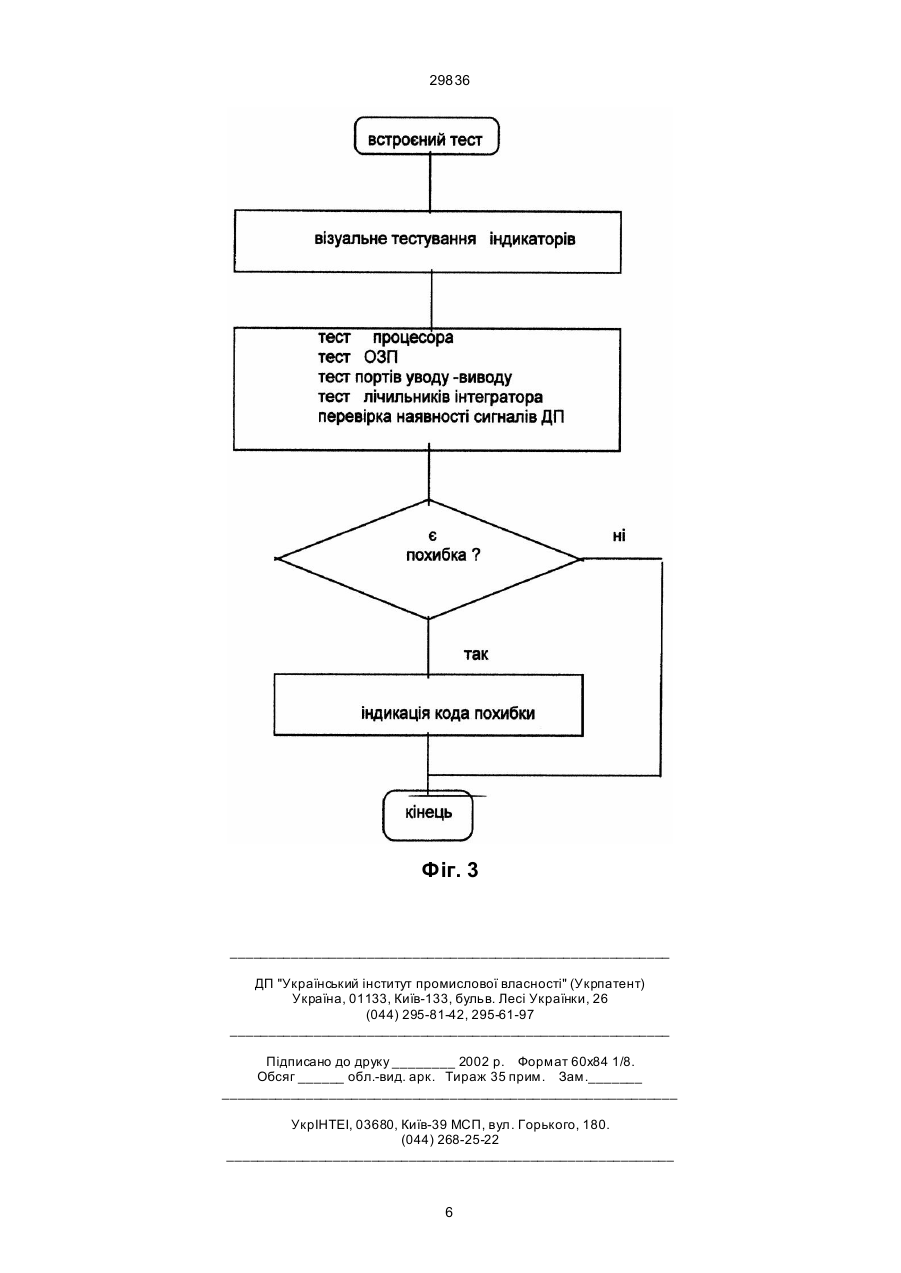
1. Спосіб зважування автоматичними конвеєрними вагами, який полягає у тому, що блокують живильник матеріала, вимірюють шлях, який пройдено стрічкою і після проходження стрічкою першої відстані, яку було задано рівною, наприклад, відстані від живильника до конвеєрних вагів, в продовження другої заданої відстані, роблять автоматичне налагодження нуля вагів, після чого деблокують живильник і ваги переводять у режим зважування, який відрізняється тим, що одночасно з A (54) СПОСІБ З ВАЖУВАННЯ АВТОМАТИЧНИМИ КОНВЕЄРНИМИ ВАГАМИ І ПРИСТРІЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 29836 Відомі автоматичні конвеєрні ваги (див. А.С. СРСР № 1337672 від 15.09.1987, М.кл. G01G11/14), які вибрані за прототип, в котрих не використовується датчик швидкості і які включають до себе датчик ваги, який підключено до інформаційного входу перетворювача аналог - код, датчик переміщення конвеєрної стрічки, підключений до лічильного входу лічильника довжини і до входів синхронізації контролера, який включає до себе арифметичний пристрій, енергонезалежний пристрій пам'яті, пристрій сигналізації про зниження напруги живлення, елемент АБО та елемент управління, вихід якого підключено до живильника матеріалу, при чому інформаційні входи енергонезалежного пристрою пам'яті підключені до входів арифметичного пристрою, управляючий вхід якого з'єднано з управляючим входом лічильника довжини, другий вихід котрого з'єднано з управляючим входом енергонезалежного пристрою пам'яті, перший управляючий вхід якого підключено до управляючого входу лічильника довжини і арифметичного пристрою, а другий управляючий вихід до одного входу елементу АБО, до другого входу якого через пристрій порівняння підключена шина живлення, а до виходу - входи установлення на нуль лічильника довжини і арифметичного пристрою. В такому пристрої, застосованому, зокрема у вагах 4504ВКУ, при спрацюванні елементу управління, наприклад, контактів пускача конвеєра, видається сигнал блокування живильника матеріалу, а ваги переводяться у режим чекання до тих пір, поки конвеєрна стрічка не пройде відстань від живильника до вагів для скидання матеріалу, випадково залишившигося на конвеєрі, після чого на протязі одного чи кількох обігів стрічки робиться автоматичне налагодження нуля, по закінченні якого живильник деблокується і ваги переводяться у режим важення, в котрому робиться перелік у прийняту одиницю маси. При провалах сіткової напруги результати важення зберігаються у енергонезалежному пристрої пам'яті і відновлюється, коли сіткова напруга прийде у норму. Недоліком таких вагів є те, що при спрацюванні елементу управління і виключенні конвеєра не враховується маса матеріалу, випадково залишившигося на ділянці стрічки від живильника до вагів, тому що в цей час останні знаходяться у режимі чекання, що знижує точність важення. Окрім того, в таких вагах, які є засобом автоматики, що втручається в технологічний процес, бракує елементів діагноститки несправності вагів і відходу нуля вагів за задані межі, що також знижує точність важення і ремонтопридатність виробу. Нуль вагів є одним з самих важливих параметрів, тому що вказує на змінювання характеристики вагів, наприклад, від температури, баластного матеріалу, накопиченого на ГП, або умисно поставленого на ваги вантажу, і повинен контролюватися не рідше одного разу на добу. В основу винаходу поставлено задачу у способі зважування автоматичними конвеєрними вагами і пристрої для його здійснення шляхом обліку матеріалу, який залишився на стрічці, і виключення можливості транспортування матеріалу на несправних вагах, забезпечити підвищення точності зважування та зменшити мінімально необхідний час автоматичного налагодження нуля вагів. Спосіб зважування автоматичними конвеєрними вагами полягає у тому, що блокують живильник матеріала, вимірюють шлях, який пройдено стрічкою, і після проходження стрічкою першої відстані, яку було задано рівною, наприклад, відстані від живильника до конвеєрних вагів, в продовження другої заданої відстані, роблять автоматичне налагодження нуля вагів, після чого деблокують живильник і ваги переводять у режим зважування, відрізняється тим, що одночасно з вимірюванням відстані, при проходженні конвеєрною стрічкою першої заданої відстані, зважують матеріал, що залишився на стрічці. Спосіб може відрізнятися тим, що після переміщення конвеєрної стрічки на першу відстань, яку задано, до автоматичного налагодження нуля, роблять діагностику несправностей електронних блоків, а по завершенні автоматичного налагодження нуля визначають, чи знаходиться нуль вагів у заданих межах і, у випадку несправності, блокують привод конвеєра, а на індикаторний пристрій видають код похибки. Пристрій для реалізації способа вміщує перетворювач маси, датчик переміщення стрічки, блок клавіатури, елемент управління, елемент порівняння, пристрій блокування живильника, пристрій блокування привода конвеєра і індикаторний пристрій, відрізняється тим, що в нього уведено мікроконтролер, порти уводу-виводу якого підключені до блоків, що указані вище, причому порт виводу сигнала "несправність" підключено до пристрою блокування привода конвеєра. На фіг. 1, як приклад реалізації даного способу, приведено блок-схему пристрою, а фіг. 2, 3 блок-схеми алгоритмів работи вагів та встроєного теста "Діагностика несправностей". Конвеєрні ваги вміщують вантажоприймальний пристрій (ВП) 1 з протяжною ділянкою важення, яка є механічним інтегратором маси вантажу, розподіленого на теоретичній ділянці важення Іm=1 м, яка слабо сприймає вібрації та дінамічні навантаження. ВП 1 обпирається на перетворювач 2 маси, котрий перетворює сигнал про погонну масу вантажу в частотно-імпульсний сигнал. Мікроконтролер 3 може бути виконаний на однокристальній мікро-ЕОМ типу КМ1830ВЕ751, яка включає в себе лічильник-інтегратор, таймер, арифметично-логічний пристрій АЛУ, постійний запам'ятовуючий пристрій ПЗП. енергонезалежну оперативну пам'ять, наприклад, на ОЗП з батареєю резервного живлення, регістри, порти уводувиводу дани х Р0 - Р7 та інші елементи. К портам Р0 - Р7 вводу-виводу даних підключені, відповідно перетворювач 2 маси, датчик 4 переміщення, блок 5 клавіатури, елемент 6 управління, пристрій 7 порівняння, пристрій 8 блокування привода конвеєра, пристрій 9 блокування живильника матеріалу та індикаторний пристрій 10. Елемент 6 управління являє собою кнопку, що зблокована з кнопкою пуска конвеєра або кнопку пуска конвеєра. Елемент 7 порівняння виконано на компараторі. Компаратор, призначений для того, щоб при зниженні напруги живлення мікроконтролера 3 нижче заданого рівня, блокувати роботу мі 2 29836 кроконтролера і переключити його ОЗП на ботарею резервного живлення. Пристрій 8 блокування привода конвеєра являє собою дистанційний перемикач, котрий вертається у ви хідний стан за допомогою елемента 6 управління, пристрій 9 блокування живильника матеріалу являє собою дистанційно управляємий секторний затвор. Індикаторний пристрій 10 виконано на семисегментних ЖК індикаторах і предбачає його дистанційне установлення. Блок 5 клавіатури вміщує в себе цифрові клавіши от 0 до 9, клавіши адрес комірок ОЗП, в які необхідно записати константи т, L, Zp, K, N, клавішу "Запис", клавішу R - скидання на нуль регістрів маси, довжини та вихідних портів Р5 - Р7. В ОЗП може бути записано наступні константи і перемінні: т - мінімально можливе значення якої равно відстані від живильника 9 матеріалу до вагів; L - довжина конвеєрної стрічки; Zp - робочий нуль вагів; K - гранично допустиме відхилення нуля; N - число деши фратора одиниці маси, тобто загальна кількість імпульсів число - імпульсного коду, що відповідає прийнятій одиниці відліку маси, константа N уточнюється в прцесі експлуатації та при контрольних переважуваннях по вагам для статичного важення відповідно до Державних стандартів згідно з формулою N=N'(Mк/Mв), де N' - попереднє значення числа дешифратора одиниці маси; Мк - зміряне конвеєрними вагами значення маси матеріала; Mв - дійсне значення маси матеріала. Ваги працюють таким чином. При включенні сіткової напруги, коли її параметри досягають норми, елемент 7 порівняння видає у порт Р4 мікроконтролера 3 одиничний сигнал, що забезпечує команди ініціалізації, програмування режимів роботи портів на увод і вивід, відновлення констант, що зберігаються у енергонезалежному ОЗП мікроконтролера 3. Крім того, програмується таймер, який забезпечує час інтегрування частотно-імпульсного сигналу маси рівним чи кратним 20 мс. Коли на порт Р0 поступає одиничний сигнал з блоку 5 клавіатури, робиться обслуговування останньго. При цьому в енергонезалежний ОЗП мікроконтролера 3 заносяться константи, що описані вище, тобто: т, L, Zp, K, N. При спрацюванні елемента 6 управління мікроконтролер 3 входить у режим автоматичної настройки нуля, при котрому робиться ряд автоматичних операцій. Через порт Р6 на пристрій 9 блокування живильника матеріалу видається одиничний сигнал і затвор живильника затуляється. Регістр Іт мікроконтролера 3 обнуляється, а ваги переводяться у режим " Важення ", при котрому одночасно з важенням регістром Іт фіксується шлях, що пройдено стрічкою, який виміряно за допомогою датчика 4 переміщення (ДП). Процес важення відбувається таким чином (див. фіг. 2, 3). При проходженні по ГП матеріала частотний сигнал Q, що характеризує разподілену на теоретичній ділянці Іm важення загальну масу, яка включає погонну масу стрічки, масу матеріала і масу ГП Im Q = ò m(l )dl , з виходу перетворювача 2 маси надходить на інформаційний порт Р0 мікроконтролкра 3. При надходженні чергового імпульса з датчика 4 переміщення на порт Р1 по команді з таймера мікроконтролера 3, порт Р0 відкривається і, за допомогою лічильника - інтегратора мікроконтролера 3, робиться інтегрування сигнала маси Q на протязі заданого часу виміру tu=20 мс. Q = ò Q( t )dt , tu після чого інформація про погонну масу пересилається з лічильника - інтегратора в АЛП для подальшої обробки, а лічильник - інтегратор і таймер скидаються на нуль, і порт Р0 зачиняється. В арифметичному пристрої кожного циклу важення робиться віднімання з погонної маси Q матеріала сигнала "тара" ( робочий нуль Zp вагів), після чого результат важення зазнає нормування шляхом ділення на число N, при досягнені якого в регістр (лічильник) Мі маси видається одиниця маси і накопичується результат ділення - маса матеріалу у прийнятих одиницях відліку, наприклад, тонах. З регістру маси, кожний цикл важення, результат важення накопиченим підсумком видається через порт Р7 на індикаторний пристрій 10. Коли у регістрі Іт буде зафіксовано т циклів важення, тобто, коли увесь матеріал, який знаходиться на конвеєрній стрічці до вагів, буде скинуто, ваги переводяться з режиму "Важення" у режим "Тестування", в котрому припускається роботоспособність системного ядра мікроконтролера і виконується встроена в ПЗУ тест - програма, яка включає ряд стандартних операцій, що йдуть одна за одною (див. блок-схему алгоритма на фіг. 3): візуальний тест індикаторів, при котрому контролер періодично видає через порт Р6 семисегментний код "усі вісімки" і переходить у високоімпедансний стан; тестування арифметико-логічного пристрою АЛП за допомогою виконання усіх основних операцій (пересилки, арифметичних, логічних, переходів та інших) над першим контрольним числом, отримання після закінчення цих операцій другого контрольного числа і порівняння його з розрахунковим числом (сігнатурой), що зберігається в ПЗП; тест ОЗП і портів уводу-виводу шдя хом записування у кожну ячейку (порт) кодів 0016, FF16, 5516, АА16, подальшого зчитування і перевірки вмісту ячеєк і записаних кодів на рівність; тест лічильника - інтегратора продукується шляхом скиду його разрядів на нуль і перевірки його вмісту і коду 0016 на рівність; тест справності датчика переміщення (ДП) полягає у контролі наявності двух імпульсів, що йдуть один за одним, за проміжок часу, відповідний періоду їх ходи при мінімально можливій швидкості переміщення стрічки. 3 29836 ±10°С, то з порта Р5 видається одиничний сигнал на другий вхід пристрою блокування приводу конвеєра, на індикатор 10 видається код цієї похибки, а ваги переводяться у режим важення з попереднім значенням нуля вагів. Якщо нуль вагів у нормі, то робиться запам'ятовування нового значення нуля і ваги автоматично переводяться у режим важення. По закінченні кожного одиночного цикла важення результат важення Мі накопиченим ітогом видається на індикаторний пристрій 10 і програма переводить мікроконтролер 3 на опит вхідних портів Р0-Р4. Техніко-економічні переваги запропонованого технічного рішення виникають завдяки виключенню похибок зважування і настроения при автоматичному налагодженні нуля вагів (без візуального контролю за стрічкою), скорочення трудозатрат на настройку нуля, в результаті чого вона може робитися значно частіше, ніж ручна настройка, а також своєчасній діагностиці несправностей, що підвищує ремонтопридатність виробу. Винахід втілено в конвеєрних вагах ВКП, що освоєні у серійному виробництві. У випадку наявності несправності у блоках на індикаторний пристрій 10 видається порядковий код похибки і на пристрій 8 блокування привода конвеєра з порта Р4 мікроконтролера 3 видається одиничний сигнал "Несправність" на другий вхід пристрою блокування електропривода конвеєра. Після усунення несправності регістри та вихідні порти мікроконтролера 3 скидаються в нуль за допомогою клавіші R. Якщо електронні блоки вагів справні, то на протязі другої заданої відстані L, що є рівною, наприклад, повній довжині стрічки конвеєра, роблять вимір нуля Zи вагів шляхом підсумовування результатів одиночних зважувань при холостому ході конвеєра і визначення середнього значення маси тари: æL ö Zи = ç å qі ÷ / L ç ÷ è l =1 ø та порівняння його зі значенням раніш записаного нуля (Zp) вагів. Якщо зміряний нуль вагів виходить за задані межі (Zи-Zp)>К, наприклад, при незаконному установленню вантажу на ваги або при відхиленні температури навколишнього середовища більш ніж на Фіг. 1 4 29836 Фіг. 2 5 29836 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for weighting with automated conveyor balance and appliance for its implementation
Автори англійськоюKusaiko Yuriy Mykolaiovych, Maltsev Ihor Mykhailovych, Svistelnyk Serhiy Viktorovych, Stekhin Andriy Pavlovych
Назва патенту російськоюСпособ взвешивания автоматическими конвейерными весами и устройство для его осуществления
Автори російськоюКусайко Юрий Николаевич, Мальцев Игорь Михайлович, Свистельник Сергей Викторович, Стехин Андрей Павлович
МПК / Мітки
МПК: G01G 11/00
Мітки: спосіб, зважування, автоматичними, пристрій, вагами, здійснення, конвеєрними
Код посилання
<a href="https://ua.patents.su/6-29836-sposib-zvazhuvannya-avtomatichnimi-konveehrnimi-vagami-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зважування автоматичними конвеєрними вагами і пристрій для його здійснення</a>
Спосіб завантаження сипких матеріалів у клапанні мішки та пристрій для його здійснення і його варіанти
Номер патенту: 22272
Опубліковано: 03.02.1998
Автори: Кравцова Галина Володимирівна, Ткач Анатолій Анатолійович, Оришака Володимир Олексійович, Петренко Микола Миколайович, Гончаров Валерій Володимирович, Артюхов Анатолій Миколайович, Надєїн Владислав Семенович, Оришака Олег Володимирович, Кравцов Олександр Миколайович
МПК: B65B 1/04
Мітки: мішки, варіанти, матеріалів, пристрій, спосіб, завантаження, здійснення, сипких, клапанні
Формула / Реферат:
1. Спосіб завантаження сипких матеріалів .у клапанні мішки, що включає вільний рух сипкого матеріалу по гравітаційним поверхням, який відрізняється тим, що вільний рух сипкого матеріалу по гравітаційним поверхням здійснюється сумісною дією гравітаційних сил і вібраційних коливань.2. Пристрій для завантаження сипких матеріалів у клапанні мішки, що містить у собі бункер, живильну воронку з клапаном на виході, матеріалопровід, який...
Спосіб геоелектророзвідки малих глибин і пристрій для його здійснення
Номер патенту: 17769
Опубліковано: 20.05.1997
Автори: Яворський Ігор Миколайович, Драбич Петро Петрович
МПК: G01V 3/08
Мітки: малих, здійснення, геоелектророзвідки, пристрій, глибин, спосіб
Формула / Реферат:
1. Спосіб геоелектророзвідки малих глибин, при якому в досліджуваному середовищі збуджується первинне електромагнітне поле шляхом пропускання в генераторній індуктивній рамці прямокутних імпульсів струму; вимірюються в задані моменти часу в паузах між Імпульсами первинного електромагнітного поля значення електрорушійної сили, наведеної в приймальній Індуктивній рамці вторинним електромагнітним полем, збудженим протікаючими в середовищі...
Спосіб центрування довгомірних вантажів і пристрій для його здійснення
Номер патенту: 17486
Опубліковано: 06.05.1997
Автори: Козлинський Мирослав Петрович, Коровець Ігор Володимирович
МПК: B66F 9/06
Мітки: спосіб, вантажів, здійснення, пристрій, довгомірних, центрування
Формула / Реферат:
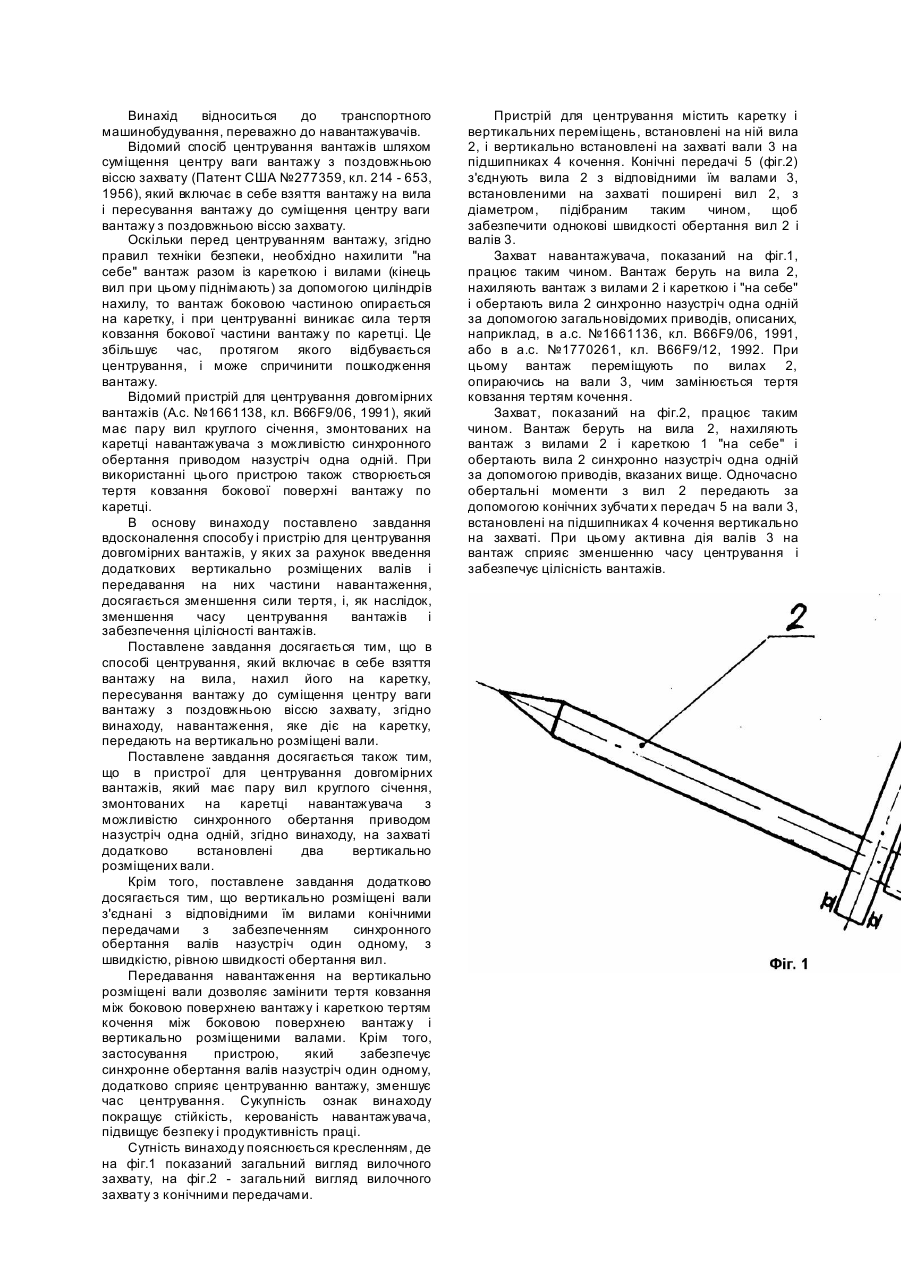
1. Спосіб центрування довгомірних вантажів, який включає в себе взяття вантажу на вила, нахил його на каретку, пересування вантажу до суміщення центру ваги вантажу з поздовжньою віссю захвату, який відрізняється тим, що навантаження, яке діє на каретку, передають на вертикально розміщені вали.2. Пристрій для центрування довгомірних вантажів, який має пару вил круглого січення, змонтованих на каретці навантажувача з можливістю...
Спосіб отримання відбитка пальця та пристрій для його здійснення

Номер патенту: 27648
Опубліковано: 15.09.2000
Автор: Кривутенко Анатолій Іванович
МПК: G06K 9/00, A61B 5/117
Мітки: здійснення, отримання, пристрій, відбитка, пальця, спосіб
Текст:
...падають на фоточутливий елемент. У цьому елементі світлові сигнали перетворюються на електричні імпульси, які попадають у обчислювальну систему, де відбувається їх обробка та ідентифікація. Розглянутий спосіб отримання відбитка пальця має такі недоліки; низьку точність отримання відбитка, так як падіння світла відбуваєть ся' під певним кутом, а папілярні лінії на пальці розміщені в круговому порядку, тому відбиті папілярні лінії не...
Спосіб геоелектророзвідки і пристрій для його здійснення
Номер патенту: 10564
Опубліковано: 25.12.1996
Автори: Петровський Альберт Леонідович, Драбич Петро Петрович, Шамотко Володимир Іванович, Яворський Ігор Миколайович
МПК: G01V 3/02
Мітки: спосіб, пристрій, геоелектророзвідки, здійснення
Формула / Реферат:
1. Спосіб геоелектророзвідки, при якому в досліджуваному середовищі збуджують первинне електромагнітне поле шляхом пропускання в генераторній індуктивній рамці біполярних прямокутних імпульсів струму, вимірюють в задані моменти часу в паузах між імпульсами струму значення електрорушійної сили, наведеної в приймальній рамці затікаючими блукаючими струмами середовища і по результатах вимірювання визначають його властивості, який відрізняється...
Попередній патент: Кріохірургічний апарат
Наступний патент: Спосіб діагностики хронічних запальних захворювань статевих органів
Випадковий патент: Спосіб одержання мастила