Багатопозиційний пристрій для роз’єднання і підготовки кокілей при відцентровому литті
Номер патенту: 4132
Опубліковано: 27.12.1994
Автори: Кулик Владислав Володимирович, Казберч Леонід Антонович
Формула / Реферат
Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, содержащее стол с приводом и фиксатором, силовой цилиндр с ловителем и механизм разъема и подготовки кокилей, имеющий толкатель с головкой в нижней части, расположенный по центру станины и взаимодействующий с ловителем силового цилиндра, отличающееся тем, что оно снабжено подвижной муфтой, размещенной в средней части толкателя, коромыслом, расположенным в верхней части толкателя и тягами, шарнирно соединенными с подвижной муфтой, при этом механизм разъема кокиля выполнен о виде ложемента с фигурными гнездами и секторными захватами, закрепленными на осях станины в горизонтальной плоскости с возможностью вращения и взаимодействия с коромыслом и тягами, причем величина свободного хода толкателя равна не менее величины высоты замка кокиля и не более 1/4 внутреннего диаметра кокиля.
Текст
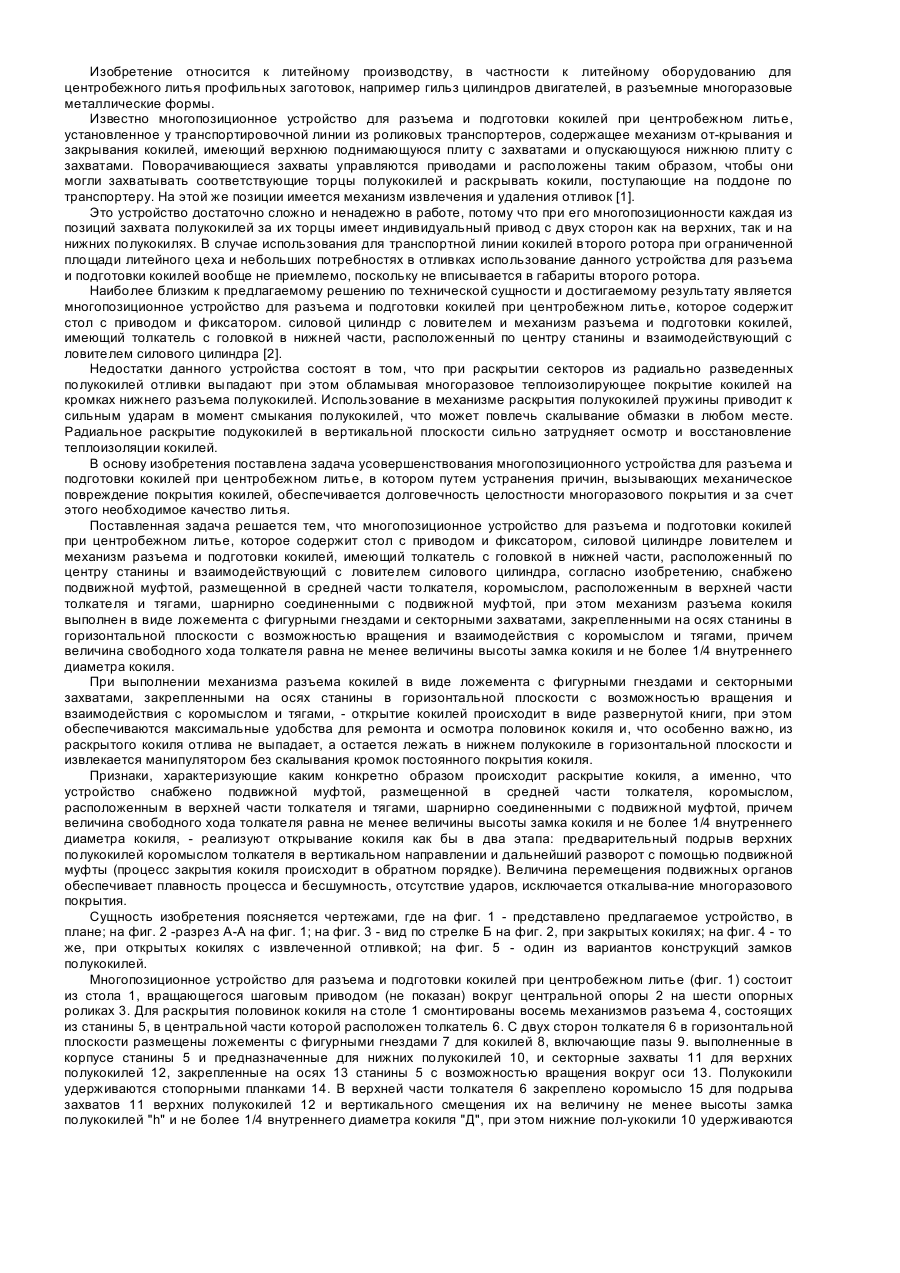
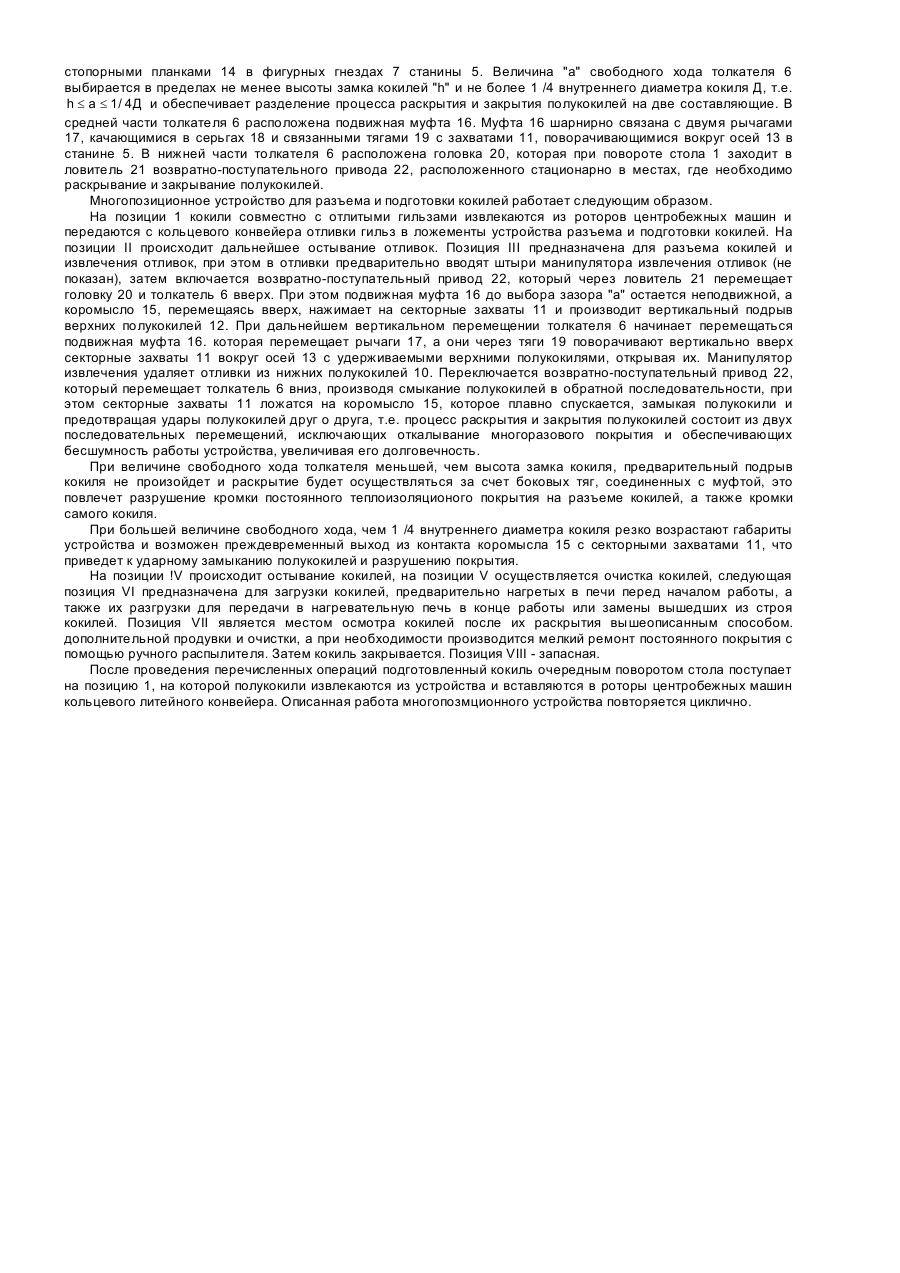
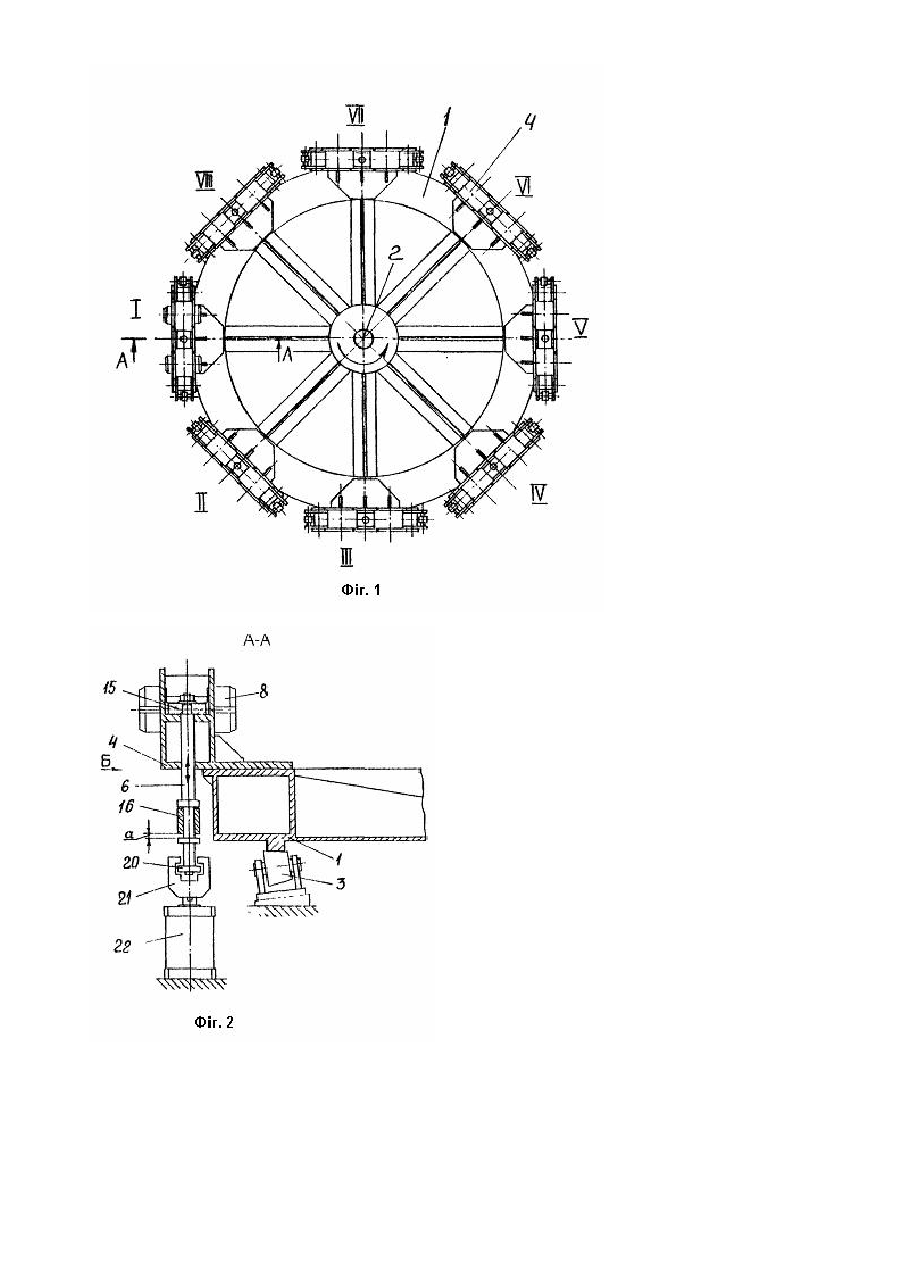
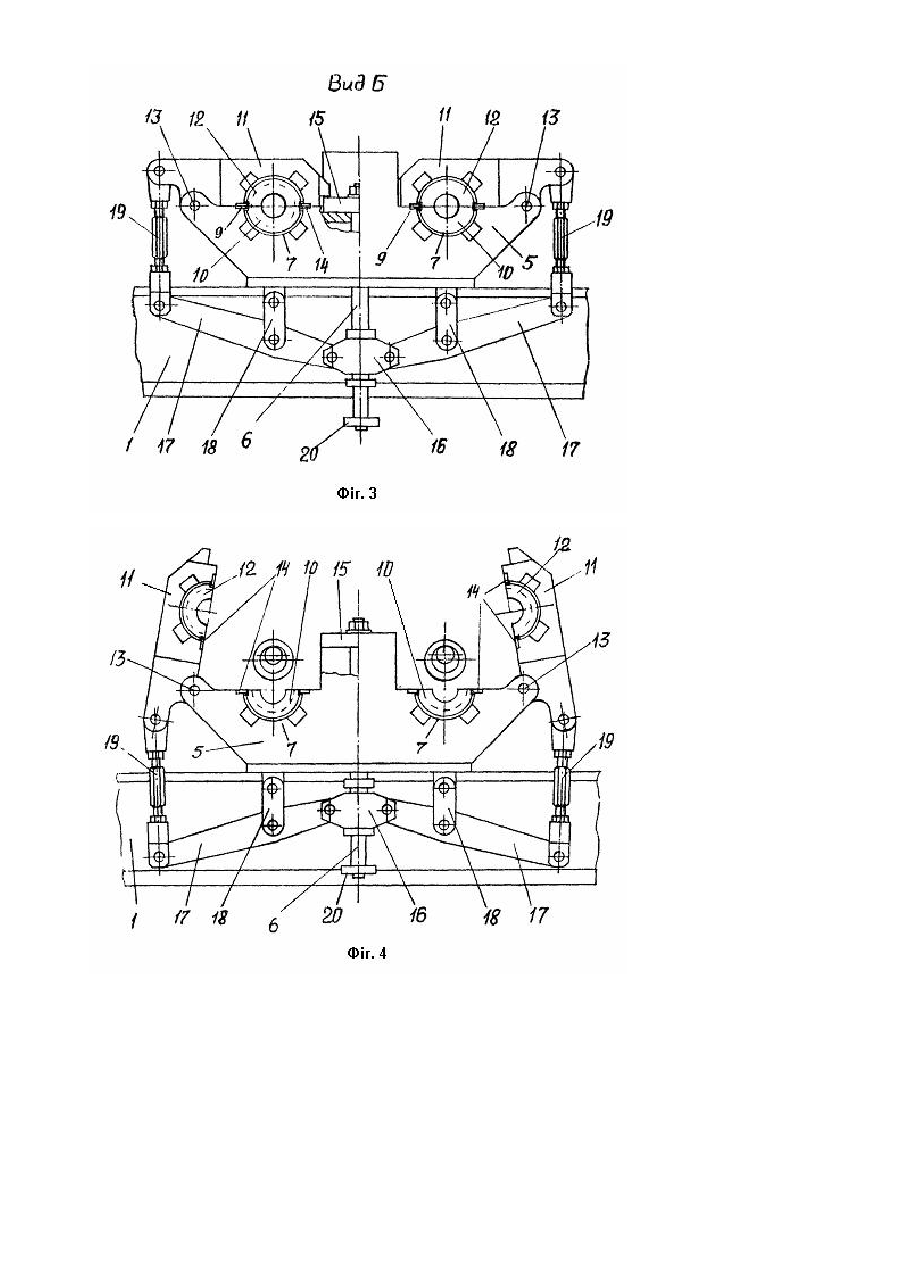
Изобретение относится к литейному производству, в частности к литейному оборудованию для центробежного литья профильных заготовок, например гильз цилиндров двигателей, в разъемные многоразовые металлические формы. Известно многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, установленное у транспортировочной линии из роликовых транспортеров, содержащее механизм от-крывания и закрывания кокилей, имеющий верхнюю поднимающуюся плиту с захватами и опускающуюся нижнюю плиту с захватами. Поворачивающиеся захваты управляются приводами и расположены таким образом, чтобы они могли захватывать соответствующие торцы полукокилей и раскрывать кокили, поступающие на поддоне по транспортеру. На этой же позиции имеется механизм извлечения и удаления отливок [1]. Это устройство достаточно сложно и ненадежно в работе, потому что при его многопозиционности каждая из позиций захвата полукокилей за их торцы имеет индивидуальный привод с двух сторон как на верхних, так и на нижних полукокилях. В случае использования для транспортной линии кокилей второго ротора при ограниченной площади литейного цеха и небольших потребностях в отливках использование данного устройства для разъема и подготовки кокилей вообще не приемлемо, поскольку не вписывается в габариты второго ротора. Наиболее близким к предлагаемому решению по технической сущности и достигаемому результату является многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, которое содержит стол с приводом и фиксатором. силовой цилиндр с ловителем и механизм разъема и подготовки кокилей, имеющий толкатель с головкой в нижней части, расположенный по центру станины и взаимодействующий с ловителем силового цилиндра [2]. Недостатки данного устройства состоят в том, что при раскрытии секторов из радиально разведенных полукокилей отливки выпадают при этом обламывая многоразовое теплоизолирующее покрытие кокилей на кромках нижнего разъема полукокилей. Использование в механизме раскрытия полукокилей пружины приводит к сильным ударам в момент смыкания полукокилей, что может повлечь скалывание обмазки в любом месте. Радиальное раскрытие подукокилей в вертикальной плоскости сильно затрудняет осмотр и восстановление теплоизоляции кокилей. В основу изобретения поставлена задача усовершенствования многопозиционного устройства для разъема и подготовки кокилей при центробежном литье, в котором путем устранения причин, вызывающих механическое повреждение покрытия кокилей, обеспечивается долговечность целостности многоразового покрытия и за счет этого необходимое качество литья. Поставленная задача решается тем, что многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, которое содержит стол с приводом и фиксатором, силовой цилиндре ловителем и механизм разъема и подготовки кокилей, имеющий толкатель с головкой в нижней части, расположенный по центру станины и взаимодействующий с ловителем силового цилиндра, согласно изобретению, снабжено подвижной муфтой, размещенной в средней части толкателя, коромыслом, расположенным в верхней части толкателя и тягами, шарнирно соединенными с подвижной муфтой, при этом механизм разъема кокиля выполнен в виде ложемента с фигурными гнездами и секторными захватами, закрепленными на осях станины в горизонтальной плоскости с возможностью вращения и взаимодействия с коромыслом и тягами, причем величина свободного хода толкателя равна не менее величины высоты замка кокиля и не более 1/4 внутреннего диаметра кокиля. При выполнении механизма разъема кокилей в виде ложемента с фигурными гнездами и секторными захватами, закрепленными на осях станины в горизонтальной плоскости с возможностью вращения и взаимодействия с коромыслом и тягами, - открытие кокилей происходит в виде развернутой книги, при этом обеспечиваются максимальные удобства для ремонта и осмотра половинок кокиля и, что особенно важно, из раскрытого кокиля отлива не выпадает, а остается лежать в нижнем полукокиле в горизонтальной плоскости и извлекается манипулятором без скалывания кромок постоянного покрытия кокиля. Признаки, характеризующие каким конкретно образом происходит раскрытие кокиля, а именно, что устройство снабжено подвижной муфтой, размещенной в средней части толкателя, коромыслом, расположенным в верхней части толкателя и тягами, шарнирно соединенными с подвижной муфтой, причем величина свободного хода толкателя равна не менее величины высоты замка кокиля и не более 1/4 внутреннего диаметра кокиля, - реализуют открывание кокиля как бы в два этапа: предварительный подрыв верхних полукокилей коромыслом толкателя в вертикальном направлении и дальнейший разворот с помощью подвижной муфты (процесс закрытия кокиля происходит в обратном порядке). Величина перемещения подвижных органов обеспечивает плавность процесса и бесшумность, отсутствие ударов, исключается откалыва-ние многоразового покрытия. Сущность изобретения поясняется чертежами, где на фиг. 1 - представлено предлагаемое устройство, в плане; на фиг. 2 -разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2, при закрытых кокилях; на фиг. 4 - то же, при открытых кокилях с извлеченной отливкой; на фиг. 5 - один из вариантов конструкций замков полукокилей. Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье (фиг. 1) состоит из стола 1, вращающегося шаговым приводом (не показан) вокруг центральной опоры 2 на шести опорных роликах 3. Для раскрытия половинок кокиля на столе 1 смонтированы восемь механизмов разъема 4, состоящих из станины 5, в центральной части которой расположен толкатель 6. С двух сторон толкателя 6 в горизонтальной плоскости размещены ложементы с фигурными гнездами 7 для кокилей 8, включающие пазы 9. выполненные в корпусе станины 5 и предназначенные для нижних полукокилей 10, и секторные захваты 11 для верхних полукокилей 12, закрепленные на осях 13 станины 5 с возможностью вращения вокруг оси 13. Полукокили удерживаются стопорными планками 14. В верхней части толкателя 6 закреплено коромысло 15 для подрыва захватов 11 верхних полукокилей 12 и вертикального смещения их на величину не менее высоты замка полукокилей "h" и не более 1/4 внутреннего диаметра кокиля "Д", при этом нижние пол-укокили 10 удерживаются стопорными планками 14 в фигурных гнездах 7 станины 5. Величина "а" свободного хода толкателя 6 выбирается в пределах не менее высоты замка кокилей "h" и не более 1 /4 внутреннего диаметра кокиля Д, т.е. h £ a £ 1 / 4 Д и обеспечивает разделение процесса раскрытия и закрытия полукокилей на две составляющие. В средней части толкателя 6 расположена подвижная муфта 16. Муфта 16 шарнирно связана с двумя рычагами 17, качающимися в серьгах 18 и связанными тягами 19 с захватами 11, поворачивающимися вокруг осей 13 в станине 5. В нижней части толкателя 6 расположена головка 20, которая при повороте стола 1 заходит в ловитель 21 возвратно-поступательного привода 22, расположенного стационарно в местах, где необходимо раскрывание и закрывание полукокилей. Многопозиционное устройство для разъема и подготовки кокилей работает следующим образом. На позиции 1 кокили совместно с отлитыми гильзами извлекаются из роторов центробежных машин и передаются с кольцевого конвейера отливки гильз в ложементы устройства разъема и подготовки кокилей. На позиции II происходит дальнейшее остывание отливок. Позиция III предназначена для разъема кокилей и извлечения отливок, при этом в отливки предварительно вводят штыри манипулятора извлечения отливок (не показан), затем включается возвратно-поступательный привод 22, который через ловитель 21 перемещает головку 20 и толкатель 6 вверх. При этом подвижная муфта 16 до выбора зазора "а" остается неподвижной, а коромысло 15, перемещаясь вверх, нажимает на секторные захваты 11 и производит вертикальный подрыв верхних полукокилей 12. При дальнейшем вертикальном перемещении толкателя 6 начинает перемещаться подвижная муфта 16. которая перемещает рычаги 17, а они через тяги 19 поворачивают вертикально вверх секторные захваты 11 вокруг осей 13 с удерживаемыми верхними полукокилями, открывая их. Манипулятор извлечения удаляет отливки из нижних полукокилей 10. Переключается возвратно-поступательный привод 22, который перемещает толкатель 6 вниз, производя смыкание полукокилей в обратной последовательности, при этом секторные захваты 11 ложатся на коромысло 15, которое плавно спускается, замыкая полукокили и предотвращая удары полукокилей друг о друга, т.е. процесс раскрытия и закрытия полукокилей состоит из двух последовательных перемещений, исключающих откалывание многоразового покрытия и обеспечивающих бесшумность работы устройства, увеличивая его долговечность. При величине свободного хода толкателя меньшей, чем высота замка кокиля, предварительный подрыв кокиля не произойдет и раскрытие будет осуществляться за счет боковых тяг, соединенных с муфтой, это повлечет разрушение кромки постоянного теплоизоляционого покрытия на разъеме кокилей, а также кромки самого кокиля. При большей величине свободного хода, чем 1 /4 внутреннего диаметра кокиля резко возрастают габариты устройства и возможен преждевременный выход из контакта коромысла 15 с секторными захватами 11, что приведет к ударному замыканию полукокилей и разрушению покрытия. На позиции !V происходит остывание кокилей, на позиции V осуществляется очистка кокилей, следующая позиция VI предназначена для загрузки кокилей, предварительно нагретых в печи перед началом работы, а также их разгрузки для передачи в нагревательную печь в конце работы или замены вышедших из строя кокилей. Позиция VII является местом осмотра кокилей после их раскрытия вышеописанным способом. дополнительной продувки и очистки, а при необходимости производится мелкий ремонт постоянного покрытия с помощью ручного распылителя. Затем кокиль закрывается. Позиция VIII - запасная. После проведения перечисленных операций подготовленный кокиль очередным поворотом стола поступает на позицию 1, на которой полукокили извлекаются из устройства и вставляются в роторы центробежных машин кольцевого литейного конвейера. Описанная работа многопозмционного устройства повторяется циклично.
ДивитисяДодаткова інформація
Автори англійськоюKazberch Leonid Antonovych, Kulyk Vladyslav Volodymyrovych
Автори російськоюКазберч Леонид Антонович, Кулик Владислав Владимирович
МПК / Мітки
МПК: B22D 13/10, B22D 13/00
Мітки: литті, роз'єднання, багатопозиційний, відцентровому, кокілей, пристрій, підготовки
Код посилання
<a href="https://ua.patents.su/4-4132-bagatopozicijjnijj-pristrijj-dlya-rozehdnannya-i-pidgotovki-kokilejj-pri-vidcentrovomu-litti.html" target="_blank" rel="follow" title="База патентів України">Багатопозиційний пристрій для роз’єднання і підготовки кокілей при відцентровому литті</a>
Багатопозиційний пристрій для роз’єднання і підготовки кокілей при відцентровому литті
Номер патенту: 2021
Опубліковано: 20.12.1994
Автори: Злобін Валерій Пилипович, Казберч Леонід Антонович, Кулик Владислав Володимирович, Терехов Валерій Васильович
МПК: B22D 13/00
Мітки: багатопозиційний, кокілей, відцентровому, підготовки, роз'єднання, пристрій, литті
Формула / Реферат:
1. Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, содержащее каретку с захватами для подъема верхнего полукокиля, поддон с захватами для нижнего полукокиля, привод перемещения и механизм отвлечения отливок, отличающееся тем, что захваты поддона выполнены в виде съемных планок, закрепленных на поддоне, а захваты каретки установлены с возможностью свободного качания и взаимодействия с продольными наружными...
Установка для виготовлення та вибивки форм із сипучого матеріалу при литті по моделям, що газифікуються
Номер патенту: 1402
Опубліковано: 25.03.1994
Автори: Сінчугов Олександр Юр'євич, Хотян Владімір Ільіч, Валігура Анатолій Іванович, Шинський Олег Йосипович, Черненко Надія Георгієвна, Шульга Василь Тимофійович, Лозенко Віктор Іванович
МПК: B22D 29/00, B22C 9/04, B22C 7/00
Мітки: виготовлення, моделям, форм, матеріалу, литті, сипучого, установка, вибивки, газифікуються
Формула / Реферат:
Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям, содержащая от крытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока, отличающаяся тем, что она снабжена механизмом стыковки контейнера с бункером, представляющим собой направляющие, захватные органы и герметизирующий...
Спосіб підготовки виноградних щепів до стратифікації
Номер патенту: 2849
Опубліковано: 26.12.1994
Автор: Власов Олександр Васильович
МПК: A01G 17/00
Мітки: підготовки, щепів, виноградних, стратифікації, спосіб
Формула / Реферат:
Способ подготовки виноградных прививок к стратификации, включающий окунание верхней части прививки, включая место спайки, в воду и последующее парафинирование, отличающийся тем, что перед окунанием прививок в воде растворяют тиосульфат натрия до получения 0,6-1,2%-ного раствора.
Пристрій для очищення шахтного колодязя

Номер патенту: 1192
Опубліковано: 30.12.1993
Автор: Чеботарьов Григорій Аврамович
МПК: E03B 3/00
Мітки: очищення, пристрій, колодязя, шахтного
Формула / Реферат:
Устройство для очистки шахтного колодца, содержащее электродвигатель и корпус с заборным элементом, отличающееся тем, что в корпусе установлен цилиндрический кожухе окнами на боковой поверхности в верхней части, а заборный элемент выполнен в виде размещенного в цилиндрическом кожухе шнека, верхний конец которого соединен с электродвигателем, а нижний выведен из корпуса, при этом стенки корпуса выполнены из фильтрующего материала.
Пристрій для розрізання книжкових блоків на рівні частини
Номер патенту: 4288
Опубліковано: 27.12.1994
Автори: Жидецький Валерій Цезарійович, Полюдов Олександр Миколайович
МПК: B26D 1/01
Мітки: рівні, пристрій, частини, розрізання, блоків, книжкових
Формула / Реферат:
Устройство для разрезания книжных блоков на равные части по авт. св. № 1428570, отличающееся тем, что, с целью повышения долговечности путем обеспечения удаления бумажной пыли из зоны резания и направляющей станины, оно снабжено источником сжатого воздуха, направляющая станины выполнена с поперечными сквозными прорезями, соединенными между собой полостью, расположенной вдоль направляющей со стороны ножа противоположно его режущей кромке и...
Попередній патент: Стабілізатор-обмежувач напруги змінного струму
Наступний патент: Об’ємний блок
Випадковий патент: Затискач для підщепних чубуків