Установка для складання і зварювання трубних секцій
Номер патенту: 3763
Опубліковано: 27.12.1994
Автори: Харченко Олександр Кирилович, Іткін Олександр Феліксович, Григоренко Анатолій Іванович, Солтис Віталій Петрович, Кіпніс Ілля Аронович

Формула / Реферат
1. Установка для сборки и сварки трубных секций, включающая смонтированные на основании и соединенные между собой покатями линию подготовки концов труб с машинами для зачистки торцов труб, линию сварки с транспортным устройством, сварочной установкой и передвижной от привода захват для труб, содержащий тележку с перемещающейся в направляющих опорной скобой, прижимной скобой и приводом перемещения опорной скобы, отличающаяся тем, что прижимная скоба оснащена направляющими для перемещения по опорной призме, параллельными направляющим тележки, привод перемещения опорной скобы шарнирно соединен с опорной скобой и прижимной скобой, направляющие тележки и прижимные скобы перпендикулярны основанию.
2. Установка для сборки и сварки трубных секций по п. 1, отличающаяся тем, что опорная скоба и прижимная скоба установлены в соответствующих направляющих с возможностью ограниченного перемещения в плоскости, перпендикулярной основанию.
Текст
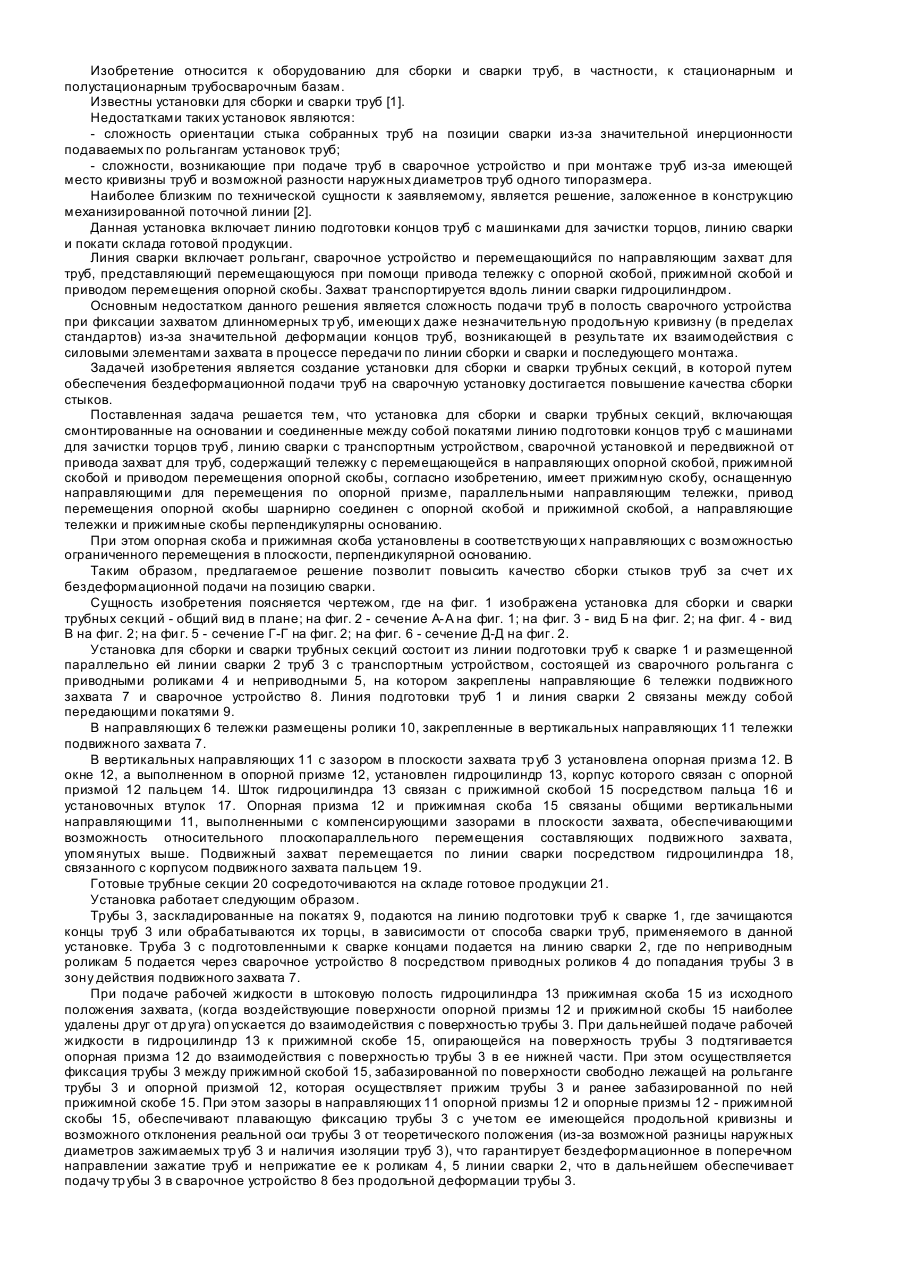
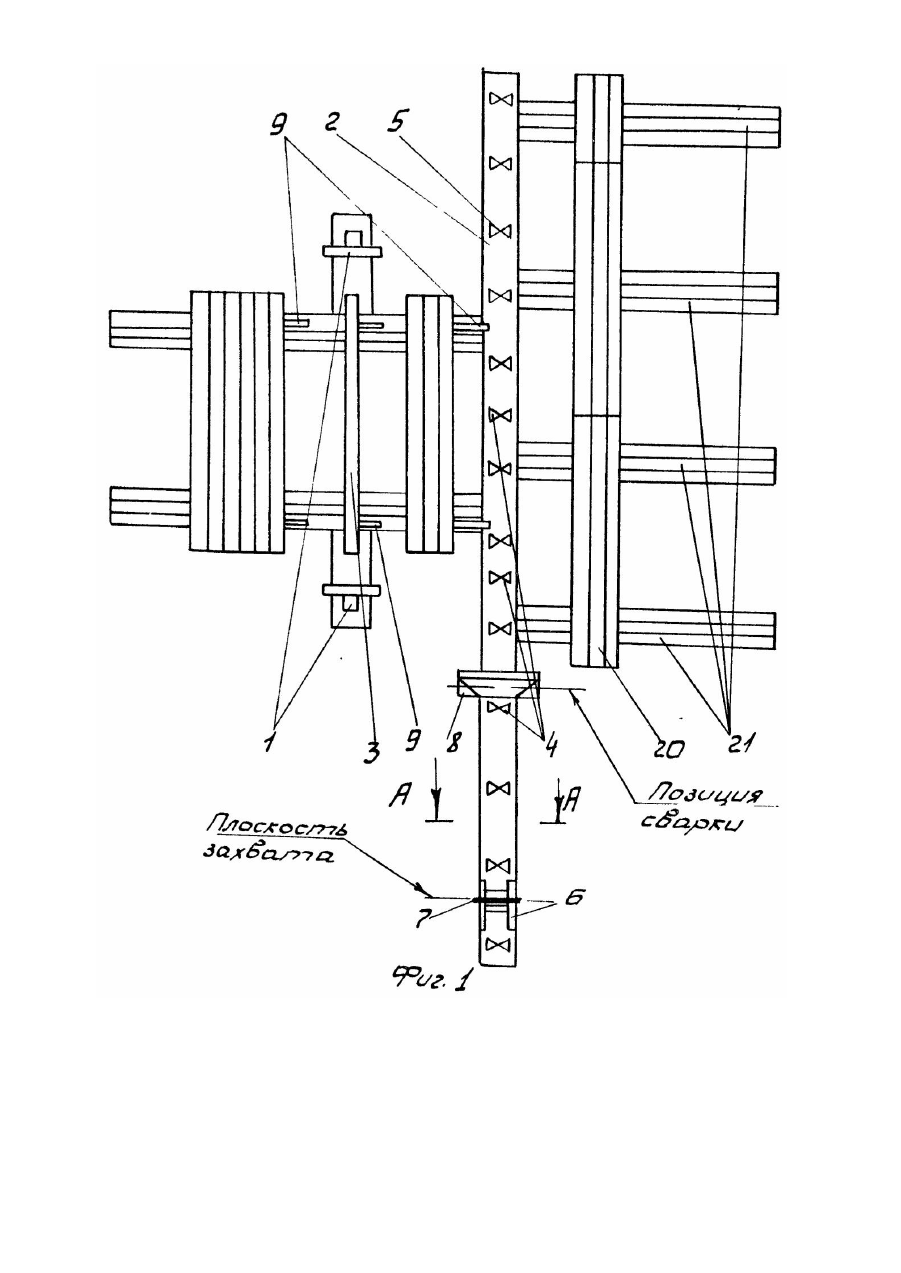
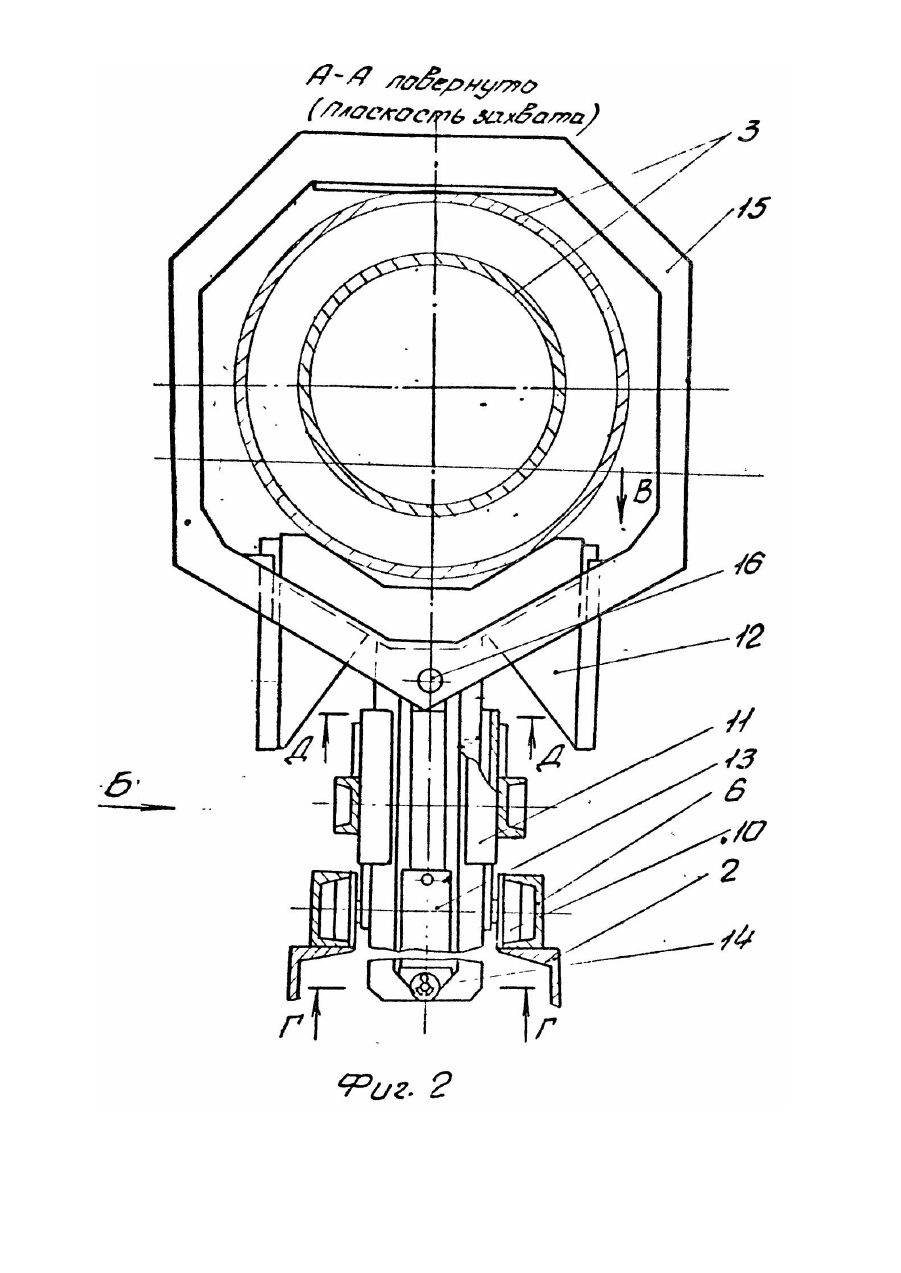
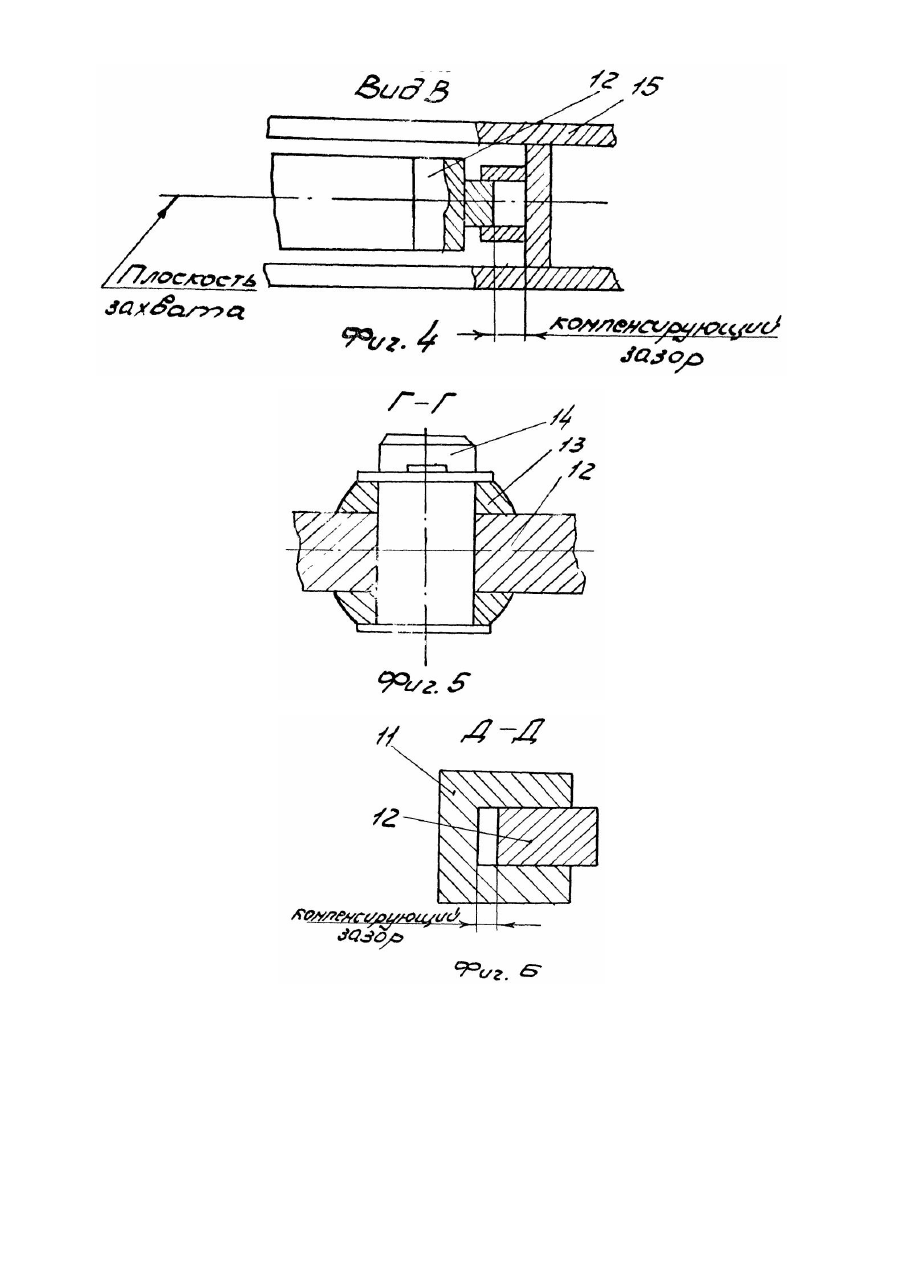
Изобретение относится к оборудованию для сборки и сварки труб, в частности, к стационарным и полустационарным трубосварочным базам. Известны установки для сборки и сварки труб [1]. Недостатками таких установок являются: - сложность ориентации стыка собранных труб на позиции сварки из-за значительной инерционности подаваемых по рольгангам установок труб; - сложности, возникающие при подаче труб в сварочное устройство и при монтаже труб из-за имеющей место кривизны труб и возможной разности наружных диаметров труб одного типоразмера. Наиболее близким по технической сущности к заявляемому, является решение, заложенное в конструкцию механизированной поточной линии [2]. Данная установка включает линию подготовки концов труб с машинками для зачистки торцов, линию сварки и покати склада готовой продукции. Линия сварки включает рольганг, сварочное устройство и перемещающийся по направляющим захват для труб, представляющий перемещающуюся при помощи привода тележку с опорной скобой, прижимной скобой и приводом перемещения опорной скобы. Захват транспортируется вдоль линии сварки гидроцилиндром. Основным недостатком данного решения является сложность подачи труб в полость сварочного устройства при фиксации захватом длинномерных тр уб, имеющи х даже незначительную продольную кривизну (в пределах стандартов) из-за значительной деформации концов труб, возникающей в результате их взаимодействия с силовыми элементами захвата в процессе передачи по линии сборки и сварки и последующего монтажа. Задачей изобретения является создание установки для сборки и сварки трубных секций, в которой путем обеспечения бездеформационной подачи труб на сварочную установку достигается повышение качества сборки стыков. Поставленная задача решается тем, что установка для сборки и сварки трубных секций, включающая смонтированные на основании и соединенные между собой покатями линию подготовки концов труб с машинами для зачистки торцов труб, линию сварки с транспортным устройством, сварочной установкой и передвижной от привода захват для труб, содержащий тележку с перемещающейся в направляющих опорной скобой, прижимной скобой и приводом перемещения опорной скобы, согласно изобретению, имеет прижимную скобу, оснащенную направляющими для перемещения по опорной призме, параллельными направляющим тележки, привод перемещения опорной скобы шарнирно соединен с опорной скобой и прижимной скобой, а направляющие тележки и прижимные скобы перпендикулярны основанию. При этом опорная скоба и прижимная скоба установлены в соответствующи х направляющих с возможностью ограниченного перемещения в плоскости, перпендикулярной основанию. Таким образом, предлагаемое решение позволит повысить качество сборки стыков труб за счет и х бездеформационной подачи на позицию сварки. Сущность изобретения поясняется чертежом, где на фиг. 1 изображена установка для сборки и сварки трубных секций - общий вид в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - вид В на фиг. 2; на фи г. 5 - сечение Г-Г на фиг. 2; на фиг. 6 - сечение Д-Д на фиг. 2. Установка для сборки и сварки трубных секций состоит из линии подготовки труб к сварке 1 и размещенной параллельно ей линии сварки 2 труб 3 с транспортным устройством, состоящей из сварочного рольганга с приводными роликами 4 и неприводными 5, на котором закреплены направляющие 6 тележки подвижного захвата 7 и сварочное устройство 8. Линия подготовки труб 1 и линия сварки 2 связаны между собой передающими покатями 9. В направляющих 6 тележки размещены ролики 10, закрепленные в вертикальных направляющих 11 тележки подвижного захвата 7. В вертикальных направляющих 11 с зазором в плоскости захвата тр уб 3 установлена опорная призма 12. В окне 12, а выполненном в опорной призме 12, установлен гидроцилиндр 13, корпус которого связан с опорной призмой 12 пальцем 14. Шток гидроцилиндра 13 связан с прижимной скобой 15 посредством пальца 16 и установочных втулок 17. Опорная призма 12 и прижимная скоба 15 связаны общими вертикальными направляющими 11, выполненными с компенсирующими зазорами в плоскости захвата, обеспечивающими возможность относительного плоскопараллельного перемещения составляющих подвижного захвата, упомянутых выше. Подвижный захват перемещается по линии сварки посредством гидроцилиндра 18, связанного с корпусом подвижного захвата пальцем 19. Готовые трубные секции 20 сосредоточиваются на складе готовое продукции 21. Установка работает следующим образом. Трубы 3, заскладированныена покатях 9, подаются на линию подготовки труб к сварке 1, где зачищаются концы труб 3 или обрабатываются их торцы, в зависимости от способа сварки труб, применяемого в данной установке. Труба 3 с подготовленными к сварке концами подается на линию сварки 2, где по неприводным роликам 5 подается через сварочное устройство 8 посредством приводных роликов 4 до попадания трубы 3 в зону действия подвижного захвата 7. При подаче рабочей жидкости в штоковую полость гидроцилиндра 13 прижимная скоба 15 из исходного положения захвата, (когда воздействующие поверхности опорной призмы 12 и прижимной скобы 15 наиболее удалены друг от др уга) оп ускается до взаимодействия с поверхностью трубы 3. При дальнейшей подаче рабочей жидкости в гидроцилиндр 13 к прижимной скобе 15, опирающейся на поверхность трубы 3 подтягивается опорная призма 12 до взаимодействия с поверхностью трубы 3 в ее нижней части. При этом осуществляется фиксация трубы 3 между прижимной скобой 15, забазированной по поверхности свободно лежащей на рольганге трубы 3 и опорной призмой 12, которая осуществляет прижим трубы 3 и ранее забазированной по ней прижимной скобе 15. При этом зазоры в направляющих 11 опорной призмы 12 и опорные призмы 12 - прижимной скобы 15, обеспечивают плавающую фиксацию трубы 3 с уче том ее имеющейся продольной кривизны и возможного отклонения реальной оси трубы 3 от теоретического положения (из-за возможной разницы наружных диаметров зажимаемых тр уб 3 и наличия изоляции труб 3), что гарантирует бездеформационное в поперечном направлении зажатие труб и неприжатие ее к роликам 4, 5 линии сварки 2, что в дальнейшем обеспечивает подачу тр убы 3 в сварочное устройство 8 без продольной деформации трубы 3. После фиксации трубы 3 подачей рабочей жидкости в гидроцилиндр 18 сообщается перемещение подвижному захвату вместе с зафиксированной трубой 3 и происходит подача последней в сварочное устройство 8 до достижения правым (фиг. 1) концом трубы 3 исходного положения на позиции сварки. В этом положении труба 3 удерживается захватом 7 до подачи на линию сварки 2 следующей подготовленной к сварке трубы 3 и стыковки ее левого (фиг. 1) торца с зафиксированной в подвижном захвате 7 трубой 3. Таким образом, осуществляется точное базирование стыка трубы 3 на позиции сварки при бездеформационном в продольном направлении состоянии трубы 3, а значит на качестве сваренного стыка не будут сказываться преднапряжения, обусловленные наличием предварительной деформации труб 3. После сварки стыка рабочая жидкость подается в поршневую полость гидроцилиндра 13 и захват 7 расфиксирует сваренную трубн ую секцию, при этом опорная призма 12 и скоба 15 занимает исходное положение (т.е. положение наибольшего удаления их воздействующих поверхностей друг от др уга) и гидроцилиндром 18 подвижный захват 7 уводится влево (фиг. 1). После этого двухтр убная секция перегоняется вправо (фиг. 1), на линию сварки 2 подается следующая тр уба 3, которая перегоняется роликами 4 до попадания в зону действия захвата 7 и процесс повторяется: поданная труба подается на позицию сварки, стыкуется с ранее сваренной двухтрубной секцией и дальше производится либо дальнейшее наращивание свариваемой трубной секции 20, либо передача ее на склад готовой продукции 21.После передачи готовой многотрубной секции 20 на склад готовой продукции 21 на линию 2 подается очередная, подготовленная к сварке труба 3 и процесс возобновляется. Установка для сборки и сварки трубных секций позволяет повысить качество сборки стыков труб за счет и х бездеформационной подачи на позицию сварки.
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for assembly and welding of pipe sections
Автори англійськоюItkin Oleksandr Feliksovych, Hryhorenko Anatolii Ivanovych, Soltys Vitalii Petrovych, Kipnis Illia Aronovych, Kharchenko Oleksandr Kyrylovych
Назва патенту російськоюУстановка для сборки и сварки трубных секций
Автори російськоюИткин Александр Феликсович, Григоренко Анатолий Иванович, Солтис Виталий Петрович, Кипнис Илья Аронович, Харченко Александр Кириллович
МПК / Мітки
МПК: B23K 37/04
Мітки: складання, зварювання, установка, трубних, секцій
Код посилання
<a href="https://ua.patents.su/6-3763-ustanovka-dlya-skladannya-i-zvaryuvannya-trubnikh-sekcijj.html" target="_blank" rel="follow" title="База патентів України">Установка для складання і зварювання трубних секцій</a>
Пристрій для складання виробів під зварювання
Номер патенту: 3083
Опубліковано: 26.12.1994
Автор: Дудник Георгій Петрович
МПК: B23K 37/047
Мітки: складання, пристрій, виробів, зварювання
Формула / Реферат:
Устройство для сборки изделий под сварку, содержащее смонтированный на станине механизм сборки и предварительного крепления собираемых изделий, механизм окончательного крепления собираемых изделий, расположенное между механизмами крепления транспортное устройство, каждый механизм крепления содержит заднюю и переднюю бабки с центрами и прижимами для собираемых изделий, отличающееся тем, что транспортное средство выполнено в виде установленных...
Потокова лінія для складання і стикового електроконтактного зварювання труб у нитку магістрального трубопроводу
Номер патенту: 1145
Опубліковано: 30.12.1993
Автори: Чірсков Владімір Грігор'євіч, Кучук-Яценко Сергій Іванович, Уніговський Михайло Рахмильович, Сєрафін Орєст Міхайловіч, Щєрбіна Боріс Євдокімовіч, Сахарнов Василь Олексійович, Іванцов Олєг Максімовіч, Лебедєв Володимир Костянтинович, Рулєвський Євгеній Васильович, Солодовніков Сергій Олександрович, Патон Борис Євгенович
МПК: B23K 37/04, B23K 31/00
Мітки: магістрального, складання, нитку, стикового, потокова, труб, зварювання, електроконтактного, трубопроводу, лінія
Формула / Реферат:
1. Поточная линия для оборки и стыковой электроконтактной сварки труб в нитку магистрального трубопровода, содержащая расположенные на основании в линию по ходу технологического процесса трубоукладчик, агрегат зачистки концов внутренних поверхностей труб под прижимные контакты внутритрубной сварочной головки, дизельэлектрическую станцию питания, снабженную штангой для подвода питания, внутритрубную сварочную головку для стыковойй...
Лінія для складання і зварювання виробів коробчастого перерізу
Номер патенту: 126
Опубліковано: 30.04.1993
Автори: Перцевий Михайло Миколайович, Кукарін Віктор Григорович
МПК: B23K 11/10, B23K 37/04
Мітки: лінія, складання, коробчастого, перерізу, зварювання, виробів
Формула / Реферат:
Формула изобретенияЛиния для сборки и сварки изделий коробчатого сечения, содержащая смонтированные на основании по ходу технологического процесса и связанные между собой штамповым конвейером позиции сборки и позиции сварки, оснащенные подъемными поворотными рычагами со сварочными клещами, отличающаяся тем, что, с целью повышения качества путем обеспечения предварительного зазора между отбортовками свариваемых изделий, позиции сварки...
Пристрій для зварювання труб з термопластів
Номер патенту: 4316
Опубліковано: 27.12.1994
Автори: Тютюник Микола Сергійович, Персіон Олексій Абрамович, Новиченко Микола Григорович
МПК: B29C 65/18
Мітки: термопластів, зварювання, пристрій, труб
Формула / Реферат:
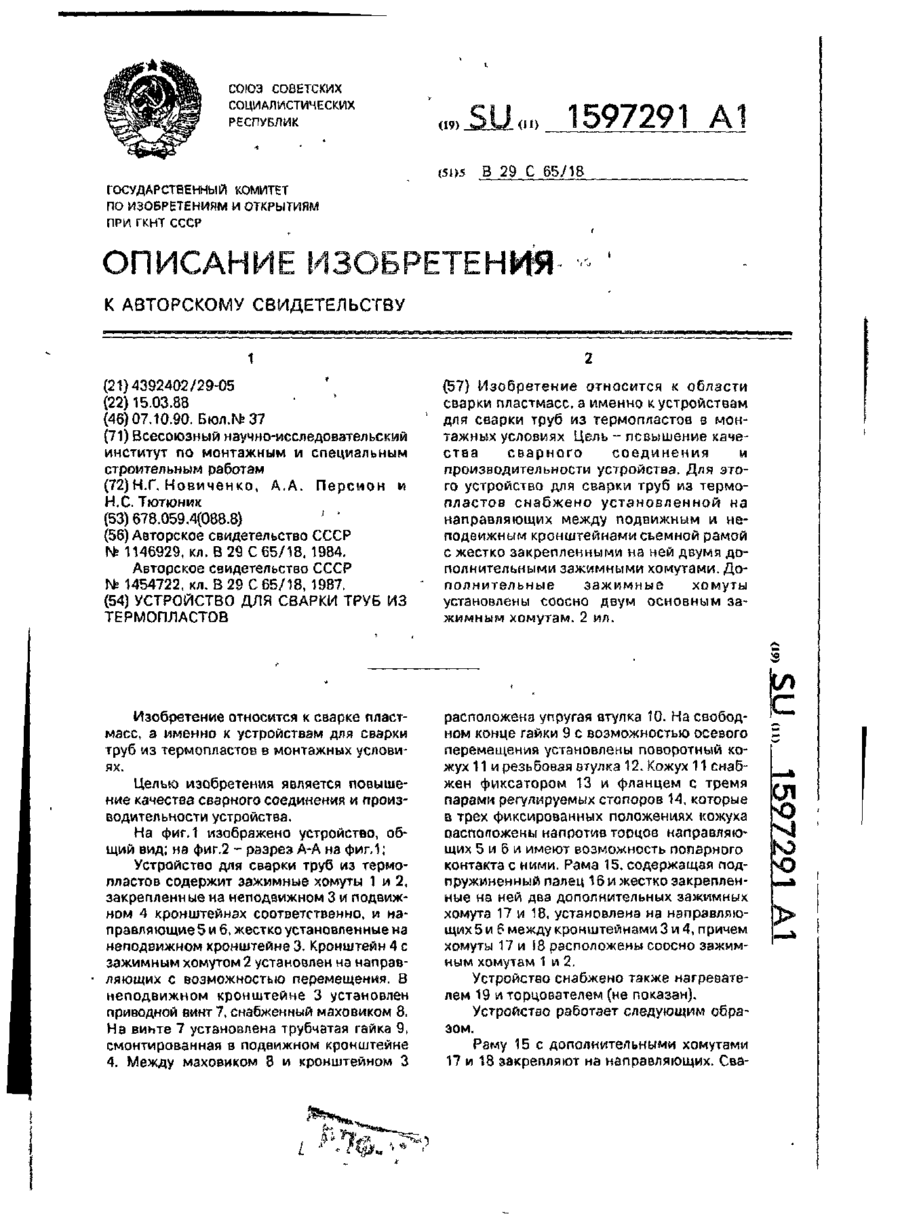
Устройство для сварки труб из термопластов, содержащее неподвижный и подвижный кронштейны с зажимными хомутами, направляющие, закрепленные на неподвижном кронштейне, и приходной винт с трубчатой гайкой, установленной на подвижном кронштейне и снабженной на свободном конце резьбовой втулкой и поворотным кожухом с фиксатором и с тремя парами регулирумых стопоров, установленных с возможностью попарного контакта с торцами направляющих,...
Муфта для зварювання труб з термопластів
Номер патенту: 3232
Опубліковано: 26.12.1994
Автори: Менжерес Марина Григорівна, Марчук Петро Федорович, Болдуй Юрій Андрійович, Пономарьова Євгенія Юріївна, Тарногродський Валентин Павлович
МПК: B29C 65/34
Мітки: труб, термопластів, зварювання, муфта
Формула / Реферат:
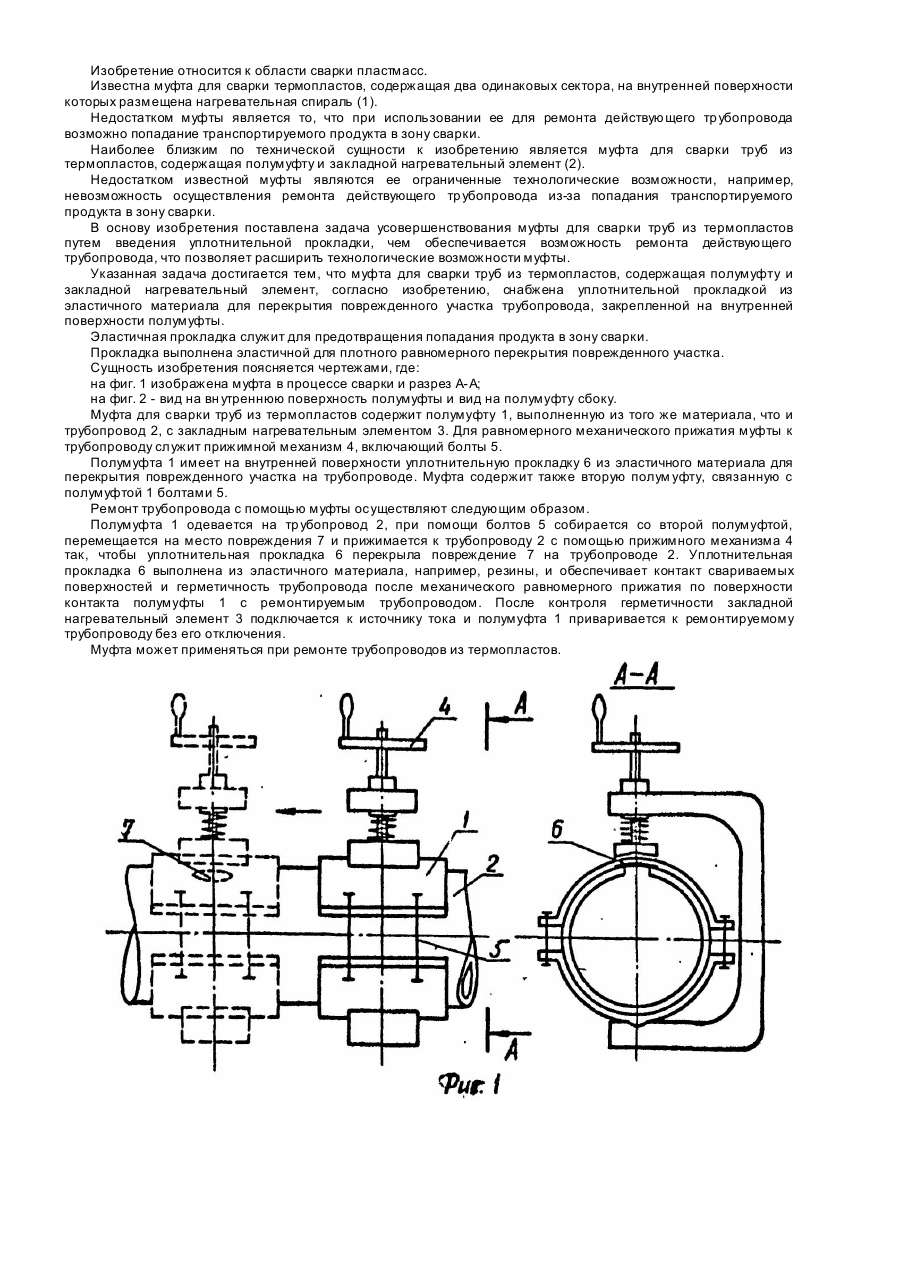
Муфта для сварки труб из термопластов, содержащая полумуфту и закладной нагревательный элемент, отличающаяся тем, что она снабжена уплотнительной прокладкой из эластичного материала для перекрытия поврежденного участка трубопровода, закрепленной на внутренней поверхности полумуфты.