Спосіб забирання недокатів з проміжного рольгангу безперервного штабового стану та обладнання для його здійснення
Номер патенту: 373
Опубліковано: 30.04.1993
Автори: Коросташевський Володимир Павлович, Тріщенко Володимир Дмитрович, Коросташевський Павло Володимирович, Ісіров Дмитро Іванович, Голубченко Анатолій Костянтинович, Федоров Анатолій Михайлович
Формула / Реферат
(57) 1. Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана, включающий их перемещениес промежуточного рольганга на отводящий рольганг, штабелирование до порезки, порезку недокатов и уборку порезанных частей, отличающийся тем, что, с целью сокращения занимаемых площадей и времени уборки путем одновременной порезки штабеля, штабелирование производят на отводящем рольганге, при этом выравнивают боковые кромки штабеля, а резку осуществляют по месту штабелирования одновременно несколькими газовыми резаками.
2. Способ по п. 1, отличающийся тем, что, с целью повышения качества реза прирезании штабеля газовыми резаками, его сжимают в местах реза до выбора зазора между недокатами.
3. Устройство для уборки недокатов с промежуточного рольганга непрерывного полосового стана, содержащее отводящий рольганг, сталкиватель недокатов, упоры, режущие средства, прижимы и механизмы транспортировки и штабелирования листов, отличающееся тем, что, целью сокращения занимаемых площадей и времени уборки путем одновременной порезки штабеля, уровень верхних кромок роликов отводящего рольганга установлен ниже уровня верхних кромок роликов промежуточного рольганга на величину, не меньшую толщины двух штабелированных недокатов.
Текст
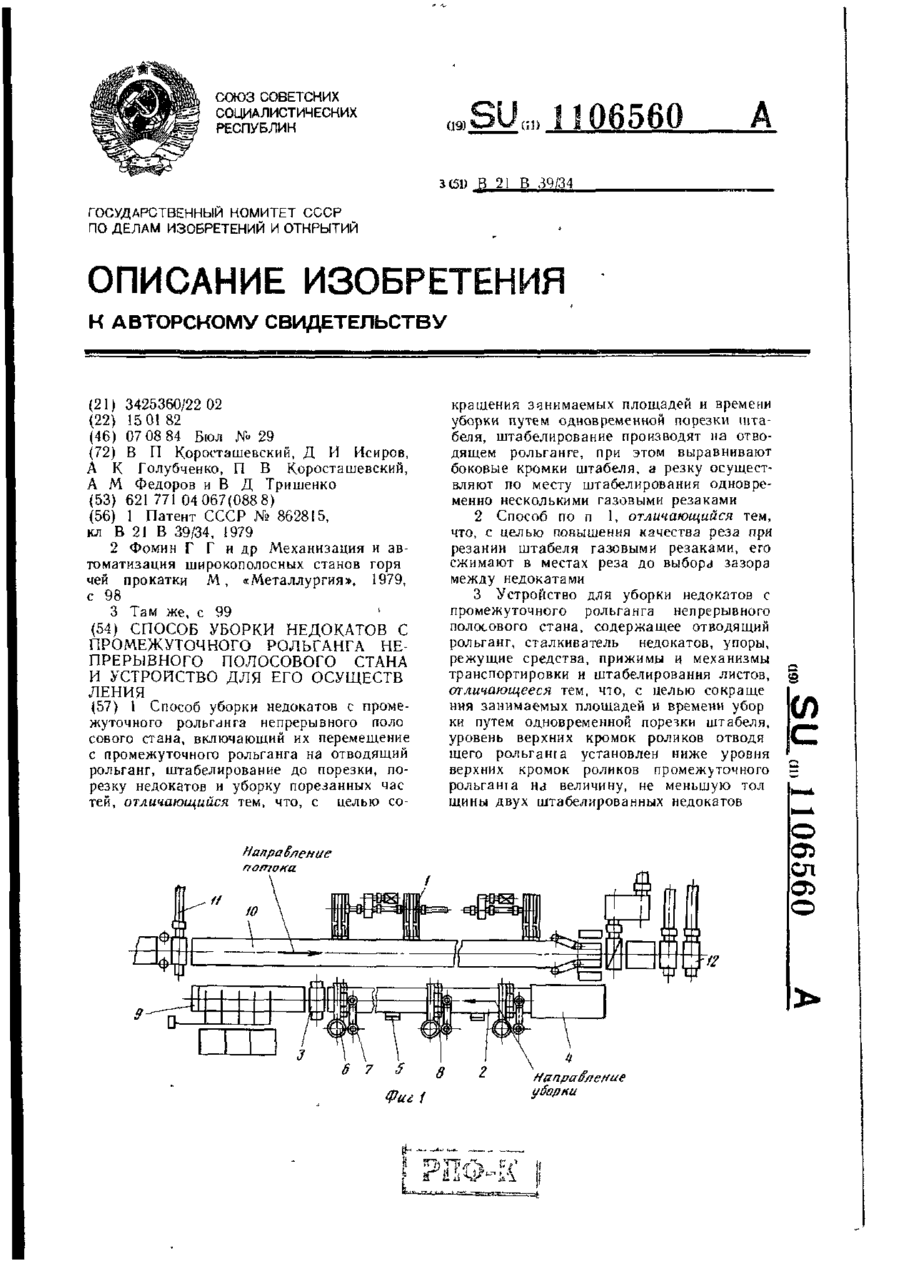
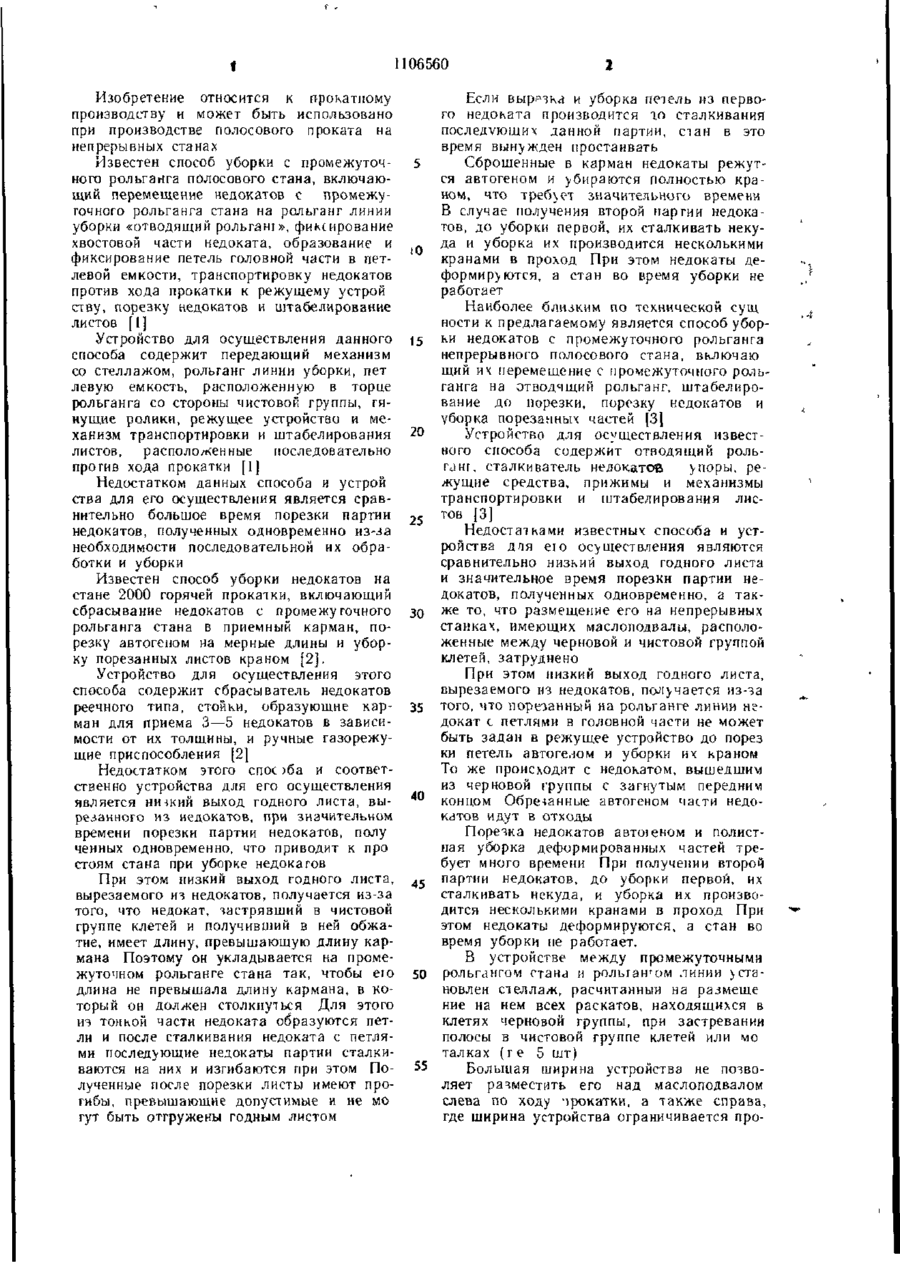
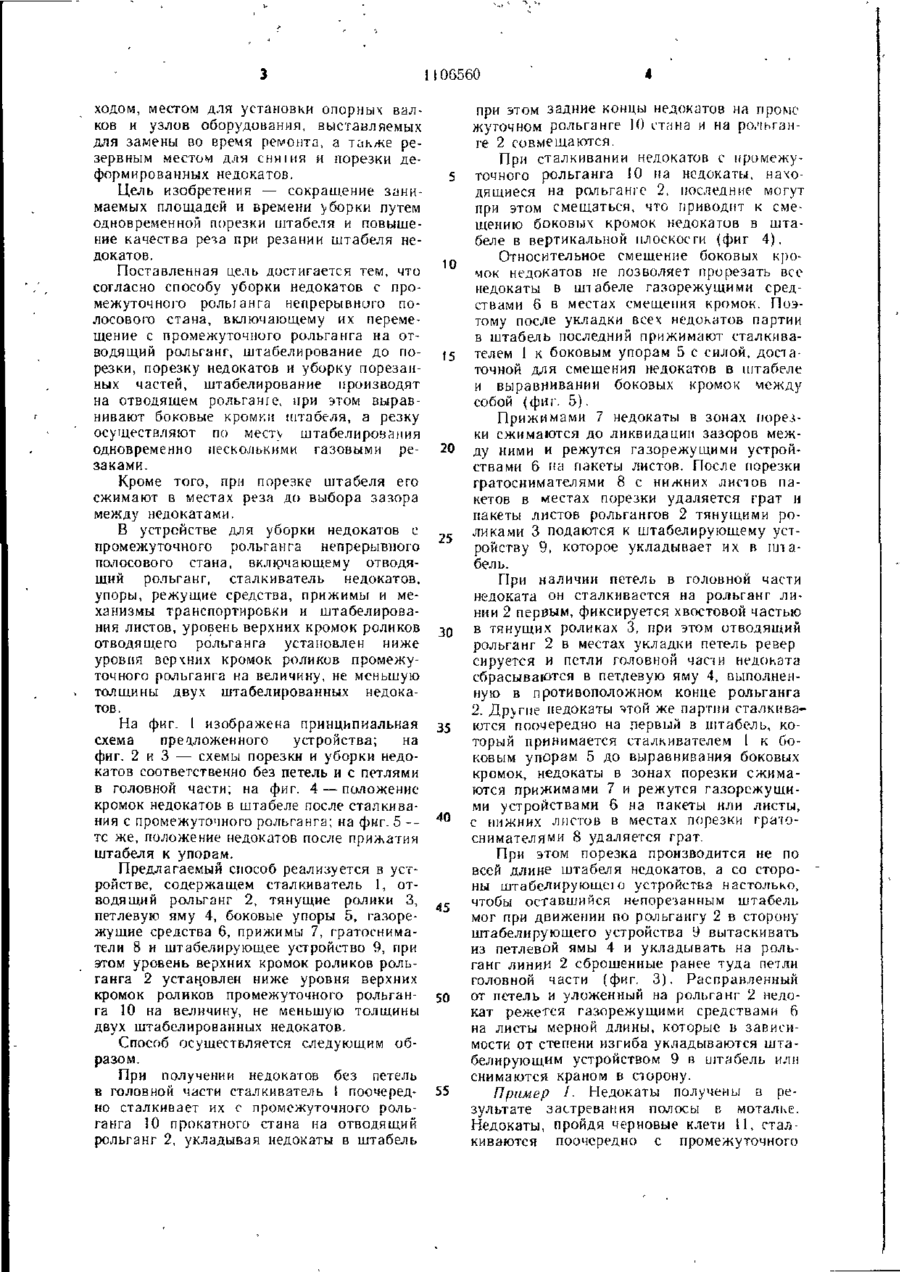
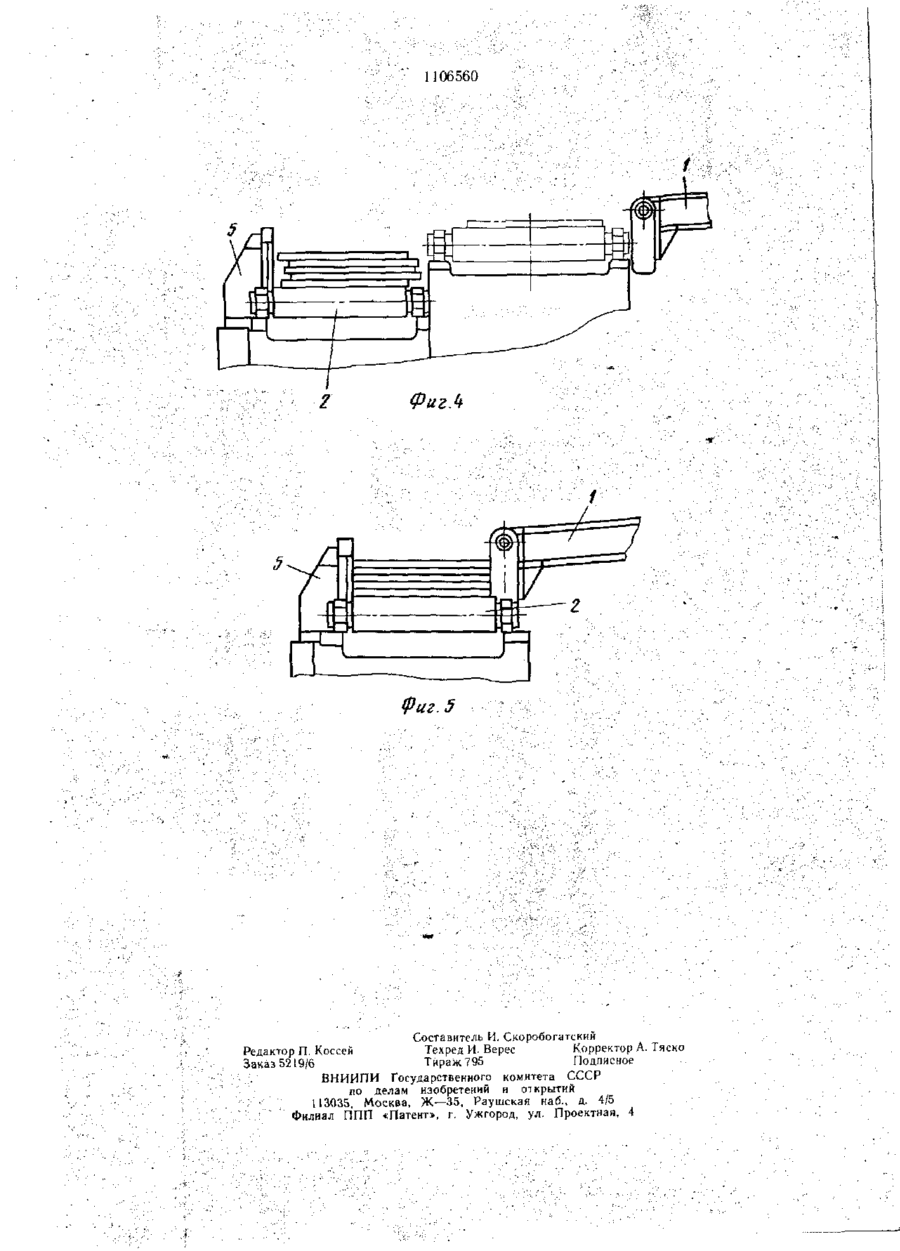
1 Способ уборки недокатов с промежуточного рольганга непрерывного поло сового стана, включающий их перемещение с промежуточного рольганга на отводящий рольганг, штабелирование до порезки, порезку недокатов и уборку порезанных час тей, отличающийся тем, что, с целью со крашения занимаемых площадей и времени уборки путем одновременной порезки штабеля, штабелирование производят на отводящем рольганге, при этом выравнивают боковые кромки штабеля, а резку осуществляют по месту штабелирования одновременно несколькими газовыми резаками 2 Способ п о п 1, отличающийся тем, что, с целью повышения качества реза при резании штабеля газовыми резаками, его сжимают в местах реза до выбора зазора между недокатами 3 Устройство для уборки недокатов с промежуточного рольганга непрерывного полосового стана, содержащее отводящий рольганг, сталкиватель недокатов, упоры, режущие средства, прижимы и механизмы транспортировки и штабелирования листов, отличающееся тем, что, с целью сокраще ния занимаемых площадей и времени убор ки путем одновременной порезки штабеля, уровень верхних кромок роликов отводя ще го рольганга установлен ниже уровня верхних кромок роликов промежуточного рольганіа иг величину, не меньшую тол шины двух штабелированных недокатов Напраёление потопа о L 1106560 Изобретение относится к прокатному производству и может быть использовано при производстве полосового проката на непрерывных станах Известен способ уборки с промежуточного рольганга полосового стана, включающий перемещение недокатов с промежуточного рольганга стана на рольганг линии уборки «отводящий рольгаш», фиксирование хвостовой части недоката, образование и фиксирование петель головной части в петлевой емкости, транспортировку недокатов против хода прокатки к режущему устрой ству, порезку недокатов и штабелирование листов [1] Устройство для осуществления данного способа содержит передающий механизм со стеллажом, рольганг линии уборки, пет левую емкость, расположенную в торце рольганга со стороны чистовой группы, гянущие ролики, режущее устройство и механизм транспортировки и штабелирования листов, расположенные последовательно против хода прокатки [1] Недостатком данных способа и устрой ства для его осуществления является сравнительно большое время порезки партии недокатов, полученных одновременно из-за необходимости последовательной их обработки и уборки Известен способ уборки недокатов на стане 2000 горячей прокатки, включающий сбрасывание недокатов с промежуточного рольганга стана в приемный карман, порезку автогеном на мерные длины и уборку порезанных листов краном [2]. Устройство для осуществления этого способа содержит сбрасыватель недокатов реечного типа, стойки, образующие карман для приема 3—5 недокатов в зависимости от их толщины, и ручные газорежущие приспособления [2] Недостатком этого спос )ба и соответственно устройства для его осуществления является низкий выход годного листа, вырезанного из недокатов, при значительном времени порезки партии недокатов, полу ченных одновременно, что приводит к про стоям стана при уборке недокагов При этом низкий выход годного листа, вырезаемого из недокатов, получается из-за того, что недокат, застрявший в чистовой группе клетей и получивший в ней обжатие, имеет длину, превышающую длину кармана Поэтому он укладывается на промежуточном рольганге стана так, чтобы ею длина не превышала длину кармана, в который он должен столкнуться Для этого из тонкой части недоката образуются петли и после сталкивания недоката с петлями последующие недокаты партии сталкиваются на них и изгибаются при этом Полученные после порезки листы имеют прогибы, превышающие допустимые и не мо гут быть отгружены годным листом Если вырезка и уборка петель из первого недоката производится т.о сталкивания последующих данной партии, стан в это время вынужден простаивать Сброшенные в карман недокаты режутся автогеном и убираются полностью краном, что треб\ет значительного времени В случае получения второй партии недокатов, до уборки первой, их сталкивать некуда и уборка их производится несколькими кранами в проход При этом недокаты деформируются, а стан во время уборки не работает Наиболее близким по технической сущ ности к предлагаемому является способ убор15 ки недокатов с промежуточного рольганга непрерывного полосового стана, включаю щий их перемещение с промежуточного рольганга на от во дч щий рольганг, штабелирование до порезки, порезку недокатов и уборка порезанных частей [3] 20 Устройство для осуществления известного способа содержит отводящий рольганг, сталкиватель недокатов упоры, режущие средства, прижимы и механизмы транспортировки и штабелирования листов [3] 25 Недостатками известных способа и устройства дгія ею осуществления являются сравнительно низкий выход годного листа и значительное время порезки партии недокатов, полученных одновременно, а также то, что размещение его на непрерывных станках, имеющих маслоподвалы, расположенные между черновой и чистовой группой клетей, затруднено При этом низкий выход годного листа, вырезаемого из недокатов, получается из-за 35 того, что порезанный на рольганге линии н?докат с петлями в головной части не может быть задан в режущее устройство до порез ки петель автогеном и уборки их краном То же происходит с недокатом, вышедшим из черновой группы с загнутым передним 40 концом Обре за иные автогеном части недокатов идут в отходы Порезка недокатов автоіеном и полистная уборка деформированных частей требует много времени При получении второй 45 партии недокатов, до уборки первой, их сталкивать некуда, и уборка их производится несколькими кранами в проход При этом недокаты деформируются, а стан во время уборки не работает. В устройстве между промежуточными 50 рольгангом стана и рольганчш линии установлен стеллаж, расчитанныи на размеще ние на нем всех раскатов, находящихся в клетях черновой группы, при застревании полосы в чистовой группе клетей или мо талках (г е 5 шт) 55 Большая ширина устройства не позволяет разместить его над маслоподвалом слева по ходу прокатки, а также справа, где ширина устройства ограничивается про 1106560 ходом, местом для установки опорных валков и узлов оборудования, выставляемых для замены во время ремонта, а также резервным местом для снніия и порезки деформированных недокатов. Цель изобретения — сокращение занимаемых площадей и времени уборки путем одновременной порезки штабеля и повышение качества реза при резании штабеля недокатов. Поставленная цель достигается тем, что согласно способу уборки недокатов с промежуточного ролыанга непрерывного полосового стана, включающему их перемещение с промежуточного рольганга на отводящий рольганг, штабелирование до порезки, порезку недокатов и уборку порезанных частей, штабелирование производят на отводящем рольганге, при этом выравнивают боковые кромкіі штабеля, а резку осуществляют по мест> штабелирования одновременно несколькими газовыми резаками. Кроме того, при порезке штабеля его сжимают в местах реза до выбора зазора между недокатами. В устройстве для уборки недокатов с промежуточного рольганга непрерывного полосового стана, включающему отводящий рольганг, сталкиватель недокатов, упоры, режущие средства, прижимы и механизмы транспортировки и штабелирования листов, уровень верхних кромок роликов отводящего рольганга установлен ниже уровня верхних кромок роликов промежуточного рольганга на величину, не меньшую толщины двух штабелированных недокатов. На фиг. 1 изображена принципиальная схема пре цложен ного устройства; на фиг. 2 и 3 — схемы порезки и уборки недокатов соответственно без петель и с петлями в головной части; на фиг. 4 — положение кромок недокатов в штабеле после сталкивания с промежуточного рольганга; на фиг. 5 -тс же, положение недокатов после прижатия штабеля к упорам. Предлагаемый способ реализуется в устройстве, содержащем сталкиватель 1, отводя ш.ий рольганг 2, тянущие ролики 3, петлевую яму 4, боковые упоры 5, газорежущие средства 6, прижимы 7, гратосниматели 8 и штабелирующее устройство 9, при этом уровень верхних кромок роликов рольганга 2 установлен ниже уровня верхних кромок роликов промежуточного рольганга 10 на величину, не меньшую толщины двух штабелированных недокатов. Способ осуществляется следующим образом. При получении недокатов без петель в головной части сталкиватель I поочередно сталкивает их с промежуточного рольганга 10 прокатного стана на отводящий рольганг 2, укладывая недокаты в штабель 5 Ї5 20 . ?1 зо 35 4 0 4 с 50 5 5 при этом задние концы недокатов на промс жуточном рольганге 10 стана и на ро.чьганге 2 совмещаются. При сталкивании недокатов с про межу точного рольганга 10 на недокаты, находящиеся на рольганге 2, последние могут при этом смещаться, что приводит к смещению боковых кромок недокатов в штабеле в вертикальной плоскости (фиг 4). Относительное смещение боковых кромок недокатов не позволяет прорезать все недокаты в штабеле газорежущими средствами 6 в местах смещения кромок. Поэтому послеукладки всех недокатов партии в штабель последний прижимают сталкивателем 1 к боковым упорам 5 с силой, достаточной для смещения недокатов в штабеле и выравнивании боковых кромок между собой {фиг. 5). Прижимами 7 недокаты в зонах порезки сжимаются до ликвидации зазоров между ними и режутся газорежущими устройствами 6 на пакеты листов. После порезки гратоснимателями 8 с нижних листов пакетов в местах порезки удаляется грат и пакеты листов рольгангов 2 тянущими роликами 3 подаются к штабелирующему устройству 9, которое укладывает их в штабель. При наличии петель в головной части недоката он сталкивается на рольганг линии 2 первым, фиксируется хвостовой частью в тянущих роликах 3, при этом отводящий рольганг 2 в местах укладки петель ревер сируется и петли головной части недоката сбрасываются в петлевую яму 4, выполненную в противоположном конце рольганга 2. Др\гие педокаты чтой же партии сталкиваются "поочередно на первый в штабель, который принимается сталкивателем 1 к боковым упорам 5 до выравнивания боковых кромок, недокаты в зонах порезки сжимаются прижимами 7 и режутся газорежущими устройствами 6 на пакеты или листы, с нижних листов в местах порезки гратоснимателями 8 удаляется грат. При этом порезка производится не по всей длине штабеля недокатов, а со стороны штабелирующем о устройства настолько, чтобы оставшийся непорегзаниым штабель мог при движении по рольгангу 2 в сторону штабелирующего устройства 9 вытаскивать из петлевой ямы 4 и укладывать на рольганг линии 2 сброшенные ранее туда петли головной части (фиг. 3 ) . Расправленный от петель и уложенный на рольганг 2 недокат режется газорежущими средствами 6 на листы мерной длины, которые в зависимости от степени изгиба укладываются штабелирующим устройством 9 в штабель или снимаются краном в сторону. Пример I. Недокаты получены в результате застревания полосы в моталке. Недокаты, пройдя черновые клети 11, сталкиваются поочередно с промежуточного 1106560 рольганга слмна на рольгаш 2 Б штабель, прижимаются сталкивателем і к боковым упорам 5 до выравнивания боковых кромок, штабель сжимается прижимами 7 до ликвидации зазоров между недокатами в зонах порезки, режется газорежущими устройствами на пакеты листов мерной длины, с нижних листов в пакетах гратоснимателями 8 удаляется г par, пакеты листов рольгангом линии 2 и тянущими роликами 3 подаются к штабелирующему устройству 3 и укладываются в штабель Все недокаты укладываются в штабель на рольганг 2 При этом ширина предлагаемого устройства в сравнении с известным уменьшается на величину стеллажа уборочного устройства, рассчитанного на 5 недокатов. Это позволяет разместить предложенное устройство на существующих станах. Порезка всех недокатов в штабеля производится одновременно, чго сокращает время уборки одновременно полученной партии сравнительно с прототипом Пример 2 Недокаты получены в результате застревания раската в чистовой группе 12. Недокат укладывается на промежуточном рольганге стана с образованием петель из тонкой головной части, сталкивается на рольганг 2, фиксируется хвостовой частью в тянущих роликах 3, рольгангом 2 петли головной части сбрасываются в петлевую яму 4, штабель недокатов прижи Фиг 3 10 ]5 20 25 мается сталкчзателем 1 к боковым упорам 5 до выравнивания боковых кромок Затем порезка производится не по всей длине штабеля, а со стороны штабелирующего устройства 9 настолько, чтобы оставшийся не порезанным штабель мог при движении по рольгангу 2 в сторону тянущих роликов 3 вытаскивать из петлевой ямы 4 и укладывать на рольганг линии 2 сброшенные ранее туда петли головной части недоката Расправленный от петель и уложенный на рольганг 2 недокат режется газорежущими средствами 6 на листы мерной длины, которые в зависимости от степени изгиба укладываются штабелирующим устройством 9 в штабель или снимаются краном. Порезка всех недокатов производится двумя-тремя партиями, причем порезка в каждой партии всех недокатов производится одновременно, что также сокращает время уборки одновременно полученной партии сравнительно с прототипом. Площади занимаемые устройством, позволяют разместить его на месте кармана, на станах, имеющих маслоподвал у промежуточного рольганга Использование изобретения на станах, имеющих маслоподвал у промежуточного рольганга, позволяет дополнительно перерабатывать на годный лист около 3500 т недокатов в год, что дает ориентировочный экономический эффект 240 тыс руб. в год. 1106560 ФигЛ Фиг. 5 Составитель И. Скоробогатский Редактор П. КоссеЙ Техред И. Верес Корректор А. Тяско Заказ 5219/6 Тираж 795 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий . • " 113035, Москва, Ж—35, Раушская наб., д. 4/5 ' '• ' Филиал ППП «Патент», г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and equipment for removal of unfinished sections from the delay table of continuous bar mill
Автори англійськоюKorostashevskyi Volodymyr Pavlovych, Isirov Dmytro Ivanovych, Holubchenko Anatolii Kostiantynovych, Korostashevskyi Pavlo Volodymyrovych, Fedorov Anatolii Mykhailovych, Trischenko Volodymyr Dmytrovych
Назва патенту російськоюСпособ уборки недокатов с промежуточного рольганга непрерывного полосового стана и оборудование для его осуществления
Автори російськоюКоросташевский Владимир Павлович, Исиров Дмитрий Иванович, Голубченко Анатолий Константинович, Коросташевский Павел Владимирович, Федоров Анатолий Михайлович, Трищенко Владимир Дмитриевич
МПК / Мітки
МПК: B21B 39/34
Мітки: рольгангу, обладнання, стану, проміжного, спосіб, безперервного, штабового, забирання, здійснення, недокатів
Код посилання
<a href="https://ua.patents.su/6-373-sposib-zabirannya-nedokativ-z-promizhnogo-rolgangu-bezperervnogo-shtabovogo-stanu-ta-obladnannya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб забирання недокатів з проміжного рольгангу безперервного штабового стану та обладнання для його здійснення</a>
Спосіб щеплення чубуків і пристрій для його здійснення
Номер патенту: 466
Опубліковано: 30.04.1993
Автори: Зельцер Євген Веніамінович, Кулинич Юрій Іванович, Уляницький Петро Імрович, Смелянський Наум Лейбович
МПК: A01G 1/06
Мітки: спосіб, пристрій, здійснення, чубуків, щеплення
Текст:
...может быть обеспечена большей, чем з а зор в соединении о Перед соединением черенков осуществляют их поворот вокруг продольной оси для расположения д у г о образных стенок срезов кривизной в противоположные стороны. Это приводит к тому, что шип и паз на че— , рейках стыкуются поверхностями, с гарантированным натягом, что повышает механическую прочность прививок, которая улучшает срастание черенков о РПФ-К ГС J 1311662 Ф о р м у л а ...
Обладнання для перевалювання валків прокатних клітей кварто
Номер патенту: 372
Опубліковано: 30.04.1993
Автори: Федоров Анатолій Михайлович, Голубченко Анатолій Костянтинович, Коросташевський Володимир Павлович, Барикін Віктор Іванович, Руднев Анатолій Юхимович, Ісіров Дмитро Іванович, Савенко Юрій Євдокимович, Коросташевський Павло Володимирович
МПК: B21B 37/16
Мітки: клітей, валків, перевалювання, кварто, обладнання, прокатних
Формула / Реферат:
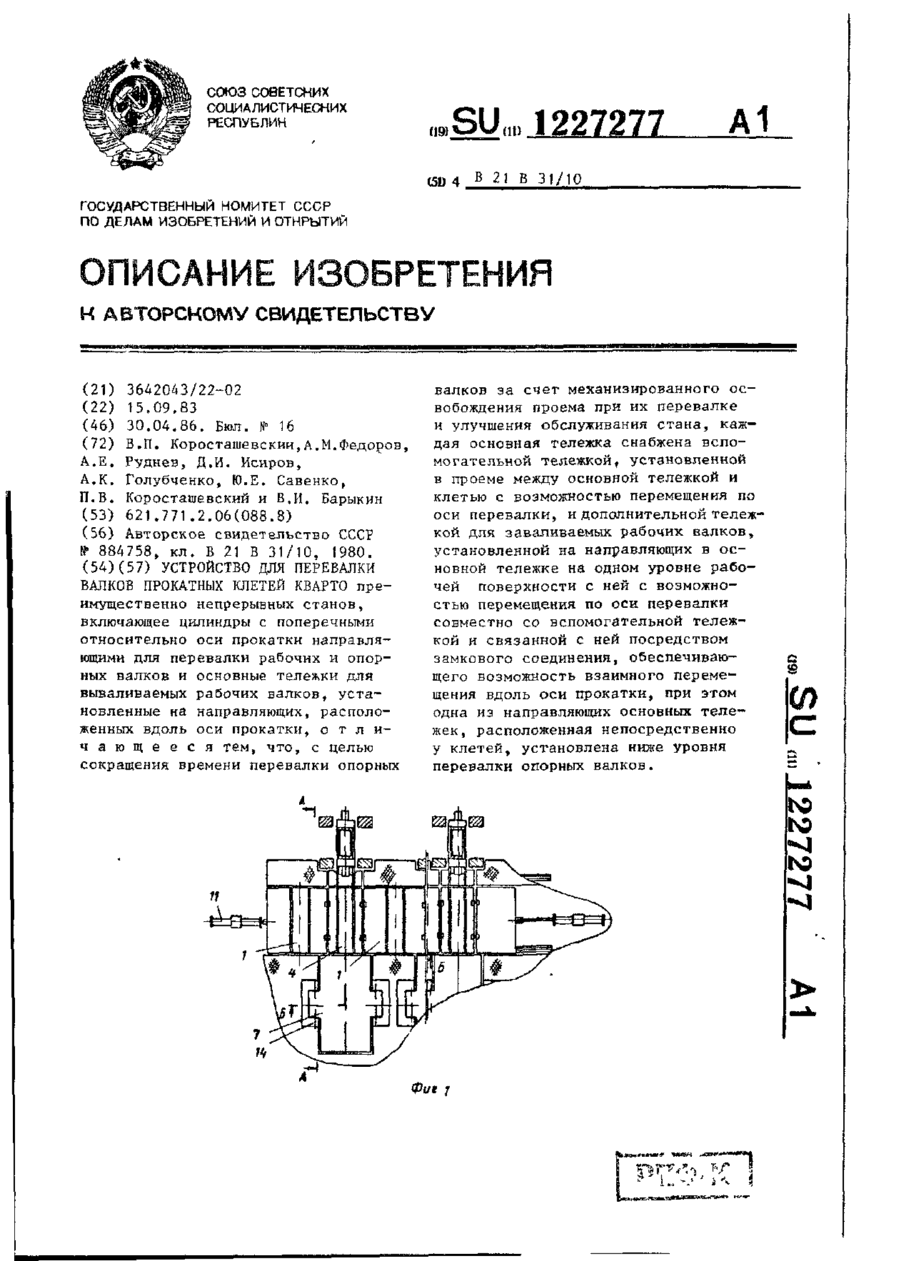
(57) Устройство для перевалки валков прокатных клетей кварто преимущественно непрерывных станов, включающее цилиндры с поперечными относительно оси прокатки направляющими для перевалки рабочих и опорных валков и основные тележки для вываливаемых рабочих валков, установленные на направляющих, расположенных вдоль оси прокатки, отличающееся тем, что, с целью сокращения времени перевалки опорных валков за счет механизированного освобождения...
Обладнання для очистки внутрішньої поверхні трубопроводу
Номер патенту: 11
Опубліковано: 30.04.1993
Автори: Тюрін Юрій Іванович, Сльоз Леонід Гедалійович
Мітки: внутрішньої, поверхні, обладнання, трубопроводу, очистки
Формула / Реферат:
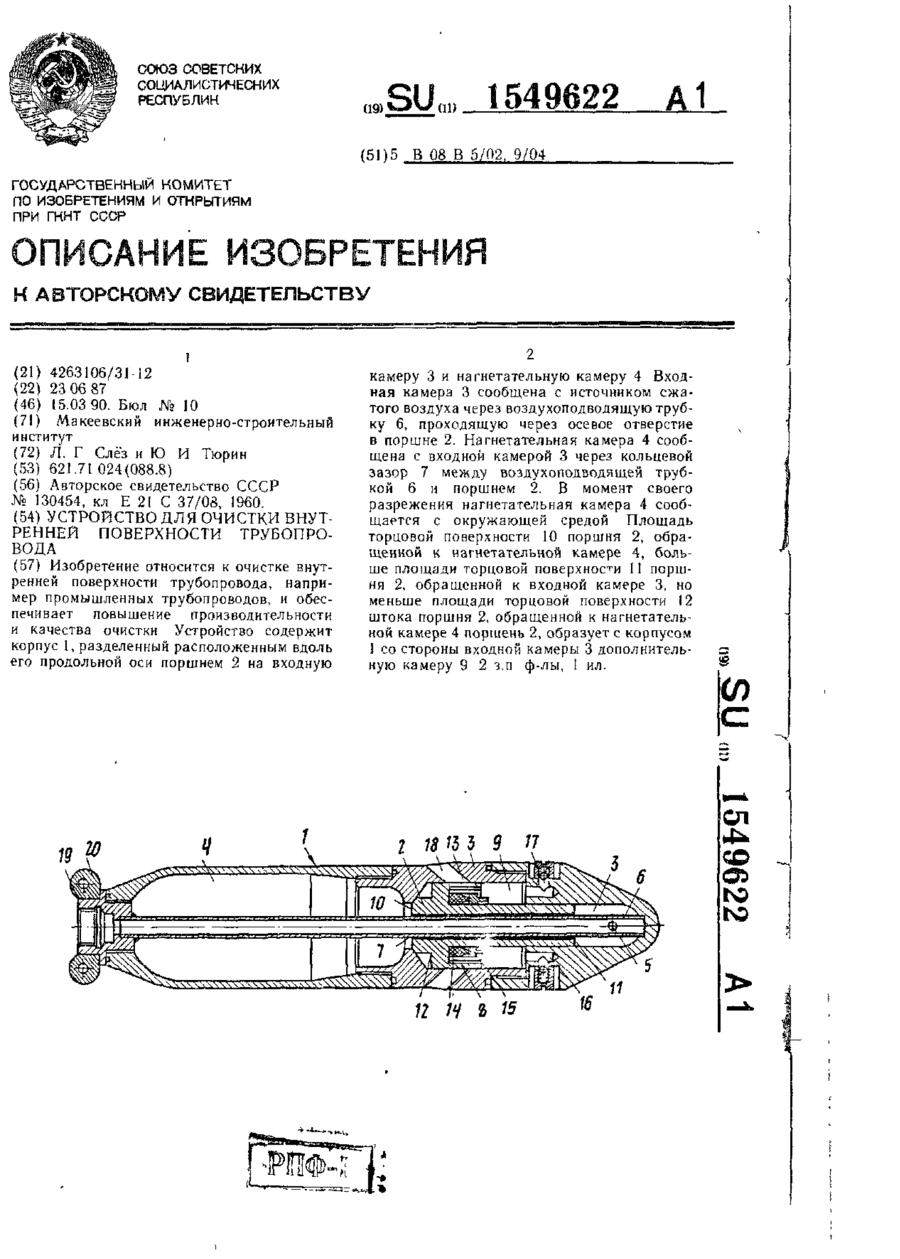
Формула изобретения1. Устройство для очистки внутренней поверхности трубопровода, содержащее полый корпус и установленный в нем поршень с образованием входной камеры, сообщенной с источником сжатого воздуха через воздухоподводящую трубку, расположенную по оси поршня, и нагнетательной камеры, сообщенной с входной камерой через кольцевой зазор между воздухоподводящей трубкой и поршнем и посредством выхлопных отверстий с окружающей...
Спосіб оцінки функціонального стану голосоутворюючої системи
Номер патенту: 391
Опубліковано: 30.04.1993
Автор: Кравченко Олександр Михайлович
МПК: A61H 1/00
Мітки: спосіб, системі, оцінки, функціонального, голосоутворюючої, стану
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ оценки функционального состояния голосообразующей системы путем определения границ функционирования акустических уровней звука, о т л и ч а ю щ и й с я тем, что, с целью профилактики заболеваний звукообразующих органов, определяют уровни звука, которые могут выдерживаться неограниченное время при удерживании частот определяющих формант фонируемых гласных на частотных уровнях основных тонов, и...
Пристрій для переміщення і передачі виробів
Номер патенту: 338
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович, Кундін Станіслав Ісакович, Фрідман Роман Аркадійович
МПК: B65G 47/53
Мітки: пристрій, переміщення, передачі, виробів
Формула / Реферат:
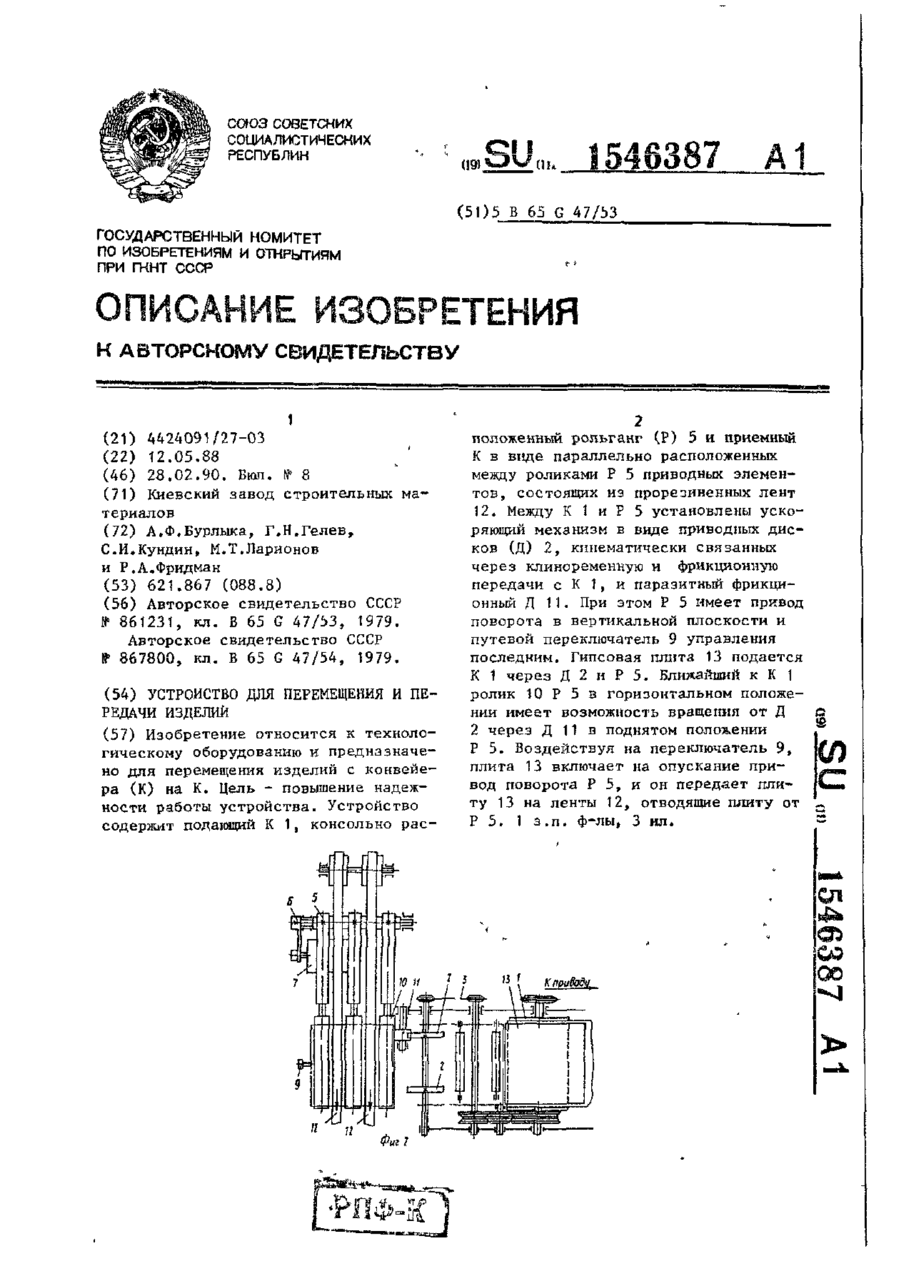
Ф о р м у л а и з о б р е т е н и я 1. Устройство для перемещения и передачи изделий, включающее подающий конвейер, консольно расположенный рольганг с приводом поворота в вертикальной плоскости и путевым переключателем управления последним и приемный конвейер в виде параллельно расположенных между роликами рольганга приводных элементов, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности работы устройства, оно снабжено...
Попередній патент: Пристрій для охолодження прокату, який рухається
Наступний патент: Засіб для індивідуальної профілактики венеричних захворювань у чоловіків
Випадковий патент: Пристрій для обмеження руху транспорту