Спосіб виробництва біметалевих робочих органів дробарок
Номер патенту: 44467
Опубліковано: 12.10.2009
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Романенко Юрій Миколайович, Афтанділянц Євгеній Григорович, Пелікан Олег Анатолійович
Формула / Реферат
1. Спосіб виробництва біметалевих робочих органів дробарок, що включає виплавку та заливку у ливарну форму розплаву сталі, нанесення флюсу на її затверділу поверхню, виплавку та заливку зносостійкого легованого чавуну, який відрізняється тим, що після виплавки сталі, з вуглецевим еквівалентом (Секвст) від 0,3 до 1,2 %, перед її заливкою, визначають температуру солідус сталі, температуру заливки чавуну та його вуглецевий еквівалент (Секвчав), за яким визначають хімічний склад чавуну, який виплавляють та заливають в ливарну форму на сталеву основу.
2. Спосіб виробництва біметалевих робочих органів дробарок за п. 1, який відрізняється тим, що вуглецевий еквівалент чавуну (Секвчав) повинен бути в межах від 3,0 до 4,6 та відповідати співвідношенню Секвчав>2,59+1,17·Ceквст.
Текст
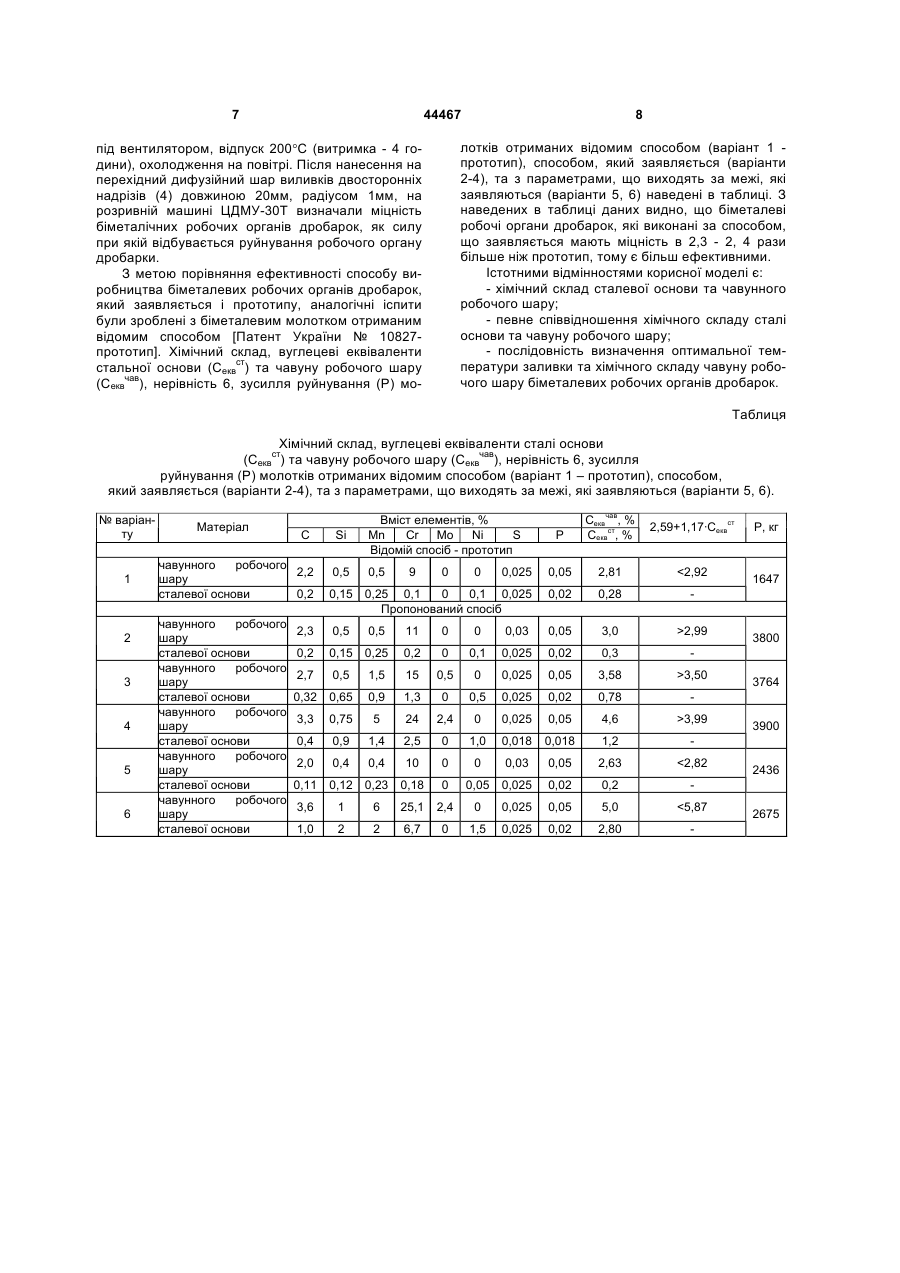
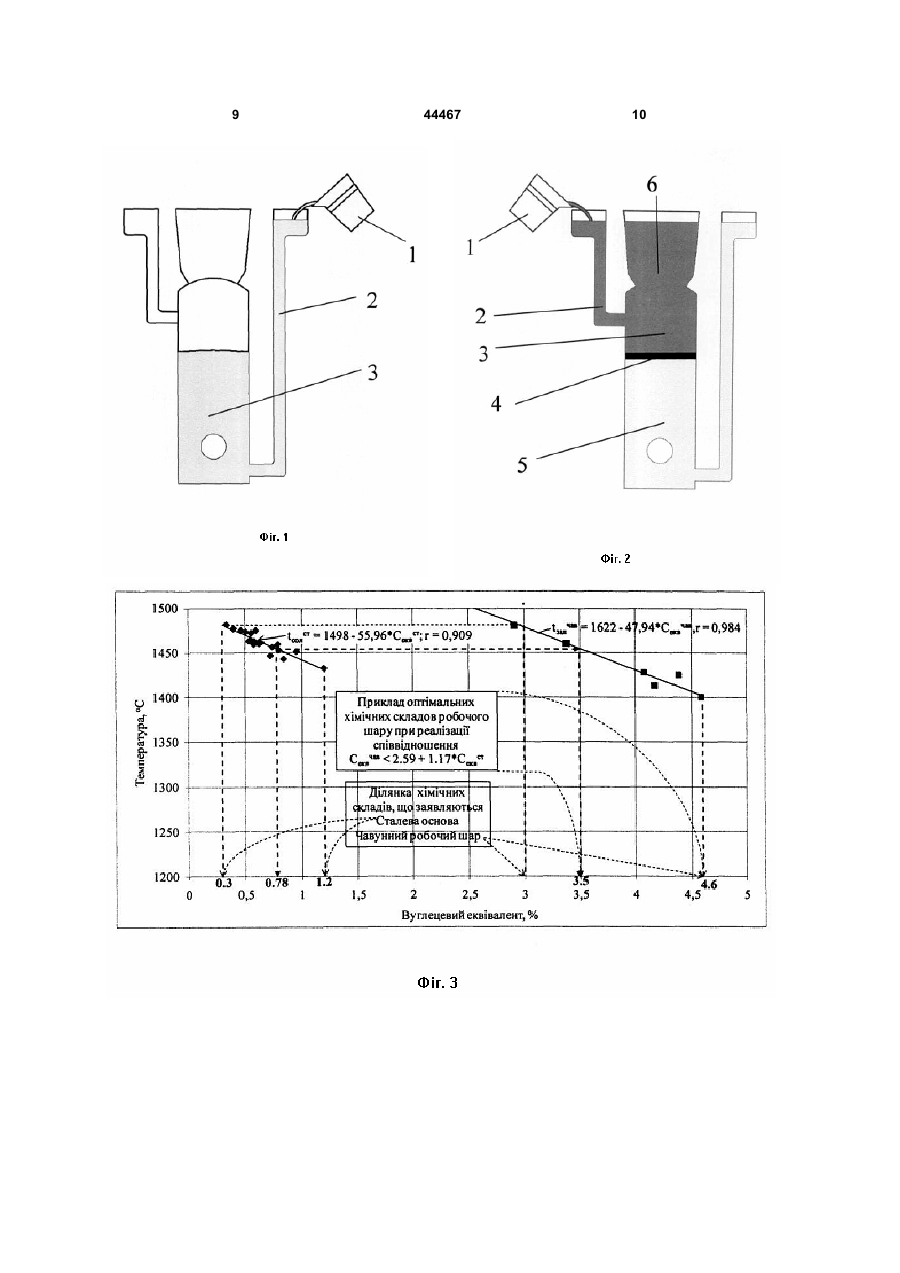
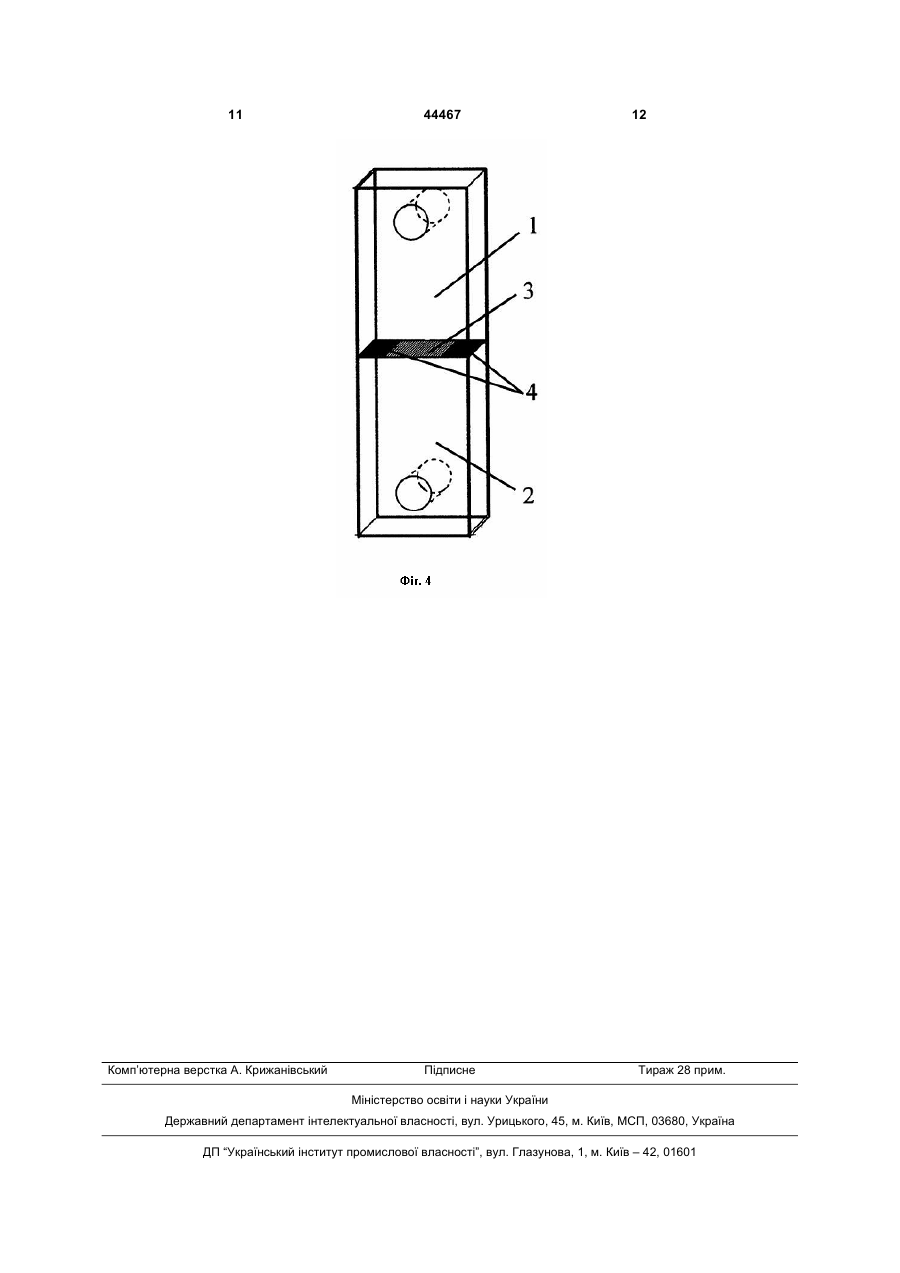
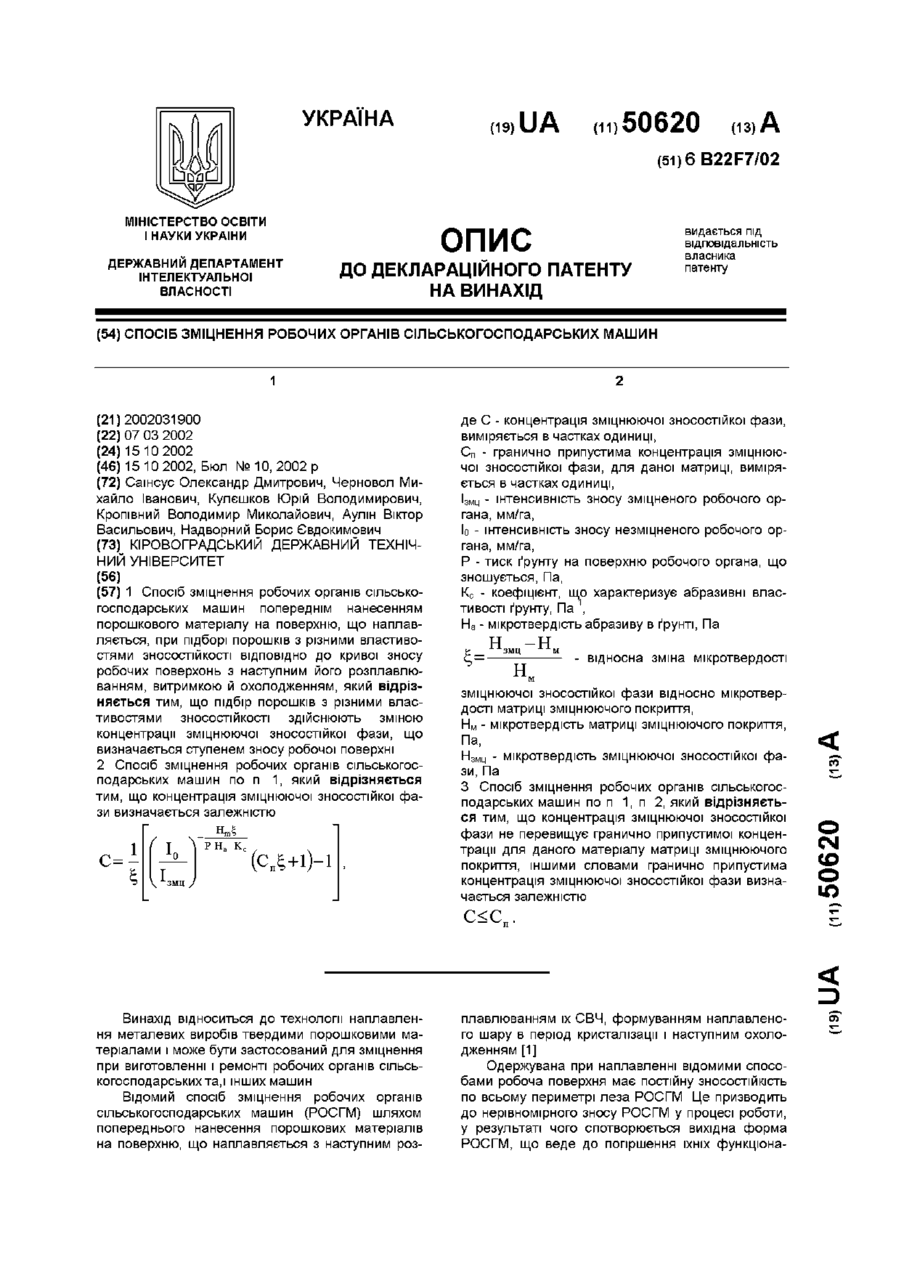
1. Спосіб виробництва біметалевих робочих органів дробарок, що включає виплавку та заливку у ливарну форму розплаву сталі, нанесення флюсу на її затверділу поверхню, виплавку та заливку 3 вість гарантувати якість біметалевих виливків, оскільки у випадку коли температура заливки зносостійкого легованого чавуну перевищує температуру твердіння сталі, остання розплавляється і формування контактної зони відбувається в результаті перемішування розплавів в площині їх контакту. При охолодженні в процесі твердіння в зоні контакту утворюються усадкові дефекти (пори, рихлість, раковини і тріщини), що знижує міцність з'єднання основи і робочого шару і, як наслідок, ресурс робочих органів дробарок. Крім того внаслідок незбалансованого співвідношення хімічного складу сталі та чавуну, збільшуються витрати дорогих матеріалів. В основу корисної моделі поставлена задача підвищити міцність з'єднання чавунного робочого шару зі сталевою основою біметалевого робочого органу дробарки. Поставлена задача вирішується тим, що в способі виробництва біметалевих робочих органів дробарок, який включає виплавку та заливку у ливарну форму розплаву сталі, нанесення флюсу на її затверділу поверхню, виплавку та заливку зносостійкого легованого чавуну, згідно з корисною моделлю, після виплавки сталі з вуглецевим ст еквівалентом (Секв ) від 0,3 до 1,2%, перед її заливкою, визначають температуру солідус сталі, температуру заливки чавуну та його вуглецевий чав еквівалент (Секв ) за яким визначають хімічний склад чавуну, який виплавляють та заливають в ливарну форму на сталеву основу. При цьому вуглецевий еквівалент легованого чавуну (Секвчав) повинен бути в межах від 3,0 до 4,6%, та відповідати співвідношенню чав ст (Секв )>2,59+1,17⋅(Секв ) Якісне дифузійне з'єднання сталевої основи і чавунного робочого шару (взаємне проникнення, в результаті дифузії, атомів матеріалу основи і робочого шару один в одного) робочих органів дробарок відбувається в результаті контакту затверділої після заливки сталевої основи (Фіг.1) з чавунним робочим шаром в процесі його формування після заливки (Фіг.2). При цьому міцність дифузійного шару, яка визначається міжатомними силами зв'язку матеріалу, що утворився в результаті дифузії, є ізотропною по поверхні контакту, що підвищує надійність роботи біметалевих робочих органів дробарок. Проте надійне з'єднання робочого шару і основи за допомогою дифузійного шару є необхідною, але недостатньою умовою для підвищення міцності та зносостійкості робочих органів дробарок, оскільки істотний вплив на працездатність біметалевих виливків мають матеріали основи і робочого шару. За своїм функціональним призначенням робочі органи дробарок повинні поєднувати високу твердість, зносостійкість матеріалу робочого шару з конструкційною міцністю, ударною в'язкістю, пластичністю матеріалу основи. Для забезпечення високої зносостійкості та міцності матеріали основи та робочого шару повинні мати високий рівень таких властивостей, як опір стиску, згину, зсуву, зрізу, зминанню, а також високу та рівномірну твердість при відсутності крихкості, невелику різницю 44467 4 коефіцієнтів теплового розширення і стабільну макро- та мікроструктуру основи та робочого шару. Дослідженнями встановлено, що вищезгаданий рівень властивостей сталевої основи досягається у разі застосування сталей що містять (мас. %) від 0,2 до 0,4 вуглецю; від 0,15 до 0,9 кремнію; від 0,25 до 1,4 марганцю; від 0,20 до 2,5 хрому; від 0,1 до 1,0 нікелю; до 0,025 сірки; до 0,02 фосфору. При цьому значення вуглецевого еквіваленту сталі ст (Секв ), визначені по формулі (1), яка приведена в ГОСТ 27772-88. «Прокат для строительных стальных конструкций», повинні бути в межах від 0,3 до 1,2%. ст Секв =С+Мn/6+Si/24+Сr/5+Ni/40+Cu/13+ (1), +V/14+Р/2, % де С, Mn, Si, Cr, Ni, Сu, V, P - масові частки вуглецю, марганцю, кремнію, хрому, нікелю, міді, ванадію та фосфору у сталі, %. При значеннях вуглецевого еквівалента сталевої основи (Секвст) менше 0,3% не забезпечується необхідний рівень міцності і зносостійкості основи. При значеннях вуглецевого еквівалента стаст левої основи (Секв ) більше 1,2% не забезпечується необхідний рівень ударної в'язкості і пластичності основи. Необхідний рівень властивостей чавунного робочого шару досягається у разі застосування чавунів, які містять (мас. %) від 2,3 до 3,3 вуглецю; від 0,5 до 0,75 кремнію; від 0,5 до 5,0 марганцю; від 11,0 до 24,0 хрому; до 2,4 молібдену; до 0,04 сірки; до 0,05 фосфору. При цьому значення вугчав лецевого еквіваленту чавуну (Секв ), які визначають по формулі (2), приведеній в роботі [Гиршович Н.Г. Кристаллизация и свойства чугуна в отливках. М.. Л.: Машиностроение. 1966. -c. 562.], повинні бути в межах від 3,0 до 4,6%. Секвчав=C+0,3·(Si+P)-0,03·Mn+0,4·S+ +0,07·Ni+0,05·Cr+0,074·Cu+0,25·Al, % (2), де С, Mn, Si, Cr, Ni, Cu, Al, S, P - масові частики вуглецю, марганцю, кремнію, хрому, нікелю, міді, алюмінію, сірки та фосфору в чавуні, %. При значеннях вуглецевого еквіваленту чавучав ну робочого шару (Секв ) менше 3,0% спостерігаються низькі механічні властивості, зокрема, міцність та корозійна стійкість робочого шару. При цьому не досягається необхідна твердість та зносостійкість робочих органів дробарок та знижуються їх експлуатаційні характеристики. При значеннях вуглецевого еквіваленту чавучав ну робочого шару (Секв ) більше 4,6% спостерігається підвищена крихкість внаслідок формування хромо-карбідної евтектики та великих карбідів. Це призводить до зниження механічних характеристик деталей в умовах динамічних навантажень при їх експлуатації. Крім цього має місце підвищення собівартості продукції через значний вміст дорогих та дефіцитних легуючих елементів. Високоякісне дифузійне з'єднання чавунного робочого шару і сталевої основи, тобто формування дифузійного перехідного шару без пор, тріщин усадкових та інших дефектів відбувається тільки у тому випадку, коли рідкий чавун заливається на тверду основу. Ця умова виконується тоді, коли температура закінчення твердіння ста 5 левої основи (температура солідус (tcoлст)) більше температури заливання чавуну робочого шару чав (tзал )), тобто коли реалізується наступна нерівність ст чав (3), tcoл >tзал Результати виконаних нами експериментів і аналіз результатів роботи [Справочник по чугунному литью. Ленинград. Машиностроение: Под ред. Н.Г. Гиршовича. 1978. -c. 758] показали, що хімічний склад сталі та чавуну визначає темпераст тури солідус стальної основи (tcoл ) і заливки легочав ваного чавуну робочого шару (tзал ) наступними залежностями ст ст (4) tcoл =1498-55,96·Секв , °С; r=0,909; чав tзал =1622-47,94·Секвчав, °С; r=0,984 (5) ст чав де r - коефіцієнт кореляції; Секв і Секв - вуглецеві еквіваленти сталі і чавуну, відповідно, %. З урахуванням рівнянь 3-5 визначили, що для якісного дифузійного з'єднання чавунного робочого шару і сталевої основи необхідно виконання наступного співвідношення чав ст (6), Секв >2,59+1,17·Секв , % Співвідношення 6 дає можливість при відомому значенні температури солідус сталевої основи ст (tcoл ) шляхом варіювання значеннями вуглецевого еквіваленту чавуну (Секвчав) і температурою зачав ливки чавуну (tзал ) визначити їх оптимальні параметри для отримання якісного дифузійного з'єднання чавунного робочого шару і сталевої основи конкретних біметалевих робочих органів дробарок та умов виробництва. При невиконанні залежності 6 і реалізації інчав ст шого співвідношення (Секв )3,50 0,32 0,65 0,9 1,3 0 0,5 0,025 0,02 0,78 3,3 0,75 5 24 2,4 0 0,025 0,05 4,6 >3,99 0,4 0,9 1,4 2,5 0 1,0 0,018 0,018 1,2 2,0 0,4 0,4 10 0 0 0,03 0,05 2,63
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of bimetallic operating units of crushers
Автори англійськоюRomanenko Yurii Mykolaiovych, Aftandiliants Yevhenii Hryhorovych, Shynskyi Ihor Olehovych, Pelikan Oleh Anatoliiovych
Назва патенту російськоюСпособ производства биметаллических рабочих органов дробилок
Автори російськоюРоманенко Юрий Николаевич, Афтандилянц Евгений Григорьевич, Шинский Игорь Олегович, Пеликан Олег Анатольевич
МПК / Мітки
МПК: B22D 19/00
Мітки: біметалевих, дробарок, спосіб, виробництва, органів, робочих
Код посилання
<a href="https://ua.patents.su/6-44467-sposib-virobnictva-bimetalevikh-robochikh-organiv-drobarok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва біметалевих робочих органів дробарок</a>
Спосіб зміцнення робочих органів сільськогосподарських машин
Номер патенту: 50620
Опубліковано: 15.10.2002
Автори: Черновол Михайло Іванович, Кропівний Володимир Миколайович, Кулєшков Юрій Володимирович, Надворний Борис Євдокимович, Аулін Віктор Васильович, Саінсус Олександр Дмитрович
МПК: B22F 7/02
Мітки: зміцнення, машин, сільськогосподарських, органів, робочих, спосіб
Формула / Реферат:
1. Спосіб зміцнення робочих органів сільськогосподарських машин попереднім нанесенням порошкового матеріалу на поверхню, що наплавляється, при підборі порошків з різними властивостями зносостійкості відповідно до кривої зносу робочих поверхонь з наступним його розплавлюванням, витримкою й охолодженням, який відрізняється тим, що підбір порошків з різними властивостями зносостійкості здійснюють зміною концентрації зміцнюючої зносостійкої...
Спосіб виготовлення лезових робочих органів сільськогосподарських машин
Номер патенту: 70233
Опубліковано: 15.09.2004
Автори: Чайка Віталій Васильович, Лукашов Олександр Олексійович
МПК: B21H 7/00
Мітки: виготовлення, робочих, машин, спосіб, органів, сільськогосподарських, лезових
Формула / Реферат:
1. Спосіб виготовлення лезових робочих органів сільськогосподарських машин, що включає відрізання заготовок лезового робочого органу, вирізку контуру різальної крайки з одночасним її заточенням методом плазмового різання, гартування, а також формування посадкових отворів, який відрізняється тим, що посадкові отвори формують перед гартуванням, гартування здійснюють всього робочого органу після плазмового різання і формування посадкових отворів...
Спосіб виробництва біметалевих втулок “сталь-бронза”
Номер патенту: 50962
Опубліковано: 15.11.2002
Автори: Седіков Станіслав Михайлович, Каспарьянц Акоп Герасимович, Алімов Валерій Іванович
МПК: B23K 20/00
Мітки: біметалевих, втулок, сталь-бронза, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва біметалевих втулок "сталь-бронза", який містить складання елементів, їх стиснення та термічну обробку, який відрізняється тим, що складання заготовок виконують з механічним натягом і додатковим дорнуванням, а термічну обробку виконують у слабоокислювальному середовищі до утворення дифузійної зони в сталі шириною 20-50 мкм.
Спосіб одержання литозварних біметалевих конструкцій
Номер патенту: 25996
Опубліковано: 27.08.2007
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Ширяєв Віктор Володимирович, Пелікан Олег Анатолійович, Костенко Дмитро Георгієвич, Глушков Дмитро Володимирович, Каричковський Петро Микитович, Романенко Юрій Миколайович
МПК: B22D 19/00
Мітки: одержання, конструкцій, литозварних, спосіб, біметалевих
Формула / Реферат:
1. Спосіб одержання литозварних біметалевих конструкцій, що включає одержання одного, двох і більше литих біметалевих виливків, сполучених з базовим конструкційним монометалевим каркасом та між собою нероз'ємним з'єднанням, та керовану термічну обробку, який відрізняється тим, що співвідношення мас рідких розплавів легованого чавуну та сталі встановлено як , а...
Спосіб виробництва двошарових біметалевих листових композицій
Номер патенту: 21238
Опубліковано: 15.03.2007
Автори: Сатонін Антон Олександрович, Сатонін Олександр Володимирович, Федорінов Володимир Анатолійович, Міхєєнко Денис Юрійович
МПК: B23K 20/04
Мітки: двошарових, композицій, виробництва, біметалевих, листових, спосіб
Формула / Реферат:
Спосіб виробництва двошарових біметалевих листових композицій, що полягає в сумісній прокатці м'якої і твердої листових складових між двома привідними циліндровими робочими валками, який відрізняється тим, що тверда складова містить похилі подовжні пази, виконані під гострим кутом до подовжньої осі і під гострим кутом до площини сполучення, при цьому сусідні пази нахилені в різні сторони.
Попередній патент: Пристрій для демонстрації повнокольорових зображень у кольородинамічному режимі
Наступний патент: Пристрій для виготовлення профільних гвинтових елементів
Випадковий патент: Гербіцидний концентрат масляної суспензії та його застосування