Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Бєляєв Данило Іванович, Бондарук Андрій Всеволодович, Дідковський Олександр Володимирович, Кучук-Яценко Сергій Іванович, Думчев Євген Олександрович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович
Формула / Реферат
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок пути, пройденный режущим инструментом на первом этапе.
Текст
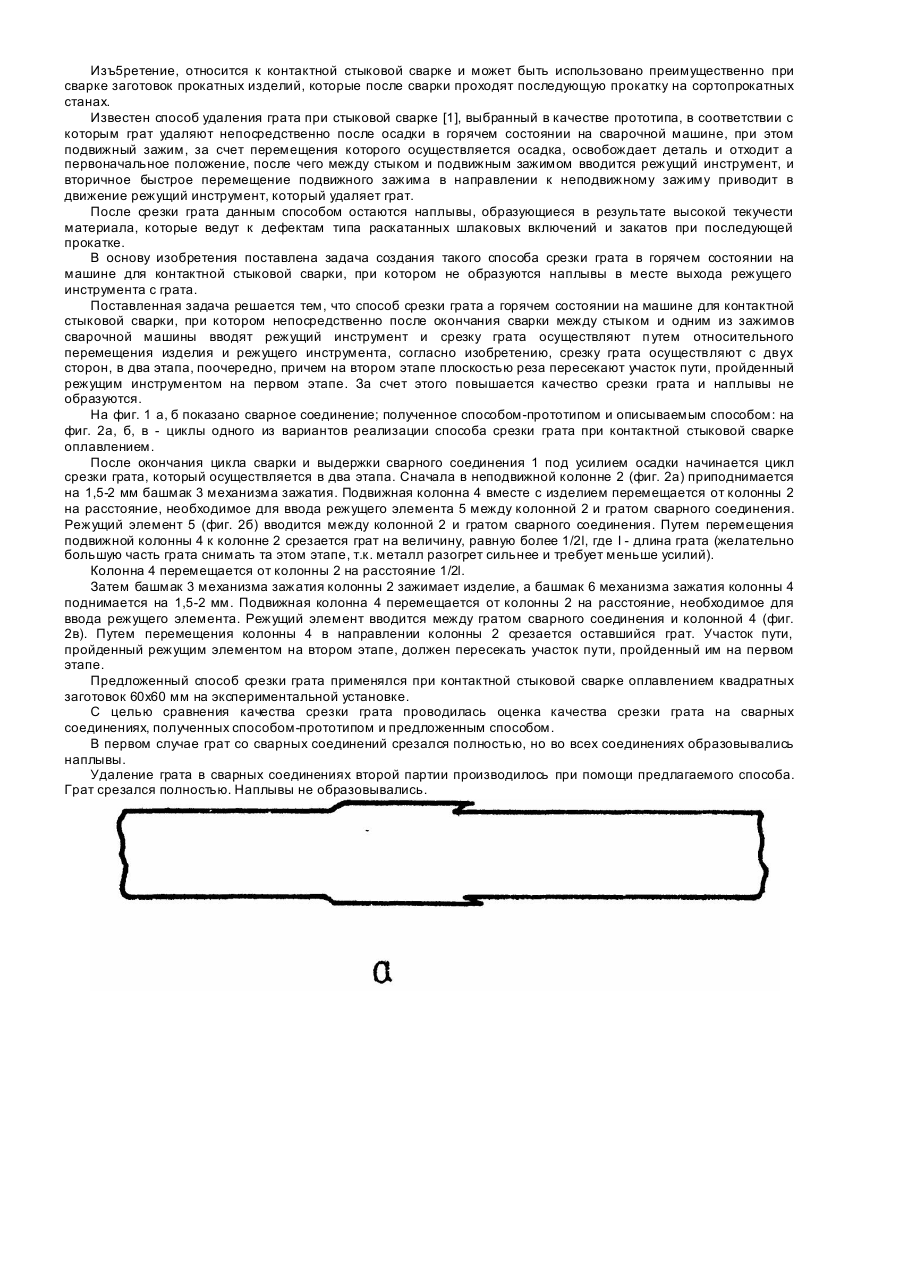
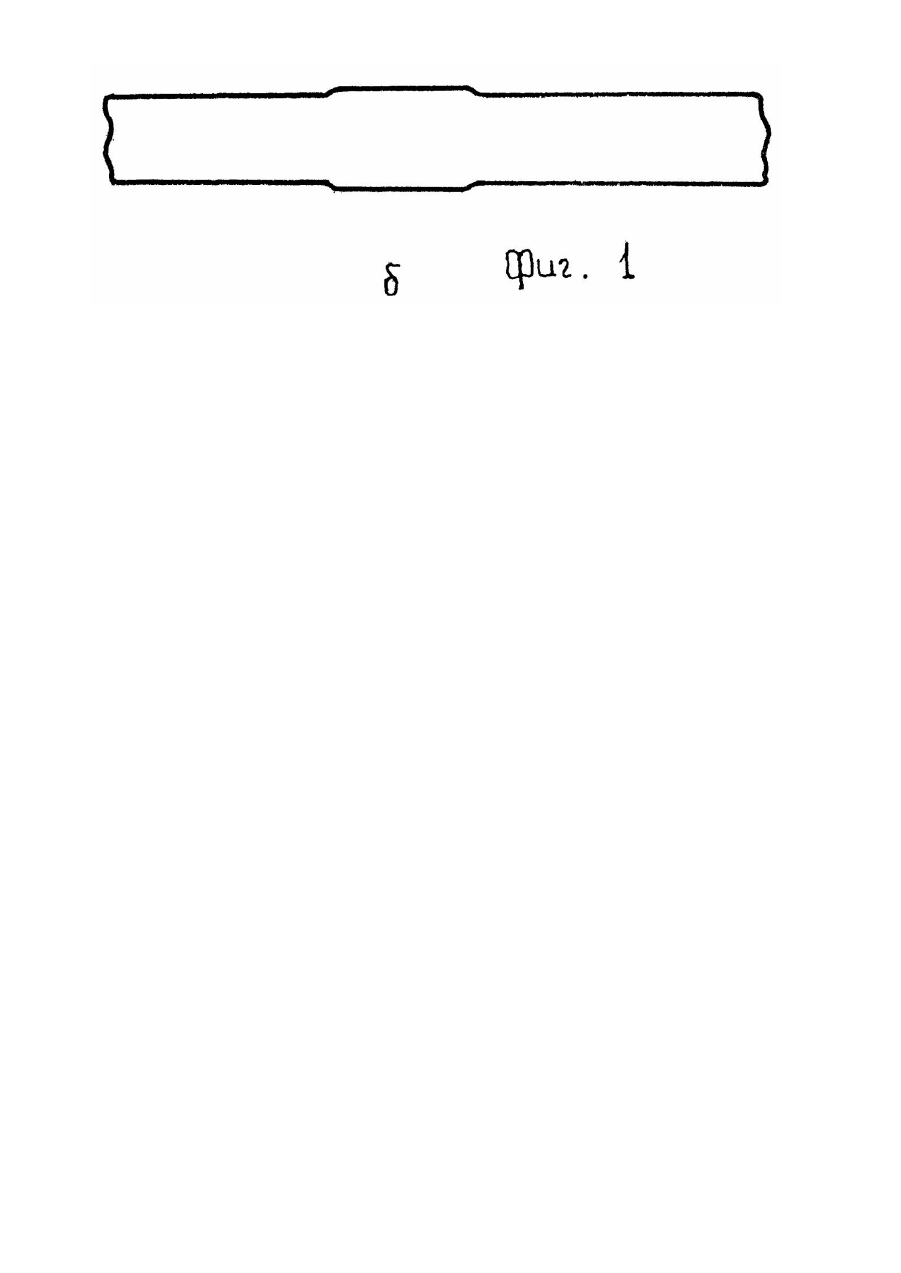
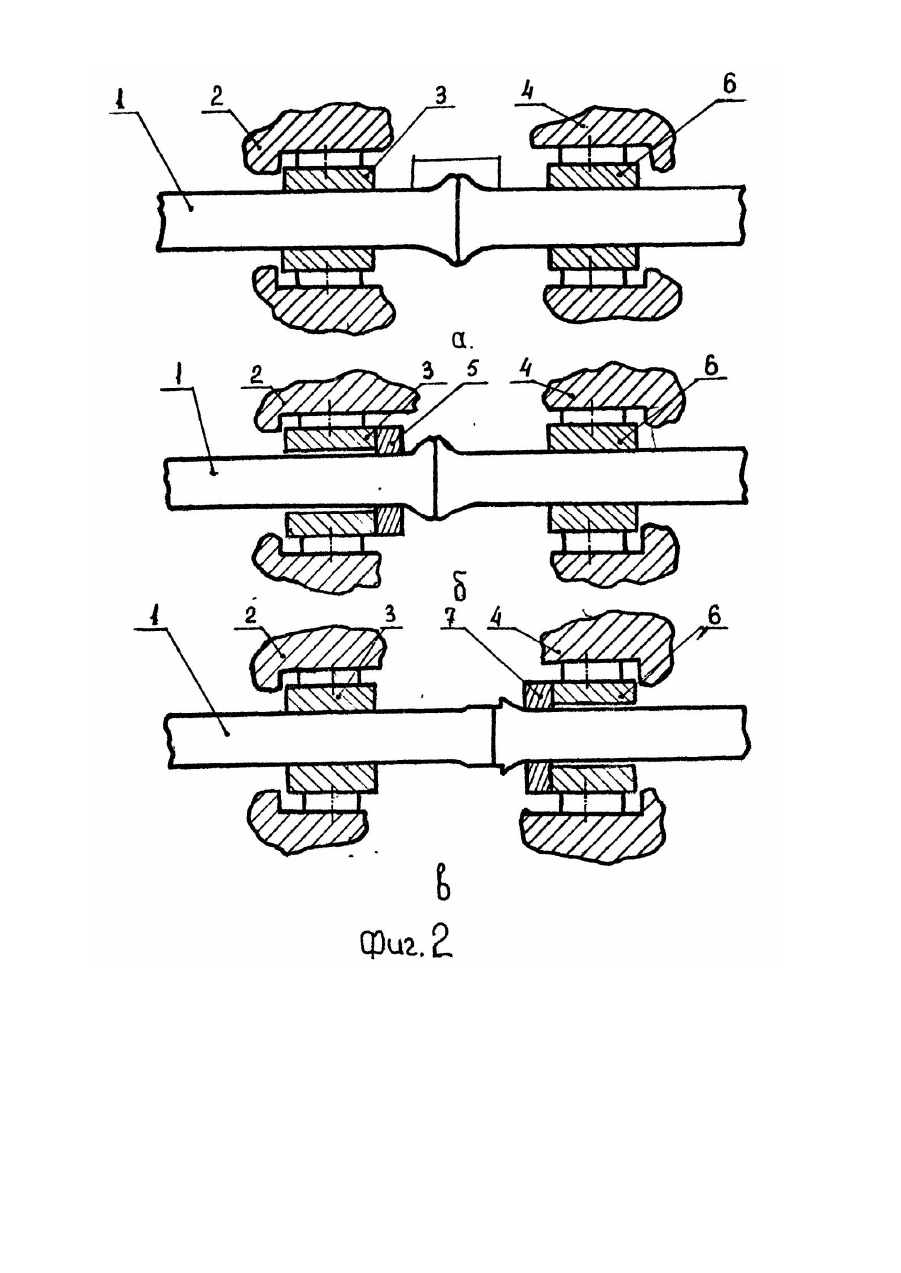
Изъ5ретение, относится к контактной стыковой сварке и может быть использовано преимущественно при сварке заготовок прокатных изделий, которые после сварки проходят последующую прокатку на сортопрокатных станах. Известен способ удаления грата при стыковой сварке [1], выбранный в качестве прототипа, в соответствии с которым грат удаляют непосредственно после осадки в горячем состоянии на сварочной машине, при этом подвижный зажим, за счет перемещения которого осуществляется осадка, освобождает деталь и отходит а первоначальное положение, после чего между стыком и подвижным зажимом вводится режущий инструмент, и вторичное быстрое перемещение подвижного зажима в направлении к неподвижному зажиму приводит в движение режущий инструмент, который удаляет грат. После срезки грата данным способом остаются наплывы, образующиеся в результате высокой текучести материала, которые ведут к дефектам типа раскатанных шлаковых включений и закатов при последующей прокатке. В основу изобретения поставлена задача создания такого способа срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором не образуются наплывы в месте выхода режущего инструмента с грата. Поставленная задача решается тем, что способ срезки грата а горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончания сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент и срезку грата осуществляют п утем относительного перемещения изделия и режущего инструмента, согласно изобретению, срезку грата осуществляют с двух сторон, в два этапа, поочередно, причем на втором этапе плоскостью реза пересекают участок пути, пройденный режущим инструментом на первом этапе. За счет этого повышается качество срезки грата и наплывы не образуются. На фиг. 1 а, б показано сварное соединение; полученное способом-прототипом и описываемым способом: на фиг. 2а, б, в - циклы одного из вариантов реализации способа срезки грата при контактной стыковой сварке оплавлением. После окончания цикла сварки и выдержки сварного соединения 1 под усилием осадки начинается цикл срезки грата, который осуществляется в два этапа. Сначала в неподвижной колонне 2 (фиг. 2а) приподнимается на 1,5-2 мм башмак 3 механизма зажатия. Подвижная колонна 4 вместе с изделием перемещается от колонны 2 на расстояние, необходимое для ввода режущего элемента 5 между колонной 2 и гратом сварного соединения. Режущий элемент 5 (фиг. 2б) вводится между колонной 2 и гратом сварного соединения. Путем перемещения подвижной колонны 4 к колонне 2 срезается грат на величину, равную более 1/2l, где I - длина грата (желательно большую часть грата снимать та этом этапе, т.к. металл разогрет сильнее и требует меньше усилий). Колонна 4 перемещается от колонны 2 на расстояние 1/2l. Затем башмак 3 механизма зажатия колонны 2 зажимает изделие, а башмак 6 механизма зажатия колонны 4 поднимается на 1,5-2 мм. Подвижная колонна 4 перемещается от колонны 2 на расстояние, необходимое для ввода режущего элемента. Режущий элемент вводится между гратом сварного соединения и колонной 4 (фиг. 2в). Путем перемещения колонны 4 в направлении колонны 2 срезается оставшийся грат. Участок пути, пройденный режущим элементом на втором этапе, должен пересекать участок пути, пройденный им на первом этапе. Предложенный способ срезки грата применялся при контактной стыковой сварке оплавлением квадратных заготовок 60х60 мм на экспериментальной установке. С целью сравнения качества срезки грата проводилась оценка качества срезки грата на сварных соединениях, полученных способом-прототипом и предложенным способом. В первом случае грат со сварных соединений срезался полностью, но во всех соединениях образовывались наплывы. Удаление грата в сварных соединениях второй партии производилось при помощи предлагаемого способа. Грат срезался полностью. Наплывы не образовывались.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting of burr in hot condition on resistance butt welding machine
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Bondaruk Andrii Vsevolodovych, Bohorskyi Mykhailo Volodymyrovych, Bieliaiev Danylo Ivanovych, Didkovskyi Oleksandr Volodymyrovych, Cherednichok Vitalii Tymofiiovych, Dumchev Yevhen Oleksandrovych
Назва патенту російськоюСпособ срезки грата в горячем состоянии на машине для контактной стыковой сварки
Автори російськоюКучук-Яценко Сергей Иванович, Бондарук Андрей Всеволодович, Богорский Михаил Владимирович, Беляев Даниил Иванович, Дидковский Александр Владимирович, Чередничок Виталий Тимофеевич, Думчев Евгений Александрович
МПК / Мітки
МПК: B23K 11/00, B23K 11/04
Мітки: стані, зрізування, стикового, зварювання, грату, машини, контактного, спосіб, гарячому
Код посилання
<a href="https://ua.patents.su/3-2477-sposib-zrizuvannya-gratu-u-garyachomu-stani-na-mashini-dlya-kontaktnogo-stikovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання</a>
Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович
МПК: B23K 11/04
Мітки: стикового, грата, спосіб, контактного, зняття, зварювання
Формула / Реферат:
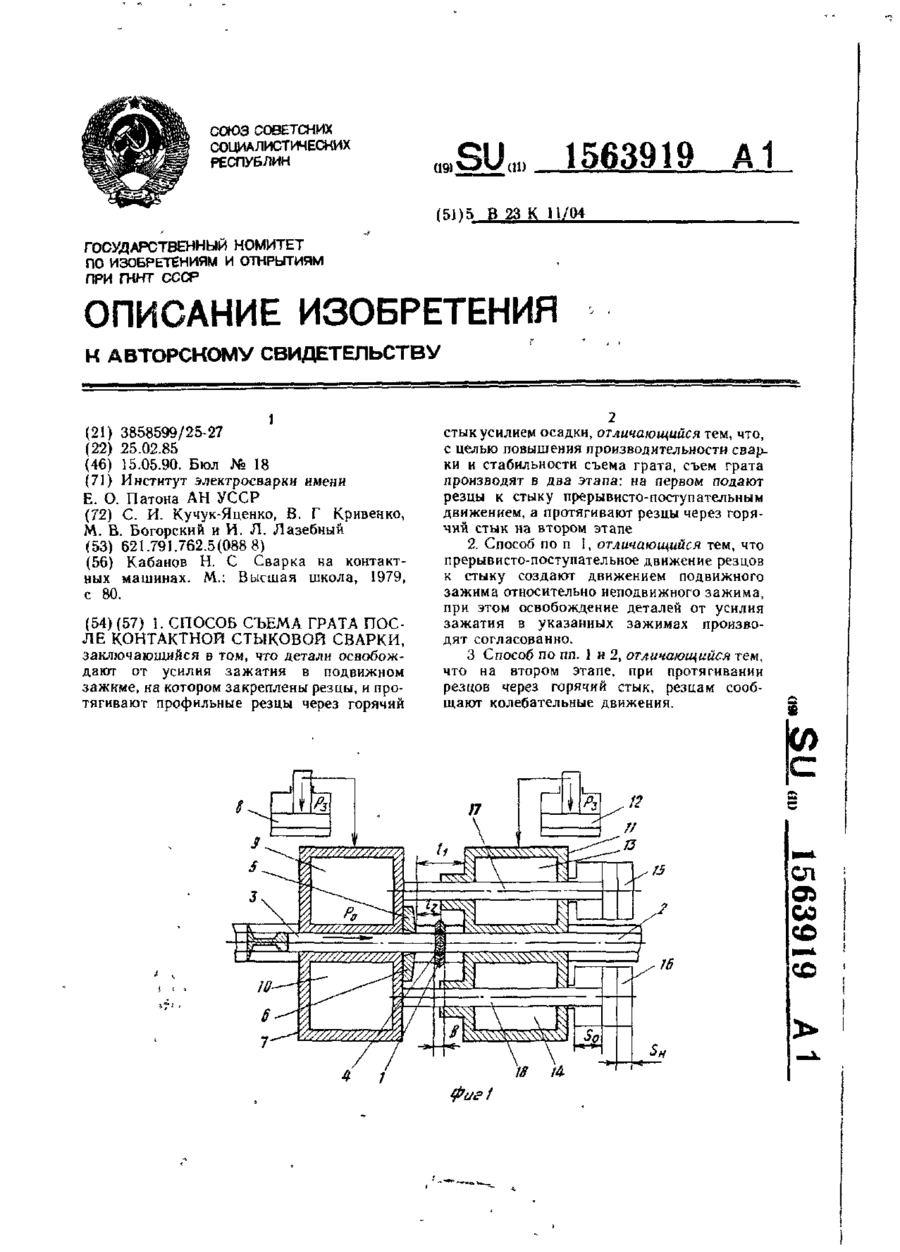
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: оплавленням, зварювання, спосіб, стикового, контактного
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Пристрій для контактного стикового зварювання рейок

Номер патенту: 312
Опубліковано: 30.04.1993
Автори: Порхун Федір Костянтинович, Богорський Михайло Володимирович, Грідін Олександр Петрович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Лядов Володимир Васильович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: рейок, зварювання, пристрій, стикового, контактного
Формула / Реферат:
Формула изобретения1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, спосіб, стикового, зварювання, управління, процесом, оплавленням
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1612
Опубліковано: 25.10.1994
Автори: Шкурко Віктор Григорович, Горонков Микола Дмитрович, Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Беляєв Данило Іванович
МПК: B23K 11/04
Мітки: спосіб, оплавленням, стикового, зварювання, контактного
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, включающий разделку кромок свариваемых деталей горячей прессовой обработкой, оплавление свариваемых деталей и их последующую осадку, отличающийся тем, что, с целью повышения качества сварки путем сохранения в сварном соединении направления полос прокатки металла, оплавление свариваемых деталей прерывают при достижении ими равновесного теплового состояния и осуществляют разделку кромок,...
Попередній патент: Спосіб одержання модифікатора армованих гум на основі гексаметілентетраміну
Наступний патент: Спосіб виготовлення волоконного пластмасового стержня для засобів письма з капілярними каналами
Випадковий патент: Спосіб одержання фенілалкіламінів або їх фармакологічно прийнятних солей