Спосіб управління і/або регулювання процесу пресування виробів з сипучих матеріалів і пристрій для його здійснення
Номер патенту: 34431
Опубліковано: 15.03.2001
Автори: Мік Мартін, Ценнер Ханс Йоахім, Хаузер Ханс Ульріх

Текст
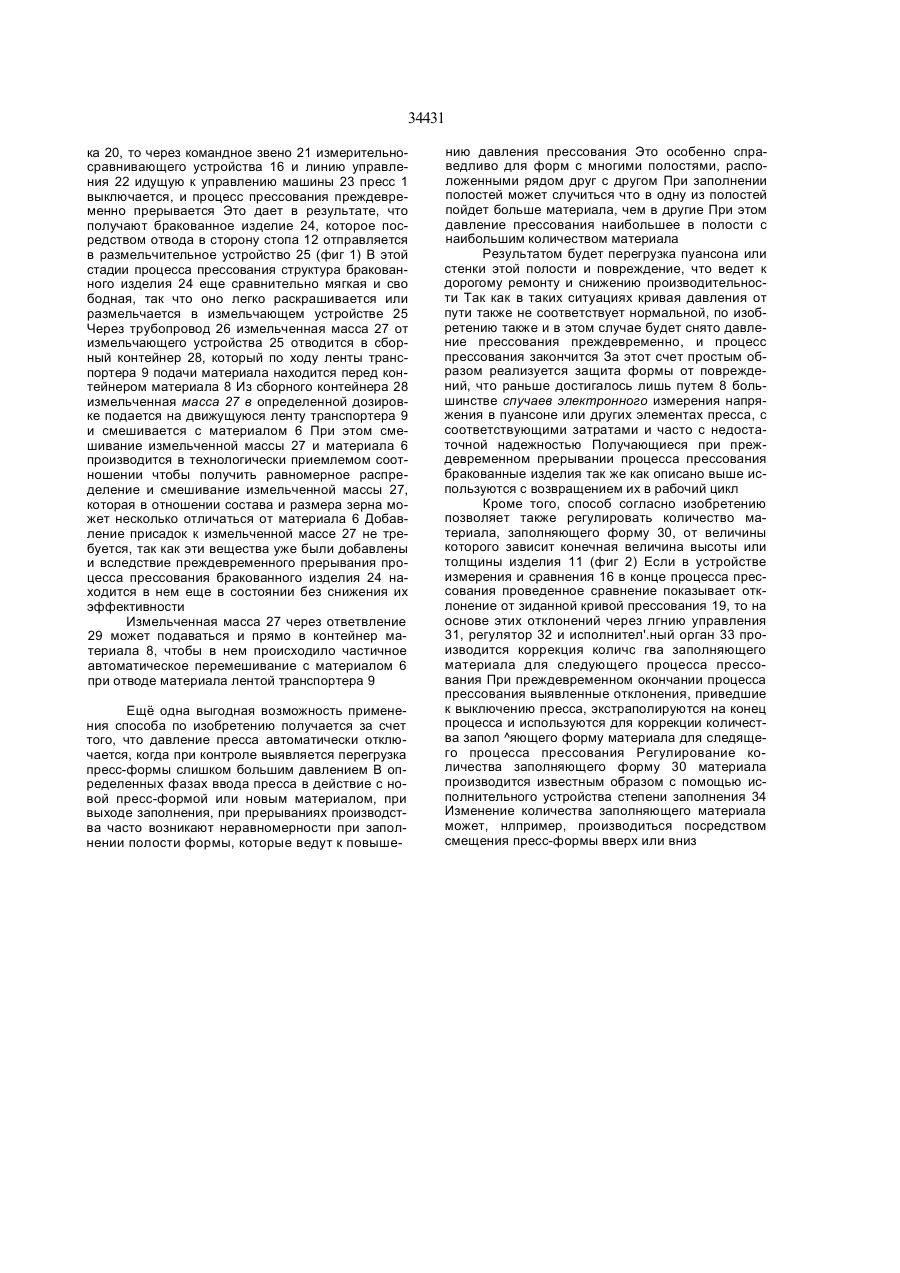
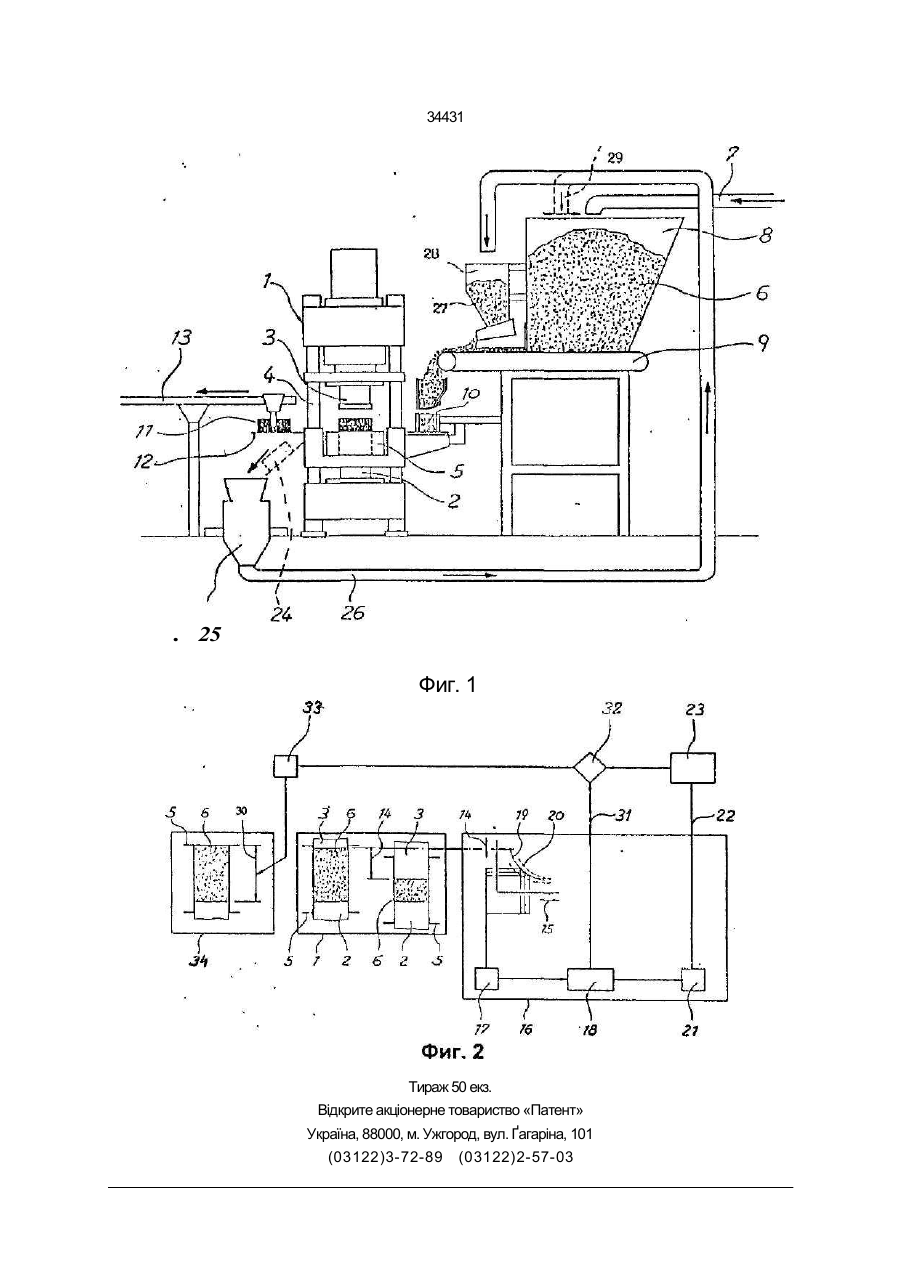
1 Способ управления и/или регулирований процесса прессования изделий из сыпучих ма териалов, в частности, огнеупорных керамических масс на прессе с устройством измерения и срав нения для определения отклонения параметров прессования от заданных величин, которое ис пользуется для управления процессом прессо вания, причем давление прессования и путь прес сования измеряют в начале процесса прессования и сравнивают с одной или несколькими заданны ми зависимостями давления от пути или кривой прессования, причем отклонения вне поля допуска используют в качестве сигнала для преждевре менного окончания процесса прессования, отли чающийся тем, что решение о преждевременном окончании процесса прессования принимают в тот момент процесса, когда в материале, подле жащем прессованию, не произошли необратимые процессы, которые могли бы снизить качество ко нечного продукта О со 34431 прессе с устройством измерения и сравнения для определенил отклонения параметров прессования от заданных величин, которое используют для управления процессом прессования [1] В качестве прототипа заявляемого изобретения принято также устройство для прессования изделий из сыпучих материалов, содержащее устройство для измерения и сравнения для определения отклонения параметров прессования от заданных величин J.1] Согласно этому изобретению устройство содержит ударный винтовой пресс, в котором путь пуансона в конце хода прессования измеряется с помощью измерительного датчика, датчик соединен с измерительным и сравнивающим устройством, в котором определяемая фактическая толщина материала изделия сравнивается с заданным размером подлежащего прессовке изделия и. используется в качестве сигнала дпя отклонения пресса Посредством последующего измерительного хода пуансона после расширения изделия после отхода пуансона определяют второй фактический размер изделия, который также сравнивается с заданным размером изделия Если при этом получают величины, которые отличаются от заданного размера, то величина этого отклонения используется для коррекции наполнения формы порошком для последующего процесса прессования Таким образом процесс изготовления может управляться со сравнительно малым отходом брака Если в конце процесса прессования отклонение от заданного размера изделия превышает допуск на размер, то это изделие идет в брак и больше не используется В ходе мероприятий было бы желательно бракованные изделия вновь использовать в процессе изготовления, и размельченное бракованное изделие вновь использовать для заполнения формы При этом, однако, возникает ряд проблем Готовое бракованное изделие является очень твердым и раздробить его можно лишь ценой больших УСИЛИЙ и затрат средств и времени Ещё один значительный недостаток известного способа заключается в TOW , ЧТО добавки, вводимые в формовочную массу перед прессованием, становятся неиспользуемыми после процесса прессования они необратимо затвердевают Эти добавки при подготовке бракованных изделий для повторного использования при прессовании размельченного брака приходится вновь добавлять к массе К тому же негодные к использованию затвердевшие добавки являются инородным телом в массе и загрязняют ее Результатом всего этого явпяется снижение качества готовой продукции В любом случае повторное использование материала связано с увеличенными расходами Недостаток известного устройства заключается в отсутствии конструктивных элементов, обеспечивающих возможность повторного использования материала бракованных изделий в незатвердевшем состоянии, в результате чего повторный процесс требует не только больших затрат на раздробление застывшего изделия, а и повторного введения добавок к размельченной миссе В основу изобретения поставлена задача оптимизации и определения отклонений технологических показателей до наступления необра тимых процессов в способе управления и/или регулирования процесса прессования изделий из сыпучих материалов путем использования зафиксированного фэкта отклонения реальных значений давления и пути прессования от заданных их значений в качестве сигнала для преждевременной остановки процесса прессования, что позволяет сохранить структуру изделий и вводимых в них добавок в состоянии, позволяющем повторное их размельчение и использование без опасения снижения качества готового продукта,а также обеспечивает заданное соотношение основного материала и добавок без необходимости дополнительного введения последних вследствие прерывания процесса В основу изобретения поставлена также задача повышения эффективности использования устройстра для прессования изделий из сыпучих материалов путем соединения измельчающего устройства и контейнера для прессуемого материала посредством устройства, обеспечивающего смешение измельченной и основной массы и корректировку количества материала, заполняющего формы при последующем прессовании, что позволяет сохранить структуру изделий и вводимых в них добавок в состоянии, позволяющем повторное их размельчение и использование без опасения снижения качества готового продукта, а также обеспечивает заданное соотношение основного материала и добавок без необходимости дополнительного введения последних вследствие прерывания процесса Поставленная задача достигается за счет того, что в способе управления и/или регулирования процесса прессования изделий из сыпучих материалов, в частности, огнеупорных, керамических масс на прессе с устройством измерения и сравнения для определения отклонения параметров прессования от заданных величин, которое используют для управпения процессом прессования, согласно изобретения, давление прессования и путь прессования измеряют в начале процесса прессования и сравнивают с одной или несколькими заданными зависимостями давления от пути или кривой прессования, причем отклонения вне поля допуска используют в качестве сигнала для преждевременного окончания процесса прессования, причем решение о преждевременном окончании процесса прессования принимают в тот момент процесса когда в материале, подлежащем прессованию, не произошли необратимые процессы, которые могли бы снизить качество конечного продукта При этом выявленные Р процессе прессования находящиеся внутри и вне поля допуска кривой прессования отклонения от заданной величины давления к пути используют для коррекции количества материапа, заполняющего форму для последующего процесса прессования, а полученные при преждевременном прерывании процесса прессования отклонения от заданного хода давления от пути экстраполируют на конец процесса прессования и используют для коррекции количества материала, заполняющего форму следующего процесса прессования При пресс-форме с несколькими полостями окончание процесса прессования вследствие отк 34431 гонения от заданной зависимости давления от пути производят самое позднее при силе прессования, которая соответствует максимальной силе прессования для попости Кроме того, полученное при преждевременном окончании процесса прессования бракованное изделие размельчают или раскрашивают и в заключение измельченную массу вновь подводят в материал, подлежащий прессованию, а измельченную массу непрерывно подмешивают к материалу, подлежащему прессованию, в определенной технологически благоприятной дозе, во время подвода последнего к прессу для керамическгх изделий, причем измельченную массу добавляют сразу после раскрашивания массы для формы и ее обогащения добавками Поставленная задача достигается также за счет того, что устройство для прессования изделий из сыпучих материалов, содержащее устройство для измерения и сравнения для определения отклонения параметров прессования от заданных величин, согласно изобретения, содержит измельчающее устройство, соединенное с контейнером для подлежащего прессованию материала посредством соответствующего устройства с возможностью частичного смешивания измельченной массы с материалом автоматически происходящего при отводе материала ленточным транспортером Для равномерного распределения массы части при прессовании измельченный материал добавляется в определенной технологически оправданной дозировке к материалу, подлежащему прессованию, при подаче его к прессу, причем непрерывно и при перемешивании друг с другом Так как добавки к прессуемому материалу из измельченных бракованных изделий при преждевременном прекращении процесса прессования не имеют никакого изменения состава, то они сразу после размельчения подаются к массе для заполнения формы, и после ее обогащения добавки направляется на вход пресса Согласно предпочтительному варианту выполнения изобретения бракованное изделие вводится в размельченное устройство, и измельченная масса отводится в сборный контейнер, который расположен над лентой транспортера, по ходу ленты перед контейнером, содержащим подлежащий прессованию материал Согласно еще одному признаку изобретения измельченная масса разбрасывается по поверхности подлежащего прессованию материала в контейнере этого материала с помощью подходящего устройства таким образом, что происходит частично** автоматическое перемешивание измельченной массы с материалом при уносе материала лентой транспортера Преимущества, создаваемые изобретением, состоят, в частности, в том, что за счет контроля за ходом прессования и давления прессования уже в начале процесса прессования становится возможным раннее выявление будущего брака с возможностью немедленного отключения пресса В этой стадии процесса прессования бракованное изделие находится еще в состоянии которое позволяет повторное использование без опасности и снижения качества готового изделия За эгот счет можно снизить стоимость изготовления при том же качестве конечного продукта, за счет экономии присадочного и основного материала и времени цикла Способ согласно изобретению кроме того, защищает от перегрузок пресс-формы, которые имеют место, например, при переполнении формы Это особенно важно в пресс-формах с несколькими расположенными друг около друга по лостями При переполнении одной полости в начале процесса прессования все давление пуансона приходится на переполненную полость, тогда как другие полости остаются практичес;и Оез давления В этом случае повреждение переполненной полости можно избежать лишь ранним выключением пресса или снятием давления прессования Одновременно немногими дополнительными этапами можно дополнить само по себе известное регулирование засыпаемого в полость количества материала На фиг 1 схематически показан пресс для керамических"иэделий, на фиг 2 схематично представлен процесс управления прессованием На фиг 1 показан гидравлический пресс для керамических изделий 1 с неподвижной нижней матрицей 2, подвижным верхним пуансоном 3 и направляемой по вертикальным колоннам 4 также подвижной пресс-формой 5 Материал 6, подлежащий прессованию, состоящий из зернистой или порошкообразной в основном керамической массы, через трубопровод 7 подводится к контейнеру материала 8 Предварительно к материалу 6 добавляют различные добавки для улучшения физических и химических свойств Нижняя сторона контейнера 8 образована лентой транспортера 9, которая подводит г.* •'териал к дозировочному устройству 10 С помощью горизонтально перемещаемого дозирующего устройства 10 материал 6 вводят в пресс-форму 5 После наполнения пресс-формы 5 начинается процесс прессования и верхний пуансон 3 движется вниз При этом для равномерного уплотнения материала 6 также и пресс-форма 5 опускается на меньшее расстояние, как схематично показано на фиг 2 После окончания процесса прессования отпрессованное изделие 11 опусканием пресс-формы 5 вынимается из формы и на горизонтальном столе 12 с помощью отводящего устройства 13 выводится из пресс-формы 5 и отводится в сторону (фиг 1) С началом процесса прессования одновременно производится также контроль пути прессования 14 и давления прессования 15 пресса 1 (фиг 2) Посредством не показанных датчиков, которые известным образом установлены на прессе 1, непрерывно измеряют путь прессования 14 и вводят в измерительно-сравнивающее устройство 16 Там измеренные величины воспринимаются приемным звеном 17 и в еше одном устройстве 18 сравнивают с заданной кривой прессования 19, которая представляет отношение давления прессования 15 и пути прессования 14 в качестве эталона Если сравнение эталонной кривой 19 с фактическим ходом процесса в измерительно-сравнительном устройстве 16 дает выход из поля допуС 34431 ка 20, то через командное звено 21 измерительносравнивающего устройства 16 и линию управления 22 идущую к управлению машины 23 пресс 1 выключается, и процесс прессования преждевременно прерывается Это дает в результате, что получают бракованное изделие 24, которое посредством отвода в сторону стопа 12 отправляется в размельчительное устройство 25 (фиг 1) В этой стадии процесса прессования структура бракованного изделия 24 еще сравнительно мягкая и сво бодная, так что оно легко раскрашивается или размельчается в измельчающем устройстве 25 Через трубопровод 26 измельченная масса 27 от измельчающего устройства 25 отводится в сборный контейнер 28, который по ходу ленты транспортера 9 подачи материала находится перед контейнером материала 8 Из сборного контейнера 28 измельченная масса 27 в определенной дозировке подается на движущуюся ленту транспортера 9 и смешивается с материалом 6 При этом смешивание измельченной массы 27 и материала 6 производится в технологически приемлемом соотношении чтобы получить равномерное распределение и смешивание измельченной массы 27, которая в отношении состава и размера зерна может несколько отличаться от материала 6 Добавление присадок к измельченной массе 27 не требуется, так как эти вещества уже были добавлены и вследствие преждевременного прерывания процесса прессования бракованного изделия 24 находится в нем еще в состоянии без снижения их эффективности Измельченная масса 27 через ответвление 29 может подаваться и прямо в контейнер материала 8, чтобы в нем происходило частичное автоматическое перемешивание с материалом 6 при отводе материала лентой транспортера 9 Ещё одна выгодная возможность применения способа по изобретению получается за счет того, что давление пресса автоматически отключается, когда при контроле выявляется перегрузка пресс-формы слишком большим давлением В определенных фазах ввода пресса в действие с новой пресс-формой или новым материалом, при выходе заполнения, при прерываниях производства часто возникают неравномерности при заполнении полости формы, которые ведут к повыше нию давления прессования Это особенно справедливо для форм с многими полостями, расположенными рядом друг с другом При заполнении полостей может случиться что в одну из полостей пойдет больше материала, чем в другие При этом давление прессования наибольшее в полости с наибольшим количеством материала Результатом будет перегрузка пуансона или стенки этой полости и повреждение, что ведет к дорогому ремонту и снижению производительности Так как в таких ситуациях кривая давления от пути также не соответствует нормальной, по изобретению также и в этом случае будет снято давление прессования преждевременно, и процесс прессования закончится За этот счет простым образом реализуется защита формы от повреждений, что раньше достигалось лишь путем 8 большинстве спучаев электронного измерения напряжения в пуансоне или других элементах пресса, с соответствующими затратами и часто с недостаточной надежностью Получающиеся при преждевременном прерывании процесса прессования бракованные изделия так же как описано выше используются с возвращением их в рабочий цикл Кроме того, способ согласно изобретению позволяет также регулировать количество материала, заполняющего форму 30, от величины которого зависит конечная величина высоты или толщины изделия 11 (фиг 2) Если в устройстве измерения и сравнения 16 в конце процесса прессования проведенное сравнение показывает отклонение от зиданной кривой прессования 19, то на основе этих отклонений через лгнию управления 31, регулятор 32 и исполнител'.ный орган 33 производится коррекция количс гва заполняющего материала для следующего процесса прессования При преждевременном окончании процесса прессования выявленные отклонения, приведшие к выключению пресса, экстраполируются на конец процесса и используются для коррекции количества запол ^яющего форму материала для следящего процесса прессования Регулирование количества заполняющего форму 30 материала производится известным образом с помощью исполнительного устройства степени заполнения 34 Изменение количества заполняющего материала может, нлпример, производиться посредством смещения пресс-формы вверх или вниз 34431 . 25 Фиг. 1 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Ґагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess and apparatus for control and/or adjustment of the pressing process of a brick press for the production of formed bodies from free-flowing materials
Автори англійськоюHauser Hans Ulrich, Zenner Hans Joahim, Mick Martin
Назва патенту російськоюСпособ управления и/или регулирования процесса прессования изделий из сыпучих материалов и устройство для его осуществления
Автори російськоюХаузер Ханс Ульрих, Ценнер Ханс Йоахим, Мик Мартин
МПК / Мітки
МПК: B30B 11/02
Мітки: сипучих, пристрій, виробів, пресування, матеріалів, управління, спосіб, процесу, регулювання, здійснення
Код посилання
<a href="https://ua.patents.su/6-34431-sposib-upravlinnya-i-abo-regulyuvannya-procesu-presuvannya-virobiv-z-sipuchikh-materialiv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління і/або регулювання процесу пресування виробів з сипучих матеріалів і пристрій для його здійснення</a>
Спосіб пресування виробів із сумішів і пристрій для його здійснення
Номер патенту: 3796
Опубліковано: 27.12.1994
Автори: Горбач Володимир Павлович, Самусенко Всеволод Іванович, Олефиренко Віктор Никонович, Павленко Євгеній Антонович, Гончаров Володимир Васильович, Старенко Констянтин Миколайович
МПК: B28B 3/02
Мітки: пристрій, пресування, виробів, спосіб, здійснення, сумішів
Формула / Реферат:
1. Способ прессования изделий из смесей, включающий засыпку в многоместную пресс-форму, замыкание пресс-формы с последующим приложением к ней двухстороннего прессующего усилия, отличающийся тем, что приложение прессующего усилия на каждое изделие осуществляют поочередно циклами, при этом отношение суммарного прессующего усилия, приложенного за один цикл с одной из сторон к прессующему усилию с другой стороны равно не менее 2.2....
Спосіб вивантаження сипучих матеріалів з бункеру та пристрій для його здійснення
Номер патенту: 5750
Опубліковано: 29.12.1994
Автор: Маловічко Володимир Валентинович
МПК: B65D 88/64
Мітки: пристрій, матеріалів, здійснення, бункеру, вивантаження, сипучих, спосіб
Формула / Реферат:
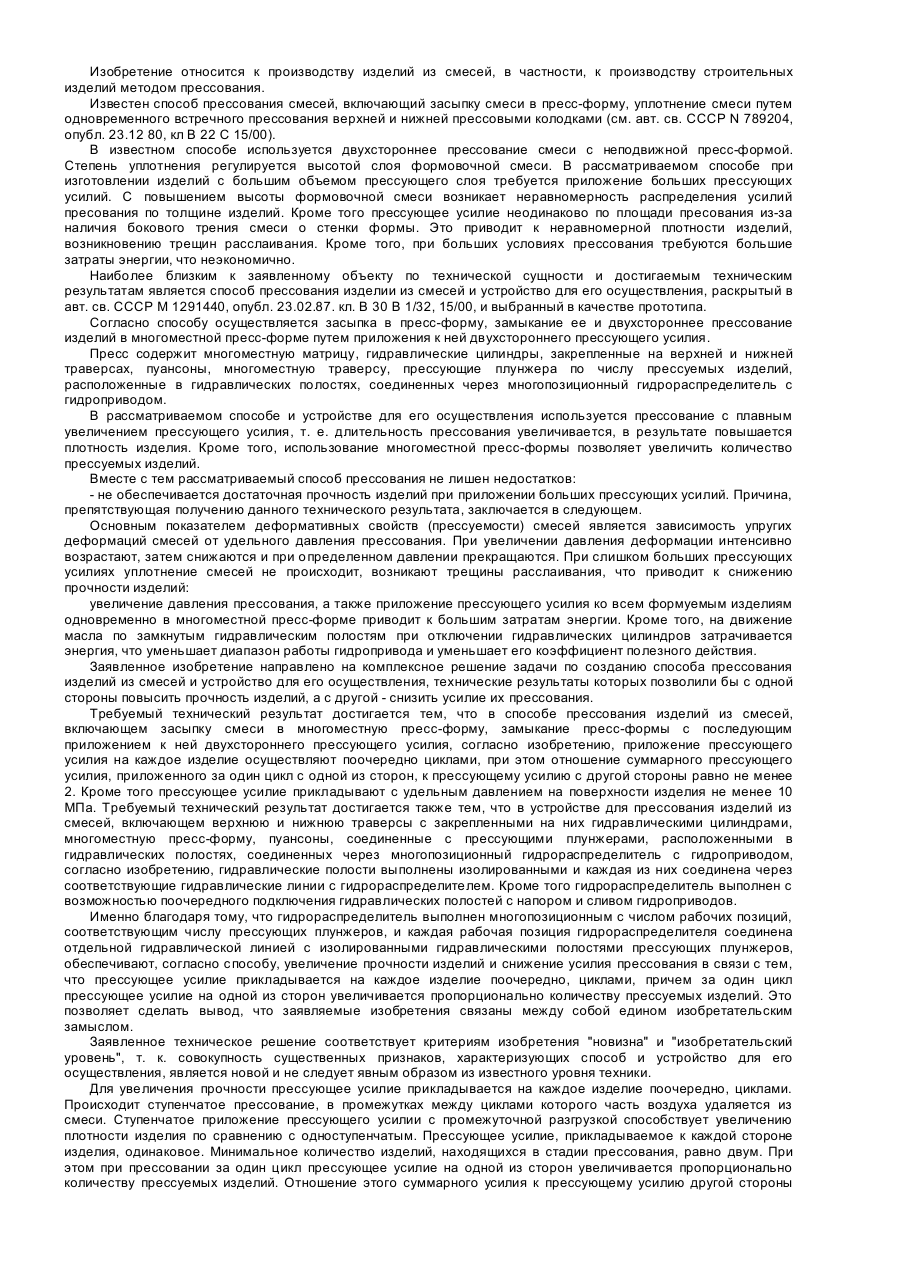
1. Способ выгрузки сыпучих материалов из бункера, включающий гравитационный выпуск материала через выгрузное отверстие бункера и сводообрушение в материале путем воздействия непрерывной струей сжатого газа и упругой вибрацией стенки бункера, отличающийся тем, что, с целью интенсификации выгрузки, на материал дополнительно воздействуют пульсирующей струей сжатого газа и ударной вибрацией стенки бункера, причем воздействия осуществляют...
Пристрій для вакуумного пресування виробів з армованих пластиків
Номер патенту: 8928
Опубліковано: 30.09.1996
Автори: Павлов Геннадій Олексійович, Стефанов Ігор Михайлович, Романова Ларіса Петрівна, Никитин Георгій Денисович
МПК: B29C 43/00
Мітки: вакуумного, виробів, армованих, пристрій, пресування, пластиків
Формула / Реферат:
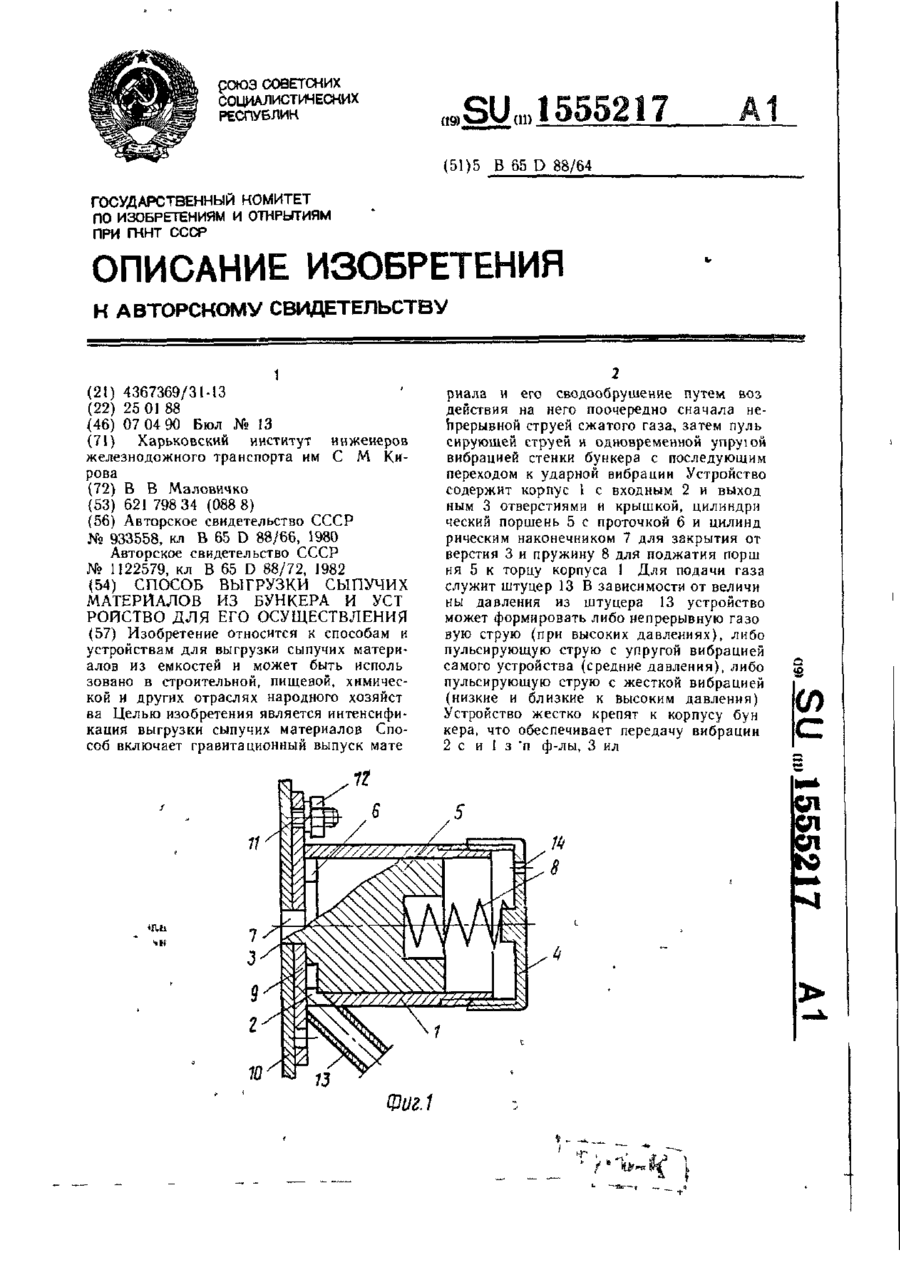
1. Устройство для вакуумного прессования изделий из армированных пластиков, содержащее жесткую матрицу и деформируемый пуансон с узлом их сочленения, образующие вакуумную камеру высотой, превышающей толщину заготовки изделия, отличающееся тем, что, с целью снижения эксплуатационных расходов и повышения качества изделия за счет передачи давления от центра к периферии, матрица и пуансон снабжены дополнительными участками, образующими в...
Спосіб сушки виробів з капілярно-пористих матеріалів і пристрій для його здійснення
Номер патенту: 13069
Опубліковано: 28.02.1997
Автор: Пряхін Віктор Яковлевич
Мітки: пристрій, капілярно-пористих, виробів, спосіб, здійснення, матеріалів, сушки
Формула / Реферат:
1. Способ сушки изделий из капиллярно-пористых материалов, включающий предварительный нагрев теплоносителя и введение его в зону обработки, перемещение высушиваемых изделий в зону обработки и прокалку, отличающийся тем, что перемещение высушиваемых изделий в зону обработки осуществляется путем их непрерывной подачи после прогрева теплоносителя, а контактную сушку осуществляют в среде расплавленного парафина при его постоянном...
Спосіб одержання суміши сипучих матеріалів та пристрій для його здійснення
Номер патенту: 14561
Опубліковано: 20.01.1997
Автори: Роменський Ігор Васильович, Коваленко Лариса Віталіївна, Верич Євген Дмитрийович, Шевченко Ігор Миколайович
МПК: B01F 3/00
Мітки: суміші, одержання, спосіб, пристрій, сипучих, матеріалів, здійснення
Формула / Реферат:
1. Способ получения смеси сыпучих материалов, включающий формирование смеси компонентов в виде горизонтально расположенных слоев, перевод слоев смеси из горизонтального положения в вертикальное, отбор слоев смеси с их торцов и последующее их перемешивание, отличающийся тем, что отбор слоев смеси осуществляют одновременно из каждого слоя равными порциями.2. Устройство для получения смеси сыпучих материалов, состоящее из контейнера...
Наступний патент: Волоконно-оптичний пристрій для вимірювання сили електричного струму
Випадковий патент: Сорбційно-ємнісний датчик вологості газів