B21B 37/16 — управління товщиною, шириною, діаметром або іншими поперечними розмірами
Спосіб і система керування формою тонкої литої стрічки, спосіб виготовлення тонкої литої стрічки і потокова лінія для його здійснення
Номер патенту: 97109
Опубліковано: 10.01.2012
Автори: Доманті Тіно, Уоллес Глен, Ріс Гарольд Бредлі, Джербер Террі Л., Мюллер Ясон, Брітанік Річард
МПК: B21B 37/28, B21B 37/16
Мітки: лінія, тонкої, потокова, стрічки, виготовлення, система, литої, керування, спосіб, здійснення, формою
Формула / Реферат:
1. Спосіб керування формою тонкої литої стрічки на оснащеній станом гарячої прокатки потоковій лінії для виготовлення стрічки, який включає наступні операції:- вимірювання вхідного профілю товщини сформованої металевої стрічки до того, як ця металева стрічка входить в стан гарячої прокатки;- розрахунок цільового профілю товщини як функції виміряного вхідного профілю товщини за умови, що вона задовольняє технічним вимогам до...
Спосіб прокатки листів або штаб
Номер патенту: 90753
Опубліковано: 25.05.2010
Автори: Данько Андрій Володимирович, Сатонін Олександр Володимирович
МПК: B21B 37/16, B21B 1/22, B21B 37/46 ...
Мітки: штаб, спосіб, прокатки, листів
Формула / Реферат:
1. Спосіб прокатки листів або штаб, що включає прокатку у валках з випуклим робочим профілюванням листів або штаб максимальної ширини при номінальному зусиллі прокатки , який відрізняється тим, що при прокатці листів або штаб меншої ширини зусилля прокатки зменшують шляхом розузгодження швидкостей робочих валків до величини
Спосіб підвищення стабільності процесу, зокрема, абсолютної точності по товщині і надійності агрегатів при гарячій прокатці сталі або кольорових металів
Номер патенту: 86220
Опубліковано: 10.04.2009
Автори: Вехаге Харальд, Ліксфельд Петер, Грімм Вольфганг, Скода-Допп Ульріх, Боровіков Александер, Блай Хольгер
МПК: B21B 37/00, B21B 37/16
Мітки: зокрема, металів, спосіб, надійності, сталі, абсолютної, процесу, прокатці, гарячій, агрегатів, підвищення, кольорових, стабільності, товщини, точності
Формула / Реферат:
1. Спосіб підвищення стабільності процесу, зокрема, абсолютної точності по товщині і надійності агрегату при гарячій прокатці сталі або матеріалів з кольорового металу, при невеликих мірах деформації (j) або невеликих обтисненнях, при якому враховують межу текучості (Re) при підвищеній температурі при обчисленні номінального прокатного зусилля (Fw) і відповідної позиції регулювання (s), який відрізняється тим, щомежу текучості (Re)...
Спосіб отримання плющених стрічок різного типорозміру з дроту одного діаметра
Номер патенту: 28829
Опубліковано: 25.12.2007
Автори: Федорінов Володимир Анатолійович, Давиденко Катерина Сергіївна, Дворжак Артем Іванович, Сатонін Олександр Володимирович
МПК: B21B 37/16
Мітки: плющених, одного, діаметра, стрічок, отримання, різного, спосіб, типорозміру, дроту
Формула / Реферат:
Спосіб отримання плющених стрічок різного типорозміру з дроту одного діаметра, що включає цілеспрямовану зміну величини заднього та переднього натяжіння деформованих заготовок, який відрізняється тим, що виконують перерозподіл обтисків у непривідній та привідній робочих клітях, здійснюють технологічне суміщення в рамках одного плющильного стану процесу деформації між непривідними та привідними робочими валками.
Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані
Номер патенту: 80233
Опубліковано: 27.08.2007
Автори: Кожевникова Ірина Олександрівна, Ділігенський Євген Володимирович, Побегайло Олег Андрійович, Медведєв Микола Петрович, Будніков Володимир Іванович, Норка Сергій Петрович, Гарбер Едуард Олександрович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Бойко Володимир Семенович
МПК: B21B 37/16, B21B 1/22, B21B 37/46, B21B 37/00 ...
Мітки: багатоклітьовому, безперервної, холодної, прокатки, штаб, тонких, спосіб, стані
Формула / Реферат:
1. Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату й готового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної ί-ї кліті за...
Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48358
Опубліковано: 15.12.2003
Автори: Бєляєва Анастасія Юрьєвна, Бєлобров Юрій Миколайович, Грабовський Георгій Геннадієвич, Бєляєв Юрій Борисович, Орловський Юрій Володимирович
МПК: B21B 37/16, B21B 37/58
Мітки: листа, прокатки, реверсивних, гарячої, станах, товщини, стабілізації, пристрій
Формула / Реферат:
Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки, який містить електрогідравлічний блок управління, з’єднаний з системою автоматичного регулювання товщини (САРТ) листа і гідравлічними виконавчими механізмами (ГВМ) з датчиками тиску рідини і датчиками положення, підключеними до блока управління, причому порожнини виконавчих механізмів з’єднані з джерелом тиску рідини через сервоклапани і з магістраллю зливу - через...
Спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48357
Опубліковано: 15.12.2003
Автори: Бєлобров Юрій Миколайович, Орловський Юрій Володимирович, Грабовський Георгій Геннадієвич, Бєляєв Юрій Борисович, Бєляєва Анастасія Юрьєвна
МПК: B21B 37/16, B21B 37/58
Мітки: листа, стабілізації, прокатки, реверсивних, спосіб, товщини, станах, гарячої
Формула / Реферат:
Спосіб стабілізації товщини листа на реверсивному стані гарячої прокатки, що передбачає попереднє встановлення рівня лінії прокатки і фіксацію відповідного зусилля, встановлення перед першим пропусканням листа потрібного міжвалкового зазору і його зміну перед кожним наступним пропусканням в процесі прокатки до досягнення заданої товщини листа, при першому пропусканні листа вимірювання зусиль прокатки та температури, визначення відхилення сил...
Спосіб регулювання товщини штаби у попередньо напруженій кліті листового прокатного стана і пристрій для його реалізації
Номер патенту: 61625
Опубліковано: 17.11.2003
Автори: Гагарін Павло Павлович, Леонідов-Канєвський Євген Володимирович
МПК: B21B 37/16
Мітки: кліті, прокатного, стана, товщини, спосіб, регулювання, реалізації, попередньо, напружений, пристрій, штаби, листового
Формула / Реферат:
1. Спосіб регулювання товщини штаби в попередньо напруженій кліті прокатного стана, який включає вимір повного зусилля кліті, стабілізацію цього зусилля на заданому рівні за допомогою розпору опорних валків і корекцію зусилля розпору за показниками вимірювача товщини на виході стана, який відрізняється тим, що пружну деформацію валкової системи і биття опорних валків компенсують переміщенням швидкодіючого натискного пристрою.2. Спосіб...
Спосіб оцінювання форми штаби при прокатуванні

Номер патенту: 14354
Опубліковано: 25.04.1997
Автори: Потапкін Віктор Федорович, Рудь Володимир Павлович, Сатонін Олександр Володимирович, Федорінов Володимир Анатольович
МПК: B21B 37/16
Мітки: штаби, прокатуванні, форми, оцінювання, спосіб
Формула / Реферат:
Способ оценки формы полосы при прокатке, путем измерения относительного распределения натяжений по ее ширине, отличающийся тем, что, с целью упрощения реализации и расширения диапазона использования, прокатываемую полосу после выхода из валкой подвергают по ширине синхронным ударам телами с одинаковыми упругими свойствами и массой, сравнивают значения ударных импульсов, например, высоту подъема тел после удара о полосу, и по наличию...
Спосіб управління трубопрокатним станом
Номер патенту: 9844
Опубліковано: 30.09.1996
Автори: Ніксдорф Борис Юрійович, Кузнецов Євгеній Дмитрович
МПК: B21B 37/16
Мітки: трубопрокатним, спосіб, станом, управління
Формула / Реферат:
1. Способ управления трубопрокатным станом, включающий измерения толщины стенки трубы по ее длине при относительном вращении датчика и трубы, коррекцию зазора между инструментом и трубой, регулирование величины подачи заготовки, отличающийся тем, что выделяют четыре диапазона частот изменения сигнала толщины стенки трубы по ее длине, для каждого из которых вычисляют значения дисперсии и амплитуды сигнала изменения толщины стенки трубы по ее...
Обладнання для перевалювання валків прокатних клітей кварто
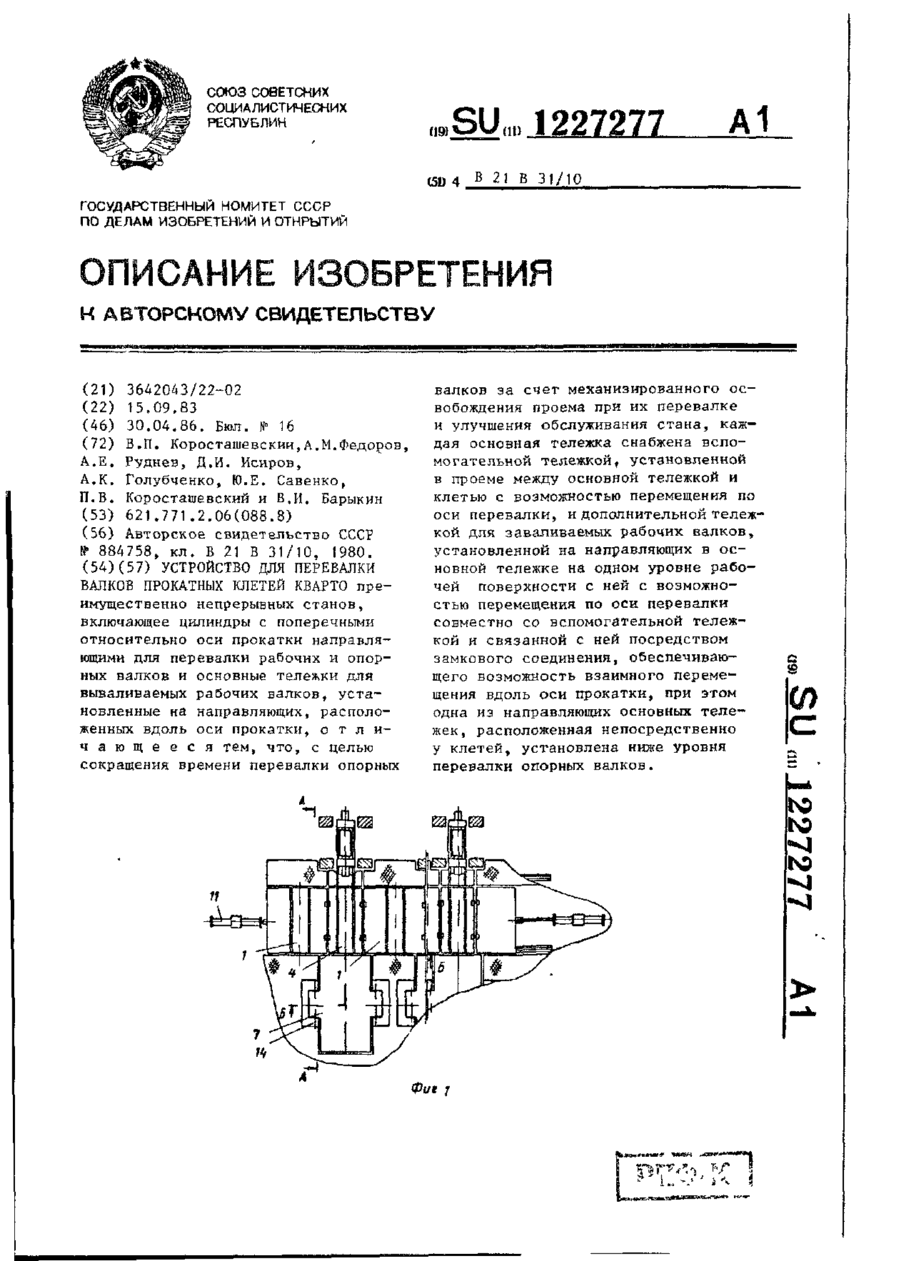
Номер патенту: 372
Опубліковано: 30.04.1993
Автори: Голубченко Анатолій Костянтинович, Савенко Юрій Євдокимович, Коросташевський Павло Володимирович, Федоров Анатолій Михайлович, Руднев Анатолій Юхимович, Барикін Віктор Іванович, Ісіров Дмитро Іванович, Коросташевський Володимир Павлович
МПК: B21B 37/16
Мітки: перевалювання, прокатних, клітей, обладнання, кварто, валків
Формула / Реферат:
(57) Устройство для перевалки валков прокатных клетей кварто преимущественно непрерывных станов, включающее цилиндры с поперечными относительно оси прокатки направляющими для перевалки рабочих и опорных валков и основные тележки для вываливаемых рабочих валков, установленные на направляющих, расположенных вдоль оси прокатки, отличающееся тем, что, с целью сокращения времени перевалки опорных валков за счет механизированного освобождения...