Сталь і спосіб її виробництва
Номер патенту: 38010
Опубліковано: 15.06.2004
Автори: Трегубенко Геннадій Миколайович, Черненко Валерій Тарасович, Ігнатов Микола Володимирович, Рабінович Олександр Вольфович, Тарасьєв Михайло Іванович, Пірогов Віталій Олександрович, Шапошніков Віталій Олександрович, Пучиков Олександр Володимирович, Коржавін Володимир Андрійович

Формула / Реферат
1. Сталь, що містить вуглець, марганець, кремній, хром, нікель, мідь, алюміній, титан, азот, залізо, яка відрізняється тим, що вона додатково містить кальцій при такому співвідношенні компонентів, мас. %:
вуглець
0,15-0,40
марганець
0,20-1,50
кремній
0,15-1,20
хром
0,01-1,00
нікель
0,01-0,60
мідь
0,005-0,50
алюміній
0,005-0,10
титан
0,005-0,04
азот
0,012-0,045
кальцій
0,001-0,10
залізо
решта
при виконанні співвідношень ![]()
![]()
2. Спосіб виробництва сталі, що включає виплавлення, легування рідкої сталі азотом і її розливання, який відрізняється тим, що азот вводять у кількості, що забезпечує його виділення в газові пузирі на заданій стадії твердіння зливка, і визначається за рівняннями:
![]() (1)
(1)
![]() , (2)
, (2)
де:
![]() - мінімальний і максимальний вміст азоту в рідкій сталі перед розливанням, мас. %;
- мінімальний і максимальний вміст азоту в рідкій сталі перед розливанням, мас. %;
![]() - розчинність азоту у твердому і рідкому металі при температурі кристалізації, мас. % ;
- розчинність азоту у твердому і рідкому металі при температурі кристалізації, мас. % ;
![]() - вміст титана в сталі, мас. %;
- вміст титана в сталі, мас. %;
![]() - задана частка металу, що кристалізується без виділення азоту.
- задана частка металу, що кристалізується без виділення азоту.
Текст
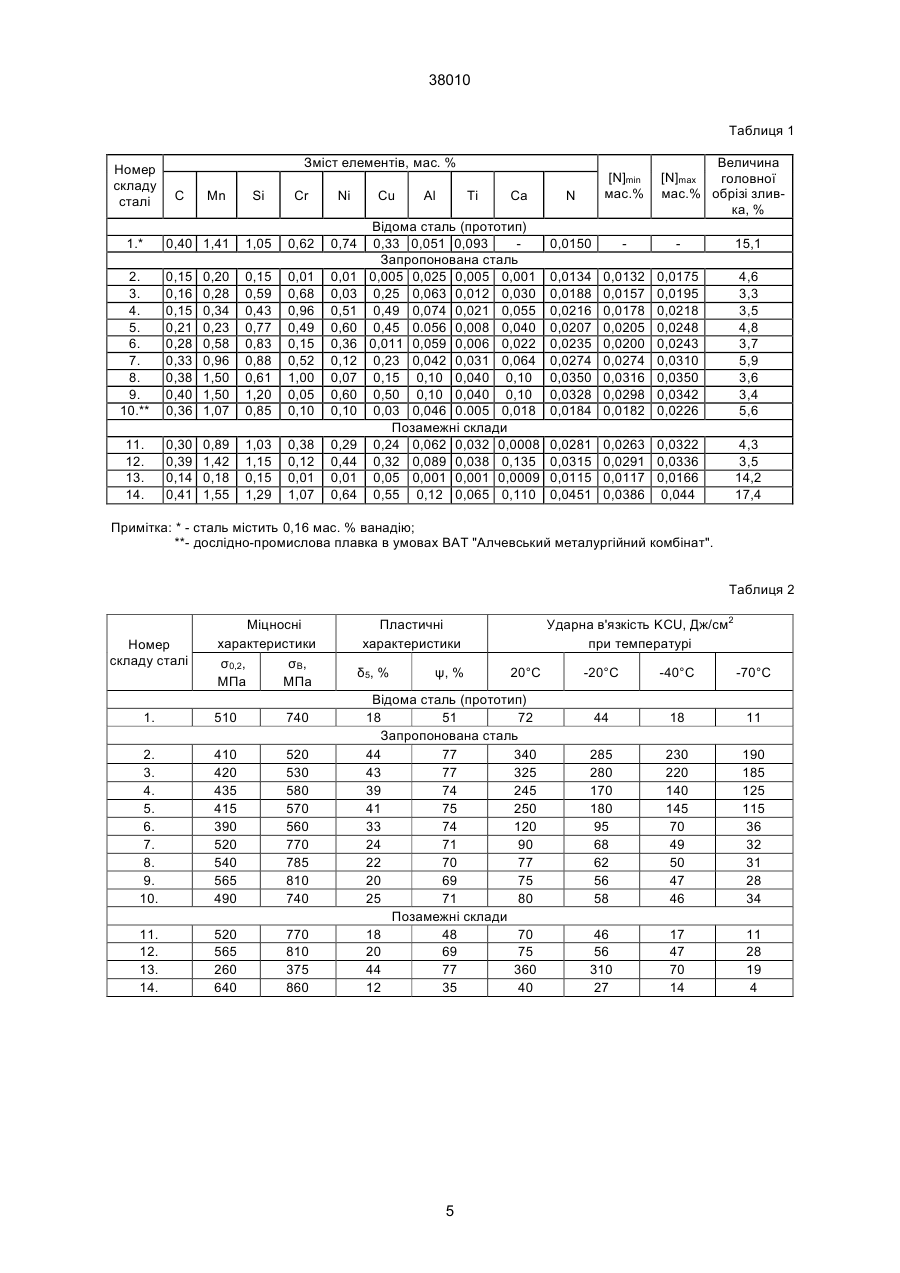
1. Сталь, що вміщує вуглець, марганець, кремній, хром, нікель, мідь, алюміній, титан, азот, залізо, яка відрізняється тим, що вона додатково вміщує кальцій при такому співвідношенні компонентів, мас. %: 38010 при цьому для одержання оптимальної структури зливку і максимального збільшення виходу придатного металу, кремній вводять у кількості, обумовленій рівнянням: Компоненти Вуглець Марганець Кремній Хром Нікель Мідь Алюміній Титан Азот Кальцій Залізо [Si] = 0,05 + 0,096[C] - 0,45[Mn] + 0,0069[H] + 2,1[N] - 10[V] - 0,008(υ p - υ), де up - швидкість розливання металу у виливницю, м/хв.; u = 0,3-0,5 м/хв (Шнееров Я.А., Вихлявщук В.А. Полуспокойная сталь. М.: Металургия, 1973. - С.136-141, 301-310). Така сталь має високу міцність і холодостійкість і при її виробництві величина головної обрізі складає 3-6%. Проте через високу вартість і дефіцитність ванадію виробництво сталі значно обмежено. А застосування більш дешевих і недефіцитних елементів, таких як алюміній і титан, замість ванадію для карбонітрідного зміцнення напівспокійної сталі не доцільно, тому що вони будуть виступати як розкислювачи і їхнє використання підвищить головну обрізь. Слід також відзначити, що якість напівспокійної сталі звичайно нижча, ніж у спокійної сталі, що обмежує область її застосування. При цьому підвищений вміст кисню в металі, що недостатньо розкислений, негативно впливає на абсорбцію азоту, що знижує позитивний ефект від легування їм. Найбільш близькою за своїм складом до сталі, що запропонована, є сталь з карбонітрідним зміцненням наступного хімічного складу, мас. % : Компоненти Вуглець Марганець Кремній Хром Нікель Мідь Алюміній Титан Азот Миш'як Ванадій Залізо Мас.% 0,15-0,40 0,20-1,50 0,15-1,20 0,01-1,00 0,01-0,60 0,005-0,50 0,005-0,10 0,005-0,04 0,012-0,045 0,001-0,10 Інше при виконанні співвідношень кальцій 0 ,52алюміній + 0 ,29титан ³1 ; £2. сірка азот Засіб виробництва сталі, що включає виплавку, легування рідкої сталі азотом і її розливання, відрізняється тим, що азот вводять у кількості, що забезпечує його виділення в газові пузирі на заданій стадії твердіння зливка, і визначається за рівняннями: [N ]min = 0,8[N ]TB + 0,2 [ N ]TB [ N ] P + 0 ,29[Ti ] [N ]max = c [N ]TB + (1 - c ) Мас.% 0,26-0,50 0,80-2,00 0,10-1,20 0,01-1,00 0,01-1,20 0,01-0,40 0,001-0,10 0,001-0,15 0,003-0,02 0,001-0,08 0,01-0,25 Інше (1) [ N ]TB [ N ] P + 0 ,29[Ti ] , (2) дe [N]min і [N]max - мінімальний і максимальний вміст азоту в рідкій сталі перед розливанням, мас. %; [N]TB і [N]P - розчинність азоту у твердому і рідкому металі при температурі кристалізації, мас. %; [Ті] - вміст титана в сталі, мас. %; c - задана частка металу, що кристалізується без азотного кипу. Введення до складу запропонованої сталі азоту в кількості 0,012-0,045%, що залежить від ряду чинників, дозволяє знизити головну обрізь при виробництві зливків глибоко розкисленої сталі за рахунок формування оптимальної структури зливка з розсердженою усадочною раковиною. Введення кальцію необхідно для компенсації негативного впливу високого вмісту азоту в сталі на її пластичність і ударну в'язкість. Кальцій забезпечує диспергування і глобулирування сульфідної фази і збільшує пластичність і ударну в'язкість, у тому числі і при низьких температурах. Нижня межа вмісту кальцію (0,001%) відповідає низькій концентрації сірки в сталі і забезпечує мінімум пластичності й ударної в'язкості. Верхня межа вмісту кальцію (0,10%) відповідає максимально припустимій концентрації сірки (0,05%) у металі. При цьому збільшення концентрації кальцію більш, ніж подвійний вміст сірки не призводить до додаткового поліпшення властивостей сталі і є економічно недоцільним. Введення до складу запропонованої сталі титану та алюмінію дозволяє очистити твердий розчин від азоту і вуглецю, що забезпечує підвищення пластичності й ударної в'язкості, у тому числі і при низьких температурах. Карбонітріди титану, що (Пат. України № 19883, МПК 6 С22С 8/00 від 13.08.1996 р. "Сталь"). Така сталь має високий комплекс міцнісних і пластичних характеристик. Проте при виробництві зливків даної сталі через необхідність видалення усадної раковини вихід придатного металу зменшується на 14-16%. Задачею даного винаходу є зниження головної обрізі при виробництві зливків глибоко розкисленої сталі і збереження високого рівня міцнісних і пластичних властивостей металу. Поставлена задача вирішується тим, що запропонована сталь, що вміщує вуглець, марганець, кремній, хром, нікель, мідь, алюміній, титан, азот, залізо, додатково містить кальцій при такому співвідношенні компонентів, мас. %: 2 38010 утворюються при цьому, і нітриди алюмінію підвищують міцнісні властивості сталі. Комплексне легування азотом, титаном і алюмінієм зменшує розмір зерна металу при кристалізації, гарячій прокатці і термообробці, поліпшуючи технологічні властивості сталі і компенсуючи окрихчувальний вплив кремнію. Легування титаном у кількості 0,0050,04% і алюмінієм - 0,005-0,10% обумовлене граничним вмістом азоту 0,012-0,045%. Так, при введенні титану нижче 0,005% не відбувається зв'язування азоту в карбонітріди при кристалізації і не забезпечується здрібнення литої структури металу і поліпшення його технологічних властивостей. При цьому мінімальний спільний вміст титану й алюмінію повинен забезпечити зв'язування всього азоту і може бути обчислений в атомних відсотках, виходячи зі стехіометричного співвідношення елементів у нітридах титану (TiN) і алюмінію (AlN): потім у процесі твердіння зміст азоту в залишковому розплаві збільшується за рахунок значної різниці його розчинності в рідкому і твердому металі і після формування щільної безпузиристої зовнішньої корки зливку необхідної товщини, у тому числі і на "дзеркалі" металу, перевищує критичне значення на фронті кристалізації і починається азотний кип. Тому подальше формування зливка відбувається з утворенням численних газових пузирів, що компенсують усадку металу. При введенні азоту менш [N]min, обумовленого рівнянням (1), азотний кип починається лише на заключній стадії кристалізації зливка, і виділення азоту в газові пузирі вже практично не впливає на процес утворення усадочної раковини. При введенні азоту більш [N]max, що розраховується за рівнянням (2), утворення газових пузирів може починатися ще до формування достатньо товстої зовнішньої корки зливку, що призведе до їхнього розкриття при наступній гарячій деформації і збільшенню браку металу за якістю поверхні. Крім того, інтенсивний кип у головній частині зливка призводить до утворення відкритої пористості, що обумовлює окислюваність поверхні, виключає її зварюваність при гарячій деформації і призводить до збільшення головної обрізі. Величина частки металу, що повинна кристалізуватися без азотного кипу, необхідна для розрахунку [N]max за рівнянням (2), задається через необхідну товщину щільного безпузиристого шару і технологічні та теплофізичні чинники розливки і твердіння сталі: [ N ] = [ N ]TiN + [ N ] AIN £ [ Ti ]TiN + [ AI ] AIN . Або, переходячи від атомних відсотків до масових, одержимо: 0 ,52[ AI ] + 0 ,29[ Ti ] ³ [ N ]. Введення титану вище 0,04% і алюмінію 0,10% призводить до зменшення пластичності й ударної в'язкості. При цьому малі концентрації титану (0,005-0,04%) активніше, ніж ванадій підвищують ударну в'язкість і знижують поріг холодноламкості. У запропонованій сталі кремній (0,15-1,20%) використовується не тільки як розкислювач, що дозволяє одержувати глибоко розкислений метал, але і як корисний легуючий елемент. Легування сталі кремнієм призводить до зміцнення твердого розчину і підвищення міцнісних характеристик сталі, що дозволяє зробити часткову заміну їм більш коштовного марганцю. Проте при введенні кремнію вище його верхньої межі (1,20%) різко зменшується пластичність. Нижня межа змісту марганцю (0,20%) обумовлена необхідним рівнем міцнісних властивостей. При його концентрації більш 1,50% знижується пластичність і погіршується зварюваність. Нижня межа вуглецю в сталі (0,15%) обрана з умови забезпечення достатнього рівня міцності металу. Максимальний зміст вуглецю (0,40%) обмежений його негативним впливом на пластичність сталі і зварюваність. Хром підвищує стійкість сталі проти корозії і збільшує міцність сталі. При концентрації його менш 0,01% корозійна стійкість і міцність металу не підвищуються, а при концентрації більш 1,00% відбувається істотне зниження в'язкісних характеристик сталі. Мідь підвищує корозійну стійкість сталі. Нижня межа Її змісту (0,005%) обумовлена забезпеченням мінімуму корозійної стійкості, а верхня межа (0,50%) - можливим окрихчуванням металу за рахунок виділення міді у вільному стані і зниженням технологічних властивостей сталі при гарячій прокатці. Спільне легування міддю і нікелем (0,01-0,60%) підвищує міцнісні властивості металу. Сутність запропонованого засобу виробництва сталі полягає в тому, що на початковій стадії кристалізації виділення азоту в газові пузирі відсутнє, 2 ucö æ çd + k ÷ kоб S w ÷ - u0 c ; c= t max + ç ç kл ÷ V w ç ÷ è ø де kоб і kл - коефіцієнти об'ємного і лінійного твердіння для металу, залитого при температурі кристалізації, см/хв0,5; S - площа поверхні зливку, см2; V - об'єм зливку, см3; tmах - максимальний час заповнення виливниці в ході розливання, хв.; d - необхідна товщина щільного безпузиристого шару на "дзеркалі" металу, см; uk - перегрів сталі вище температури твердіння у верхній частині виливниці відразу післяїї наповнення, °С; с - теплоємкість рідкої сталі, Дж/(моль·°С); w - кількість тепла твердіння (захована теплота + теплота перетворення + теплота охолодження корки), Дж/моль; u0 - перегрів сталі вище температури твердіння, °С. Застосування запропонованого засобу виключає розкриття газових пузирів при нагріванні в колодязях і прокатуванні зливків і гарантує закриту розсерджену пористість, що забезпечує її хороше заварювання при гарячій деформації. Універсальність технології за запропонованим засобом дає можливість використовувати її при різних умовах розливання металу у виливницю і твердіння зливка, що дозволяє організувати серійне виробництво на різноманітних підприємствах чорної металургії. 3 38010 Гаряча деформація зливків проводилася на блюмінгу, а потім на профіль СВП22 на стані 600. При розрахунках необхідну товщину щільного безпузиристого шару на "дзеркалі" металу для експериментальних плавок задавали рівною 0,7 см, для дослідно-промислової - 1,0 см. При цьому частка металу, що кристалізується без азотного кипу, в першому випадку складала 0,34, в другому (наприкінці розливання) - 0,18. Вміст азоту визначали на газоаналізаторі фірми "Leco" з точністю до 10-4%. Конкретний склад сталі в кожній плавці і результати дослідження залежності величини головної обрізі від змісту азоту в рідкому металі для обох випадків приведені в табл. 1. Як випливає з цих даних, введення азоту в оптимальних межах (рівняння (1) і (2)), дозволяє знизити головну обрізу до 3-6%. Результати випробувань (табл. 2) показали, що запропонована сталь має високий рівень механічних властивостей. При цьому запропонована сталь має більш високий комплекс міцнісних і пластичних характеристик, ніж прототип. Так більш висока міцність сталі плавок №№ 7-9, що мають близький хімічний склад із плавкою № 1 (прототип), крім азоту і кальцію, пов'язана з підвищеним тістом азоту в запропонованій сталі, а підвищена пластичність і ударна в'язкість - із додатковим введенням кальцію і дотриманням оптимальних співвідношень між елементами в металі. Позитивний вплив введення кальцію на механічні властивості сталі показано на прикладі плавок №№ 7 і 11, що мають практично однаковий склад (крім кальцію) і однакову міцність, але метал з оптимальним змістом кальцію (0,001-0,10%) має більш високу пластичність і ударну в'язкість. Порівнюючи результати випробувань складів №№ 9 і 12, видно, що введення кальцію вище його верхньої межі (0,10%) уже не призводить до додаткового поліпшення властивостей металу. На підставі плавок №№ 13 і 14 (позамежні склади), очевидно, що вони мають значно гірший комплекс міцнісних і пластичних властивостей. Так склад № 13 відрізняється від запропонованої сталі більш низьким рівнем міцності, а склад № 14 - поганою пластичністю й ударною в'язкістю. Таким чином, запропонований склад сталі і засіб її виробництва вирішує поставлену задачу зниження головної обрізі при виробництві зливків глибоко розкисленої сталі (до 3-6%) і збереження високого рівня міцнісних і пластичних властивостей металу. У результаті розширеного пошуку по патентній і науково-технічній літературі у відповідних рубриках МПК й УДК сукупність істотних ознак, цілком або частково збіжна з тією, що пропонується, і дозволяє вирішувати поставлену винахідницьку задачу, не була виявлена в жодному технічному рішенні, отже, даний винахід відповідає критерію "новизна". З відомого рівня техніки сукупність істотних ознак зазначеного технічного рішення з очевидністю не випливає. Отже, запропонований винахід відповідає критерію "винахідницький рівень". Запропонований винахід пройшов апробацію в дослідно-промислових умовах Алчевського металургійного комбінату (склад № 10, табл. 1 і 2). Отже, він відповідає критерію "промислова придатність". Для оцінки властивостей запропонованої сталі і величини головної обрізі при її виробництві, у порівнянні з позамежними складами і прототипом, були виплавлені в індукційній печі експериментальні плавки, хімічний склад яких приведений у табл. 1. Розливання металу проводили зверху в розширені донизу виливниці при перегріві 100°С. Час заповнення виливниці складав 0,55 хв. Перегрів сталі вище температури твердіння у верхній частині виливниці відразу після її наповнення був 40°С. Маса зливка складала 150 кг при співвідношенні S/V=0,23 см-1. З метою наближення умов кристалізації зливків малої маси до промислових, коли kоб = 2,5 см/хв0,5, kл = 2,0 см/хв0,5 і c/w = 0,0014°С-1, виливницю перед розливанням прогрівали газом до 500-700°С. Гарячу деформацію зливків на штаби перетином 55 х 25 мм здійснювали вільним куванням на 10-т молоті. Потім ковані штаби нагрівали до температури Ас3+(70-100)°С і прокатували на стані 300 в один прохід з обтиском 50%. Виплавка сталі на ВАТ "Алчевський металургійний комбінат" проводилась в 300 т мартенівській печі, температура металу, що випускається, складала 1620°С. Легування азотом проводили в сталерозливному ковші азотованим силикомарганцем. Розливання сталі проводилося зверху через стакан діаметром 70 мм у виливниці ємністю 9 т для розливання полуспокійного металу при співвідношенні S/V = 0,07 см-1. Тривалість наповнення виливниці складала на початку розливання 0,92 хв, а наприкінці - 1,92 хв. З огляду на різноманітні умови на початку і кінці розливання, [N]max розраховувалося для свого найменшого значення, тобто для умов кінця розливання (u0 = 60°С; uk = 20°С). 4 38010 Таблиця 1 Номер складу сталі Зміст елементів, мас. % Si Cr Ni 0,40 1,41 1,05 0,62 0,74 2. 3. 4. 5. 6. 7. 8. 9. 10.** 0,15 0,16 0,15 0,21 0,28 0,33 0,38 0,40 0,36 0,20 0,28 0,34 0,23 0,58 0,96 1,50 1,50 1,07 0,15 0,59 0,43 0,77 0,83 0,88 0,61 1,20 0,85 0,01 0,68 0,96 0,49 0,15 0,52 1,00 0,05 0,10 0,01 0,03 0,51 0,60 0,36 0,12 0,07 0,60 0,10 11. 12. 13. 14. 0,30 0,39 0,14 0,41 0,89 1,42 0,18 1,55 1,03 1,15 0,15 1,29 0,38 0,12 0,01 1,07 0,29 0,44 0,01 0,64 1.* С Mn Сu Al Ті Ca Відома сталь (прототип) 0,33 0,051 0,093 Запропонована сталь 0,005 0,025 0,005 0,001 0,25 0,063 0,012 0,030 0,49 0,074 0,021 0,055 0,45 0.056 0,008 0,040 0,011 0,059 0,006 0,022 0,23 0,042 0,031 0,064 0,15 0,10 0,040 0,10 0,50 0,10 0,040 0,10 0,03 0,046 0.005 0,018 Позамежні склади 0,24 0,062 0,032 0,0008 0,32 0,089 0,038 0,135 0,05 0,001 0,001 0,0009 0,55 0,12 0,065 0,110 Величина [N]max головної мас.% обрізі зливка, % N [N]min мас.% 0,0150 15,1 0,0134 0,0188 0,0216 0,0207 0,0235 0,0274 0,0350 0,0328 0,0184 0,0132 0,0157 0,0178 0,0205 0,0200 0,0274 0,0316 0,0298 0,0182 0,0175 0,0195 0,0218 0,0248 0,0243 0,0310 0,0350 0,0342 0,0226 4,6 3,3 3,5 4,8 3,7 5,9 3,6 3,4 5,6 0,0281 0,0315 0,0115 0,0451 0,0263 0,0322 0,0291 0,0336 0,0117 0,0166 0,0386 0,044 4,3 3,5 14,2 17,4 Примітка: * - сталь містить 0,16 мас. % ванадію; **- дослідно-промислова плавка в умовах ВАТ "Алчевський металургійний комбінат". Таблиця 2 Номер складу сталі Міцносні характеристики σ0,2, σВ, МПа МПа 1. 510 740 2. 3. 4. 5. 6. 7. 8. 9. 10. 410 420 435 415 390 520 540 565 490 520 530 580 570 560 770 785 810 740 11. 12. 13. 14. 520 565 260 640 770 810 375 860 Ударна в'язкість KCU, Дж/см2 при температурі Пластичні характеристики δ5, % ψ, % 20°С Відома сталь (прототип) 18 51 72 Запропонована сталь 44 77 340 43 77 325 39 74 245 41 75 250 33 74 120 24 71 90 22 70 77 20 69 75 25 71 80 Позамежні склади 18 48 70 20 69 75 44 77 360 12 35 40 5 -20°С -40°С -70°С 44 18 11 285 280 170 180 95 68 62 56 58 230 220 140 145 70 49 50 47 46 190 185 125 115 36 32 31 28 34 46 56 310 27 17 47 70 14 11 28 19 4 38010 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel and a process for the manufacture thereof
Автори англійськоюTrehubenko Hennadii Mykolaiovych, Rabinovych Oleksandr Volfovych, Tarasiiev Mykhailo Ivanovych, Ihnatov Mykola Volodymyrovych, Korzhavin Volodymyr Andriovych, Pirohov Vitalii Olekandrovych, Puchykov Oleksandr Volodymyrovych, Chernenko Valerii Tarasovych, Shaposhnikov Vitalii Oleksandrovych
Назва патенту російськоюСталь и способ ее производства
Автори російськоюТрегубенко Геннадий Николаевич, Рабинович Александр Вольфович, Тарасьев Михаил Иванович, Игнатов Николай Владимирович, Коржавин Владимир Андреевич, Пирогов Виталий Александрович, Пучиков Александр Владимирович, Черненко Валерий Тарасович, Шапошников Виталий Александрович
МПК / Мітки
МПК: C22C 38/04, C21C 5/04
Мітки: спосіб, виробництва, сталь
Код посилання
<a href="https://ua.patents.su/6-38010-stal-i-sposib-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Сталь і спосіб її виробництва</a>
Спосіб виробництва біметалевих втулок “сталь-бронза”
Номер патенту: 50962
Опубліковано: 15.11.2002
Автори: Алімов Валерій Іванович, Седіков Станіслав Михайлович, Каспарьянц Акоп Герасимович
МПК: B23K 20/00
Мітки: спосіб, виробництва, втулок, біметалевих, сталь-бронза
Формула / Реферат:
Спосіб виробництва біметалевих втулок "сталь-бронза", який містить складання елементів, їх стиснення та термічну обробку, який відрізняється тим, що складання заготовок виконують з механічним натягом і додатковим дорнуванням, а термічну обробку виконують у слабоокислювальному середовищі до утворення дифузійної зони в сталі шириною 20-50 мкм.
Сталь та спосіб її виробництва
Номер патенту: 862
Опубліковано: 15.12.1993
Автори: Сулима Володимир Миколайович, Чорногрицький Володимир Михайлович, Драчов Віктор Іванович, Різун Віктор Єгорович, Кулагин Георгій Федорович, Фоменко Віталій Павлович, Зарецький Михайло Давидович, Євстаф'єв Євген Іванович, Штефан Генадій Миколайович, Віхлєвщук Валерій Антонович
МПК: C22C 38/50, C22C 38/58
Мітки: сталь, спосіб, виробництва
Формула / Реферат:
1. Сталь, содержащая углерод, марганец, кремний, хром, никель, медь, азот и железо, отличающаяся тем, что она дополнительно содержит водород, кислород активный, алюминий кислоторастворимый и титан при следующем соотношении компонентов, мас. %: углерод 0,03-1,5 марганец 0,05-2,5 кремний 0,001-0,11 хром ...
Сталь

Номер патенту: 59293
Опубліковано: 15.08.2003
Автори: Школяр Петро Сергійович, Школяр Сергій Петрович
МПК: C22C 38/48
Мітки: сталь
Формула / Реферат:
Сталь, що містить вуглець, марганець, кремній, титан і залізо, яка відрізняється тим, що вона додатково містить ніобій при наступному співвідношенні елементів, мас. %: С 0,05-0,12 %, Si 0,15-0,30, Nb 0,05-0,12, Μn 1,0-1,4, Ті 0,05-0,12, Fe ...
Сталь

Номер патенту: 66269
Опубліковано: 15.04.2004
Автори: Касьян Григорій Іванович, Шепель Григорій Григорович, Тарасов Костянтин Костянтинович, Крендельов Василій Миколайович, Сіддікі Фарук Усман, Коваленко Ігор Петрович, Сергєєв Віктор Володимирович
МПК: C22C 38/04, C22C 38/08, C22C 38/06, C22C 38/14, C22C 38/02, C22C 38/00
Мітки: сталь
Формула / Реферат:
Сталь, яка містить вуглець, марганець, кремній, ванадій, алюміній, кальцій і залізо, яка відрізняється тим, що вона додатково містить титан і бор при наступному співвідношенні компонентів, мас. %: вуглець 0,3-0,4 марганець 1,4-1,7 кремній 0,17-0,37 ванадій 0,06-0,12 алюміній ...
Спосіб виготовлення сталевих механічних деталей і сталь для виготовлення цих деталей
Номер патенту: 58499
Опубліковано: 15.08.2003
Автор: Пішар Клод
МПК: C21D 1/06, C22C 38/00, C23C 8/06, C23C 8/08, C22C 38/60
Мітки: сталевих, виготовлення, механічних, цих, деталей, спосіб, сталь
Формула / Реферат:
1. Спосіб виготовлення сталевих механічних деталей, згідно з яким отримують стальну заготівку деталі і проводять обробку шляхом цементації або нітроцементації, можливо при високій температурі, щонайменше частини поверхні заготівки деталі з подальшим гартуванням в маслі або газі, який відрізняється тим, що хімічний склад сталі, з якої складається деталь, містить у ваговому відношенні:0,15%
Попередній патент: Широкодіапазонна антена
Випадковий патент: Пристрій замкнутого водопостачання для комбінованого інтенсивного вирощування гідробіонтів і рослин