Спосіб одержання литозварних біметалевих конструкцій
Номер патенту: 25996
Опубліковано: 27.08.2007
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Ширяєв Віктор Володимирович, Каричковський Петро Микитович, Пелікан Олег Анатолійович, Романенко Юрій Миколайович, Глушков Дмитро Володимирович, Костенко Дмитро Георгієвич
Формула / Реферат
1. Спосіб одержання литозварних біметалевих конструкцій, що включає одержання одного, двох і більше литих біметалевих виливків, сполучених з базовим конструкційним монометалевим каркасом та між собою нероз'ємним з'єднанням, та керовану термічну обробку, який відрізняється тим, що співвідношення мас рідких розплавів легованого чавуну та сталі встановлено як ![]() , а співвідношення одержаних при цьому товщин зносостійкого робочого шару та стальної основи встановлено як
, а співвідношення одержаних при цьому товщин зносостійкого робочого шару та стальної основи встановлено як ![]() .
.
2. Спосіб одержання литозварних біметалевих конструкцій за п. 1, який відрізняється тим, що нероз'ємне з'єднання виконано електродуговим зварюванням з попередньою підготовкою литих біметалевих виливків для стандартного зварювального шва, причому при відсутності впливу примусового повітряного потоку на зварювальний шов при загартуванні конструкцій границя міцності зварювального шва в 1,3-1,4 рази більша, ніж при наявності впливу примусового повітряного потоку на зварювальний шов, а твердість зносостійкого робочого шару після керованої термічної обробки визначена в межах від 56 до 64 HRC.
Текст
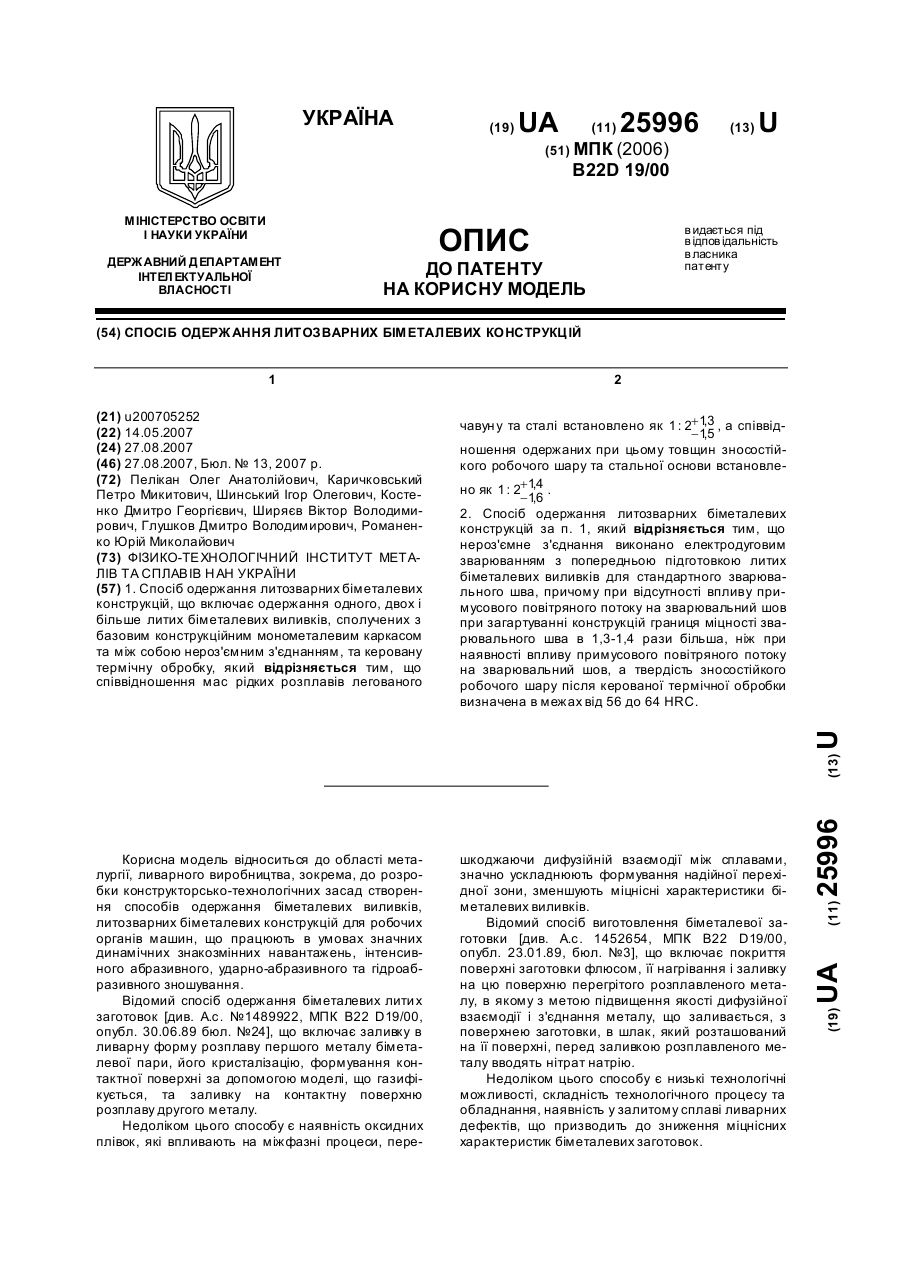
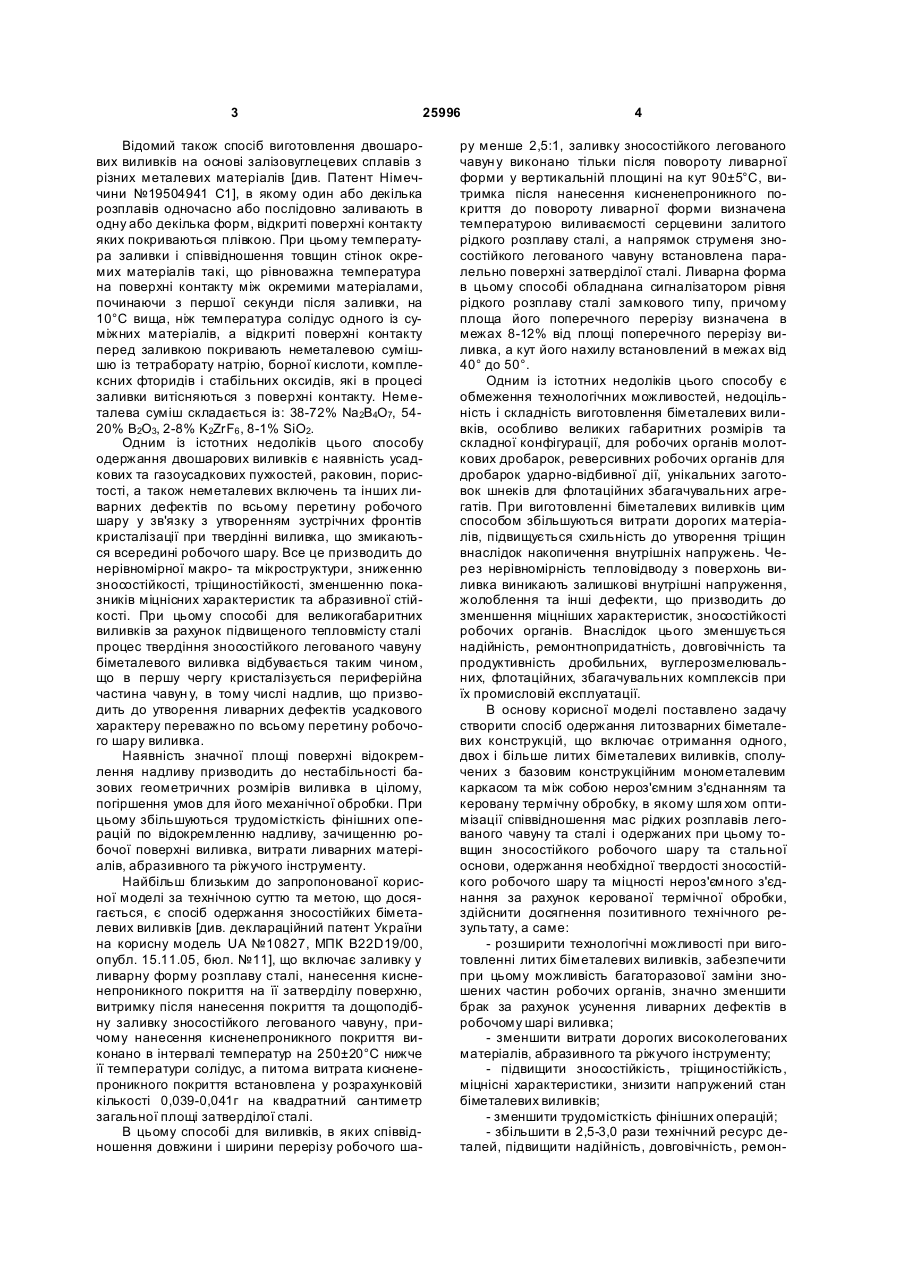
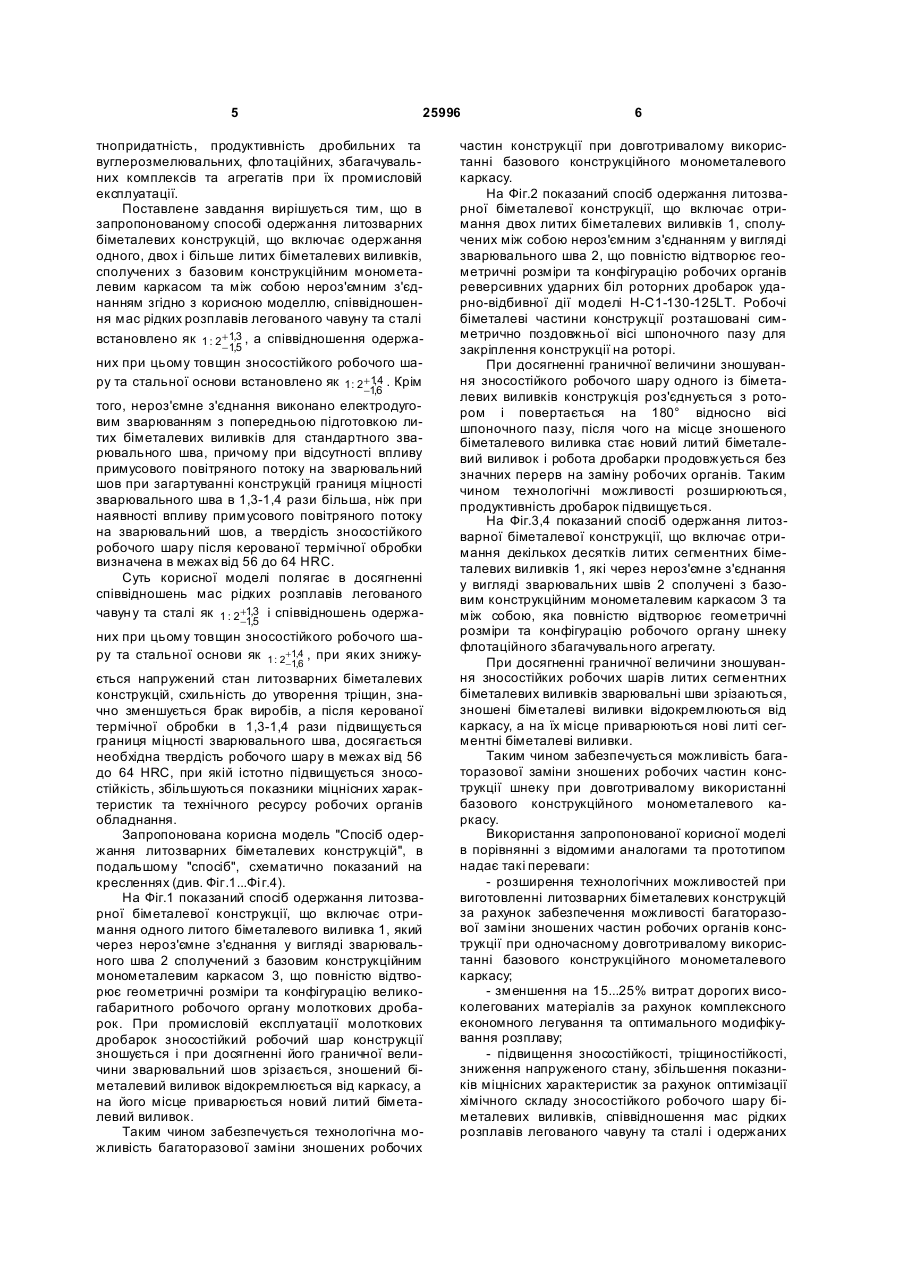
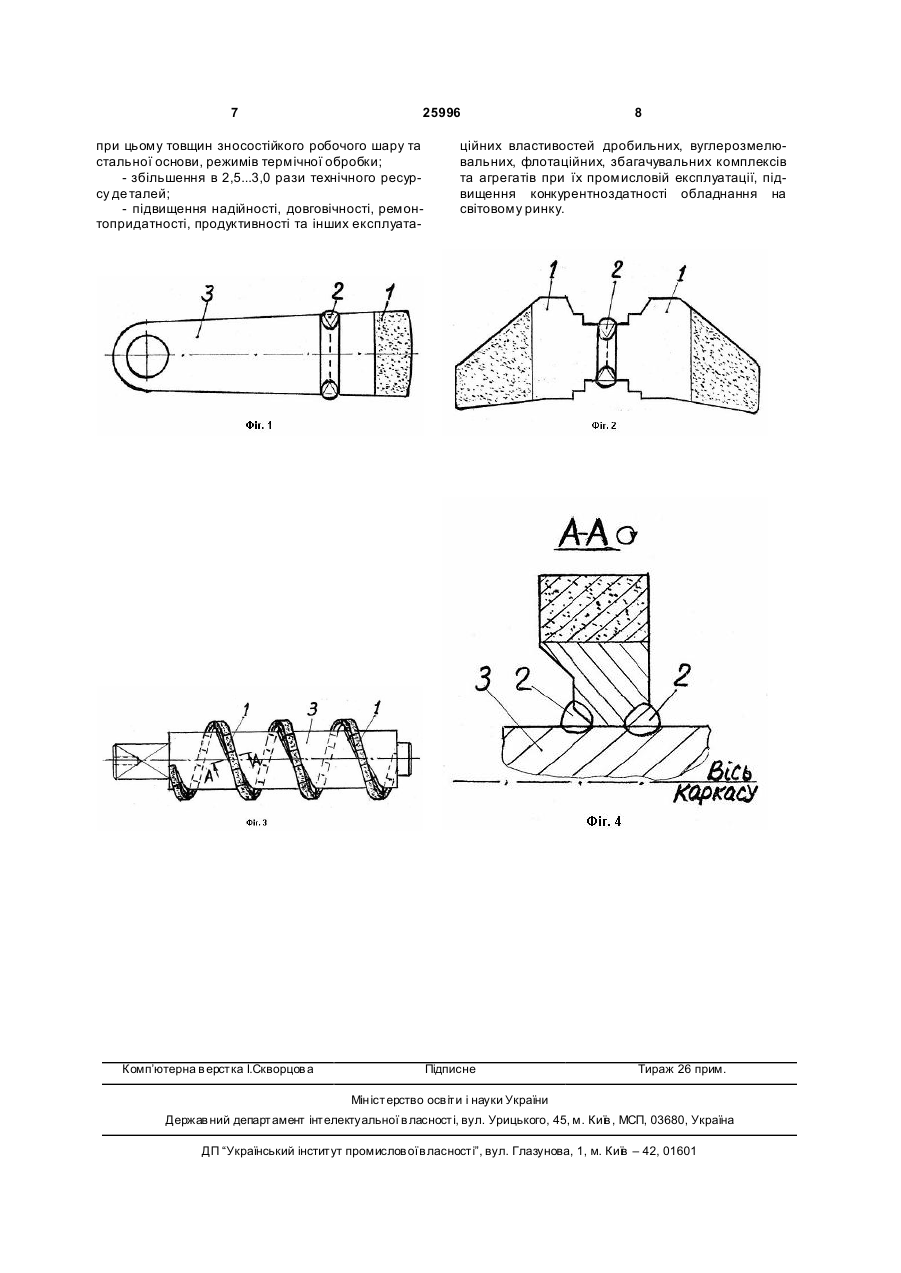
1. Спосіб одержання литозварних біметалевих конструкцій, що включає одержання одного, двох і більше литих біметалевих виливків, сполучених з базовим конструкційним монометалевим каркасом та між собою нероз'ємним з'єднанням, та керовану термічну обробку, який відрізняється тим, що співвідношення мас рідких розплавів легованого 3 25996 Відомий також спосіб виготовлення двошарових виливків на основі залізовуглецевих сплавів з різних металевих матеріалів [див. Патент Німеччини №19504941 С1], в якому один або декілька розплавів одночасно або послідовно заливають в одну або декілька форм, відкриті поверхні контакту яких покриваються плівкою. При цьому температура заливки і співвідношення товщин стінок окремих матеріалів такі, що рівноважна температура на поверхні контакту між окремими матеріалами, починаючи з першої секунди після заливки, на 10°С вища, ніж температура солідус одного із суміжних матеріалів, а відкриті поверхні контакту перед заливкою покривають неметалевою сумішшю із тетраборату натрію, борної кислоти, комплексних фторидів і стабільних оксидів, які в процесі заливки витісняються з поверхні контакту. Неметалева суміш складається із: 38-72% Na2B4O7, 5420% В2О3, 2-8% K2ZrF6 , 8-1% SiO2. Одним із істотних недоліків цього способу одержання двошарових виливків є наявність усадкових та газоусадкових пухкостей, раковин, пористості, а також неметалевих включень та інших ливарних дефектів по всьому перетину робочого шару у зв'язку з утворенням зустрічних фронтів кристалізації при твердінні виливка, що змикаються всередині робочого шару. Все це призводить до нерівномірної макро- та мікроструктури, зниженню зносостійкості, тріщиностійкості, зменшенню показників міцнісних характеристик та абразивної стійкості. При цьому способі для великогабаритних виливків за рахунок підвищеного тепловмісту сталі процес твердіння зносостійкого легованого чавуну біметалевого виливка відбувається таким чином, що в першу чергу кристалізується периферійна частина чавун у, в тому числі надлив, що призводить до утворення ливарних дефектів усадкового характеру переважно по всьому перетину робочого шару виливка. Наявність значної площі поверхні відокремлення надливу призводить до нестабільності базових геометричних розмірів виливка в цілому, погіршення умов для його механічної обробки. При цьому збільшуються трудомісткість фінішних операцій по відокремленню надливу, зачищенню робочої поверхні виливка, витрати ливарних матеріалів, абразивного та ріжучого інструменту. Найбільш близьким до запропонованої корисної моделі за технічною суттю та метою, що досягається, є спосіб одержання зносостійких біметалевих виливків [див. деклараційний патент України на корисну модель UA №10827, МПК B22D19/00, опубл. 15.11.05, бюл. №11], що включає заливку у ливарну форму розплаву сталі, нанесення кисненепроникного покриття на її затверділу поверхню, витримку після нанесення покриття та дощоподібну заливку зносостійкого легованого чавуну, причому нанесення кисненепроникного покриття виконано в інтервалі температур на 250±20°С нижче її температури солідус, а питома витрата кисненепроникного покриття встановлена у розрахунковій кількості 0,039-0,041г на квадратний сантиметр загальної площі затверділої сталі. В цьому способі для виливків, в яких співвідношення довжини і ширини перерізу робочого ша 4 ру менше 2,5:1, заливку зносостійкого легованого чавун у виконано тільки після повороту ливарної форми у вертикальній площині на кут 90±5°С, витримка після нанесення кисненепроникного покриття до повороту ливарної форми визначена температурою виливаємості серцевини залитого рідкого розплаву сталі, а напрямок струменя зносостійкого легованого чавуну встановлена паралельно поверхні затверділої сталі. Ливарна форма в цьому способі обладнана сигналізатором рівня рідкого розплаву сталі замкового типу, причому площа його поперечного перерізу визначена в межах 8-12% від площі поперечного перерізу виливка, а кут його нахилу встановлений в межах від 40° до 50°. Одним із істотних недоліків цього способу є обмеження технологічних можливостей, недоцільність і складність виготовлення біметалевих виливків, особливо великих габаритних розмірів та складної конфігурації, для робочих органів молоткових дробарок, реверсивних робочих органів для дробарок ударно-відбивної дії, унікальних заготовок шнеків для флотаційних збагачувальних агрегатів. При виготовленні біметалевих виливків цим способом збільшуються витрати дорогих матеріалів, підвищується схильність до утворення тріщин внаслідок накопичення внутрішніх напружень. Через нерівномірність тепловідводу з поверхонь виливка виникають залишкові внутрішні напруження, жолоблення та інші дефекти, що призводить до зменшення міцніших характеристик, зносостійкості робочих органів. Внаслідок цього зменшується надійність, ремонтнопридатність, довговічність та продуктивність дробильних, вуглерозмелювальних, флотаційних, збагачувальних комплексів при їх промисловій експлуатації. В основу корисної моделі поставлено задачу створити спосіб одержання литозварних біметалевих конструкцій, що включає отримання одного, двох і більше литих біметалевих виливків, сполучених з базовим конструкційним монометалевим каркасом та між собою нероз'ємним з'єднанням та керовану термічну обробку, в якому шля хом оптимізації співвідношення мас рідких розплавів легованого чавуну та сталі і одержаних при цьому товщин зносостійкого робочого шару та стальної основи, одержання необхідної твердості зносостійкого робочого шару та міцності нероз'ємного з'єднання за рахунок керованої термічної обробки, здійснити досягнення позитивного технічного результату, а саме: - розширити технологічні можливості при виготовленні литих біметалевих виливків, забезпечити при цьому можливість багаторазової заміни зношених частин робочих органів, значно зменшити брак за рахунок усунення ливарних дефектів в робочому шарі виливка; - зменшити витрати дорогих високолегованих матеріалів, абразивного та ріжучого інструменту; - підвищити зносостійкість, тріщиностійкість, міцнісні характеристики, знизити напружений стан біметалевих виливків; - зменшити трудомісткість фінішних операцій; - збільшити в 2,5-3,0 рази технічний ресурс деталей, підвищити надійність, довговічність, ремон 5 25996 тнопридатність, продуктивність дробильних та вуглерозмелювальних, фло таційних, збагачувальних комплексів та агрегатів при їх промисловій експлуатації. Поставлене завдання вирішується тим, що в запропонованому способі одержання литозварних біметалевих конструкцій, що включає одержання одного, двох і більше литих біметалевих виливків, сполучених з базовим конструкційним монометалевим каркасом та між собою нероз'ємним з'єднанням згідно з корисною моделлю, співвідношення мас рідких розплавів легованого чавуну та сталі встановлено як 1 : 2+ 1,3 , а співвідношення одержа- 1,5 них при цьому товщин зносостійкого робочого ша, ру та стальної основи встановлено як 1 : 2 + 1 4 . Крім -1,6 того, нероз'ємне з'єднання виконано електродуговим зварюванням з попередньою підготовкою литих біметалевих виливків для стандартного зварювального шва, причому при відсутності впливу примусового повітряного потоку на зварювальний шов при загартуванні конструкцій границя міцності зварювального шва в 1,3-1,4 рази більша, ніж при наявності впливу примусового повітряного потоку на зварювальний шов, а твердість зносостійкого робочого шару після керованої термічної обробки визначена в межах від 56 до 64 HRC. Суть корисної моделі полягає в досягненні співвідношень мас рідких розплавів легованого чавун у та сталі як 1 : 2 +1,3 і співвідношень одержа-1,5 них при цьому товщин зносостійкого робочого шару та стальної основи як 1 : 2+1,4 , при яких знижу-1,6 ється напружений стан литозварних біметалевих конструкцій, схильність до утворення тріщин, значно зменшується брак виробів, а після керованої термічної обробки в 1,3-1,4 рази підвищується границя міцності зварювального шва, досягається необхідна твердість робочого шару в межах від 56 до 64 HRC, при якій істотно підвищується зносостійкість, збільшуються показники міцнісних характеристик та технічного ресурсу робочих органів обладнання. Запропонована корисна модель "Спосіб одержання литозварних біметалевих конструкцій", в подальшому "спосіб", схематично показаний на кресленнях (див. Фіг.1...Фі г.4). На Фіг.1 показаний спосіб одержання литозварної біметалевої конструкції, що включає отримання одного литого біметалевого виливка 1, який через нероз'ємне з'єднання у вигляді зварювального шва 2 сполучений з базовим конструкційним монометалевим каркасом 3, що повністю відтворює геометричні розміри та конфігурацію великогабаритного робочого органу молоткових дробарок. При промисловій експлуатації молоткових дробарок зносостійкий робочий шар конструкції зношується і при досягненні його граничної величини зварювальний шов зрізається, зношений біметалевий виливок відокремлюється від каркасу, а на його місце приварюється новий литий біметалевийвиливок. Таким чином забезпечується технологічна можливість багаторазової заміни зношених робочих 6 частин конструкції при довготривалому використанні базового конструкційного монометалевого каркасу. На Фіг.2 показаний спосіб одержання литозварної біметалевої конструкції, що включає отримання двох литих біметалевих виливків 1, сполучених між собою нероз'ємним з'єднанням у вигляді зварювального шва 2, що повністю відтворює геометричні розміри та конфігурацію робочих органів реверсивних ударних біл роторних дробарок ударно-відбивної дії моделі Н-С1-130-125LT. Робочі біметалеві частини конструкції розташовані симметрично поздовжньої вісі шпоночного пазу для закріплення конструкції на роторі. При досягненні граничної величини зношування зносостійкого робочого шару одного із біметалевих виливків конструкція роз'єднується з ротором і повертається на 180° відносно вісі шпоночного пазу, після чого на місце зношеного біметалевого виливка стає новий литий біметалевий виливок і робота дробарки продовжується без значних перерв на заміну робочих органів. Таким чином технологічні можливості розширюються, продуктивність дробарок підвищується. На Фіг.3,4 показаний спосіб одержання литозварної біметалевої конструкції, що включає отримання декількох десятків литих сегментних біметалевих виливків 1, які через нероз'ємне з'єднання у вигляді зварювальних швів 2 сполучені з базовим конструкційним монометалевим каркасом 3 та між собою, яка повністю відтворює геометричні розміри та конфігурацію робочого органу шнеку флотаційного збагачувального агрегату. При досягненні граничної величини зношування зносостійких робочих шарів литих сегментних біметалевих виливків зварювальні шви зрізаються, зношені біметалеві виливки відокремлюються від каркасу, а на їх місце приварюються нові литі сегментні біметалеві виливки. Таким чином забезпечується можливість багаторазової заміни зношених робочих частин конструкції шнеку при довготривалому використанні базового конструкційного монометалевого каркасу. Використання запропонованої корисної моделі в порівнянні з відомими аналогами та прототипом надає такі переваги: - розширення технологічних можливостей при виготовленні литозварних біметалевих конструкцій за рахунок забезпечення можливості багаторазової заміни зношених частин робочих органів конструкції при одночасному довготривалому використанні базового конструкційного монометалевого каркасу; - зменшення на 15...25% витрат дорогих високолегованих матеріалів за рахунок комплексного економного легування та оптимального модифікування розплаву; - підвищення зносостійкості, тріщиностійкості, зниження напруженого стану, збільшення показників міцнісних характеристик за рахунок оптимізації хімічного складу зносостійкого робочого шару біметалевих виливків, співвідношення мас рідких розплавів легованого чавуну та сталі і одержаних 7 25996 при цьому товщин зносостійкого робочого шару та стальної основи, режимів термічної обробки; - збільшення в 2,5...3,0 рази технічного ресурсу де талей; - підвищення надійності, довговічності, ремонтопридатності, продуктивності та інших експлуата Комп’ютерна в ерстка І.Скворцов а 8 ційних властивостей дробильних, вуглерозмелювальних, флотаційних, збагачувальних комплексів та агрегатів при їх промисловій експлуатації, підвищення конкурентноздатності обладнання на світовому ринку. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing the foundry-welded bimetallic structures
Автори англійськоюPelikan Oleh Anatoliiovych, Karychkovskyi Petro Mykytovych, Shynskyi Ihor Olehovych, Hlushkov Dmytro Volodymyrovych, Romanenko Yurii Mykolaiovych
Назва патенту російськоюСпособ получения литейно-сварных биметаллических конструкций
Автори російськоюПеликан Олег Анатольевич, Каричковский Петр Никитович, Шинский Игорь Олегович, Глушков Дмитрий Владимирович, Романенко Юрий Николаевич
МПК / Мітки
МПК: B22D 19/00
Мітки: спосіб, конструкцій, литозварних, біметалевих, одержання
Код посилання
<a href="https://ua.patents.su/4-25996-sposib-oderzhannya-litozvarnikh-bimetalevikh-konstrukcijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання литозварних біметалевих конструкцій</a>
Спосіб одержання зносостійких біметалевих виливків
Номер патенту: 10827
Опубліковано: 15.11.2005
Автори: Пелікан Олег Анатолійович, Костенко Георгій Дмитрович, Костенко Дмитро Георгієвич, Каричковський Петро Микитович
МПК: B22D 19/00
Мітки: біметалевих, спосіб, зносостійких, виливків, одержання
Формула / Реферат:
1. Спосіб одержання зносостійких біметалевих виливків, що включає заливку у ливарну форму розплаву сталі, нанесення кисневонепроникного покриття на її затверділу поверхню, витримку після нанесення покриття та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що на затверділу поверхню залитої сталі в інтервалі температур на 250±20 °С нижче її температури солідуса виконано нанесення кисневонепроникного покриття на...
Установка для моделювання процесів одержання біметалевих і багатошарових виливків

Номер патенту: 20296
Опубліковано: 15.01.2007
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: виливків, багатошарових, моделювання, біметалевих, установка, процесів, одержання
Формула / Реферат:
Установка для моделювання процесів одержання біметалевих і багатошарових виливків, яка має ливниковий канал, що складається з ливникової чаші або лійки, стояка, шлаковловлювача і живильників, яка відрізняється тим, що в складі ливникового каналу передбачена змінна, виконана з прозорого матеріалу, проміжна реакційна камера для розміщення добавки для внутрішньоформної обробки розплаву, що заливається, а також друга незалежна від першої...
Спосіб одержання синтетичного низьколегованого зносостійкого чавуну при відцентровому литті двошарових заготовок
Номер патенту: 5088
Опубліковано: 15.02.2005
Автори: Костенко Дмитро Георгієвич, Пелікан Олег Анатолійович, Суржиков Андрій Федорович, Каричковський Петро Микитович, Шуміхін Володимир Сергійович, Костенко Георгій Дмитрович
МПК: C21C 1/02
Мітки: синтетичного, низьколегованого, заготовок, відцентровому, литті, двошарових, чавуну, зносостійкого, одержання, спосіб
Формула / Реферат:
1. Спосіб одержання синтетичного низьколегованого зносостійкого чавуну при відцентровому литті двошарових заготовок, що включає індукційну плавку вихідних шихтових матеріалів з процесом термочасової обробки розплаву перед розливанням, примусове прискорене охолодження залитого розплаву робочого шару у виливниці, нанесення кисненепроникного покриття на залиту поверхню робочого шару, гомогенізуючий високотемпературний відпуск виливка у...
Спосіб виробництва біметалевих втулок “сталь-бронза”
Номер патенту: 50962
Опубліковано: 15.11.2002
Автори: Седіков Станіслав Михайлович, Алімов Валерій Іванович, Каспарьянц Акоп Герасимович
МПК: B23K 20/00
Мітки: спосіб, виробництва, сталь-бронза, біметалевих, втулок
Формула / Реферат:
Спосіб виробництва біметалевих втулок "сталь-бронза", який містить складання елементів, їх стиснення та термічну обробку, який відрізняється тим, що складання заготовок виконують з механічним натягом і додатковим дорнуванням, а термічну обробку виконують у слабоокислювальному середовищі до утворення дифузійної зони в сталі шириною 20-50 мкм.
Спосіб лиття виливків
Номер патенту: 77367
Опубліковано: 15.11.2006
Автори: Теряєв Олександр Митрофанович, Шенфельд Гліб Глібович, Северенчук Андрій Станіславович, Трухін Микола Олексійович
МПК: B22D 7/00
Мітки: спосіб, виливків, лиття
Формула / Реферат:
Спосіб лиття виливків, що включає заливання сталі у виливницю з установкою кристалізатора під рівень рідкого металу на відстані, рівній 0,0025-0,0099 висоти виливка, який відрізняється тим, що попередньо до заливання металу встановлюють кристалізатор, який являє собою об'ємну конструкцію з товщиною елементів 5-16 мм, висотою, рівною 0,02-0,06 висоти виливка, і загальною масою, рівною 0,0015-0,004 маси виливка.
Попередній патент: Металовиріб для з’єднання деталей
Наступний патент: Антифрикційний композиційний матеріал для вузлів тертя-ковзання з ефектом самозмащування і низьким рівнем зношування
Випадковий патент: Пристрій для збирання кормових коренеплодів