Лінія для складання і зварювання виробів коробчастого перерізу
Номер патенту: 126
Опубліковано: 30.04.1993
Автори: Перцевий Михайло Миколайович, Кукарін Віктор Григорович
Формула / Реферат
Формула изобретения
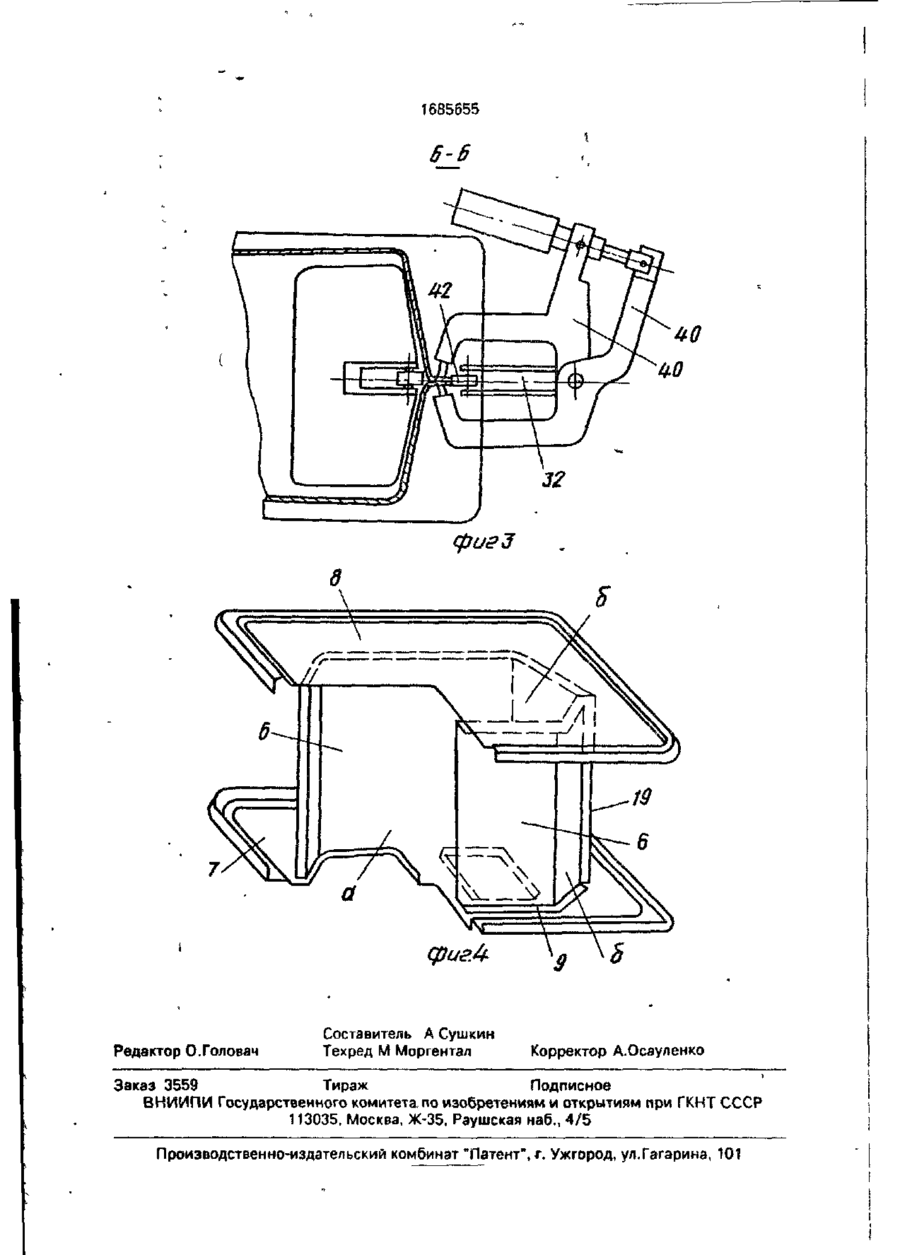
Линия для сборки и сварки изделий коробчатого сечения, содержащая смонтированные на основании по ходу технологического процесса и связанные между собой штамповым конвейером позиции сборки и позиции сварки, оснащенные подъемными поворотными рычагами со сварочными клещами, отличающаяся тем, что, с целью повышения качества путем обеспечения предварительного зазора между отбортовками свариваемых изделий, позиции сварки оснащены установленными на основании по обе стороны продольной оси линии копирными планками и подъемными рычагами с упором для внутренних поверхностей отбортовок изделия, подъемные поворотные рычаги со сварочными клещами оснащены упорами для наружных поверхностей отбортовок, а подъемные рычаги с упором смонтированы с возможностью взаимодействия с соответствующими копирными планкам.
Текст
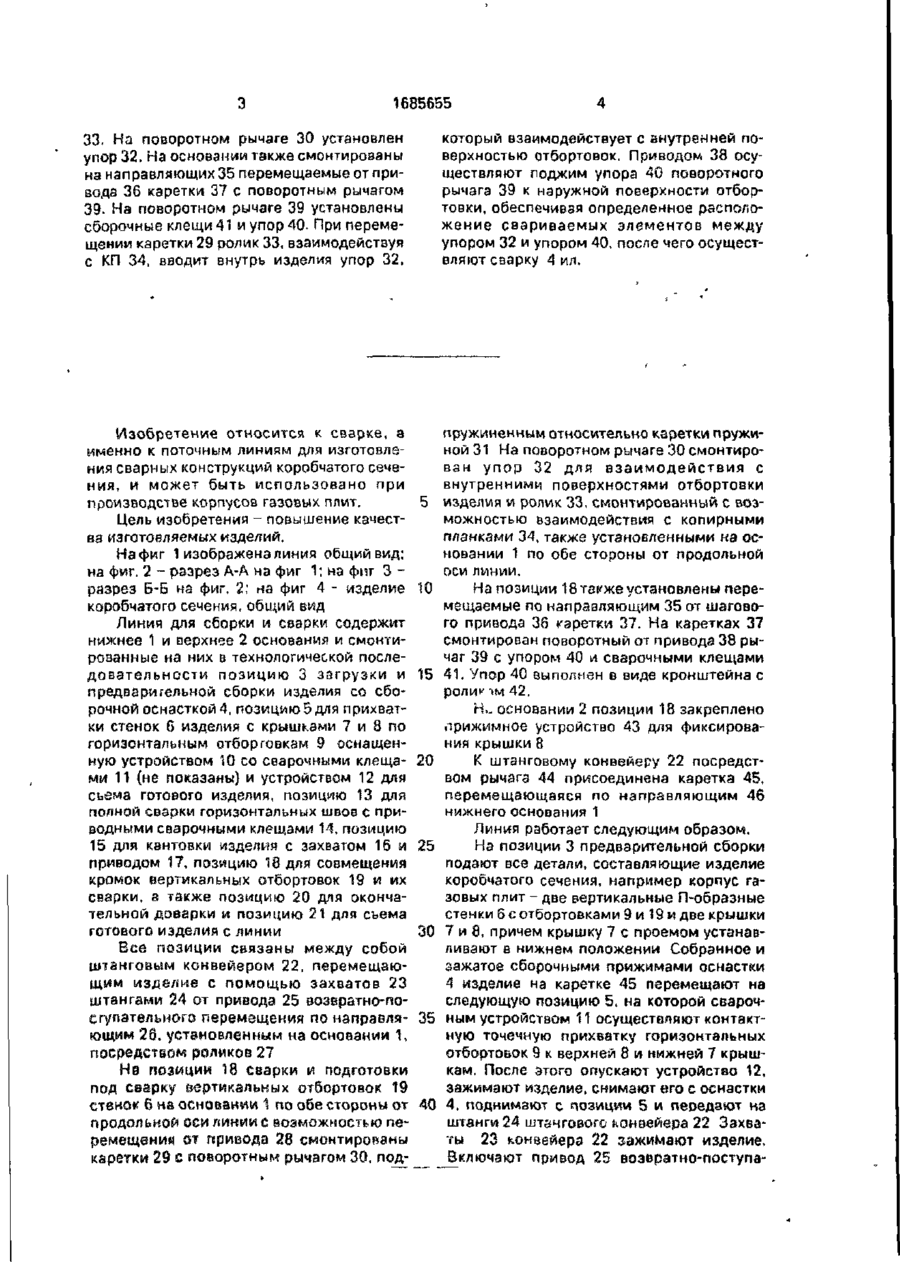
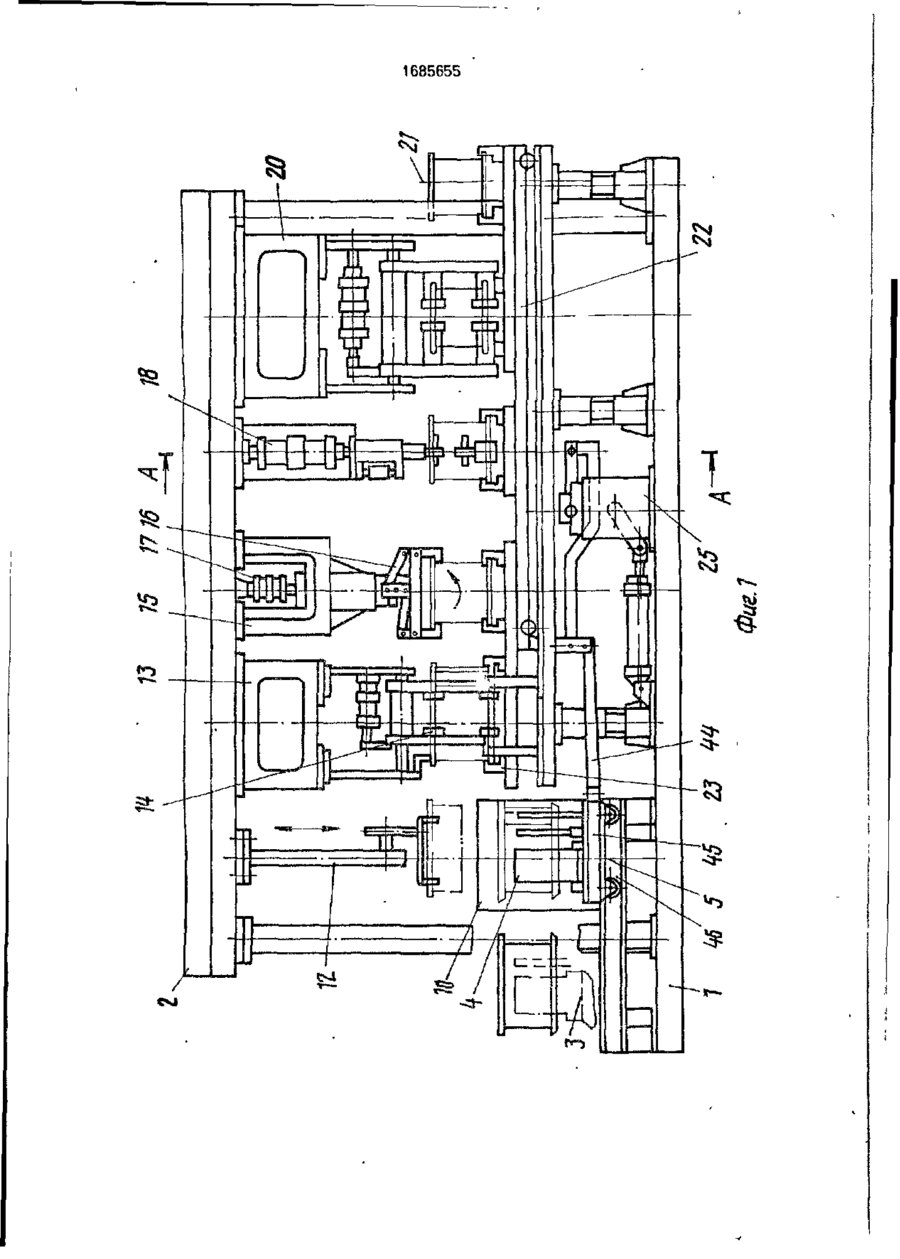
Изобретение касается сварки, а именно поточных линий для изготовления сварных конструкций коробчатого сечения, и может быть использовано при производстве газовых плит Целью изобретения является повышение качества получаемых заготовок. Цель достигается тем, что, на основании установлены копирные планки(КПЇ 34 и перемещаемые от прибора 28 каретки 29 с подпружиненным поворотным рычагом 30, взаимодействующим с КП 34 роликом сл ел Фи 2 2 1685655 33. На поворотном рычаге 30 установлен упор 32. На основании также смонтированы на направляющих 35 перемещаемые от привода 36 каретки 37 с поворотным рычагом 39. На поворотном рычаге 39 установлены сборочные клещи 41 и упор 40. При перемещении каретки 29 ролик 33, взаимодействуя с КП 34, вводит внутрь изделия упор 32, который взаимодействует с внутренней поверхностью отбортовок. Приводом 38 осуществляют поджим упора 40 поворотного рычага 39 к наружной поверхности отбортовки, обеспечивая определенное расположение свариваемых элементов между упором 32 и упором 40, после чего осуществляют сварку 4 ил. Изобретение относится к сварке, а именно к поточным линиям для изготовления сварных конструкций коробчатого сечения, и может быть использовано при производстве корпусов газовых плит. 5 Цель изобретения - повышение качества изготовляемых изделий. На фиг 1 изображена линия общий вид; на фиг. 2 - разрез А-А на фиг 1; на фиг 3 разрез Б-Б на фиг. 2; на фиг 4 - изделие 10 коробчатого сечения, общий вид Линия для сборки и сварки содержит нижнее 1 и верхнее 2 основания и смонтированные на них в технологической последовательности позицию 3 загрузки и 15 предварительной сборки изделия со сборочной оснасткой 4, позицию5 для прихватки стенок 6 изделия с крышками 7 и 8 по горизонтальным отборговкам 9 оснащенную устройством 10 со сварочными клеща- 20 ми 11 (не показаны) и устройством 12 для съема готового изделия, позицию 13 для полной сварки горизонтальных швов с приводными сварочными клещами 14, позицию 15 для кантовки изделия с захватом 16 и 25 приводом 17, позицию 18 для совмещения кромок вертикальных отбортовок 19 и их сварки, а также позицию 20 для окончательной доварки и позицию 21 для съема готового изделия с линии 30 Есе позиции связаны между собой штанговым конвейером 22, перемещающим изделие с помощью захватов 23 штангами 24 от привода 25 возвратно-посгупательиого перемещения по направля- 35 ющим 26, установленным на основании 1, посредством роликов 27 На позиции 18 сварки и подготовки под сварку вертикальных отбортовок 19 стенок 8 на основании 1 по обе стороны от 40 продольной оси линии с возможностью перемещений от привода 28 смонтированы каретки 29 с поворотным рычагом 30, под пружиненным относительно каретки пружиной 31 На поворотном рычаге 30 смонтирован упор 32 для взаимодействия с внутренними поверхностями отбортовки изделия и ролик 33, смонтированный с возможностью взаимодействия с копирными планками 34, также установленными на основании 1 по обе стороны от продольной оси линии. На позиции 18 также установлены перемещаемые по направляющим 35 от шагового привода 36 каретки 37. На каретках 37 смонтирован поворотный от привода 38 рычаг 39 с упором 40 и сварочными клещами 41. Упор 40 выполнен в виде кронштейна с роли" їм 42. И,- основании 2 позиции 18 закреплено прижимное устройство 43 для фиксирования крышки 8 К штанговому конвейеру 22 посредством рычага 44 присоединена каретка 45, перемещающаяся по направляющим 46 нижнего основания 1 Линия работает следующим образом. На позиции 3 предварительной сборки подают все детали, составляющие изделие коробчатого сечения, например корпус газовых плит - две вертикальные Л-образные стенки 6 с отбортовками 9 и 19 и две крышки 7 и 8, причем крышку 7 с проемом устанавливают в нижнем положении Собранное и зажатое сборочными прижимами оснастки 4 изделие на каретке 45 перемещают на следующую позицию 5. на которой сварочным устройством 11 осуществляют контактную точечную прихватку горизонтальных отбортовок 9 к верхней 8 и нижней 7 крышкам. После этого опускают устройство 12, зажимают изделие, снимают его с оснастки 4, поднимают с позиции 5 и передают на штанги 24 штангового конвейера 22 Захваты 23 конвейера 22 зажимают изделие. Включают привод 25 возвратно-поступа 1635655 тельного перемещения конвейера 22, штанги 24 по направляющим 26 с помощью роликов 27 перемещают изделие на позиции 13, где после остановки конвейера 22 захваты 23 освобождают изделие, и штанги 24 возвращают в исходное положение. Каретка 45 также возвращается на исходную позицию, где вновь выполняют операцию загрузки и предварительной сборки. Клещами 14 осуществляют приварку горизонтальных от- 10 бартовок 9 к крышкам 7 и 8, перемещая их по горизонтали вдоль стенок 6. После выполнения этой операции изделие вновь зажимают захватами 23 и движением штангового конвейера 22 передают на следую- 15 щую позицию 15. На позиции 15 выполняют разворот изделия на 90° приводом 17. Далее штанги 24 конвейера 22 перемещают изделие на позицию 18 сборки-сварки вертикальных отбортовок б попарно между со- 20 бой с двух сторон П-образных стенок 6. Включают привод 28 и перемещают каретки 29 с поворотным рычагом 30 вверх и вводят упоры 32 через проем крышки 7 во внутреннюю полость изделия. Ролики 33 поворотных рычагов 30 прижаты проушинами 32 к соответствующим копирным планкам 34. При перемещении ролики 33 соскальзывают с копирных,планок 34, поворотные рычаги 30 под воздействием пру- 30 жин 28 разворачивается, и ролики 4'г упоров 40 входят в контакт с внутренней поверхностью стенок. Включают привод 38 и поворотом рычагов 39 подводят сварочные клещи 41 к 35 кромкам отбортовок 19, причем соответственно в крайнем нижнем и верхнем положениях. При подведении клещей 41 кромок отбортовок 19 размещаются между электро- 40 дами клещей 41 и по крайней мере хотя бы одной отбортовкой входят в контакт с роликами 42 упоров 40. При продолжении перемещения клещей 41 ролики 42 нажимают ка обе кромки 45 отбортовок 19 незакрепленных плоскостей стенок Є, совмещают их между собой и поджимают стенки 6 к упору 32 поворотного рычага 30. Перемещение клещей 41 осуще50 до полного сжатия отбортовок 19. после чего включают сжатие электродов клещей 41 и осуществляют сварку Включают приводы 36 и перемещают кэретк> 37 с рычагами 39 на шаг и цикл сварки повторяют. После окончания csapки приводы 38 возвращают поворотные рычаги 39 с клещами 41 в исходное положение. Одновременно срабатывают приводы 28 и каретки 29 с поворотными рычагами 30 опускаются. При этом поворотные рычаги 30 нзезжают ролики 33 на копирные планки 34 и выводят рычаги 30 через проем крышки 7, Далее захваты 23 конвейера зажимают изделие и перемещают его на последнюю позицию 20, где осуществляется окончательная доварка. После этого идет передача изделия на позицию 21 и оно снимается с линии уже в готовом виде. Цикл сварки окончен. Предлагаемая линия позволяет повысить качество изготавливаемых изделий путем обеспечения предварительного зазора между отбортовками без применения до* полнительной сборочной оснастки. Формула изобретения Пиния для сборки и сварки изделий коробчатого сечения, содержащая смонтированные на основании по ходу технологического процесса и связанные между собой штзмповым конвейером позиции сборки и позиции сварки, оснащенные подъемными поворотными рычагами со сварочными клещами, о т л и ч а ю щ а я с я тем, что, с целью повышения качества путем обеспечения предварительного зазора между отбортовкае^и свариваемых изделий, позиции сварки оснащены установленными на основании по обе стороны продольной оси линии копирчыми планками и подъемными рычагами с упором для внутренних поверхностей отбортовок изделия, подъемные поворотные рычаги со сварочными клещами оснащены упорами для наружных поверхностей отбортовок, а подъемные рычаги с упором смонтированы с возможностью взаимодействия с соответствующими копирными планками. СТВЛЙЮТ 1685655 1685655 5-б фае! фиеА Редактор О.Головач Составитель А Сушкин Техред М Моргентал Корректор А.Осэуленко Заказ 3559 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Автори англійськоюKukarin Viktor Hryhorovych
Автори російськоюКукарин Виктор Григорьевич
МПК / Мітки
МПК: B23K 37/04, B23K 11/10
Мітки: виробів, коробчастого, складання, лінія, перерізу, зварювання
Код посилання
<a href="https://ua.patents.su/6-126-liniya-dlya-skladannya-i-zvaryuvannya-virobiv-korobchastogo-pererizu.html" target="_blank" rel="follow" title="База патентів України">Лінія для складання і зварювання виробів коробчастого перерізу</a>
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: контактного, управління, спосіб, стикового, зварювання, процесом, оплавленням
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Сахарнов Василь Олексійович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, зварювання, труб, контактного, машина
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Пристрій для контактного стикового зварювання рейок

Номер патенту: 312
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Порхун Федір Костянтинович, Грідін Олександр Петрович, Кучук-Яценко Сергій Іванович, Лядов Володимир Васильович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: контактного, стикового, пристрій, зварювання, рейок
Формула / Реферат:
Формула изобретения1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру...
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Галян Борис Опанасович, Мірошниченко Олександр Петрович, Патон Борис Євгенович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович
МПК: B23K 11/04, B23K 31/02
Мітки: стикового, труб, машина, зварювання, контактного
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Пристрій для укладення плоских виробів у пакет
Номер патенту: 336
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Гізунтерман Вілен Рафаілович, Гелев Георгій Наумович, Шульман Григорій Маркович, Кундін Станіслав Ісакович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович, Вінокур Юрій Натанович
МПК: B65G 57/02
Мітки: пристрій, плоских, виробів, укладення, пакет
Формула / Реферат:
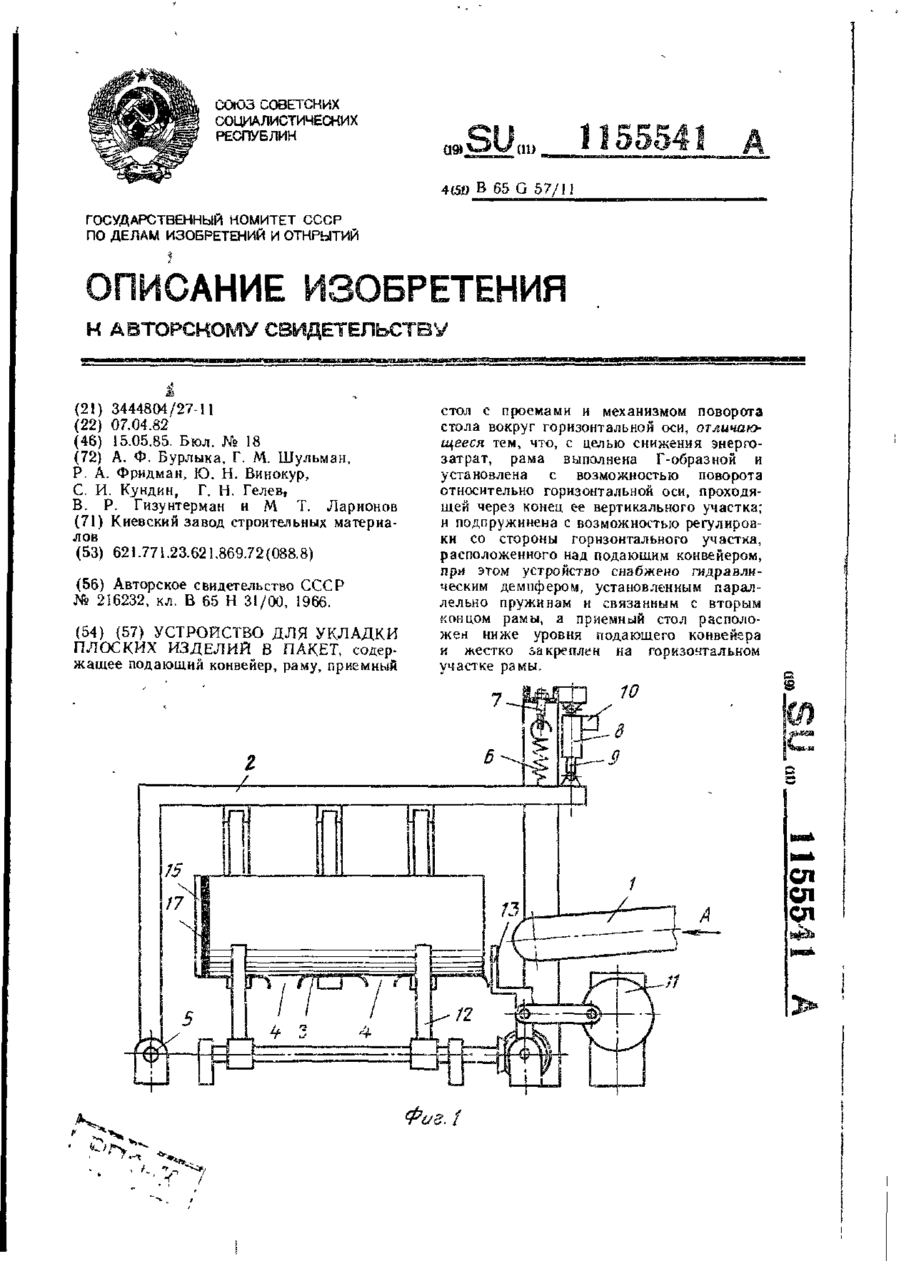
(57) Устройство для укладки плоских изделий в пакет, содержащее подающий конвейер, раму, приемный стол с проемами и механизмом поворота стола вокруг горизонтальной оси, отличающееся тем, что, с целью снижения энергозатрат, рама выполнена Г-образной и установлена с возможностью поворота относительно горизонтальной оси, проходящей через конец ее вертикального участка; и подпружинена с возможностью регулировки со стороны горизонтального участка,...
Попередній патент: Спосіб очистки води
Наступний патент: Рамне зміцнене кріплення
Випадковий патент: Пристрій для заземлення екрануючих обплетень екранованих кабелів і спосіб заземлення екрануючих обплетень екранованих кабелів