Кліть прокатного стану
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Хуго Фельдман, Герд Байсеманн, Фрідріх Холльманн, Хорст Гертнер
Формула / Реферат
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей мере на части бочки валков криволинейный контур, отличающаяся тем, что, с целью повышения эффективности регулирования профиля и формы полосового проката, криволинейный контур по всей длине бочек смещаемых валков выполнен так, что образующие каждого из указанных валков состоят из двух переходящих один в другой участков выпуклой и вогнутой формы, а образующие пары одноименных валков конгруэнтны.
2. Клеть по п. 1, отличающаясятем, что одноименные смещаемые валки имеют идентичный криволинейный контур,и развернуты относительно друг друга на 180°.
3. Клеть по пп. 1 и 2, отличающаяся тем, что переходящие друг в друга участки каждого смещаемого валка выполнены с радиусами одинаковой кривизны.
Текст
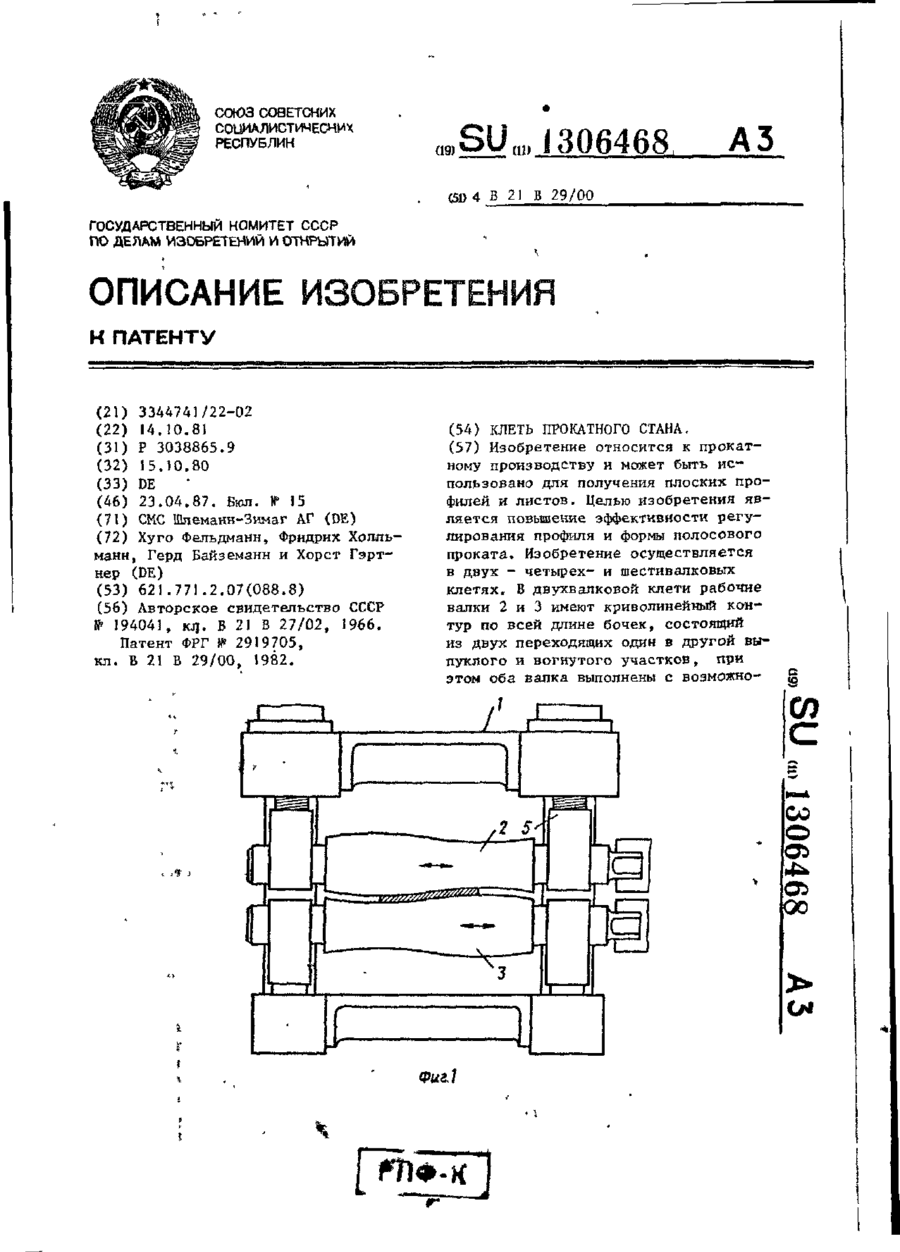
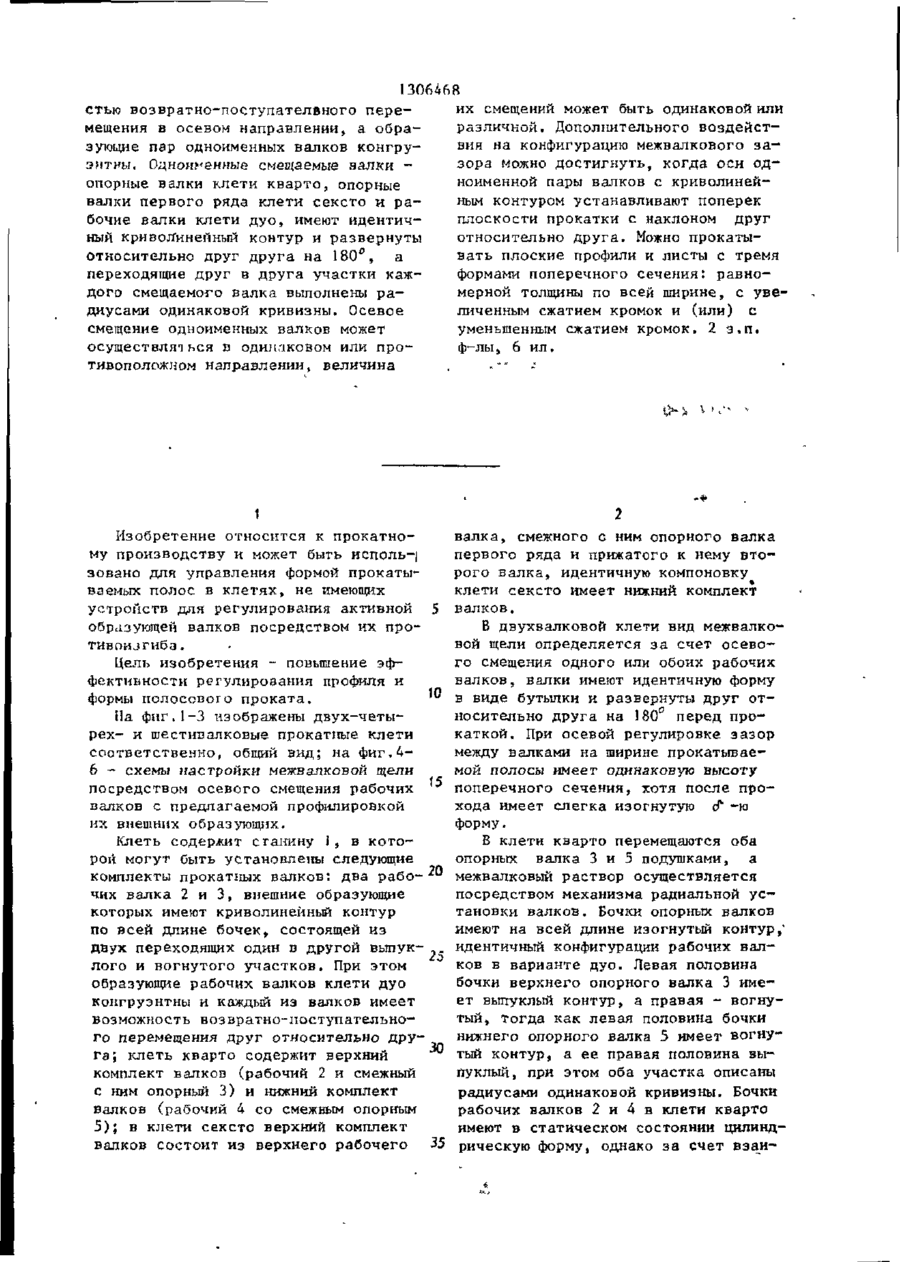
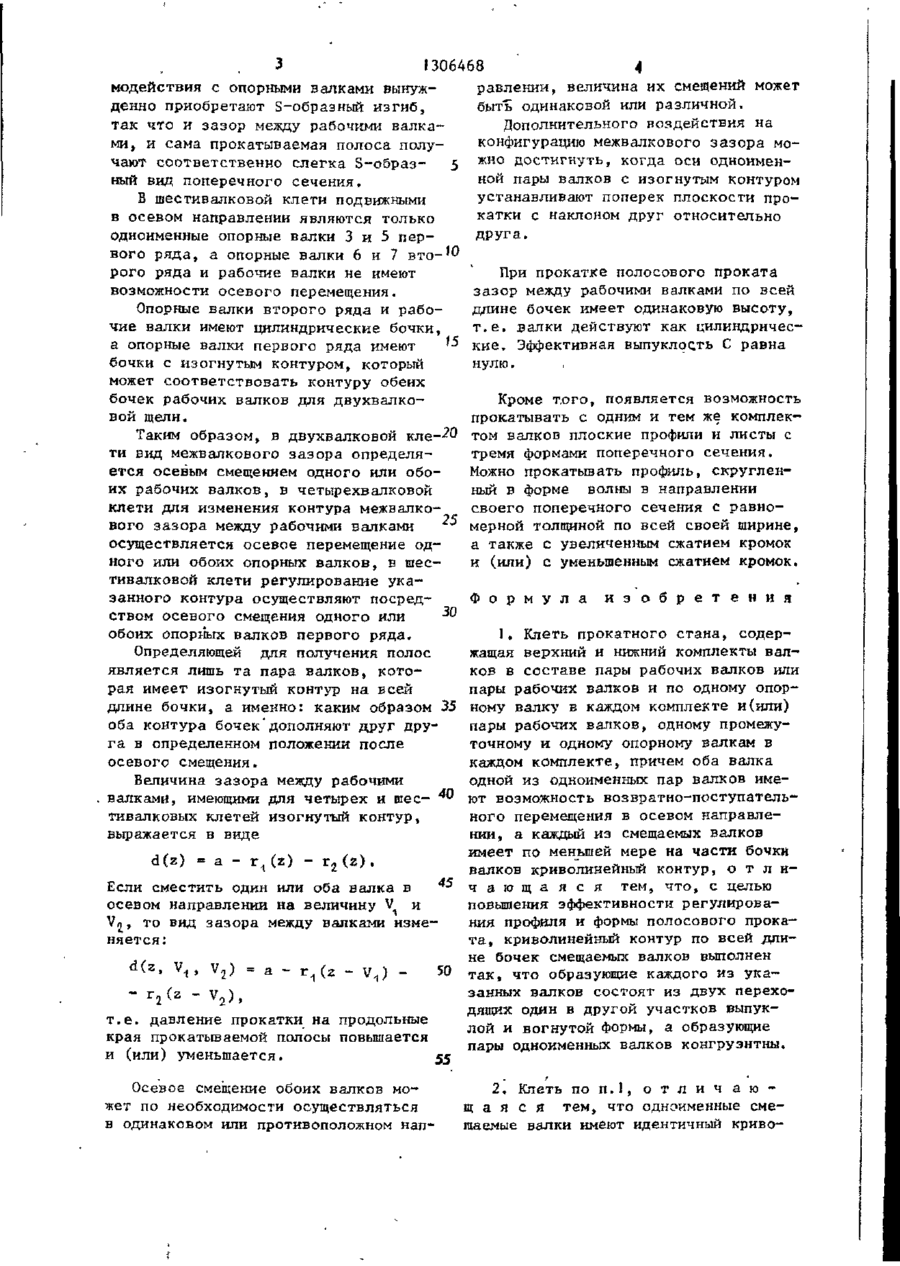
Изобретение относится к прокатному производству и может быть использовано для получения плоских профилей и листов. Целью изобретения является повышение эффективности регулирования профиля и формы полосового проката. Изобретение осуществляется в двух - четырех- и шестивалковых клетях. В двухвалковой клети рабочие валки 2 и 3 имеют криволинейный контур по всей длине бочек, состоящий из двух переходящих один в другой выпуклого и вогнутого участков, при этом оба валка выполнены с возможно со с со о оо Фиг.] ч 30646R их смещений может быть одинаковой или стью возвратно-поступателвного переразличной. Дополнительного воздейстмещения в осевом направлении, а обравия на конфигурацию межвалкового зазующие пар одноименных валков конгрузора можно достигнуть, когда оси одэнтны. Одноименные смещаемые валки ноименной пары валков с криволинейопорные валки клети кварто, опорные валки первого ряда клети сексто и раным контуром устанавливают поперек бочие валки клети дуо, имеют идентичплоскости прокатки с наклоном друг ный криволинейный контур и развернуты относительно друга. Можно прокатыотносительно друг друга на 180°, а вать плоские профили и листы с тремя переходящие друг в друга участки кажформами поперечного сечения: равнодого смещаемо-го валка выполнены рамерной толщины по всей ширине, с уведиусами одинаковой кривизны. Осевое личенным сжатием кромок и (или) с смещение одноименных валков может уменьшенным сжатием кромок. 2 з.п. осуществляться в одинаковом или проф-лы, 6 ил, тивоположном направлении, величина V 1 Изобретение относится к прокатному производству и может быть исполь-| зовано для управления формой прокатываемых полос в клетях, не имеющих устройств для регулирования активной 5 образующей валков посредством их про > ,'• валка, смежного с ним опорного валка первого ряда и прижатого к нему второго валка, идентичную компоновку клети сексто имеет нижний комплект валков. В двухвалковой клети вид межвалковой щели определяется за счет осевого смещения одного или обоих рабочих Цель изобретения - повышение эфвалков, валки имеют идентичную форму фективности регулирования профиля и формы полосового проката. '" в виде бутылки и развернуты друг относительно друга на 180° перед проПа фиг,1-3 изображены двух-четыкаткой. При осевой регулировке зазор рех- и шестивалковые прокат}гые клети между валками на ширине прокатываесоответственно, общий вид; на фиг,4мой полосы имеет одинаковую высоту 6 - схемы настройки межвалковой щели 5 посредством осевого смещения рабочих J поперечного сечения, хотя после прохода имеет слегка изогнутую d" -ю * валков с предлагаемой профилировкой форму. их внешних образующих. Клеть содержит станину І, в котоВ клети кварто перемещаются оба рой могут быть установлены следующие опорных валка 3 и 5 подушками, а комплекты прокатных валков: два рабо- 20 межвалковый раствор осуществляется чих валка 2 и 3, внешние образующие посредством механизма радиальной ускоторых имеют криволинейный контур тановки валков. Бочки опорных валков по всей длине бочек, состоящей из имеют на всей длине изогнутый контур/ двух переходящих один в другой выпукидентичный конфигурации рабочих валлого и вогнутого участков. При этом ков в варианте дуо. Левая половина образующие рабочих валков клети дуо бочки верхнего опорного валка 3 имеконгруэнтны и каждый из валков имеет ет выпуклый контур, а правая - вогнувозможность возвратно-поступательнотый, тогда как левая половина бочки го перемещения друг относительно друнижнего опорного валка 5 имеет вогну30 тый контур, а ее правая половина выга; клеть кварто содержит верхний комплект валков (рабочий 2 и смежный пуклый, при этом оба участка описаны с ним опорный 3) и нижний комплект радиусами одинаковой кривизны. Бочки валков (рабочий 4 со смежным опорным рабочих валков 2 и 4 в клети кварто 5); в клети сексто верхний комплект имеют в статическом состоянии цилиндвалков состоит из верхнего рабочего 35 рическую форму, однако за счет взаи 306468 модействия с опорными валками вынужденно приобретают S-образный изгиб, так что и зазор между рабочими валками, и сама прокатываемая полоса получают соответственно слегка S-образный вид поперечного сечения. В шестивалковой клети подвижными в осевом направлении являются только одноименные опорные валки 3 и 5 первого ряда, а опорные валки 6 и 7 второго ряда и рабочие валки не имеют возможности осевого перемещения. Опорные валки второго ряда и рабочие валки имеют цилиндрические бочки, 15 а опорные валки первого ряда имеют бочки с изогнутым контуром, который может соответствовать контуру обеих бочек рабочих валков для двухвалковой щели. Таким образом, в двухвалковой клети вид межвалкового зазора определяется осевым смещением одного или обоих рабочих валков, в четырехвалковои клети для изменения контура межвалко25 вого зазора между рабочими валками осуществляется осевое перемещение одного или обоих опорных валков, в шестивалковой клети регулирование указанного контура осуществляют посред30 ством осевого смещения одного или обоих опорных валков первого ряда. Определяющей для получения полос является лишь та пара валков, которая имеет изогнутый контур на всей равлении, величина их смещении может быть одинаковой или различной. Дополнительного воздействия на конфигурацию межвалкового зазора можно достигнуть, когда оси одноименной пары валков с изогнутым контуром устанавливают поперек плоскости прокатки с наклоном друг относительно друга. При прокатке полосового проката зазор между рабочими валками по всей длине бочек имеет одинаковую высоту, т.е. валки действуют как цилиндрические. Эффективная выпуклость С равна нулю. Кроме того, появляется возможность прокатывать с одним и тем же комплектом валков плоские профили и листы с тремя формами поперечного сечения. Можно прокатывать профиль, скругленный в форме волны в направлении своего поперечного сечения с равномерной толщиной по всей своей ширине, а также с увеличенным сжатием кромок и (или) с уменьшенным сжатием кромок. Ф о р м у л а и з о б р е т е н и я I. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опор длине бочки, а именно: каким образом 35 ному валку в каждом комплекте и(или) оба контура бочек"дополняют друг Друга в определенном положении после осевого смещения. Величина зазора между рабочими валками, имеющими для четырех и шее- ' тивалковых клетей изогнутый контур, выражается в виде пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей мере на части бочки d(z) = а - r 1 (z) - r 2 (z) . валков криволинейный контур, о т л и ч а ю щ а я с я тем, что, с целью 45 Если сместить один или оба валка в повышения эффективности регулироваосевом направлении на величину V^ и ния профиля и формы полосового прокаV j , то вид зазора между валками измета, криволинейный контур по всей длиняется: не бочек смещаемых валков выполнен d(z, V2) = 50 так, что образующие каждого из укаа занных валков состоят из двух перехо(z дящих один в другой участков выпуклой и вогнутой формы, а образующие т.е. давление прокатки на продольные пары одноименных валков конгруэнтны. края прокатываемой полосы повышается и (или) уменьшается. Осевое смещение обоих валков может по необходимости осуществляться в одинаковом или противоположном нап 2. Клеть п о п . 1 , о т л и ч а ю щ а я с я тем, что одноименные смещаемые валки имеют идентичный криво і 1306Д68 щие друг з друга участки контур и развернуты относикаждого смещаемого валка выполтельно друг друга на 180 й . нены с радиусами одинаковой кри3. Клеть по пп.1 и 2, о т л и визны. • ' • • ч а ю щ а я ся тем, что переходя Фиг.2 Фиг.3 1 JU04D0 ± ПИ) F і r2(z) Фиг* L Фиг. 5 Фиг.6 Редактор Н,Тупица Заказ 1470/58 Составитель Ю.Лямов Техред И.Попович Корректор Л.Патай Тираж 481 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
ДивитисяДодаткова інформація
Назва патенту англійськоюStand of rolling mill
Назва патенту російськоюКлетьпрокатного стана
МПК / Мітки
МПК: B21B 29/00
Мітки: кліть, стану, прокатного
Код посилання
<a href="https://ua.patents.su/6-3684-klit-prokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Кліть прокатного стану</a>
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Луценко Віктор Олександрович, Дяченко Михайло Григорович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Луцький Михайло Борисович
МПК: B21B 27/02
Мітки: прокатного, стану, валок
Формула / Реферат:
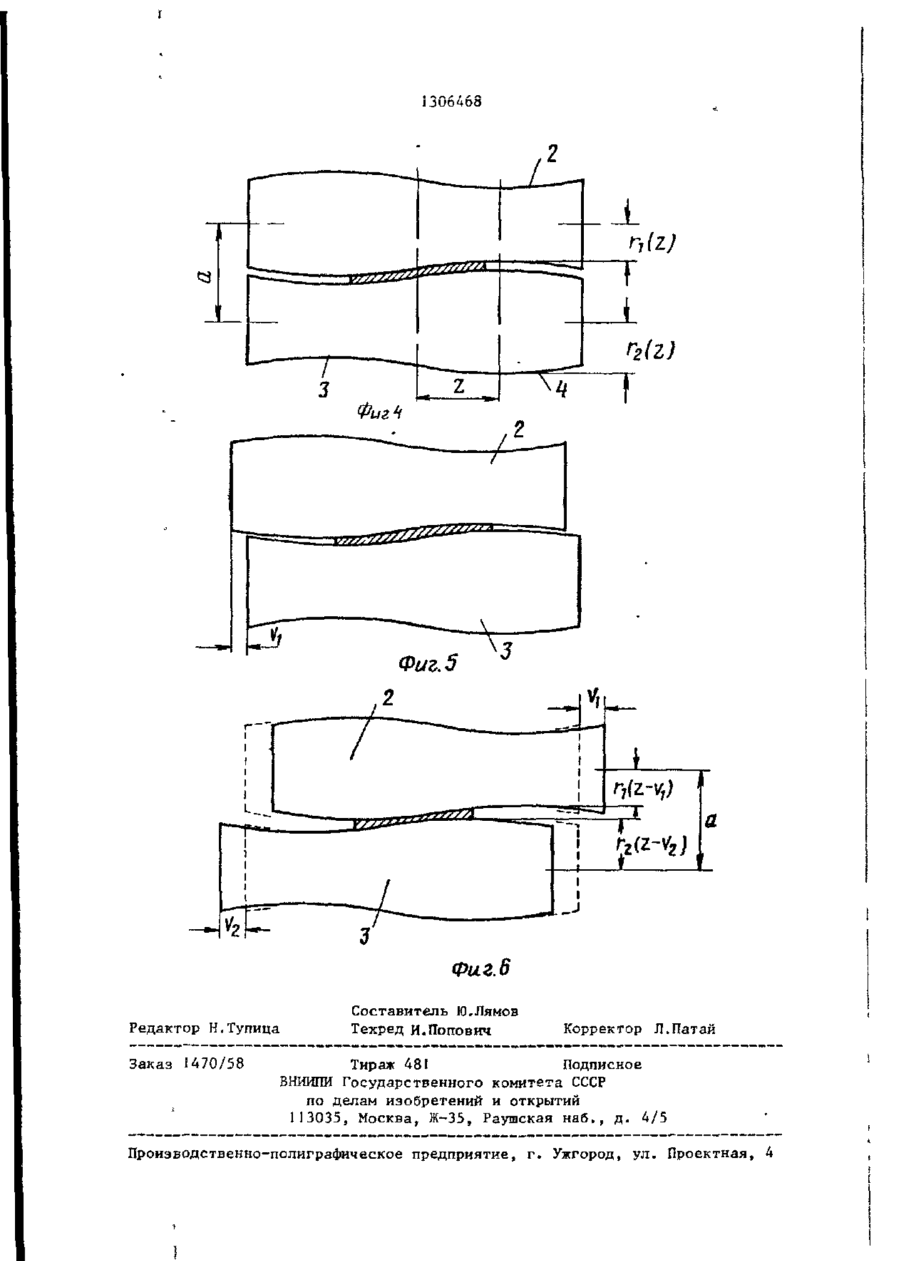
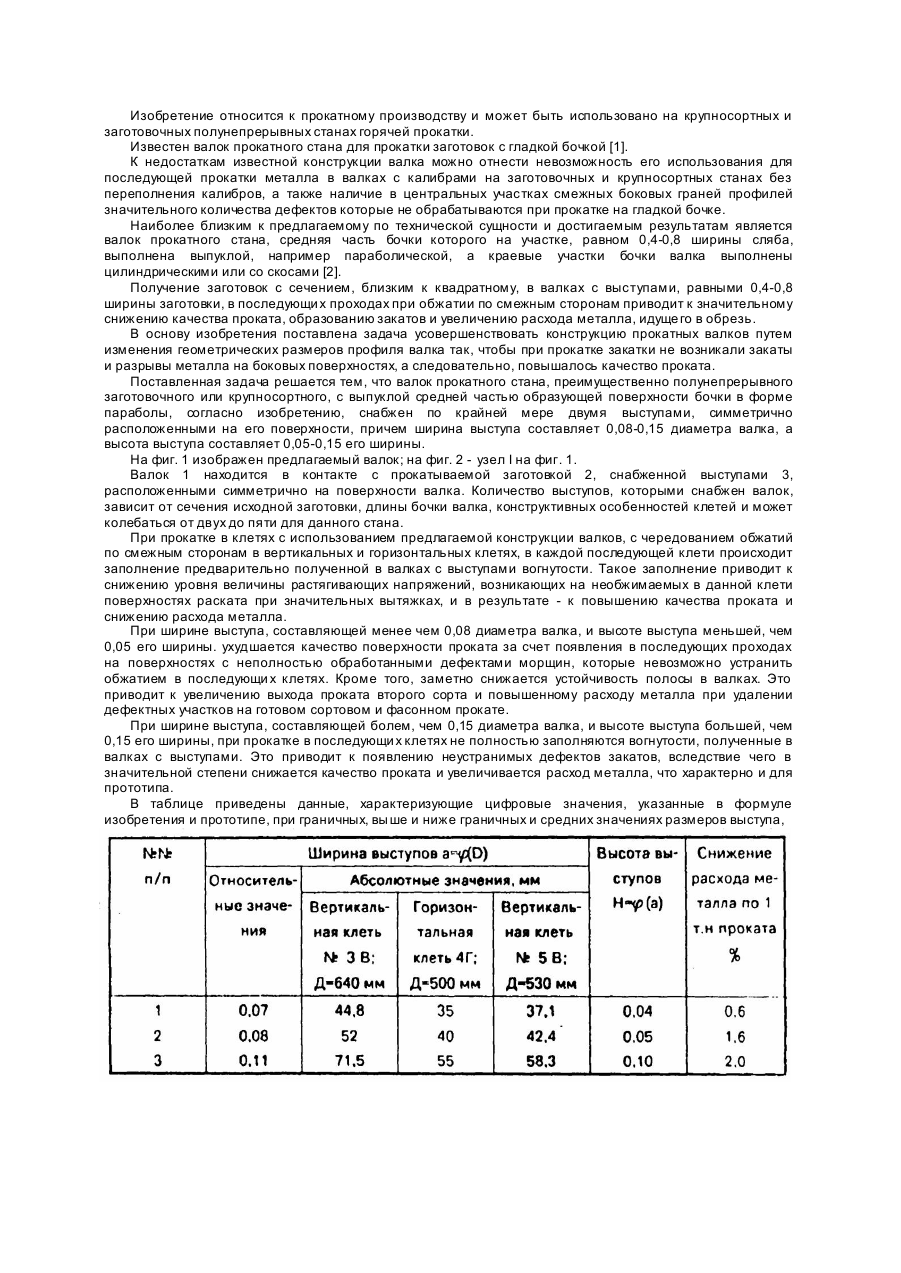
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Шпіндель прокатного стану
Номер патенту: 2457
Опубліковано: 26.12.1994
Автори: Украінець Михайло Логвинович, Комаров Олександр Миколайович, Анікеєнко Ігор Миколайович
МПК: B21B 35/14
Мітки: шпиндель, стану, прокатного
Формула / Реферат:
Шпиндель прокатного стана преимущественно для станов периодической продольной прокатки, включающий вал, обойму, гайку, крышку и установлен-ный между обоймой и валом кольцеобразный вкладыш с модульными зубьями на внешнем и внутреннем диаметрах, взаимодействующий с соответствующими зубьями обоймы и вала, при этом вкладыш ограничен в своем перемещении в осевом направлении, отличающийся тем, что, с целью регулирования взаимного углового...
Шпіндель прокатного стану
Номер патенту: 2458
Опубліковано: 26.12.1994
Автори: Данченко Валентин Миколайович, Грудєв Олександр Петрович, Украінець Михайло Логвинович, Комаров Олександр Миколайович, Анікеєнко Ігор Миколайович, Кошелевич Віктор Михайлович, Третяк Микола Іванович
МПК: B21B 35/14
Мітки: стану, прокатного, шпиндель
Формула / Реферат:
Шпиндель прокатного стана, преимущественно для станов продольной периодической прокатки, включающий вал и обойму с выполненными в них соответствующими друг другу пазами, в которых расположены тела качения, отличающийся тем, что, с целью возможности плавного регулирования периода калибра валков, он снабжен жестко установленным в обойме кольцевым упором фиксации тел качения в продольном направлении и связанной с обоймой через втулку...
Вертикальна прокатна кліть
Номер патенту: 567
Опубліковано: 15.12.1993
Автори: Филипченко Григорій Тимофійович, Горбов Альберт Володимирович, Сусляєв Олександр Львович, Алексєєнко Георгій Якович
МПК: B21B 13/06
Мітки: кліть, вертикальна, прокатна
Формула / Реферат:
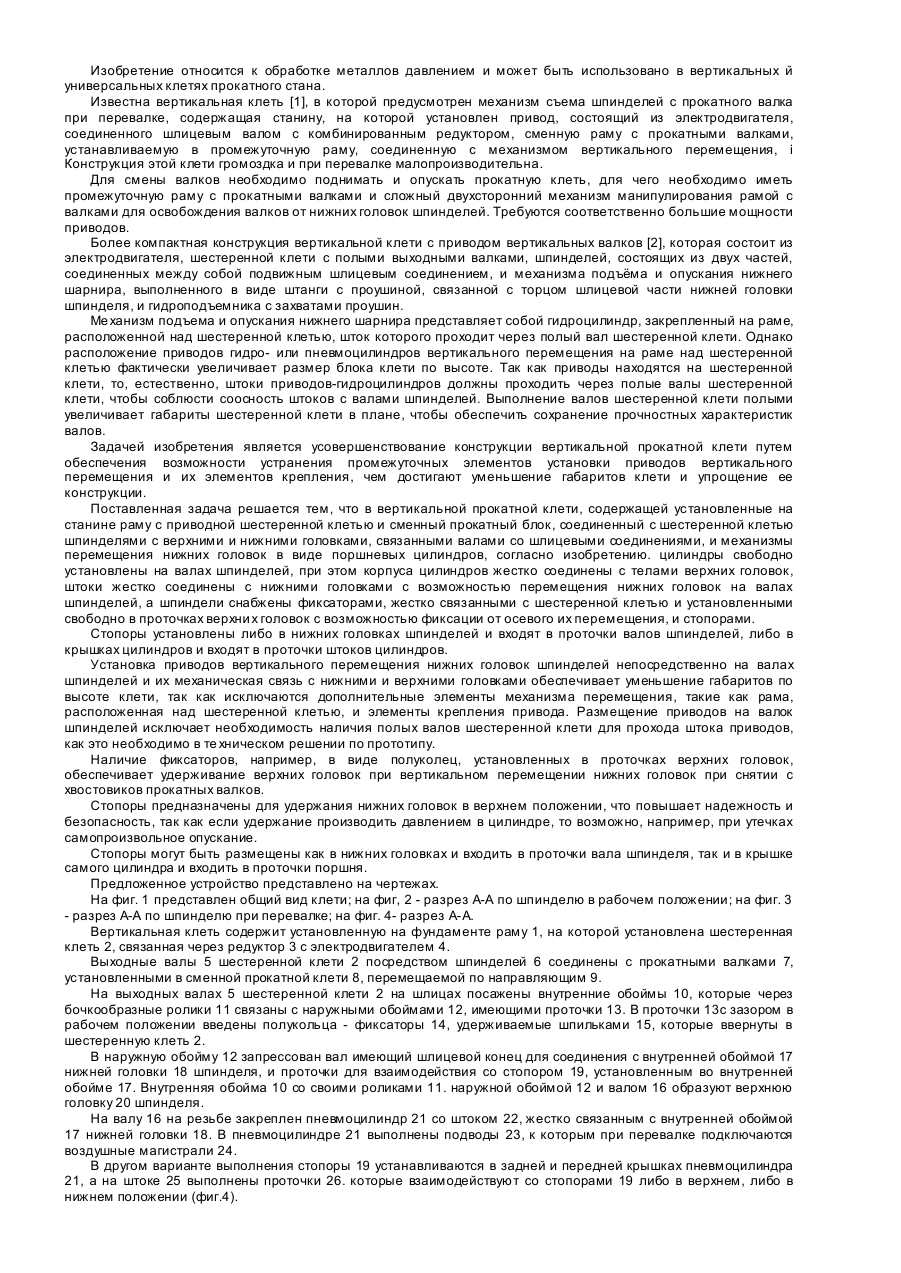
1. Вертикальная прокатная клеть, содержащая установленные на станине раму с приводной шестеренной клетью и сменный прокатный блок, соединенный с шестеренкой клетью шпинделями с верхними и нижними головками, связанными валами со шлицевыми соединениями, и механизмы перемещения нижних головок в виде поршневых цилиндров, отличающаяся тем, что цилиндры свободно установлены на валах шпинделей, при этом корпуса цилиндров жестко соединены с телами...
Блок робочих клітей безперервного сортового стану
Номер патенту: 568
Опубліковано: 15.12.1993
Автори: Алексєєнко Георгій Якович, Филипченко Григорій Тимофійович, Горбов Альберт Володимирович, Чумаков Олександр Федорович
МПК: B21B 31/00, B21B 1/16
Мітки: блок, безперервного, робочих, стану, сортового, клітей
Формула / Реферат:
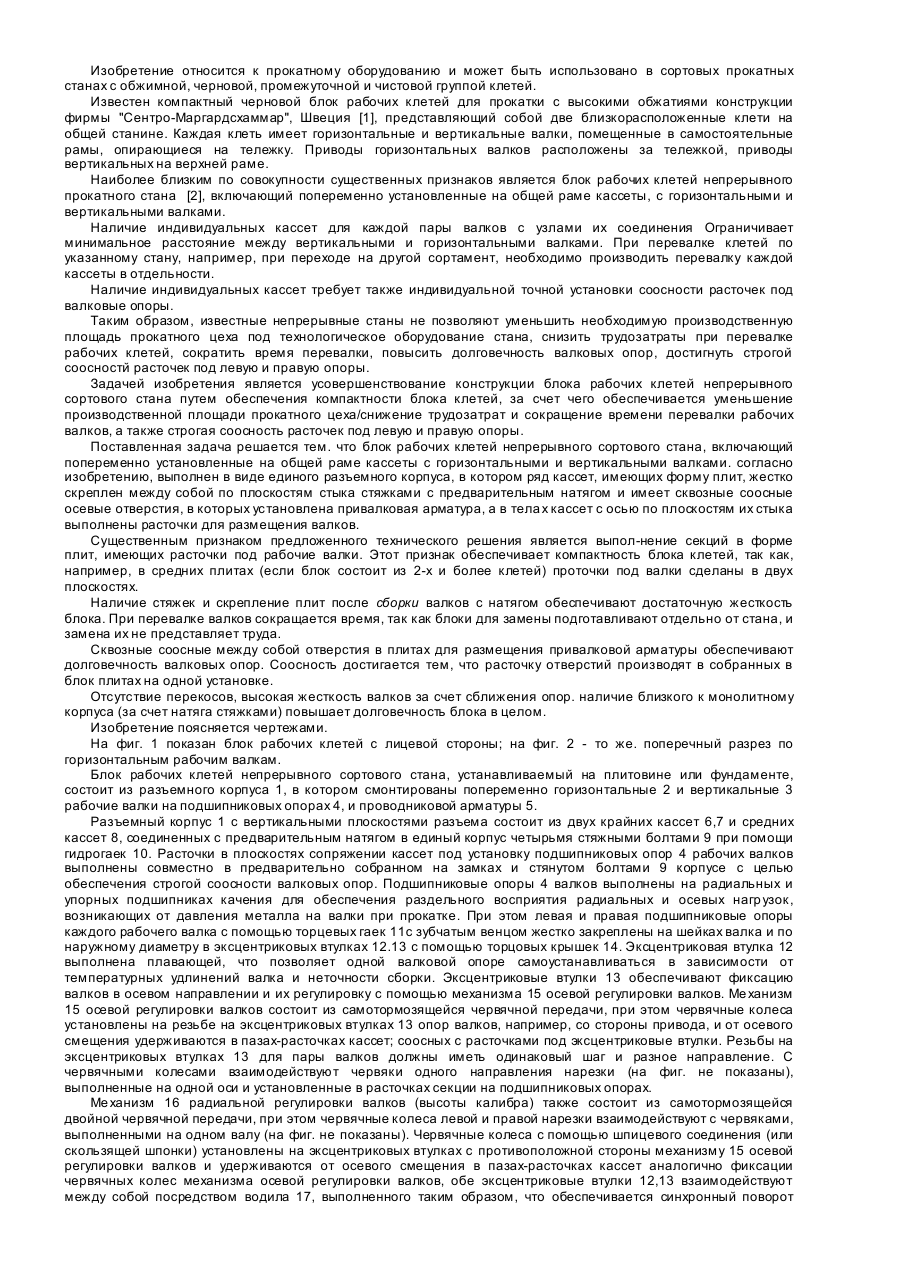
Блок рабочих клетей непрерывного сортового стана, включающий попеременно установленные на общей раме кассеты с горизонтальными и вертикальными валками, отличающийся тем, что он выполнен в виде единого разъемного корпуса, в котором ряд кассет, имеющих форму плит, жестко скреплен между собой по плоскостям стыка стяжками с предварительным натягом и имеет сквозные соосные осевые отверстия, в которых установлена привалковая арматура, а в телах...
Попередній патент: Спосіб отримання солей омепразолу
Наступний патент: Спосіб одержання гідроперекису циклогексила в суміші з циклогексаноном і циклогексанолом
Випадковий патент: Вимикач