Пристрій для просочення і дозованого нанесення зв’язуючого на довгомірний волокнистий матеріал
Номер патенту: 42617
Опубліковано: 15.10.2001
Автори: Колосов Олександр Євгенович, Федоткін Ігор Михайлович, Кудряченко Віктор Володимирович
Формула / Реферат
1. Пристрій для просочення і дозованого нанесення зв’язуючого на довгомірний волокнистий матеріал, що містить засіб для нанесення зв'язуючого на матеріал, що просочується, і попереднього просочення, засіб віджимання матеріалу, що просочився, одну пару робочих інструментів, які розміщені між засобом для нанесення зв'язуючого і попереднього просочення і засобом віджимання при цьому робочі інструменти мають індивідуальні приводи і виконані у вигляді ультразвукових магнітострикційних перетворювачів, які контактують з матеріалом, що обробляється, ребром краю прямокутної випромінюючої пластини і з можливістю зміни зусилля притискання, причому робочі інструменти розташовані зі зміщенням один відносно одного по довжині матеріалу, що обробляється, по обидва боки відносно нього і під різними кутами нахилу до площини матеріалу, що обробляється, який відрізняється тим, що пристрій додатково містить другу пару робочих інструментів, які мають індивідуальні приводи і які розміщені перед засобом для нанесення зв'язуючого, при цьому друга пара робочих інструментів контактує з матеріалом, що обробляється, по всій поверхні випромінюючих пластин,
2. Пристрій по п. 1. який відрізняється тим, що робочі інструменти, які розміщені перед засобом для нанесення зв'язуючого на матеріал, що просочується, і попереднього просочення, розташовані паралельно поверхні матеріалу, що обробляється, і на змінній відстані від нього.
3. Пристрій по п. 1, який відрізняється тим, що величини нахилу робочих інструментів, розміщених перед засоби для нанесення зв'язуючого, що просочується, і попереднього просочення, до площини матеріалу, що обробляється, знаходяться в межах 0-5°, при цьому робочі елементи контактують з матеріалом, що обробляється, ребром краю випромінюючої пластини.
4. Пристрій по п. 1. який відрізняється тим, що величини кутів нахилу робочих інструментів, розміщених між засобом для нанесення зв’язуючого і попереднього просочення і засобом віджимання, до площини матеріалу, що обробляється, знаходяться в межах 5-30°.
Текст
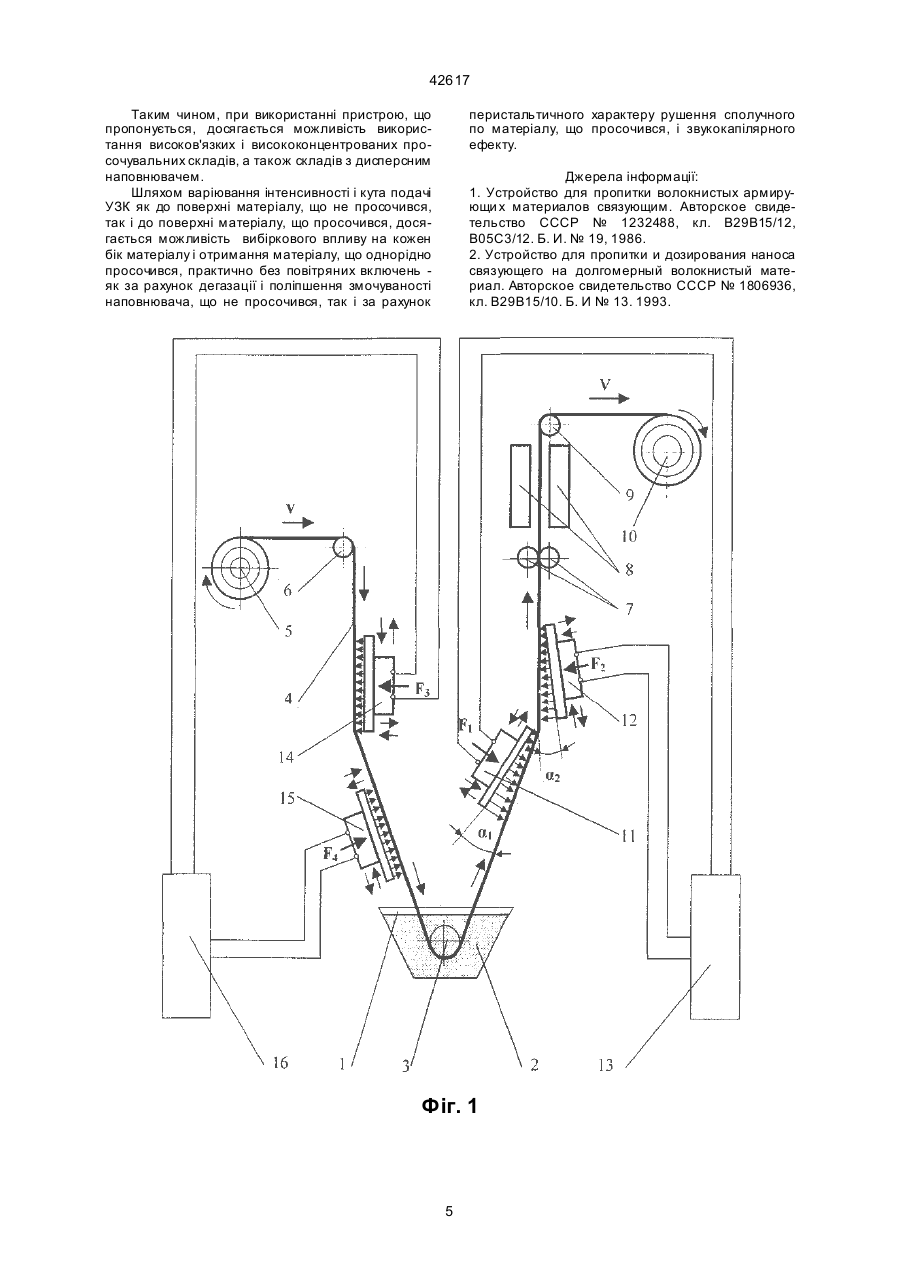
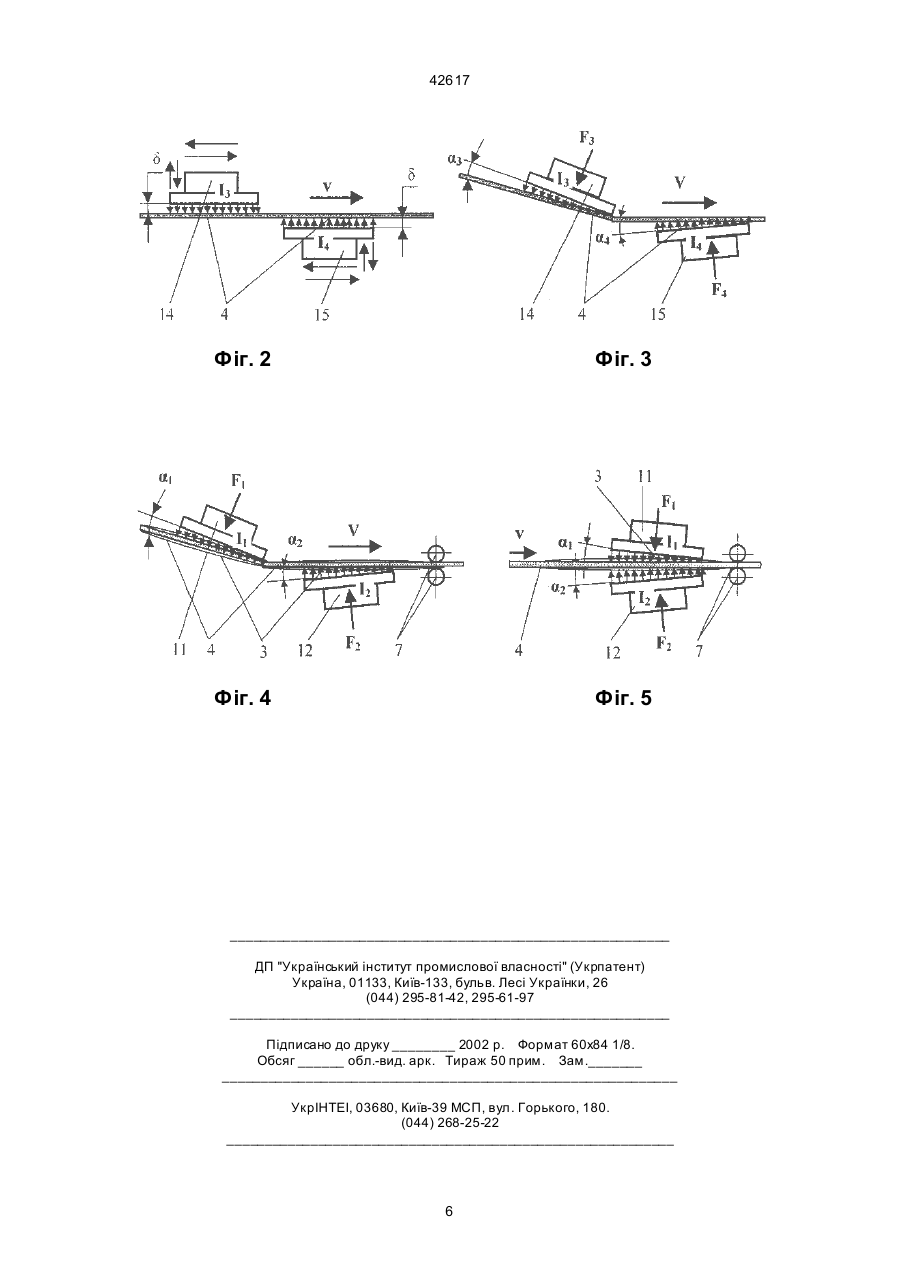
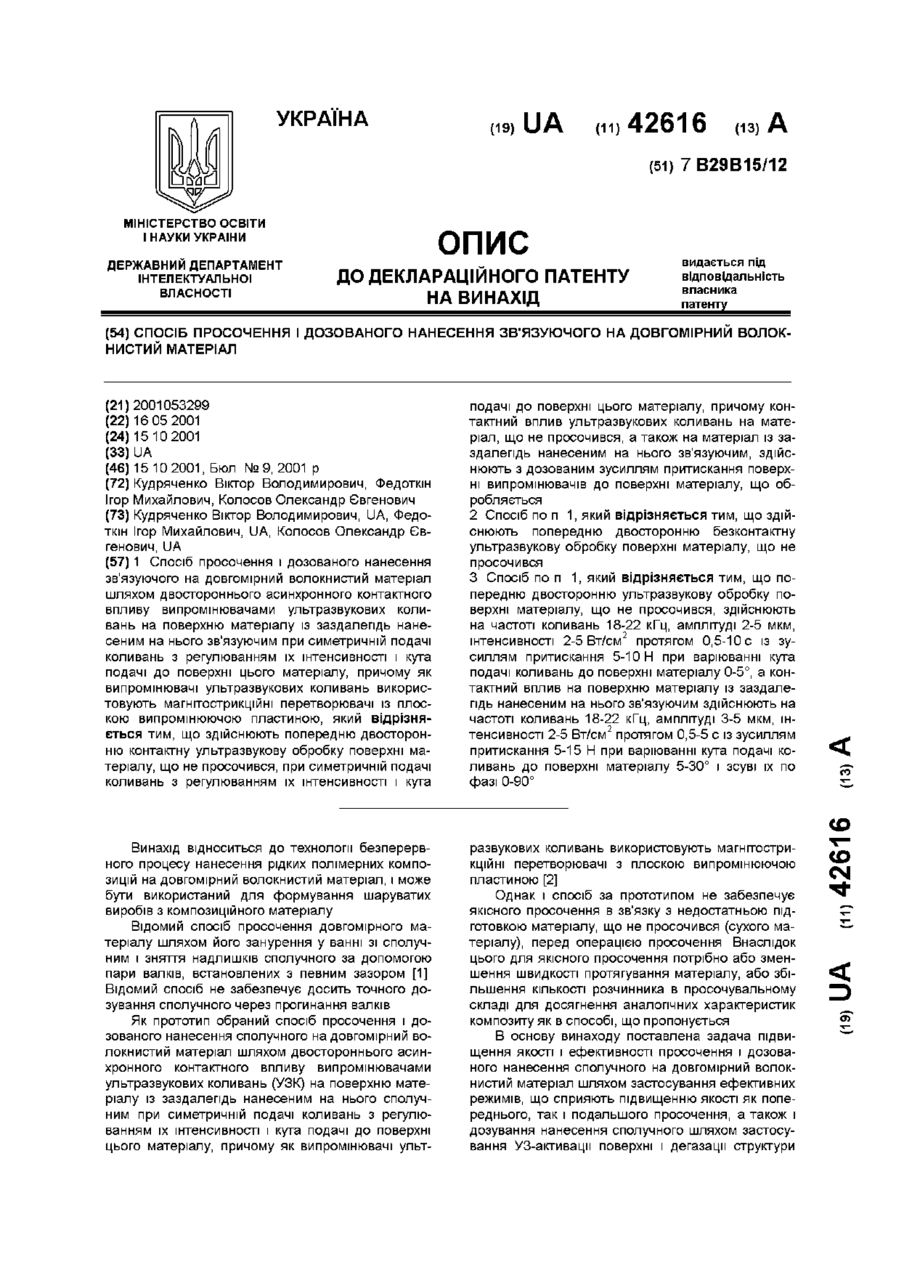
1. Пристрій для просочення і дозованого нанесення зв'язуючого на довгомірний волокнистий матеріал, що містить засіб для нанесення зв'язуючого на матеріал, що просочується, і попереднього просочення, засіб віджимання матеріалу, що просочився, одну пару робочих інструментів, які розміщені між засобом для нанесення зв'язуючого і попереднього просочення і засобом віджимання, при цьому робочі інструменти мають індивідуальні приводи і виконані у вигляді ультразвукових магнітострикційних перетворювачів, які контактують з матеріалом, що обробляється, ребром краю прямокутної випромінюючої пластини і з можливістю зміни зусилля притискання, причому робочі інструменти розташовані зі зміщенням один відносно одного по довжині матеріалу, що обробляється, по обидва боки відносно нього і під різними кутами нахилу до площини матеріалу, що обробляється, A (54) ПРИСТРІЙ ДЛЯ ПРОСОЧЕННЯ І ДОЗОВАНОГО НАНЕСЕННЯ ЗВ'ЯЗУЮЧОГО НА ДОВГОМІРНИЙ ВОЛОКНИСТИЙ МАТЕРІАЛ 42617 З метою збільшення ефективності міри просочення і дозування сполучного, пристрій забезпечений другим інструментом для просочення і дозування сполучного, який розташований по інший бік від першого інструменту відносно матеріалу, що обробляється. Причому інструменти встановлені до засобів віджимання під різними кутами до площини матеріалу, який просочився, що знаходяться в межах 10-45°. Варіантами пристрою прототипу є розташування інструментів для просочення і дозування сполучного, а саме: розташування інструментів, які мають асинхронні індивідуальні приводи, зі зміщенням один відносно одного по довжині матеріалу, що обробляється, а також симетричне розташування інструментів, що мають синхронні індивідуальні приводи, відносно площини матеріалу, що просочився. Однак і пристрій за прототипом забезпечує недостатню міру просочення в зв'язку з недостатньою підготовкою матеріалу, що не просочився, перед операцією просочення, внаслідок чого для просочення потрібно або зменшення швидкості протягування матеріалу, або збільшення кількості розчинника в просочувальному складі. В основу винаходу поставлена задача підвищення якості і ефективності просочення і дозованого нанесення сполучного на довгомірний волокнистий матеріал шляхом застосування засобів, що сприяють підвищенню якості як попереднього, так і подальшого просочення і дозування нанесення сполучного шляхом УЗ-обробки, а саме: УЗ-активації поверхні і структури волокнистого наповнювача з метою поліпшення його змочуваності сполучним, дегазації структури наповнювача безпосередньо перед просоченням і збільшення продуктивності процесу просочення і дозованого нанесення сполучного за рахунок збільшення швидкості протягування наповнювача при збереженні властивостей кінцевого композиту. Поставлена задача вирішується тим, що в пристрої для просочення і дозованого нанесення сполучного на довгомірний волокнистий матеріал, що містить засіб для нанесення сполучного на матеріал, що просочується, і попереднього просочення, засіб віджимання матеріалу, що просочився, одну пару робочих інструментів, які розміщені між засобом для нанесення сполучного і попереднього просочення і засобом віджимання, при цьому робочі інструменти мають індивідуальні приводи і виконані у вигляді ультразвукових магнітострикційних перетворювачів, які контактують з матеріалом, що обробляється, ребром краю прямокутної випромінюючої пластини і з можливістю зміни зусилля притискання, причому робочі інструменти розташовані зі зміщенням один відносно одного по довжині матеріалу, що обробляється, по обидва боки відносно нього і під різними кутами нахилу до площини матеріалу, що обробляється, додатково міститься друга пара робочих інструментів, які мають індивідуальні приводи і які розміщені перед засобом для нанесення сполучного, при цьому друга пара робочих інструментів контактує з матеріалом, що обробляється, по всій поверхні випромінюючих пластин. Пристрій також містить робочі інструменти, які розміщені перед засобом для нанесення сполуч ного на матеріал, що просочується, і попереднього просочення, розташовані паралельно поверхні матеріалу, що обробляється, і на змінній відстані від нього. Величина кутів нахилу робочих інструментів, розміщених перед засобом для нанесення сполучного, що просочується, і попереднього просочення, до площини матеріалу, що обробляється, знаходяться в межах 0-5°, при цьому робочі елементи контактують з матеріалом, що обробляється, ребром краю випромінюючої пластини. Величина кутів нахилу робочих інструментів, розміщених між засобом для нанесення сполучного і попереднього просочення і засобом віджимання, до площини матеріалу, що обробляється, знаходяться в межах 5-30°. Внаслідок як контактного, так і безконтактного впливу УЗК на сухий (непросочений) і просочений волокнистий матеріал в пристрої, що пропонується, досягаються наступні результати. На трьох дільницях, розташованих перед засобом для нанесення сполучного на матеріал, що просочується, і попереднього просочення, а саме: на першій дільниці, обмеженій перевалочним валком і першим випромінювачем з другої пари випромінювачів, встановленої до засобу для нанесення сполучного, на другій дільниці, що обмежена випромінювачами цієї пари, і на третій дільниці, розташованій між другим випромінювачем цієї пари і огинаючим валком, розташованим в засобі для нанесення сполучного на матеріал, що просочується, і попереднього просочення, змінюється зусилля натягнення матеріалу, що обробляється. Це зусилля є різним на різних дільницях. Це натягнення сприяє тому, що при контакті поверхні УЗ-випромінювачів з матеріалом, що обробляється, на вищезгаданих дільницях виникають як поздовжні (вздовж довжини матеріалу), так і поперечні коливання. Частота і амплітуда сталих поперечних коливань в матеріалі, що обробляється, регулюється як шляхом зміни натягнення склострічки, так і зміною відстані між елементами, що знаходяться на кордонах відповідних дільниць. Частота і амплітуда поздовжніх коливань залежить як від натягнення стрічки, так і від характеристик випромінювання поверхні робочих елементів. Охарактеризуємо використання і взаємне розташування робочих інструментів в пристрої, що пропонується. Використання в пристрої, що пропонується, як першої, так і другої пари робочих елементів у вигляді ультразвукових магнітострикційних перетворювачів з прямокутною випромінюючою пластиною, нахиленою до поверхні матеріалу, що обробляється, під гострим кутом, сприяє як ефективній активації поверхні наповнювача, що не просочився, і його дегазації, так і попередній обробці сполучного краєм випромінюючої пластини з більш глибоким проникненням сполучного в пори матеріалу, що скупчується перед ребром пластини, особливо при симетричній установці перетворювачів. Наявність індивідуальних приводів до кожного перетворювача в парі робочих інструментів, розташованих перед засобом для нанесення сполучного на матеріал, що просочується, і попереднього просочення, дозволяє проводити ефективну і ло 2 42617 калізовану обробку наповнювача, що не просочився, із змінними значеннями інтенсивності і амплітуди коливань у залежності від матеріалу (його товщини, що обробляється, структури, попередньої поверхневої обробки волокон - наявності апретів, замаслювачів тощо). У разі застосування наповнювачів з малою товщиною і розрідженою структурою використовуються робочі інструменти з кутами нахилу до площини матеріалу, що не просочився, і що обробляється, в межах 0-5°. При цьому робочі елементи контактують з матеріалом, що обробляється, тільки ребром краю випромінюючої пластини. У разі застосування більш щільних і міцних тканих матеріалів, таких як конструкційні склотканини тощо, взаємодія здійснюється з дозованим зусиллям притискання і притому по всій площі випромінюючої поверхні магнітострикційних перетворювачів. Змінні параметри обробки – час обробки, амплітуда, частота, інтенсивність - визначаються експериментально в кожному конкретному випадку. Ще однією перевагою застосування пристрою, що пропонується, є зменшення діапазону кутів нахилу першої пари робочих інструментів, встановлених перед засобом віджимання, а саме: з 10-45°С (як в пристрої за прототипом) до 5-30° (в пристрої, що пропонується) за рахунок ефективної УЗ-активації наповнювача, що не просочився (тобто своєрідної передпросочувальної підготовки наповнювача) при збереженні властивостей кінцевого виробу (процента сполучного в наповнювачі, міри просочення і фізико-механічних властивостей). Таким чином, УЗ-активація наповнювача, що не просочився, позитивно позначається і при подальшій УЗ-обробці в процесі дозування змісту сполучного і допросочення, що істотно впливає на фізико-механічні властивості і на несучу здатність виробів. Наявність асинхронних індивідуальних приводів до кожного перетворювача з пари робочих інструментів, розташованих до засобу віджимання матеріалу, що просочився, дозволяє отримувати асинхронні УЗК. Завдяки зсуву по фазі УЗК, що впливають на одну з сторін матеріалу, відносно УЗК, направлених на іншу сторону матеріалу, повітряні включення видавлюються з міжволоконного простору. Таким чином, досягається рівномірність насичення матеріалу, що просочився. У свою чергу, прямокутна випромінююча пластина дозволяє передавати УЗК рівномірно по всій ширині матеріалу, готуючи сполучне, і поступово збільшуючи тиск "прогонки" сполучного через матеріал, що просочився, додатково до тиску УЗК, а також остаточно видаляти надлишки сполучного з відповідної сторони матеріалу, що просочився, ребром випромінюючої пластини. На фіг. 1 показана загальна схема пристрою; на фіг. 2 показана схема загального розташування пластин, які розміщені до засобу для нанесення сполучного; на фіг. 3 показана схема розташування цих же пластин паралельно поверхні матеріалу, що обробляється, і на змінній відстані від нього; на фіг. 4 показана схема несиметричного розташування пари пластин, розміщених між засобом для нанесення сполучного і попереднього просочення і засобом віджимання; на фіг. 5 показана схема симетричного розташування цих же пластин. Пристрій для просочення і дозованого нанесення сполучного на довгомірний волокнистий матеріал містить засіб 1 для нанесення сполучного на матеріал, що просочується, і попереднього просочення, що виконаний у вигляді просочувальної ванни зі сполучним 2, в якій розташовується огинаючий валок 3. Армуючий довгомірний волокнистий матеріал 4 змотується з бобіни 5 і пропускається через перевалочний валок 6, огинаючий валок 3, віджимні валки 7, напрямний валок 9 і заправляється на приймальній бобіні 10. Остаточне віджимання сполучного проводиться засобом віджимання матеріалу, що просочився, виконаним у вигляді двох віджимних валків 7. Після цього матеріал, що просочився, поступає до сушильної камери 8, а потім потрапляє на напрямний валок 9 і намотується на приймальну бобіну 10. Для допросочення і дозування нанесення сполучного пристрій, що пропонується, містить одну пару робочих інструментів 11 і 12, які розміщені між засобом 1 для нанесення сполучного і попереднього просочення і засобом віджимання 7. При цьому робочі інструменти 11 і 12 мають індивідуальні приводи від ультразвукового генератора 13 і виконані у вигляді ультразвукових магнітострикційних перетворювачів, які контактують з матеріалом 4, що просочився і що обробляється, ребром краю прямокутної випромінюючої пластини із змінним зусиллям притискання. Причому робочі інструменти 11 і 12 розташовані зі зміщенням один відносно одного по довжині матеріалу 4, що обробляється, по обидва боки відносно нього і під різними кутами нахилу a 1 і a 2 до площини матеріалу, що знаходяться межах 5-30°. Робочі інструменти 11 і 12 контактують з матеріалом, що просочився, із змінним зусиллям притискання F1, і F2 , відповідно. Пристрій також містить другу пару робочих інструментів 14 і 15, які мають індивідуальні приводи від ультразвукового генератора 16 і які розміщені перед засобом 1 для нанесення сполучного і попереднього просочення. При цьому друга пара робочих інструментів 14 і 15 контактує з матеріалом 4, що не просочився і що обробляється, по всій поверхні випромінюючих пластин з дозованим зусиллям притискання F3 і F4 , відповідно. Крім того, робочі інструменти 14 і 15 можуть бути розташованими паралельно поверхні матеріалу 4, що не просочився і що обробляється, і на змінній відстані d від нього (як правило, що не перевищує товщину матеріалу, що просочується див. фіг. 2). У разі використання матеріалів з малою товщиною і рідкою структурою величини кутів нахилу a 3 і a 4 робочих інструментів 14 і 15 до площини матеріалу 4, що обробляється, знаходяться в межах 0-5°. При цьому робочі елементи 14 і 15 контактують з матеріалом 4, що не просочився і що обробляється, ребром краю випромінюючої пластини (див. фіг. 3). У пристрої кожний дозуючий перетворювач 11, 12, 14, 15 складається з пакетів магнітострикційного матеріалу (пермендюр), приварених перпендикулярно з неробочого боку випромінюючої пласти 3 42617 ни і що мають індивідуальні обмотки збудження. При установці пластин 11 і 12 одна над іншою по обидва боки відносно матеріалу 4, що просочується (див. фіг. 4), напруження збудження подається на пакети зі зсувом по фазі і в певній послідовності. Завдяки цьому досягається переміщення пучності (амплітуди) хвилі ультразвукових коливань від контактуючого ребра до протилежного напряму переміщення матеріалу грані випромінюючої пластини. Зсув напруги по фазі пластин 11 і 12 регулюється в межах 0-180°. При зсуві напруги 180° верхня 11 і нижня 12 пластини працюють за принципом асинхронного приводу, і пучність на одній, симетрично розташованій, пластині співпадає із западиною на другій пластині 12, і навпаки. По ширині випромінюючих пластин 11 і 12 коливання розповсюджуються рівномірно, а по довжині - згідно із законом подачі напруги на обмотки збудження, тобто досягається аналогія перистальтичного переміщення рідких і пастоподібних середовищ. Випромінюючі пластини при цьому повинні бути виготовлені з матеріалу, що володіє значною міцністю згинання. Пристрій працює таким чином. В області, обмеженій засобом 1 для нанесення сполучного, проводять УЗ-активацію і попередню дегазацію матеріалу 4, що не просочився, з інтенсивністю УЗК І3 і І4 і з дозованим зусиллям притискання F3 і F 4 матеріалу 4 за допомогою пари робочих інструментів 14 і 15, які контактують з матеріалом 4, що не просочився і що обробляється, по всій поверхні випромінюючих пластин. У разі використання матеріалів з малою товщиною і рідкою структурою робочі інструменти 14 і 15 розташовують паралельно поверхні матеріалу 4, що не просочився і що обробляється, на змінній відстані d від нього (як правило, що не перевищує товщин у матеріалу, що просочується) або під кутами нахилу a 3 і a 4 до площини матеріалу 4, що обробляється, які лежать в межах 0-5°. При цьому робочі елементи 14 і 15 контактують з матеріалом 4, що не просочився і що обробляється, ребром краю випромінюючої пластини (див. фіг. 2). Після цього матеріал 4 поступає в засіб 1 для нанесення сполучного і попереднього просочення, де він просочується у ванні зі сполучним 2, після виходу з якої забезпечується попереднє неконтрольоване нанесення сполучного 2 на матеріал 4, що заздалегідь просочився. Після цього матеріал 4, що просочився, обробляють з двох боків ультразвуковими перетворювачами у вигляді випромінюючих прямокутних пластин 11 і 12, які мають індивідуальні приводи від ультразвукового генератора 13, і які виконані у вигляді ультразвукових магнітострикційних перетворювачів. Останні контактують з матеріалом 4. що просочився і що обробляється, ребром краю прямокутної випромінюючої пластини зі змінним зусиллям притискання F1 і F2 , відповідно. Причому робочі інструменти 11 і 12 розташовані зі зміщенням один відносно одного по довжині матеріалу 4, що обробляється, по обидва боки відносно нього і під різними кутами нахилу a 1 і a 2 до площини матеріалу, що знаходяться в межах 5-30°. Варіювання змісту сполучного, рівномірність його розподілу в матеріалі і видалення надлишку сполучного здійснюють регулюванням кута нахилу a 1 і a 2 випромінюючої пластини до поверхні матеріалу 4, зміною потужності (інтенсивності І1 і І2), що підводиться до перетворювачів, а також дозуванням зусиль притискання F1 і F 2. У процесі руху матеріалу 4, що просочився, і при його входженні до області, утвореної випромінюючою пластиною 11 першого перетворювача і проекцією пластини 11 на матеріал 4, сполучне 2, яке знаходиться як всередині матеріалу 4, так і на його поверхні, зазнає впливу УЗК. Внаслідок енергії, що переноситься УЗК, сполучне 2 розігрівається (меншає його в'язкість), а також "проганяється" через товщину матеріалу 4 на протилежну сторону. Остаточно надлишки сполучного видаляються ребром краю випромінюючої пластини 11, що грає також роль скребка. Далі аналогічна картина повторюється у перетворювача 12, встановленого на регульованій відстані з протилежного боку від матеріалу 4, що просочився. При видаленні надлишку високов'язких сполучних кут нахилу пластин (a 1 і a 2) меншає, а інтенсивність коливань (І1 і І 2) збільшується, і навпаки. Остаточне віджимання сполучного проводять засобом віджимання матеріалу, що просочився, виконаного у вигляді двох віджимних валків 7. Після цього віджатий матеріал, що просочився, поступає до сушильної камери 8, і після сушки намотується на приймальну бобіну 10. Приклад. Для експериментально досліджених склотканих матеріалів марки "Е3-200" (ГОСТ 19907-74) і "Т-10-80" (ГОСТ 19170-73) шириною 1000 мм, що просочувалися епоксидними сполучними УП-631 і ЕДТ-10 (ГОСТ 10587-84) при температурі 30°С (значення в'язкості сполучних відповідно 2,21 і 1,83 Па×с, значення кутів нахилу випромінюючих пластин до поверхні матеріалу становили 10-30°. Інтенсивність ультразвукових коливань складала 2-5 Вт/см 2. Швидкість протягування варіювалася в межах 0,01-0,05 м/с. Габарити випромінюючої пластини становили 1100x200x10 мм, амплітуда коливань 2-5 мкм, вихідна потужність 8 кВт, частота 18-22 кГц, зусилля притискання 5-20 Н. Нанесення сполучного становило 30-40%. У даному пристрої рівномірність розподілу сполучного в матеріалі після видалення його надлишків (коефіцієнт однорідності) збільшується а 1,5-2 рази. Величина робочої в'язкості складів, що використовувались, зросла на 10-15% при однаковій з пристроєм прототипу швидкості протягування (0,01 м/с) і зусиллі притискання (10 Н). При однакових же значеннях в'язкості швидкість протягування зросла в 1,2-1,3 рази при одночасному збільшенні коефіцієнта однорідності в 1,2 рази і зменшенні коефіцієнта варіації нанесення в 1,5-2 рази. Відбувається також збільшення швидкості видалення надлишків сполучного за рахунок збільшення швидкості протягування, що забезпечує задане нанесення сполучного. Крім того, за рахунок використання ефективних режимів можливе повне виключення з конструкції пристрою віджимних валків, роль яких виконує пара робочих інструментів 11 і 12. 4 42617 Таким чином, при використанні пристрою, що пропонується, досягається можливість використання високов'язких і висококонцентрованих просочувальних складів, а також складів з дисперсним наповнювачем. Шляхом варіювання інтенсивності і кута подачі УЗК як до поверхні матеріалу, що не просочився, так і до поверхні матеріалу, що просочився, досягається можливість вибіркового впливу на кожен бік матеріалу і отримання матеріалу, що однорідно просочився, практично без повітряних включень як за рахунок дегазації і поліпшення змочуваності наповнювача, що не просочився, так і за рахунок перистальтичного характеру рушення сполучного по матеріалу, що просочився, і звукокапілярного ефекту. Джерела інформації: 1. Устройство для пропитки волокнистых армирующи х материалов связующим. Авторское свидетельство СССР № 1232488, кл. В29В15/12, В05С3/12. Б. И. № 19, 1986. 2. Устройство для пропитки и дозирования наноса связующего на долгомерный волокнистый материал. Авторское свидетельство СССР № 1806936, кл. В29В15/10. Б. И № 13. 1993. Фіг. 1 5 42617 Фіг. 2 Фіг. 3 Фіг. 4 Фіг. 5 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for impregnation and dosed application of binding agent on lengthy fibrous material
Автори англійськоюKudriachenko Viktor Volodymyrovych, Fedotkin Ihor Mykhailovych, Kolosov Oleksandr Yevhenovych
Назва патенту російськоюУстройство для пропитки и дозированного нанесения вяжущего на длинномерный волокнистый материал
Автори російськоюКудряченко Виктор Владимирович, Федоткин Игорь Михайлович, Колосов Александр Евгеньевич
МПК / Мітки
МПК: B29B 15/10
Мітки: матеріал, волокнистий, просочення, пристрій, довгомірний, дозованого, нанесення, зв'язуючого
Код посилання
<a href="https://ua.patents.su/6-42617-pristrijj-dlya-prosochennya-i-dozovanogo-nanesennya-zvyazuyuchogo-na-dovgomirnijj-voloknistijj-material.html" target="_blank" rel="follow" title="База патентів України">Пристрій для просочення і дозованого нанесення зв’язуючого на довгомірний волокнистий матеріал</a>
Спосіб просочення і дозованого нанесення зв’язуючого на довгомірний волокнистий матеріал
Номер патенту: 42616
Опубліковано: 15.10.2001
Автори: Кудряченко Віктор Володимирович, Федоткін Ігор Михайлович, Колосов Олександр Євгенович
МПК: B29B 15/10
Мітки: спосіб, дозованого, матеріал, довгомірний, зв'язуючого, нанесення, волокнистий, просочення
Формула / Реферат:
1. Спосіб просочення і дозованого нанесення зв'язуючого на довгомірний волокнистий матеріал шляхом двостороннього асинхронного контактного впливу випромінювачами ультразвукових коливань на поверхню матеріалу із заздалегідь нанесеним на нього зв'язуючим при симетричній подачі коливань з регулюванням їх інтенсивності і кута подачі до поверхні цього матеріалу, причому як випромінювачі ультразвукових коливань використовують магнітострикційні...
Пігментований волокнистий матеріал

Номер патенту: 24309
Опубліковано: 17.07.1998
Автори: Худик Богдан Іванович, Білоус Розалія Никандрівна, Каналош Оксана Анатоліївна, Король Петро Васильович, Шуляковський Геннадій Францович, Яценко Олег Володимирович, Солопова Галина Петрівна, Превер Володимир Михайлович
МПК: D21H 19/00
Мітки: матеріал, волокнистий, пігментований
Текст:
...піногасник антиспінювач карбоксильований стирольно-бутадієно акрилонітрилОБИй сополімер 0,7-0,8 0,04-0,07 15-17 . Для виготовлення матеріалу, що заявляється, використовували такі компоненти: каолін збагачений, для виробництва паперу та картону ТУ У £1.133.-97, натрій карбоксиметилцелюлоза марки 75Д00 ОСТ 6-05-386-80, піногасник антиспінювач Glanspon DA 221S виробництва фірми Bussetti and Co. , Австрія, карбоксильований ...
Пігментований волокнистий матеріал
Номер патенту: 24310
Опубліковано: 17.07.1998
Автори: Шуляковський Геннадій Францович, Каналош Оксана Анатоліївна, Превер Володимир Михайлович, Худик Богдан Іванович, Король Петро Васильович, Яценко Олег Володимирович, Білоус Розалія Никандрівна, Солопова Галина Петрівна
МПК: D21H 19/00
Мітки: пігментований, волокнистий, матеріал
Текст:
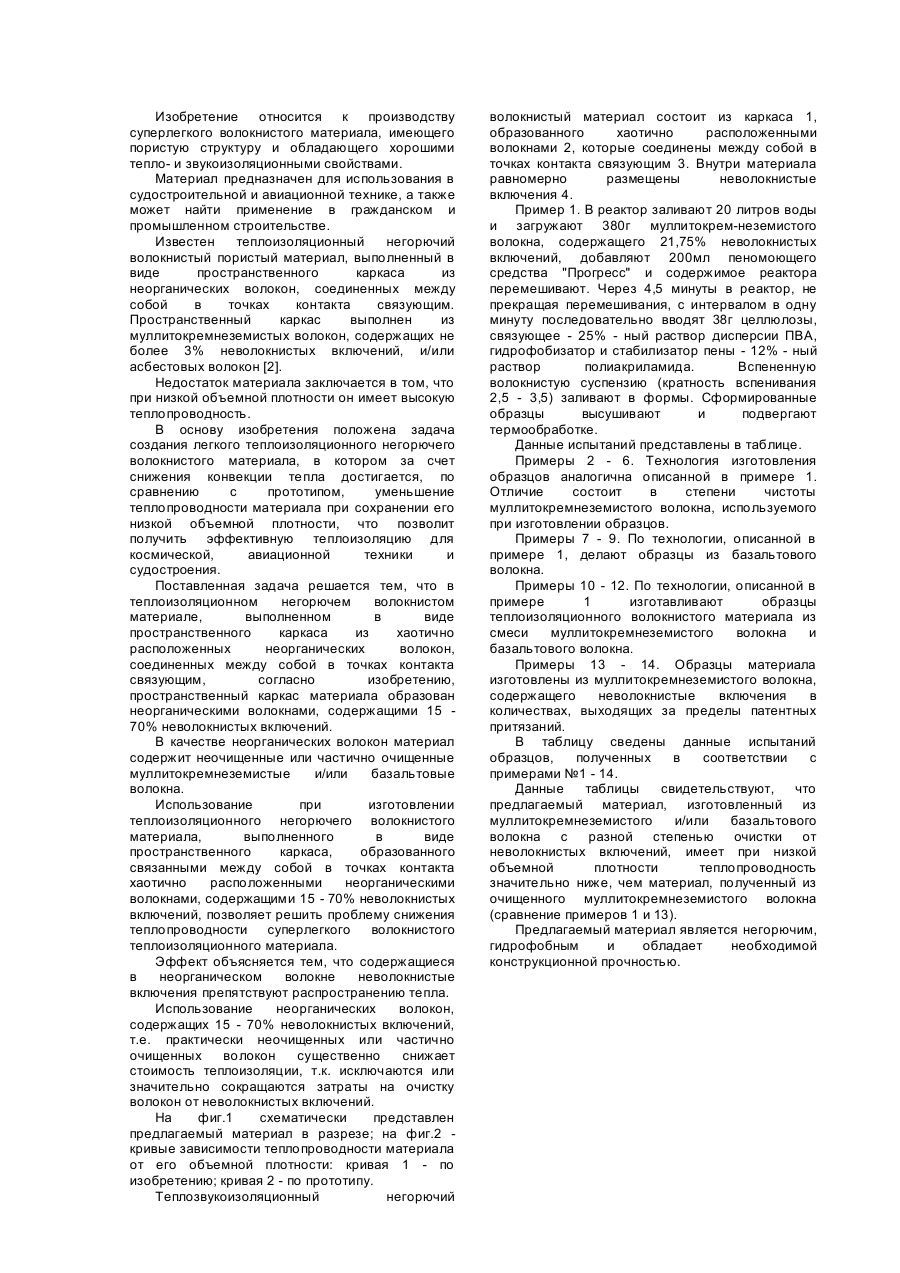
Теплоізоляційний негорючий волокнистий матеріал
Номер патенту: 15057
Опубліковано: 30.06.1997
Автори: Шапочка Юрій Якович, Вадясов Анатолій Юрійович
Мітки: теплоізоляційний, матеріал, негорючий, волокнистий
Формула / Реферат:
1. Теплоизоляционный негорючий волокнистый материал, выполненный в виде пространственного каркаса из хаотично расположенных неорганических волокон, соединенных между собой в точках контакта связующим, отличающийся тем, что пространственный каркас образован неорганическими волокнами, содержащими 15-70% неволокнистых включений.2. Теплоизоляционный негорючий волокнистый материал по п. 1, отличающийся тем, что пространственный каркас...
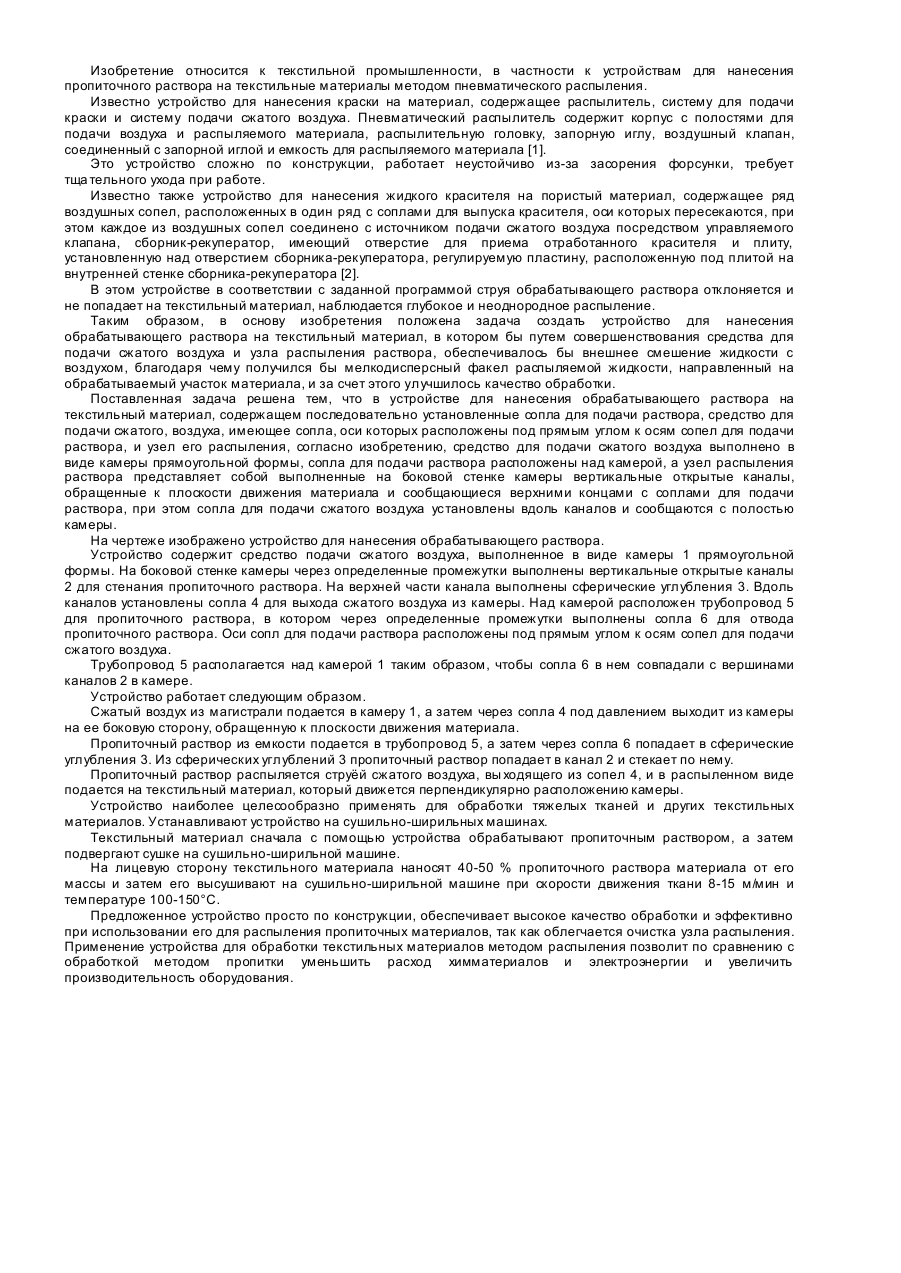
Пристрій для нанесення обробного розчину на текстильний матеріал
Номер патенту: 834
Опубліковано: 15.12.1993
Автори: Богданов Георгій Георгійович, Зазовський Віл'ям Ілліч, Потапова Євгенія Іванівна, Глубіш Петро Андрійович, Барабанов Отарій Олександрович
МПК: D06B 1/00
Мітки: нанесення, текстильний, пристрій, розчину, обробного, матеріал
Формула / Реферат:
Устройство для нанесения обрабатывающего раствора на текстильный материал, содержащее последовательно установленные сопла для подачи раствора, средство для подачи сжатого воздуха, имеющее сопла, оси которых расположены под прямым углом к осям сопел для подачи раствора, и узел его распыления, отличающееся тем, что средство для подачи сжатого воздуха выполнено в виде камеры прямоугольной формы, сопла для подачи раствора расположены над камерой,...
Попередній патент: Спосіб просочення і дозованого нанесення зв’язуючого на довгомірний волокнистий матеріал
Наступний патент: Зефір “султан”
Випадковий патент: Спосіб стимуляції венозного і лімфатичного відтоку із кінцівок і пристрій для його здійснення