Статор електричної машини
Номер патенту: 39205
Опубліковано: 15.06.2001
Автори: Лівшиць Олександр Лазаревич, Ракогон Володимир Григорович, Пенськой Віталій Федорович, Новіков Яків Михайлович, Кузьмін Віктор Володимирович, Подгорний Борис Максимович, Лабунєц Ігорь Алєксандровіч
Формула / Реферат
1. Статор электрической машины, содержащий корпус с торцевыми кольцами и продольными ребрами, на которые нашихтован сердечник, на торцах которого расположены нажимные плиты, крепежные гайки, установленные на резьбовых концах продольных ребер, и нажимные элементы, отличающийся тем, что по крайней мере с одной стороны сердечника, в торцевом кольце корпуса выполнены резьбовые отверстия, а в нажимной плите - радиальные выступы со сквозными отверстиями, нажимные элементы выполнены в виде шпилек с дифференциальной резьбой и закреплены концами с большим шагом резьбы в резьбовых отверстиях торцевого кольца, концами с меньшим шагом закреплены в радиальных выступах нажимной плиты.
2. Статор по п. 1, отличающийся тем, что сквозные отверстия в радиальных выступах нажимной плиты выполнены с резьбой под конец шпильки с меньшим шагом резьбы.
3. Статор по п. 1, отличающийся тем, что сквозные отверстия в радиальных выступах нажимной плиты выполнены проходными, а на поверхности радиальных выступов закреплены с помощью болтового соединения центрирующие шайбы и съемные кольца с резьбой под конец шпильки с меньшим шагом резьбы.
4. Статор по п. 1, отличающийся тем, что радиальные выступы нажимной плиты выполнены в виде Г-образных упоров, а резьбовые отверстия в торцевое кольце выполнены в накладках, при этом Г-образные упоры и накладки закреплены соответственно к нажимной плите и торцевом кольцу с помощью сварки.
Текст
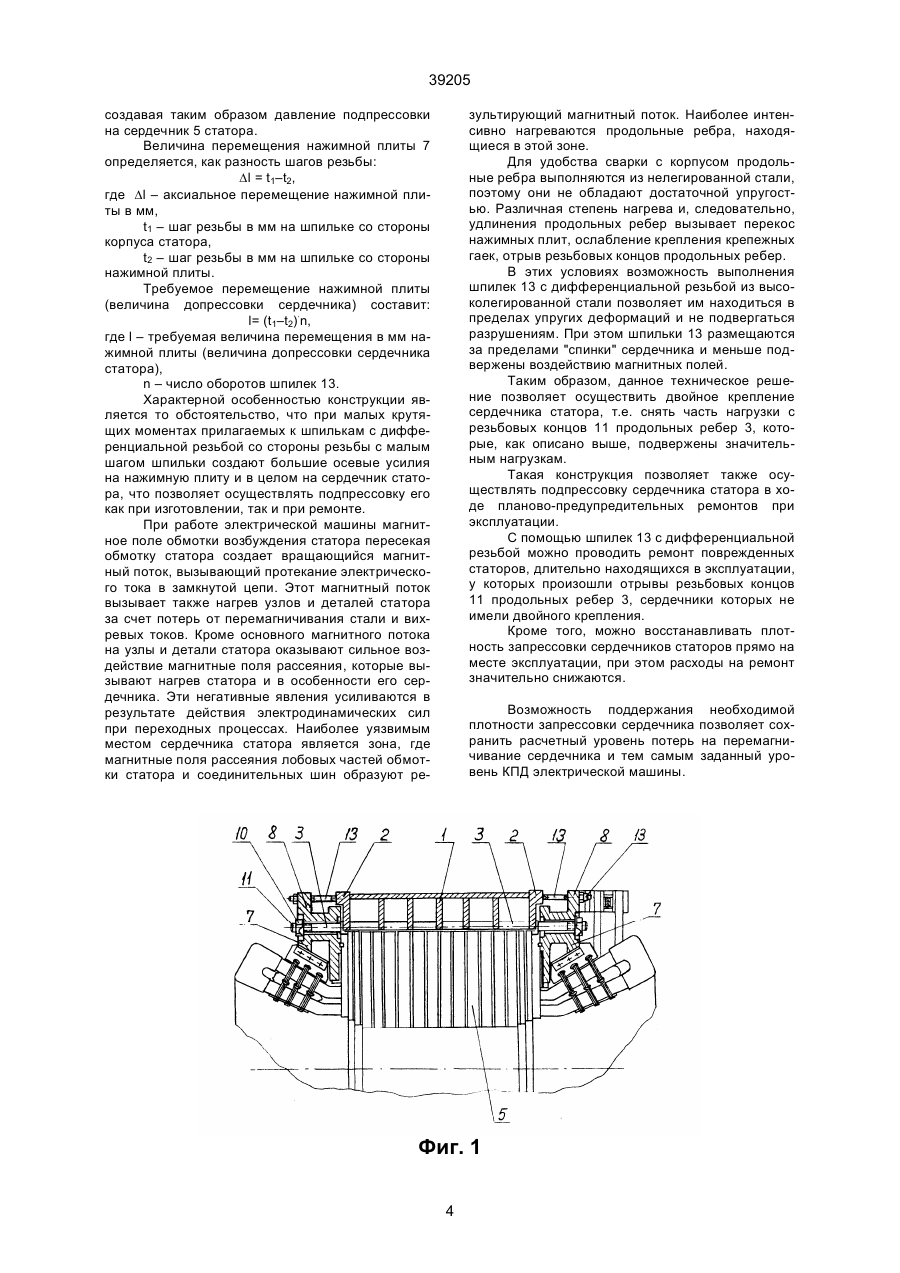
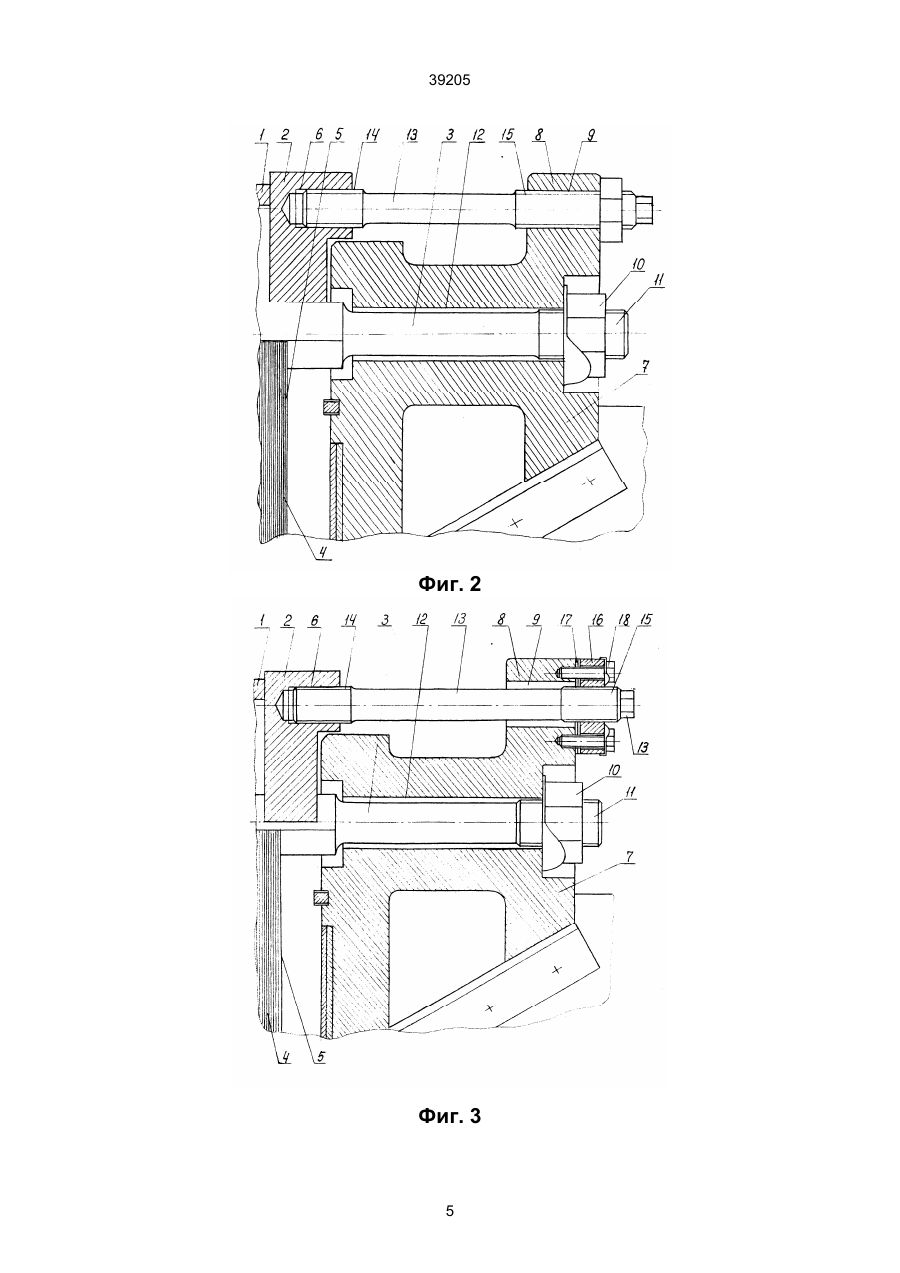
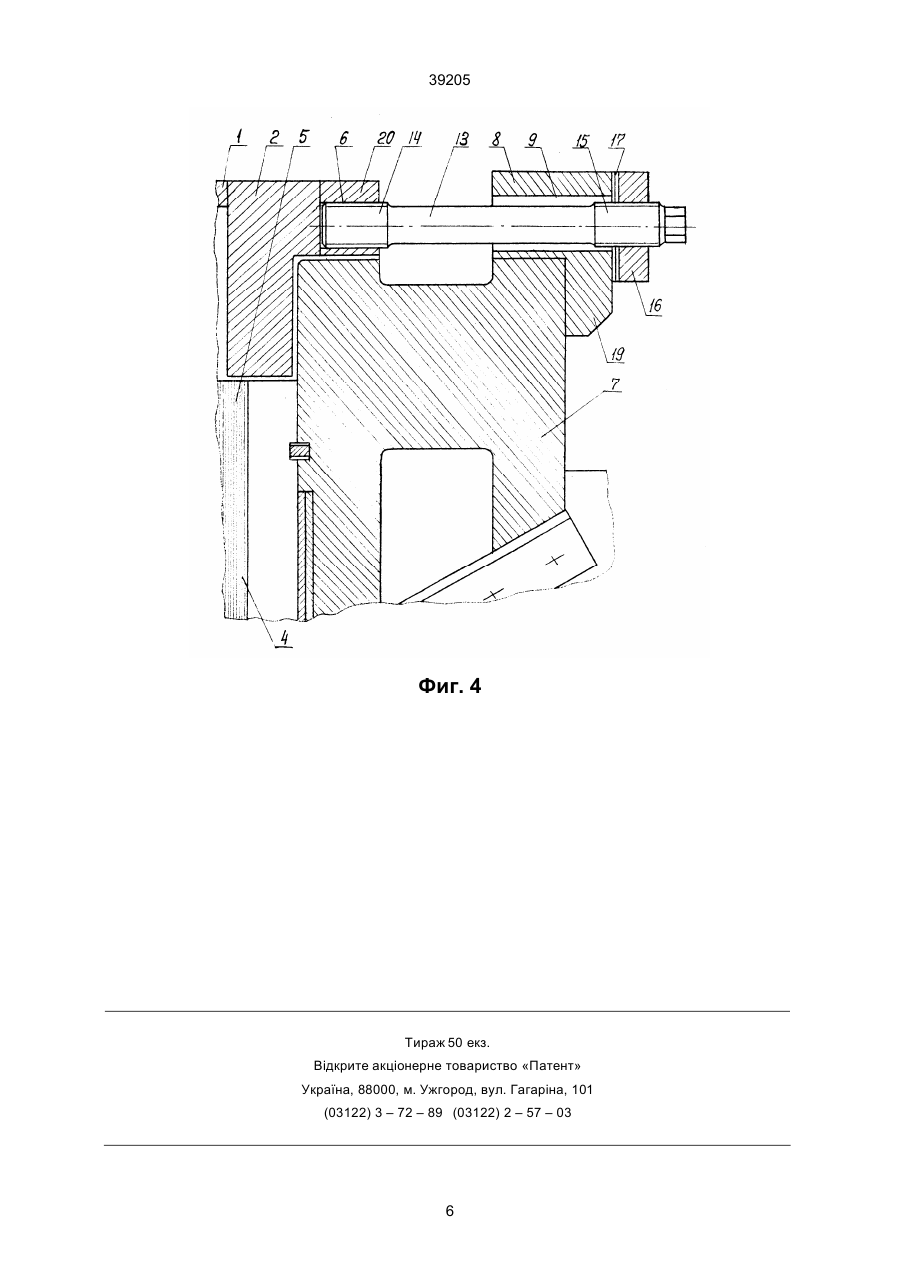
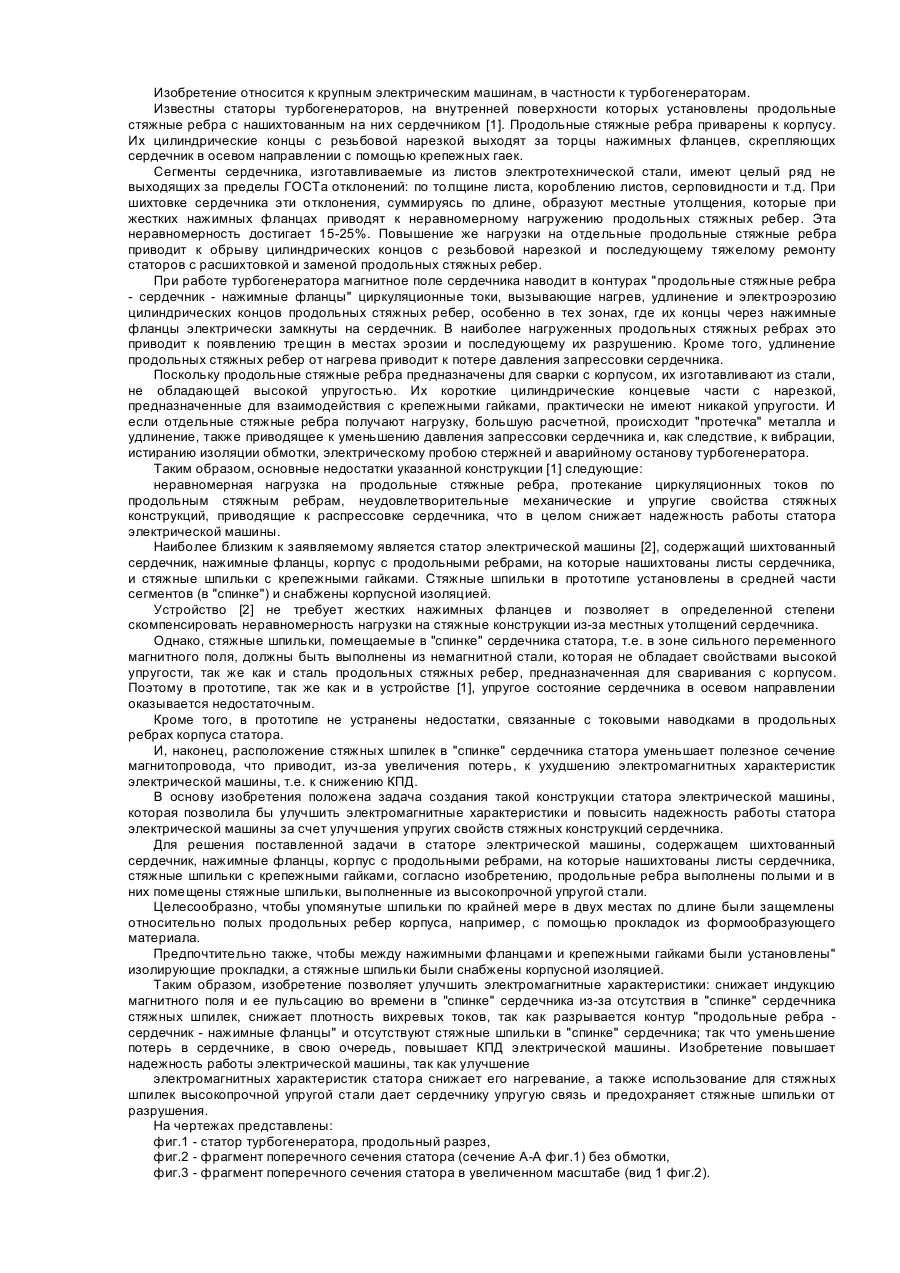
1. Статор электрической машины, содержащий корпус с торцевыми кольцами и продольными ребрами, на которые нашихтован сердечник, на торцах которого расположены нажимные плиты, крепежные гайки, установленные на резьбовых концах продольных ребер, и нажимные элементы, отличающийся тем, что по крайней мере с одной стороны сердечника, в торцевом кольце корпуса выполнены резьбовые отверстия, а в нажимной плите - радиальные выступы со сквозными отверстиями, нажимные элементы выполнены в C2 (54) СТАТОР ЕЛЕКТРИЧНОЇ МАШИНИ 39205 жащий корпус с торцевыми кольцами и продольными ребрами, на которые нашихтован сердечник, на торцах которого расположены нажимные плиты, и крепежные гайки, установленные на резьбовых концах продольных ребер. В этой конструкции, в отличие от аналога, имеются нажимные элементы. Все эти признаки совпадают с признаками изобретения, поэтому данное устройство принято за прототип. Нажимные элементы в прототипе выполнены в виде кольцевого вкладыша, расположенного между крепежной гайкой и нажимной плитой и имеющего на одном из торцов изолированную от внешней среды полость, предназначенную для подачи жидкости под давлением. Такая конструкция позволяет поддерживать необходимое давление прессовки сердечника. Но наличие жидкости, находящейся под давлением, делает конструкцию прототипа сложной, так как необходимо иметь источник давления жидкости, соединенный с герметичными полостями вкладышей. Герметичность со временем нарушается. Сложность конструкции снижает ее надежность. При неисправности такой конструкции возможен отрыв резьбовых концов продольных ребер, статор в этом случае невозможно отремонтировать на месте эксплуатации, так как необходима замена оторванного ребра, без которого невозможно осуществить подпрессовку сердечника нажимным элементом. Таким образом, недостатками прототипа являются недостаточная надежность и сложность ремонта. В основу изобретения поставлена задача в статоре электрической машины путем изменения конструкции нажимных элементов, нажимной плиты и торцевых колец обеспечить повышение надежности и ремонтопригодности. Поставленная задача решается тем, что в статоре электрической машины, содержащем корпус с торцевыми кольцами и продольными ребрами, на которые нашихтован сердечник, на торцах которого расположены нажимные плиты, крепежные гайки, установленные на резьбовых концах продольных ребер, и нажимные элементы, согласно изобретению, по крайней мере с одной стороны сердечника, в торцевом кольце корпуса выполнены резьбовые отверстия, а в нажимной плите – радиальные выступы со сквозными отверстиями, нажимные элементы выполнены в виде шпилек с дифференциальной резьбой и закреплены концами с большим шагом резьбы в резьбовых отверстиях торцевого кольца, концами с меньшим шагом резьбы закреплены в радиальных выступах нажимной плиты. В радиальных выступах нажимной плиты сквозные отверстия могут быть выполнены с резьбой под конец шпильки с меньшим шагом резьбы. В другом случае сквозные отверстия в радиальных выступах нажимной плиты могут быть выполнены проходными, а на поверхности радиальных выступов закреплены с помощью болтового соединения центрирующие шайбы и съемные кольца с резьбой под конец шпильки с меньшим шагом резьбы. Кроме того, радиальные выступы нажимной плиты могут быть выполнены в виде Г-образных упоров, а резьбовые отверстия в торцевом кольце могут быть выполнены в накладках, при этом Г-образные упоры и накладки могут быть закреплены соответственно к нажимной плите и торцевому кольцу с помощью сварки. Таким образом, если в прототипе в конструкции, выполняющей функцию подпрессовки сердечника, участвуют продольные ребра корпуса статора, поскольку именно на них закрепляются нажимные элементы в виде кольцевого вкладыша с герметичной полостью, то в изобретении нажимные элементы связаны только с нажимной плитой и корпусом. Силы давления нажимной плиты на сердечник в этом случае распределяются между резьбовыми концами продольных ребер корпуса и резьбовыми концами шпилек с дифференциальной резьбой, т.е. уменьшается нагрузка на резьбовые концы продольных ребер, что повышает надежность устройства. При выходе из строя продольного ребра, шпильки с дифференциальной резьбой позволяют подпрессовать сердечник на месте работы электрической машины. В случае поломки шпильки с дифференциальной резьбой, ее можно заменить не разбирая статор. Таким образом, конструкция статора становится надежной и ремонтопригодной. При этом нет сложности с поддержанием давления жидкости и герметичности, как в прототипе, так как в данном решении подпрессовка может быть осуществлена путем вращения шпильки, например гаечным ключом, и дифференциальная резьба позволяет создавать необходимое для подпрессовки сердечника статора давление. На фиг.1 изображен продольный разрез статора электрической машины; на фиг. 2 – фрагмент продольного разреза статора, в котором радиальные выступы нажимной плиты выполнены с резьбовыми сквозными отверстиями; на фиг. 3 – фрагмент продольного разреза статора, в котором радиальные выступы нажимной плиты выполнены с проходными сквозными отверстиями; на фиг. 4 – фрагмент продольного разреза статора, в котором радиальные выступы нажимной плиты выполнены в виде Г-образных упоров и в торцевых кольцах резьбовые отверстия выполнены в накладках. Статор электрической машины содержит корпус 1 (фиг. 1–4) с торцевыми кольцами 2 и продольными ребрами 3, на которые нашихтован из сегментов 4 электротехнической стали сердечник 5. В торцевых кольцах 2 выполнены резьбовые отверстия 6. На торцах сердечника 5 расположены нажимные плиты 7, в которых на наружной цилиндрической поверхности выполнены радиальные выступы 8 со сквозными отверстиями 9 (фиг. 2–4). Крепежные гайки 10 (фиг.1–3) установлены на резьбовых концах 11 продольных ребер 3, проходящих в штатных отверстиях 12 нажимных плит 7. Нажимные элементы в виде шпилек 13 с дифференциальной резьбой (фиг. 1–4) ввинчены концами с большим шагом резьбы 14 (фиг. 2–4) в резьбовые отверстия 6 торцевых колец 2, концами с меньшим шагом резьбы 15 закреплены в радиальных выступах 8 нажимных плит 7. В случае, когда сквозные отверстия 9 (фиг. 3, 4) выполнены проходными, на радиальных выступах 8 имеются съемные кольца 16 с резьбой под конец с меньшим шагом резьбы 15 шпилек 13 и центрирующие шайбы 17, которые закреплены к выступам 8 бол 2 39205 товым соединением 18. Радиальные выступы 8 нажимных плит 7 могут быть выполнены в виде Гобразных упоров 19 (фиг.4), расположенных на наружной цилиндрической поверхности нажимных плит 7 и закрепленных с помощью сварки. Резьбовые отверстия 6 могут быть выполнены в накладках 20, приваренных к торцевым кольцам 2 корпуса 1. При изготовлении статора электрической машины на заводе-изготовителе, сборка статора осуществляется следующим образом: В корпусе 1 статора в торцевых кольцах 2 напротив или в промежутках между продольными ребрами 3 выполняют резьбовые отверстия 6 под конец с большим шагом резьбы 14 шпилек 13 с дифференциальной резьбой. Нажимные плиты 7 выполняют с радиальными выступами 8 на наружной цилиндрической поверхности, в соответствии с расположением резьбовых отверстий 6 на торцевых кольцах 2 корпуса 1. В резьбовые отверстия 6 торцевого кольца 2 со стороны начала шихтовки устанавливают технологичные разметочные стержни. На резьбовые концы 11 продольных ребер 3 с этой же стороны предварительно ставят нажимную плиту 7 и с помощью технологических разметочных стержней выполняют разметку будущих сквозных отверстий 9. После сверления отверстий 9 и нарезки в них резьбы под конец с меньшим шагом резьбы 15 шпилек 13 с дифференциальной резьбой, шпильки 13 ввинчивают со стороны будущего сердечника 5 в резьбовые сквозные отверстия 9. Нажимную плиту 7 устанавливают на площадку зонтичного пресса шпильками 13 вверх. Сверху устанавливают корпус 1 таким образом, чтобы резьбовые концы 11 продольных ребер 3 вошли в штатные отверстия 12 нажимной плиты 7 до упора, при этом между шпильками 13 и корпусом 1 должен быть зазор. После шихтовки сердечника 5 в резьбовые сквозные отверстия 9 верхней нажимной плиты 7, выполненные таким же образом, как и в нижней нажимной плите 7, ввинчивают со стороны сердечника 5 шпильки 13 с дифференциальной резьбой. Нажимную плиту 7 со шпильками 13 устанавливают на продольные ребра 3, и проверяют ввинчиваемость шпилек 13 в резьбовые отверстия 6. Вывинтив шпильки 13 из резьбовых отверстий 6, выполняют окончательную запрессовку сердечника 5. Не снимая давления зонтичного пресса, устанавливают крепежные гайки 10 на резьбовые концы 11 продольных ребер 3. После укладки обмотки и запечки шпильки 13 ввинчивают в резьбовые отверстия 6 торцевых колец 2, выполняя при этом дополнительную подпрессовку сердечника 5, и подтягивают крепежные гайки 10. Затем стопорят крепежные шайки 10 и шпильки 13 с дифференциальной резьбой. Во втором варианте исполнения порядок сборки статора при изготовлении электрической машины следующий: Так же, как и в первом случае, описанном выше, в корпусе 1 статора в его торцевых кольцах 2 выполняют резьбовые отверстия 6 под конец с большим шагом резьбы 14 шпилек 13 с дифференциальной резьбой. В радиальных выступах 8 нажимных плит 7 по разметке, выполненной с помощью технологических разметочных стержней, сверлят проходные сквозные отверстия 9, позво ляющие свободно проходить шпилькам 13 с дифференциальной резьбой. В съемных кольцах 16 и в центрирующих шайбах 17 также сверлят отверстия, при этом в съемных кольцах 16 отверстия выполняют резьбовыми под конец с меньшим шагом резьбы 15 шпилек 13. При сборке статора, после запрессовки сердечника шпильки 13 с дифференциальной резьбой пропускают через проходные отверстия 9 в радиальных выступах 8 и предварительно завинчивают в резьбовые отверстия 6 торцевого кольца 2 корпуса 1. На концы шпилек с меньшим шагом 15, выходящие за торцевую поверхность нажимной плиты 7 надевают центрирующие шайбы 17 и съемные кольца 16. В радиальных выступах 8 соответственно разметке по съемным кольцам 16 сверлят отверстия и нарезают резьбу под стопорящие болты (болтовое соединение) 18. После закрепления съемных колец 16 на радиальных выступах 8 нажимных плит 7 с помощью болтового соединения 18, шпильки 13 с дифференциальной резьбой затягивают известным способом. Этот вариант исполнения позволяет устанавливать шпильки 13 после окончательной запрессовки сердечника, как при изготовлении на заводе, так и при ремонте модернизированной электрической машины. В случае отрыва резьбовых концов 11 продольных ребер 3 в статоре электрической машины, находящейся в эксплуатации (немодернизированной) ремонт производят следующим образом. С помощью Г-образных упоров 19 и накладок 20 модернизируют нажимные плиты 7 и торцевые кольца 2 корпуса 1. Для этого на наружной цилиндрической поверхности нажимной плиты 7 напротив или в промежутках между продольными ребрами 3 устанавливают Г-образные упоры и прихватывают их сваркой. В проходные сквозные отверстия 9 Г-образных упоров пропускают шпильки 13 с дифференциальной резьбой и на концы с большим шагом 14 навинчивают накладки 20. Поврежденные концы 11 продольных ребер 3 удаляют. Шпильки 13 с дифференциальной резьбой с накладками 20 выставляют параллельно продольным ребрам 3. Накладки 20 прихватывают сваркой к торцевому кольцу 2. На концы шпилек с меньшим шагом резьбы 15 надевают центрирующие шайбы 17 и съемные кольца 16 и закрепляют их на Г-образных упорах с помощью, например, болтового соединения 18. Проверяют натяжку шпилек 13 и окончательно приваривают накладки 20. Последовательно по схеме треугольника производят затяжку шпилек 13 до восстановления требуемой плотности запрессовки сердечника 5, после чего подтягивают ослабевшие крепежные гайки 10 на резьбовых концах 11 продольных ребер 3 и стопорят крепежные гайки 10 и шпильки 13 с дифференциальной резьбой. Устройство работает следующим образом. При завинчивании шпилек 13 с дифференциальной резьбой нажимные плиты 7, как подвижные элементы конструкции, перемещаются в аксиальном направлении. Так как шаг резьбы на шпильках 13 со стороны корпуса 1 статора больше, чем шаг резьбы со стороны нажимных плит 7, перемещение нажимной плиты 7 будет происходить в сторону большего шага резьбы, т.е. в сторону корпуса статора, 3 39205 зультирующий магнитный поток. Наиболее интенсивно нагреваются продольные ребра, находящиеся в этой зоне. Для удобства сварки с корпусом продольные ребра выполняются из нелегированной стали, поэтому они не обладают достаточной упругостью. Различная степень нагрева и, следовательно, удлинения продольных ребер вызывает перекос нажимных плит, ослабление крепления крепежных гаек, отрыв резьбовых концов продольных ребер. В этих условиях возможность выполнения шпилек 13 с дифференциальной резьбой из высоколегированной стали позволяет им находиться в пределах упругих деформаций и не подвергаться разрушениям. При этом шпильки 13 размещаются за пределами "спинки" сердечника и меньше подвержены воздействию магнитных полей. Таким образом, данное техническое решение позволяет осуществить двойное крепление сердечника статора, т.е. снять часть нагрузки с резьбовых концов 11 продольных ребер 3, которые, как описано выше, подвержены значительным нагрузкам. Такая конструкция позволяет также осуществлять подпрессовку сердечника статора в ходе планово-предупредительных ремонтов при эксплуатации. С помощью шпилек 13 с дифференциальной резьбой можно проводить ремонт поврежденных статоров, длительно находящихся в эксплуатации, у которых произошли отрывы резьбовых концов 11 продольных ребер 3, сердечники которых не имели двойного крепления. Кроме того, можно восстанавливать плотность запрессовки сердечников статоров прямо на месте эксплуатации, при этом расходы на ремонт значительно снижаются. создавая таким образом давление подпрессовки на сердечник 5 статора. Величина перемещения нажимной плиты 7 определяется, как разность шагов резьбы: Dl = t1–t2, где Dl – аксиальное перемещение нажимной плиты в мм, t1 – шаг резьбы в мм на шпильке со стороны корпуса статора, t2 – шаг резьбы в мм на шпильке со стороны нажимной плиты. Требуемое перемещение нажимной плиты (величина допрессовки сердечника) составит: l= (t1–t2)×n, где l – требуемая величина перемещения в мм нажимной плиты (величина допрессовки сердечника статора), n – число оборотов шпилек 13. Характерной особенностью конструкции является то обстоятельство, что при малых крутящих моментах прилагаемых к шпилькам с дифференциальной резьбой со стороны резьбы с малым шагом шпильки создают большие осевые усилия на нажимную плиту и в целом на сердечник статора, что позволяет осуществлять подпрессовку его как при изготовлении, так и при ремонте. При работе электрической машины магнитное поле обмотки возбуждения статора пересекая обмотку статора создает вращающийся магнитный поток, вызывающий протекание электрического тока в замкнутой цепи. Этот магнитный поток вызывает также нагрев узлов и деталей статора за счет потерь от перемагничивания стали и вихревых токов. Кроме основного магнитного потока на узлы и детали статора оказывают сильное воздействие магнитные поля рассеяния, которые вызывают нагрев статора и в особенности его сердечника. Эти негативные явления усиливаются в результате действия электродинамических сил при переходных процессах. Наиболее уязвимым местом сердечника статора является зона, где магнитные поля рассеяния лобовых частей обмотки статора и соединительных шин образуют ре Возможность поддержания необходимой плотности запрессовки сердечника позволяет сохранить расчетный уровень потерь на перемагничивание сердечника и тем самым заданный уровень КПД электрической машины. Фиг. 1 4 39205 Фиг. 2 Фиг. 3 5 39205 Фиг. 4 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 6
ДивитисяДодаткова інформація
Назва патенту англійськоюElectric machine stator
Автори англійськоюKuzmin Viktor Volodymyrovych, Livshyts Oleksandr Lazarevych, Novikov Yakiv Mykhailovych, Penskoi Vitalii Fedorovych, Podhornyi Borys Maksymovych, Rakohon Volodymyr Hryhorovych, Labunets Ihor Alieksandrovych
Назва патенту російськоюСтатор электрической машины
Автори російськоюКузьмин Виктор Владимирович, Лившиц Александр Лазаревич, Новиков Яков Михайлович, Пенской Виталий Федорович, Подгорный Борис Максимович, Ракогон Владимир Григорьевич, Лабунец Игорь Александрович
МПК / Мітки
МПК: H02K 1/18
Мітки: статор, електричної, машини
Код посилання
<a href="https://ua.patents.su/6-39205-stator-elektrichno-mashini.html" target="_blank" rel="follow" title="База патентів України">Статор електричної машини</a>
Статор електричної машини
Номер патенту: 6897
Опубліковано: 31.03.1995
Автори: Новіков Яків Михайлович, Черемісов Іван Якович, Кузьмін Віктор Володимирович, Ракогон Володимир Григорович, Пенськой Віталій Федорович
МПК: H02K 1/18
Мітки: машини, електричної, статор
Формула / Реферат:
1. Статор электрической машины, содержащий шихтованный сердечник, нажимные фланцы, корпус с продольными ребрами, на которые нашихтованы листы сердечника, стяжные шпильки с крепежными гайками, отличающийся тем, что продольные ребракорпуса выполнены полыми и в них помещены стяжные шпильки, выполненные из высокопрочной упругой стали.2. Статор по п.1, отличающийся тем, что упомянутые шпильки, по крайней мере в двух местах по длине,...
Статор електричної машини
Номер патенту: 4248
Опубліковано: 27.12.1994
Автори: Кузьмін Віктор Володимирович, Зозулін Юрій Васильович, Смородін Вячеслав Іванович, Крамарський Володимир Анатолійович, Черемісов Іван Якович, Ракогон Володимир Григорович
МПК: H02K 3/00
Мітки: електричної, машини, статор
Формула / Реферат:
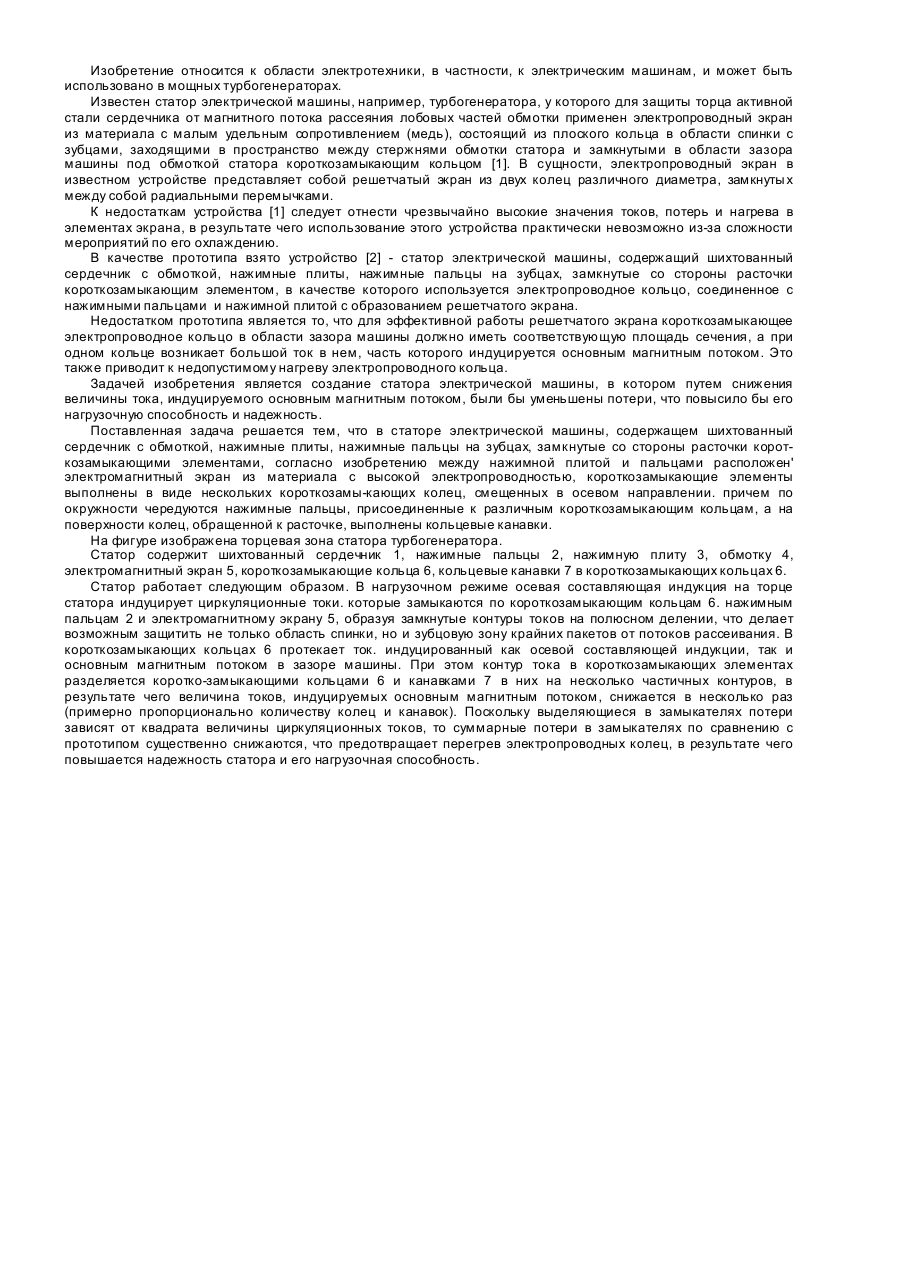
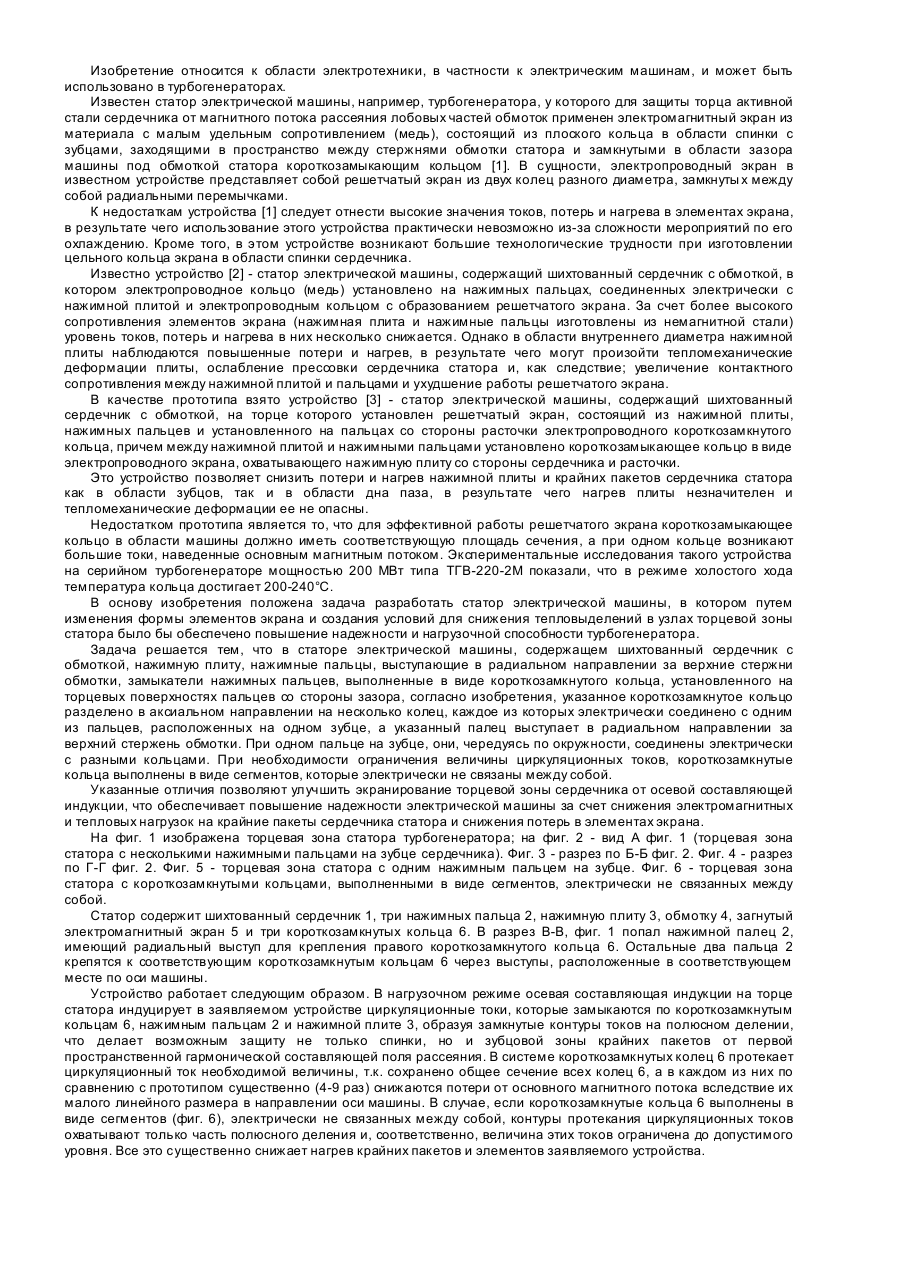
1. Статор электрической машины, содержащий шихтованный сердечник с обмоткой, на торце которого установлены нажимная плита и нажимные пальцы, с короткозамыкагощим кольцом из электропроводного материала, расположенным со стороны расточки статора, отличающийся тем, что, с целью повышения надежности и нагрузочной способности, между нажимной плитой и нажимными пальцами установлено короткозамыкающее кольцо из электропроводного...
Статор електричної машини
Номер патенту: 266
Опубліковано: 30.04.1993
Автори: Смородін Вячеслав Іванович, Черемісов Іван Якович, Кузьмін Віктор Володимирович, Крамарський Володимир Анатолійович
Мітки: електричної, машини, статор
Формула / Реферат:
Статор электрической машины, содержащий шихтованный сердечник с обмоткой, нажимные плиты, нажимные пальцы на зубцах, замкнутые со стороны расточки короткозамыкающими элементами, отличающийся тем, что между нажимной плитой и пальцами расположен электромагнитный экран из материала с высокой электропроводностью, короткозамыкающие элементы выполнены в виде нескольких короткозамыкающих колец, смещенных в осевом направлении, причем по окружности...
Статор електричної машини
Номер патенту: 303
Опубліковано: 30.04.1993
Автори: Кузьмін Віктор Володимирович, Черемісов Іван Якович, Крамарський Володимир Анатолійович, Ракогон Володимир Григорович, Смородін Вячеслав Іванович
МПК: H02K 3/00
Мітки: статор, машини, електричної
Формула / Реферат:
Изобретение относится к области электротехники, в частности к электрическим машинам, и может быть использовано в турбогенераторах.Известен статор электрической машины, например, турбогенератора, у которого для защиты торца активной стали сердечника от магнитного потока рассеяния лобовых частей обмоток применен электромагнитный экран из материала с малым удельным сопротивлением (медь), состоящий из плоского кольца в области спинки с...
Статор електричної машини
Номер патенту: 15783
Опубліковано: 30.06.1997
Автори: Ракогон Володимир Григорович, Пенськой Віталій Федорович, Кузьмін Віктор Володимирович, Новіков Яків Михайлович, Черемісов Іван Якович
МПК: H02K 1/12
Мітки: електричної, машини, статор
Формула / Реферат:
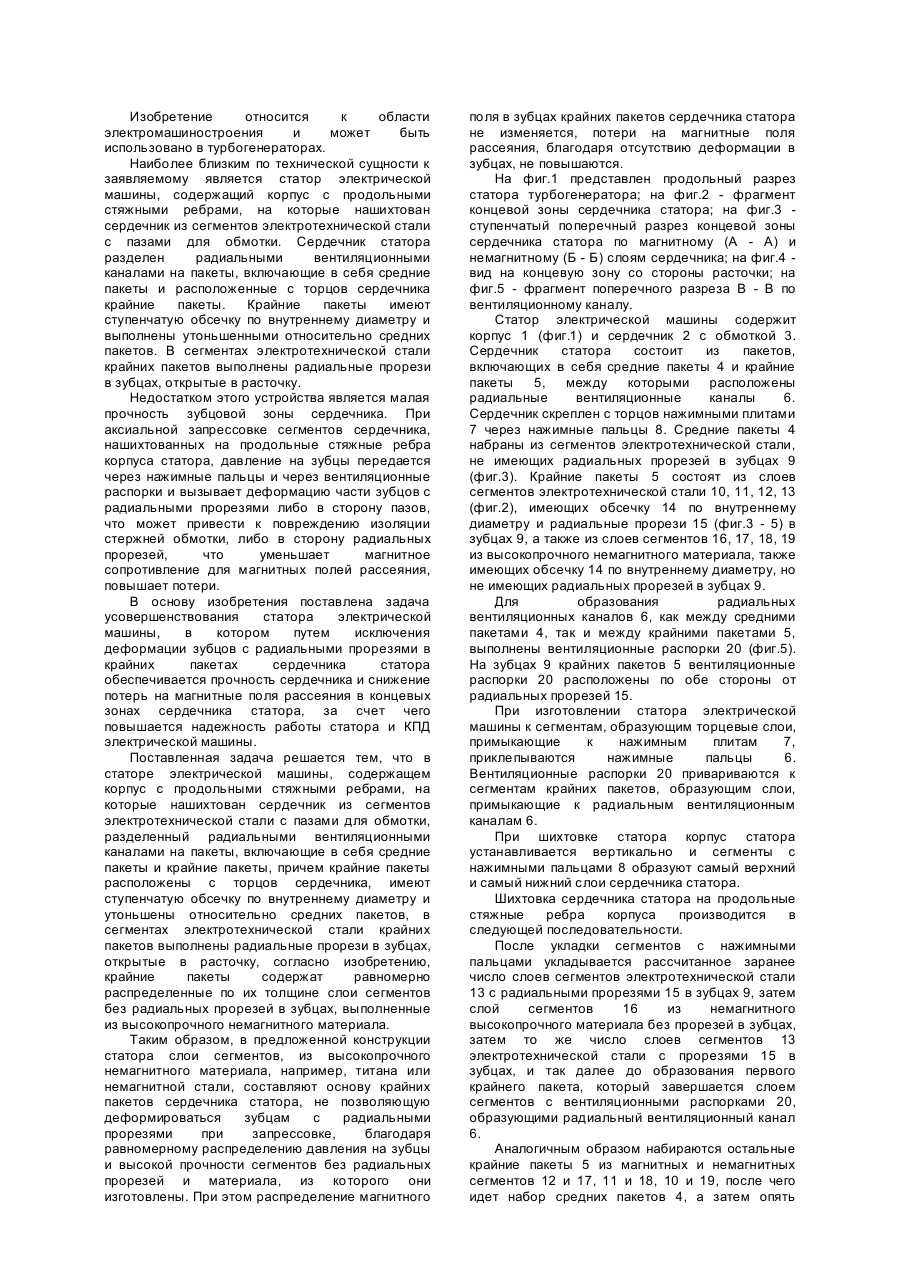
Статор электрической машины, содержащий корпус с продольными стяжными ребрами, на которые нашихтован сердечник из сегментов электротехнической стали с пазами для обмотки, разделенный радиальными вентиляционными каналами на пакеты, включающие в себя средние пакеты и крайние пакеты, причем крайние пакеты расположены с торцов сердечника, имеют ступенчатую обсечку по внутреннему диаметру и утоньшены относительно средних пакетов, в сегментах...
Попередній патент: Пристрій електричного приводу (варіанти)
Наступний патент: Спосіб лікування прееклампсії та загрози передчасних пологів у вагітної самки ссавця та композиція для його здійснення
Випадковий патент: Поліциклічні похідні цинаміду