Пристрій для вакуумного пресування виробів з армованих пластиків
Номер патенту: 8928
Опубліковано: 30.09.1996
Автори: Романова Ларіса Петрівна, Павлов Геннадій Олексійович, Никитин Георгій Денисович, Стефанов Ігор Михайлович
Формула / Реферат
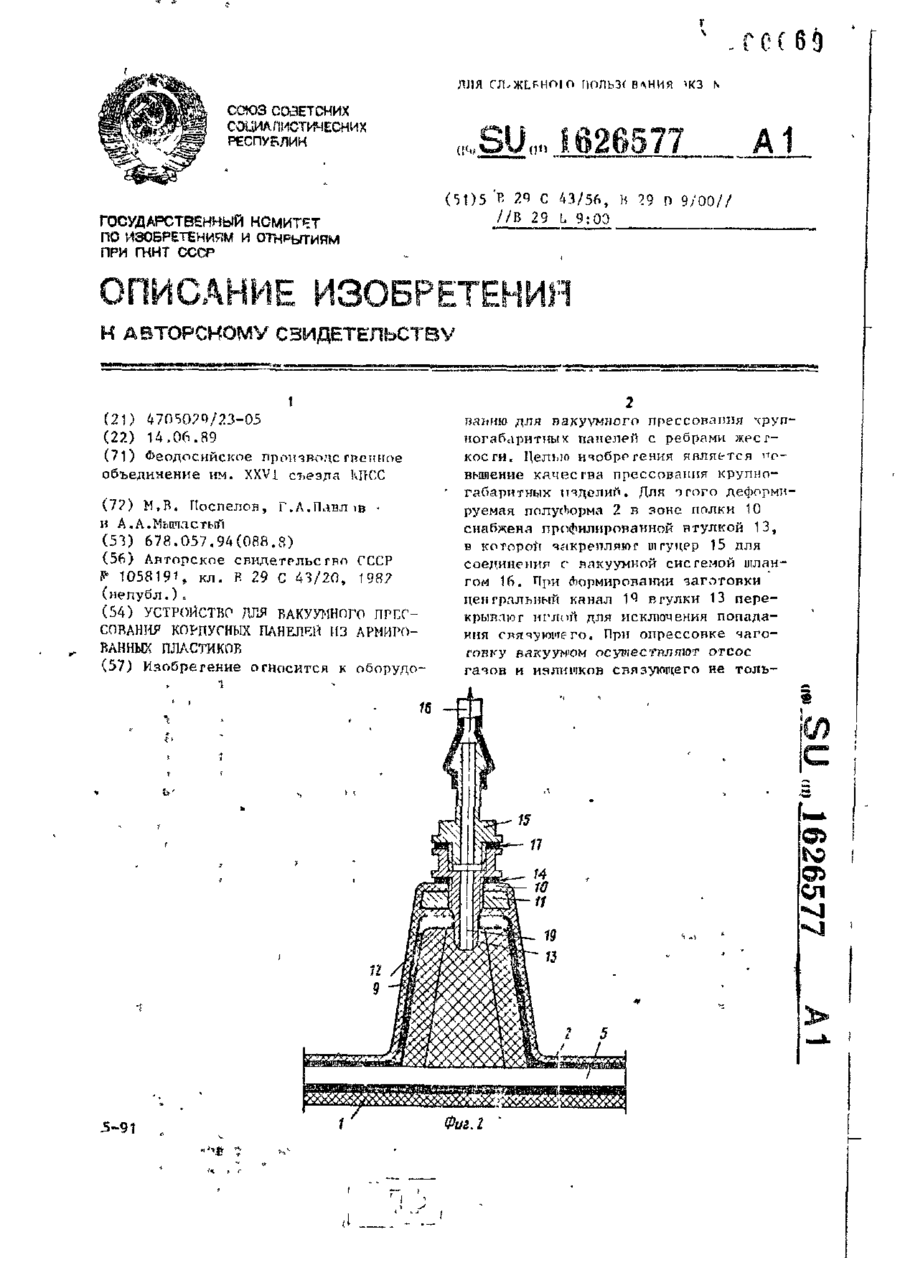
1. Устройство для вакуумного прессования изделий из армированных пластиков, содержащее жесткую матрицу и деформируемый пуансон с узлом их сочленения, образующие вакуумную камеру высотой, превышающей толщину заготовки изделия, отличающееся тем, что, с целью снижения эксплуатационных расходов и повышения качества изделия за счет передачи давления от центра к периферии, матрица и пуансон снабжены дополнительными участками, образующими в узле сочленения по периметру изделия замкнутую вакуумную полость, сообщающуюся с вакуумной камерой, причем рабочая поверхность пуансона выполнена по форме изделия.
2. Устройство по п. 1, отличающееся тем, что вакуумная полость имеет высоту не менее толщины изделия, а ее ширина определяется по формуле
где b - ширина вакуумной полости;
Е - модуль нормальной упругости материала дополнительного участка пуансона;
d - толщина дополнительного участка пуансона;
t - высота вакуумной камеры;
S - толщина изделия;
g3 - заданное давление прессования.
Текст
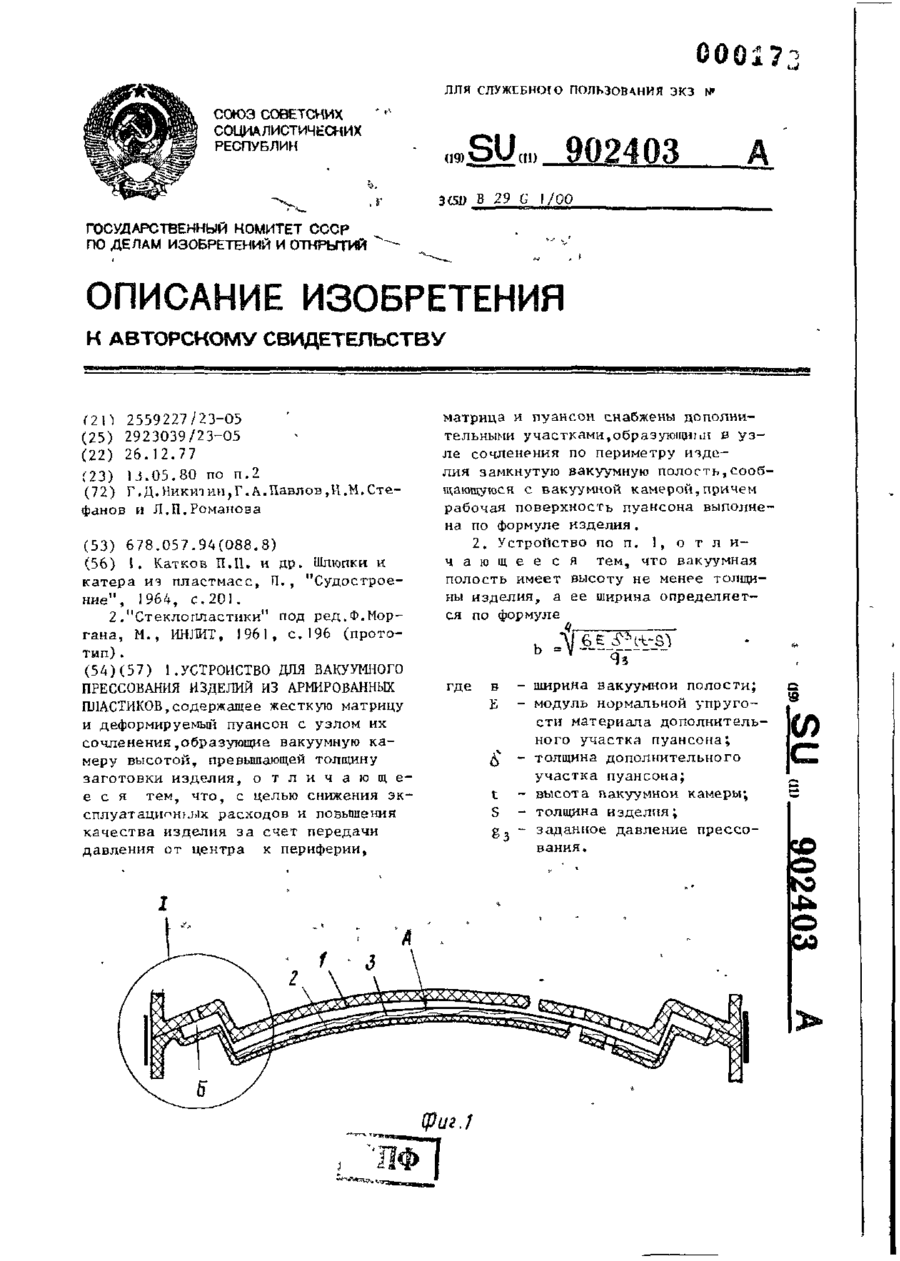
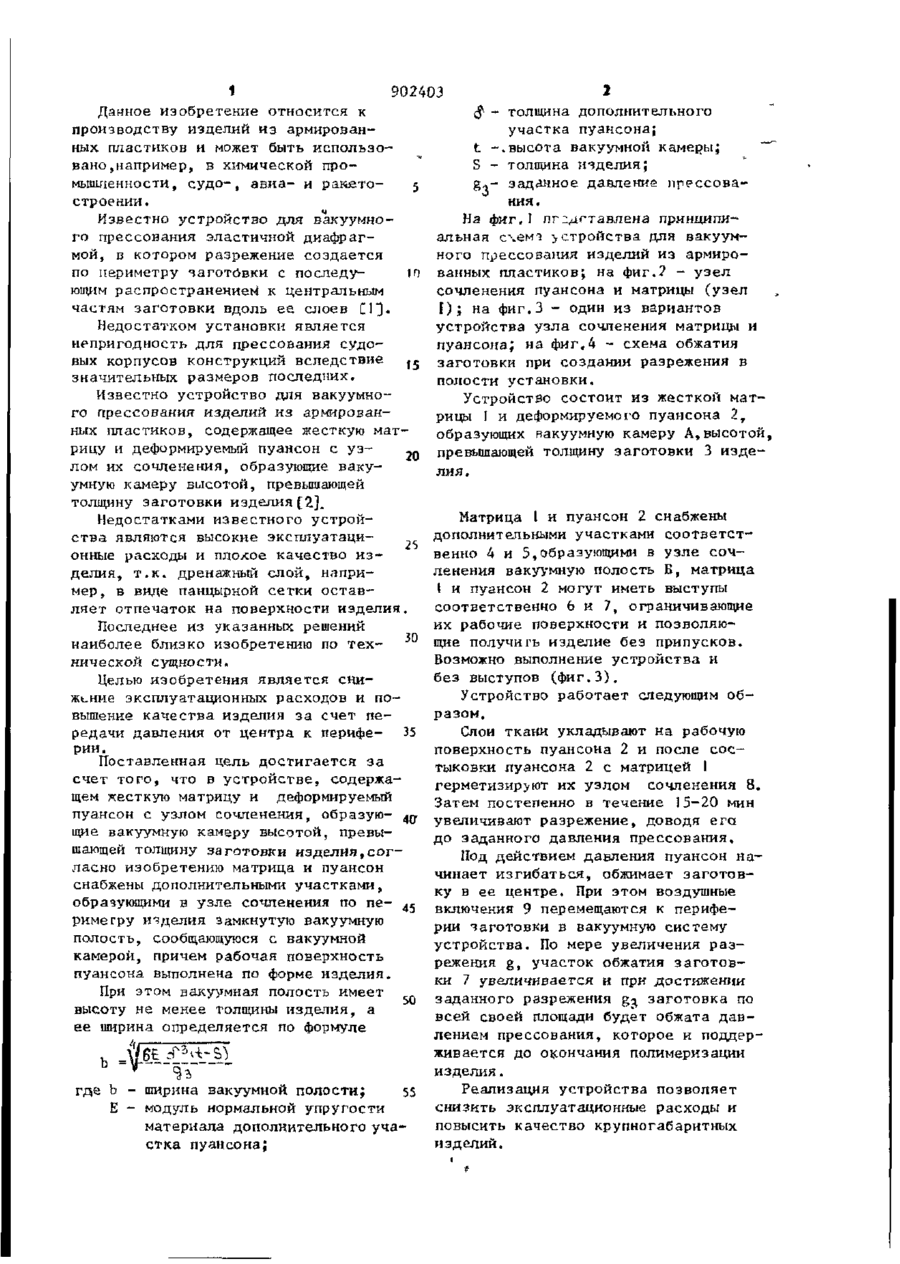
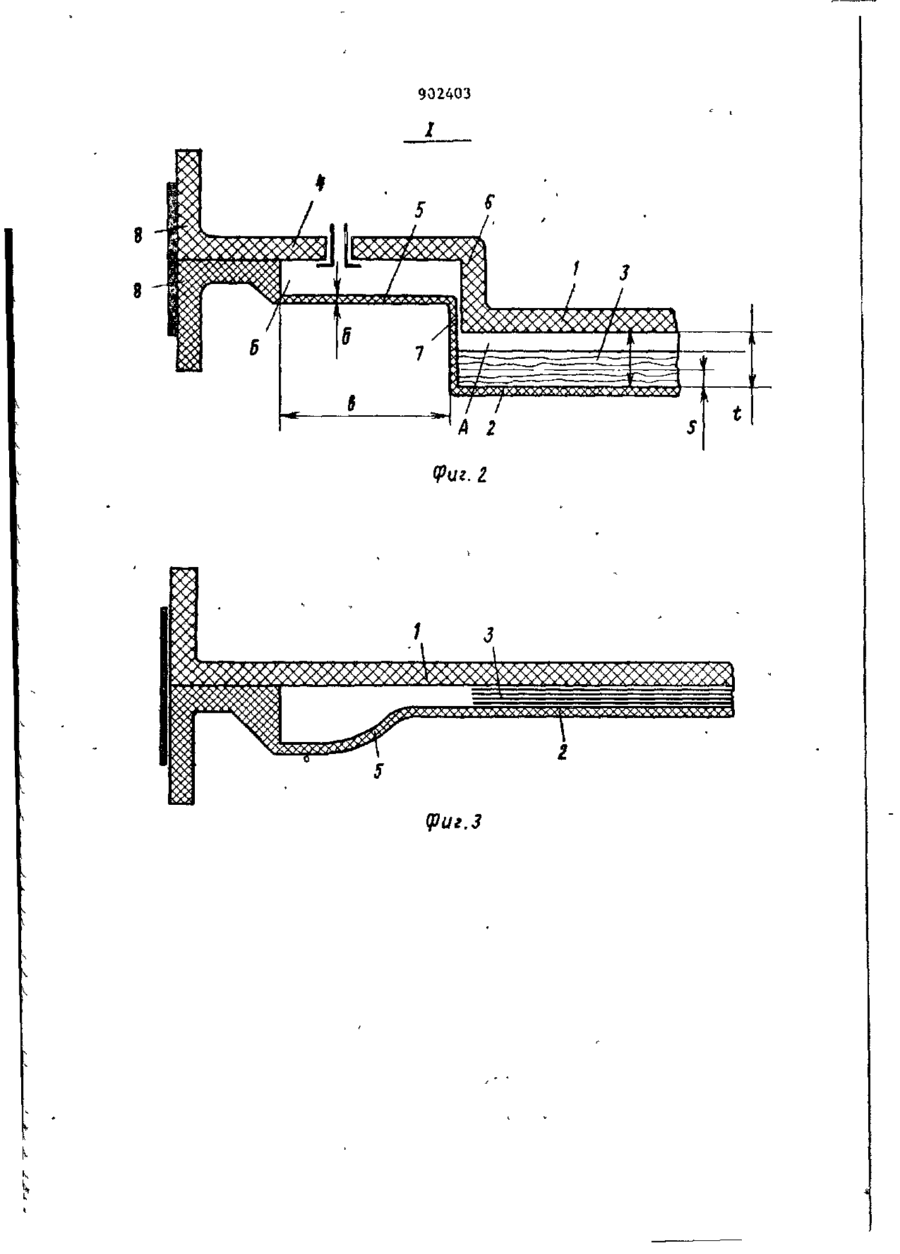
0001? ЛЛЯ СЛУЖЕБНОГО ПОЛЬЗОВЛНИЯ ЭКЗ N » СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК 3C5D В 29 G 1/00 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (2\) 2559227/23-05 (25) 2923039/23-05 (22) 2 6 . 1 2 . 7 7 Ґ23) 1 3 . 0 5 . 8 0 по п . 2 (72) Г.Д.Никитин,Г.А.Павлов,И.М.Стефанов и Л.П.Романова (53) 6 7 8 . 0 5 7 . 9 4 ( 0 8 8 . 8 ) (56) 1. Катков П.П. и д р . Шлюпки и к а т е р а из п л а с т м а с с , П., "Судостроен и е " , 1964, с . 2 0 1 . 2 . " С т е к л о п л а с т и к и " под ред.Ф.Морг а н а , М., ИНЛИТ, 1961, с.196 (прототип) . ( 5 4 ) ( 5 7 ) 3.УСТРОЙСТВО ДЛЯ ВАКУУМНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ ПЛАСТИКОВ,содержащее жесткую матрицу и деформируемый пуансон с узлом их сочленения,образующие вакуумную к а меру высотой, превышающей толщину заготовки изделия, о т л и ч а ю щ е е с я тем, ч т о , с целью снижения эксплуатационных расходов и повышения к а ч е с т в а изделия з а счет передачи давления от центра к периферии, матрица и пуансон снабжены дополнительными участками,образующими в у з ле сочленения по периметру и з д е лия замкнутую вакуумную п о л о с т ь , с о о б щающуюся с вакуумной камерой,причем рабочая поверхность пуансона выполнена по формуле изделия, 2. Устройство по п. 1, о т л и ч а ю щ е е ся тем, что вакуумная полость имеет высоту не менее толщины изделия, а ее ширина определяется по формуле ь где в Е - ширина вакуумной полости; - модуль нормальной упругости материала дополнительного участка пуансона; ^ - толщина дополнительного участка пуансона; t - высота пакуумнои камеры; S - толщина изделия; g , - заданное давление прессования. О го (риг.1 902403 Данное изобретение относится к производству изделий из армированных пластиков и может быть использовано,например, в химической промышленности, судо-, авиа- и ракетостроении. Известно устройство для вакуумного прессования эластичной диафрагмой, в котором разрежение создается по периметру заготовки с последую 10 ющим распространение^ к центральным частям заготовки вдоль ее слоев С П Недостатком установки является непригодность для прессования судовых корпусов конструкций вследствие значительных размеров последних. Известно устройство для вакуумного прессования изделий из армированных пластиков, содержащее жесткую мат' рицу и деформируемый пуансон с уз20 лом их сочленения, образующие вакуумную камеру высотой, превышающей толщину заготовки изделия [2]. ( - толщина дополнительного У участка пуансона; t -.высота вакуумной камеры; ~~" S - толщина изделия; заданное давление прессоваg, ния. На фиг.I пг^дгтавлена принципиальная схемі >стройства для вакуумного прессования изделий из армированных пластиков; на фиг.? - узел сочленения пуансона и матрицы (узел I ) ; на фиг.З - один из вариантов устройства узла сочленения матрицы и пуансона; на фиг.4 - схема обжатия заготовки при создании разрежения в полости установки. Устройство состоит из жесткой матрицы I и деформируемого пуансона 2, образующих вакуумную камеру А,высотой, превышающей толщину заготовки 3 изделия. Матрица 1 и пуансон 2 снабжены Недостатками известного устройдополнительными участками соответстства являются высокие эксплуатацивенно 4 и 5,образующими в узле сочонные расходы и плохое качество изленения вакуумную полость Б, матрица делия, т.к. дренажный слой, напри\ и пуансон 2 могут иметь выступы мер, в виде панцырной сетки оставсоответственно 6 и 7, ограничивающие ляет отпечаток на поверхности изделия их рабочие поверхности и позволяюПоследнее из указанных решений щие получить изделие без припусков. наиболее близко изобретению по техВозможно выполнение устройства и нической суш,ности. без выступов (фиг.З). Целью изобретения является сниУстройство работает следующим обжение эксплуатационных расходов и поразом. вышение качества изделия за счет передачи давления от центра к перифе- 35 Слои ткани укладывают на рабочую рии. поверхность пуансона 2 и после сосПоставленная цель достигается за тыковки пуансона 2 с матрицей 1 счет того, что в устройстве, содержагерметизируют их узлом сочленения 8. щем жесткую матрицу и деформируемый Затем постепенно в течение 15-20 мин пуансон с узлом сочленения, образую- 40- увеличивают разрежение, доводя era щие вакуумную камеру высотой, превыдо заданного давления прессования. шающей толщину заготовки изделия,согПод действием давления пуансон наласно изобретению матрица и пуансон чинает изгибаться, обжимает заготовснабжены дополнительными участками, ку в ее центре. При этом воздушные образующими в узле сочленения по пе- 45 включения 9 перемещаются к перифериметру изделия замкнутую вакуумную рии заготовкив вакуумную систему полость, сообщающуюся с вакуумной устройства. По мере увеличения разкамерой, причем рабочая поверхность режения g, участок обжатия заготовпуансона выполнена по форме изделия. ки 7 увеличивается и при достижении При этом вакуумная полость имеет S0 заданного разрежения g^ заготовка по высоту не менее толщины изделия, а всей своей площади будет обжата давее ширина определяется по формуле лением прессования, которое и поддерживается до окончания полимеризации изделия. Реализация устройства позволяет где b ширина вакуумной полости; 55 снизить эксплуатационные расходы и Е модуль нормальной упругости повысить качество крупногабаритных материала дополнительного учаизделий. стка пуансона; (риг. I фиг.З 902403 \ 41 \ Л-Г--Л A 1 W ,' к У "!? * >i ' ? 3 Редактор С.Никольская Составитель Р.Оганов Техред А. Бабинец Корректор И.Муска Заказ 2250/ДСП Тираж 525 Подписное ВНИИПИ Государственного ко^-оітета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Филиал П П "Патент", г. Ужгород, ул. Проектная, 4 П
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for vacuum pressing of articles made of reinforced plastics
Автори англійськоюPavlov Hennadii Oleksiiovych, Stefanov Ihor Mykhailovych, Romanova Larisa Petrivna
Назва патенту російськоюУстройство для вакуумного прессования изделий из армированных пластиков
Автори російськоюПавлов Геннадий Алексеевич, Стефанов Игорь Михайлович, Романова Лариса Петровна
МПК / Мітки
МПК: B29C 43/00
Мітки: пресування, пристрій, пластиків, виробів, армованих, вакуумного
Код посилання
<a href="https://ua.patents.su/4-8928-pristrijj-dlya-vakuumnogo-presuvannya-virobiv-z-armovanikh-plastikiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вакуумного пресування виробів з армованих пластиків</a>
Пристрій для вакуумного пресування виробів з армованих пластиків

Номер патенту: 8934
Опубліковано: 30.09.1996
Автори: Поспелов Михайло Володимирович, Павлов Геннадій Олексійович
МПК: B29C 43/20, B29C 43/32, B29L 9/00
Мітки: пресування, пластиків, армованих, вакуумного, пристрій, виробів
Формула / Реферат:
Устройство для вакуумного прессования изделий из армированных пластиков, содержащее жесткую матрицу с соединительным фланцем и эластичный пуансон в виде чехла и расположенного по его периметру каркаса из уголка, одна полка которого герметично приклеена к чехлу, а другая образует соединительный фланец, отогнутый в противоположную от фланца матрицы сторону, с получением из них соединительного пояса, на который наклеена герметизирующая...
Пристрій для вакуумного пресування корпусних панелей з армованих пластиків
Номер патенту: 8932
Опубліковано: 30.09.1996
Автори: Павлов Геннадій Олексійович, Мишастий Олександр Анатолійович, Поспелов Михайло Володимирович
МПК: B29L 9/00, B32B 37/10, B29C 43/32
Мітки: пристрій, корпусних, армованих, панелей, пластиків, вакуумного, пресування
Формула / Реферат:
1. Устройство для вакуумного прессования корпусных панелей из армированных пластиков. содержащее пресс-форму из жесткой и деформируемой полуформ, последняя из которых выполнена с формообразующими П-образными элементами для получения ребер жесткости панели, средства герметизации контура полуформ и штуцеры для соединения полости пресс-формы с системой вакуумирования, отличающееся тем, что, с целью повышения качества панелей, оно снабжено...
Пристрій для вакуумного формування виробів з шаруватих пластиків
Номер патенту: 8933
Опубліковано: 30.09.1996
Автори: Поспелов Михайло Володимирович, Павлов Геннадій Олексійович, Астахов Леонід Семенович
МПК: B29C 43/10, B29L 9/00
Мітки: пластиків, пристрій, шаруватих, формування, виробів, вакуумного
Формула / Реферат:
Устройство для вакуумного формования изделий из слоистых пластиков, содержащее жесткую матрицу, дренажный и разделительный слои, гибкий мешок со средствами уплотнения и крепления его по контуру матрицы и штуцер для соединения с системой вакуумирования, отличающееся тем, что, с целью повышения качества изготавливаемого изделия за счет обеспечения равномерной передачи нагрузки на матрицу, гибкий мешок снабжен соединенным с ним изнутри в...
Спосіб пресування виробів із сумішів і пристрій для його здійснення
Номер патенту: 3796
Опубліковано: 27.12.1994
Автори: Павленко Євгеній Антонович, Горбач Володимир Павлович, Самусенко Всеволод Іванович, Гончаров Володимир Васильович, Старенко Констянтин Миколайович, Олефиренко Віктор Никонович
МПК: B28B 3/02
Мітки: пристрій, сумішів, здійснення, виробів, спосіб, пресування
Формула / Реферат:
1. Способ прессования изделий из смесей, включающий засыпку в многоместную пресс-форму, замыкание пресс-формы с последующим приложением к ней двухстороннего прессующего усилия, отличающийся тем, что приложение прессующего усилия на каждое изделие осуществляют поочередно циклами, при этом отношение суммарного прессующего усилия, приложенного за один цикл с одной из сторон к прессующему усилию с другой стороны равно не менее 2.2....
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Данільцев Володимир Григорович, Соловйов Валерій Борисович, Шопен Олександр Борисович, Голованевський Аркадій Ізрайлевич, Божко Борис Миколайович
МПК: B29L 23/20, B29K 105/08, B29C 53/00
Мітки: пластмас, труб, пристрій, неперервного, виготовлення, армованих
Формула / Реферат:
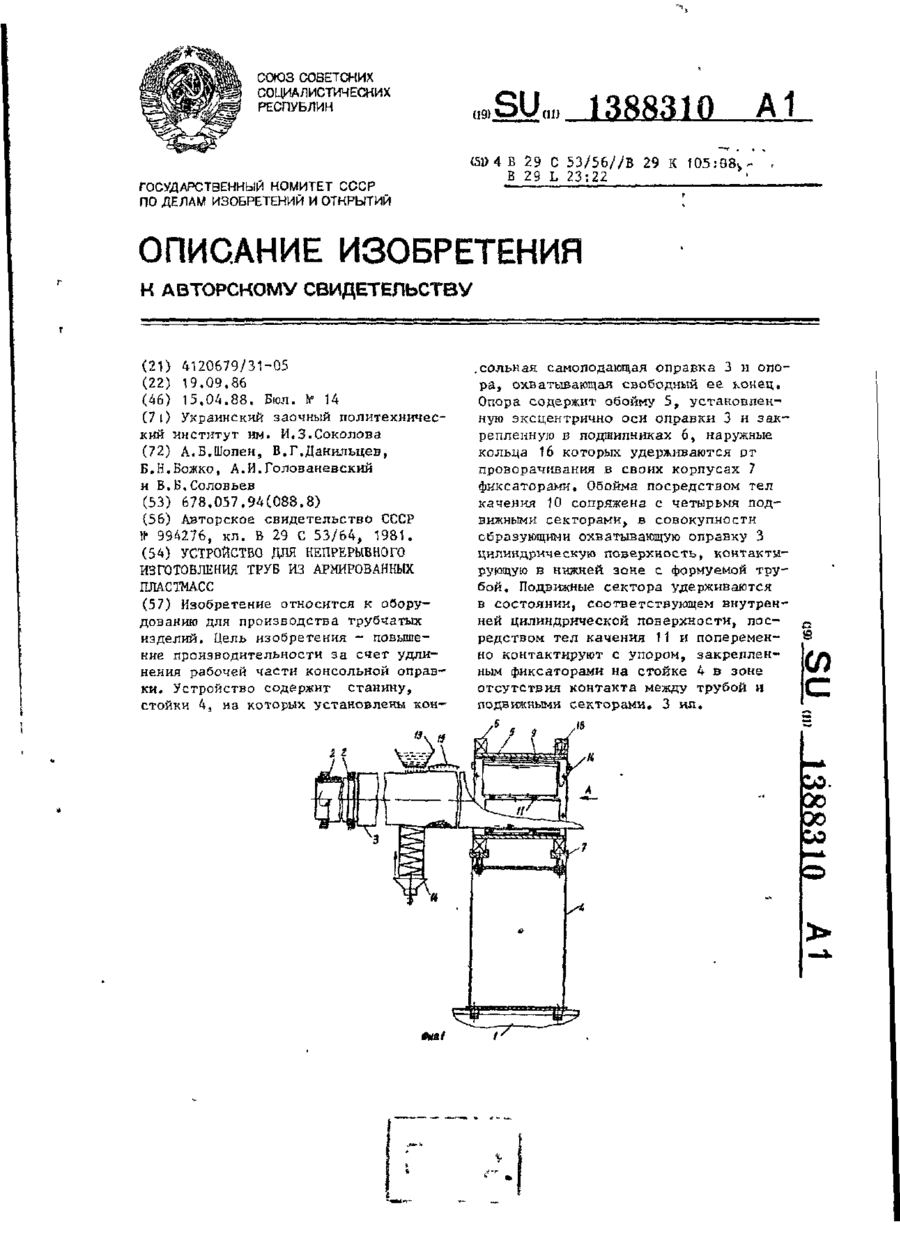
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Попередній патент: Очисник головок коренеплодів
Наступний патент: Устева головка для випробувачів пластів
Випадковий патент: Спосіб приготування рідкого біопалива для дизелів на основі рослинних олій