Пристрій для виготовлення профільних гвинтових елементів
Номер патенту: 44468
Опубліковано: 12.10.2009
Автори: Гевко Іван Богданович, Палюх Андрій Ярославович, Гупка Андрій Богданович, Ляшук Олег Леонтійович, Івасечко Роман Романович

Формула / Реферат
Пристрій для виготовлення профільних гвинтових елементів, який виконано у вигляді приводу, токарного патрона, заднього центру, оправки, на якій встановлені центральними отворами диски з конічними зовнішніми поверхнями з можливістю осьового переміщення за формою і розмірами аналогічно внутрішній формі гвинтового елемента, а по зовнішньому діаметру у вигляді плавної конічної форми, а з двох кінців на оправці жорстко закріплені циліндричні опори у вигляді втулок, ліва з яких є у жорсткій взаємодії з кінцем циліндричної заготовки, яка жорстко закріплена в токарному патроні, який відрізняється тим, що оправка з дисками є у взаємодії через шпонку, яка жорстко встановлена на оправці по зовнішньому діаметру по всій її довжині, крім цього, зовнішня твірна дисків виконана зовнішньої бочкоподібної або іншої форми з переходом на два кінці зі зменшеними або іншими діаметрами, крім цього, в лівій опорі з торця до дисків жорстко встановлено відомої конструкції хомут з внутрішнім діаметром, меншим зовнішнього діаметра труби (заготовки), з можливістю регулювання його величини відомим способом, який є у взаємодії з кінцем труби (заготовки), а по зовнішньому діаметру труба (заготовка) є у взаємодії з притискним роликом, по зовнішньому діаметру якого виконана кругова півкругла канавка радіусом, рівним зовнішньому радіусу труби (заготовки), з можливістю кругового обертання на осі і осьового переміщення паралельно осі оправки, яка закріплена на кронштейні, який має осьове і радіальне переміщення разом з супортом верстата і який є у взаємодії з копіром верстата відомої конструкції.
Текст
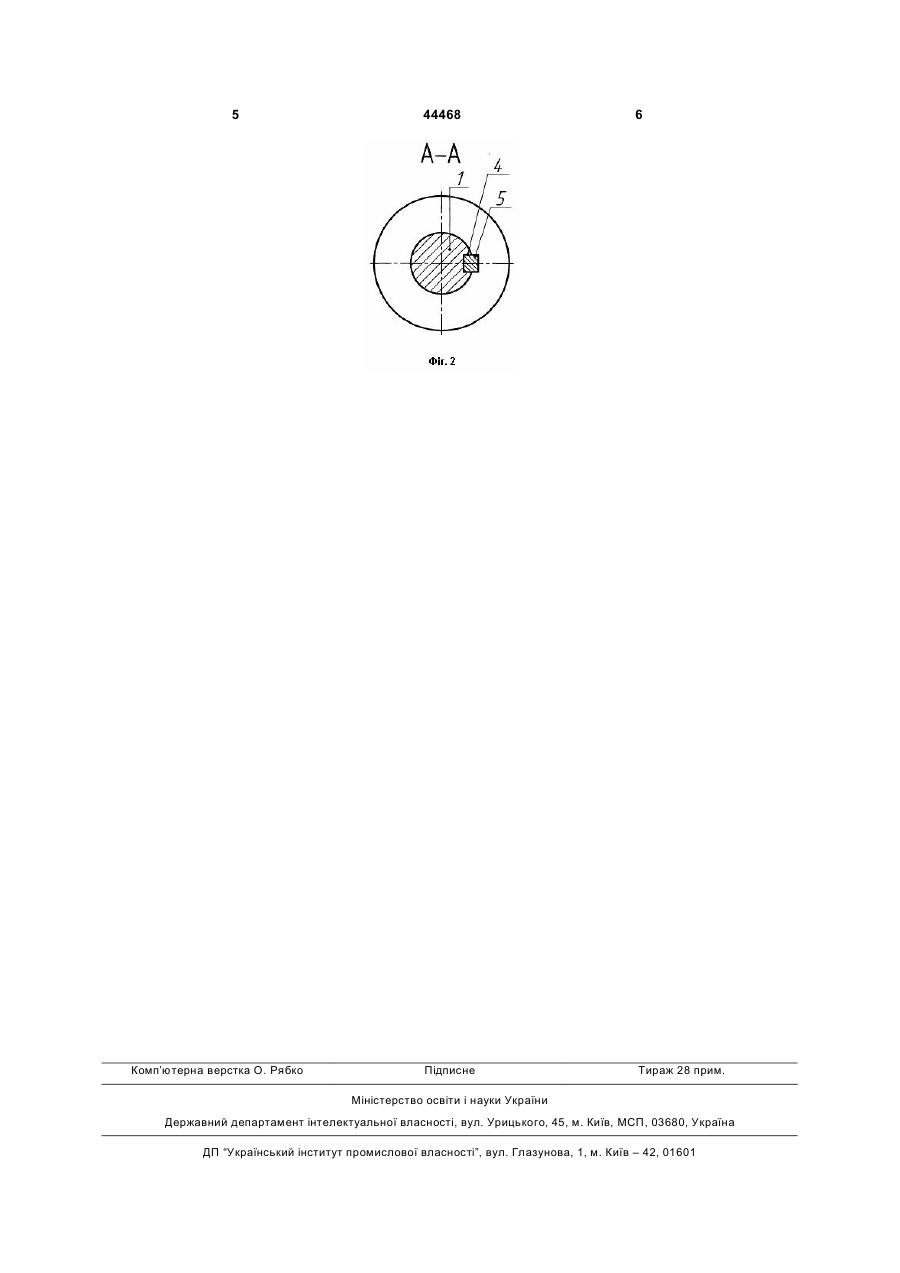
Пристрій для виготовлення профільних гвинтових елементів, який виконано у вигляді приводу, токарного патрона, заднього центру, оправки, на якій встановлені центральними отворами диски з конічними зовнішніми поверхнями з можливістю осьового переміщення за формою і розмірами аналогічно внутрішній формі гвинтового елемента, а по зовнішньому діаметру у вигляді плавної конічної форми, а з двох кінців на оправці жорстко закріплені циліндричні опори у вигляді втулок, ліва з яких є у жорсткій взаємодії з кінцем циліндричної U 2 (19) 1 3 по зовнішньому діаметру по всій її довжині, крім цього зовнішня твірна дисків виконана зовнішньої бочкоподібної або іншої форми з переходом на два кінці зі зменшеними або іншим діаметрами, крім цього в лівій опорі з торця до дисків жорстко встановлено відомої конструкції хомут з внутрішнім діаметром меншим зовнішнього діаметра труби (заготовки) з можливістю регулювання його величини відомим способом, який є у взаємодії з кінцем труби (заготовки), а по зовнішньому діаметру труба (заготовка) є у взаємодії з притискним роликом, по зовнішньому діаметру якого виконана кругова півкругла канавка радіусом рівним зовнішньому радіусу труби ( заготовки) з можливістю кругового обертання на осі і осьового переміщення паралельно осі оправки, яка закріплена на кронштейні, який має осьове і радіальне переміщення разом з супортом верстату і який є у взаємодії з копіром вертату відомої конструкції. Пристрій для виготовлення профільних гвинтових елементів зображено на Фіг.1, Фіг.2 - переріз по А-А на Фіг.1. Пристрій для виготовлення профільних гвинтових елементів виконано у вигляді оправки 1, на якій встановлені диски 2 з центральними отворами 3 і шпоночним пазом 4 під шпонку 5 з можливістю осьового переміщення. По зовнішньому діаметру диски 2 утворюють бочкоподібну або іншої форми криву 6 з переходом на два кінці з іншими діаметрами 7, а з правого кінця оправка 1 підтиснута заднім центром 8. Крім цього на оправці 1 з двох кінців жорстко встановлені опорні втулки-ліва 9 і права 10, а до лівої опори 9 жорстко прикріплений хомут 11 відомої конструкції з внутрішнім діаметром 12 меншим зовнішнього діаметра труби 13 (заготовки) з можливістю регулювання його величини. Хомут 11 внутрішнім діаметром 12 жорстко затискує кінець труби (заготовки) 13, а по зовнішньому діаметру труба 13 взаємодіє з притискним роликом 14, по зовнішньому діаметру якого виконана кругова півкругла канавка 15 радіусом рівним зовнішньому діаметру труби (заготовки) 13 з можливістю круго 44468 4 вого провертання. Притискний ролик 14 жорстко закріплений на осі 16, яка жорстко закріплена на кронштейні 17, який другим кінцем жорстко закріплено на супорті 18 токарного верстату і який взаємодіє з копіром відомої конструкції (на кресленні не показаний) з можливістю осьового і радіального переміщення. Привід оправки 1 пристрою здійснюється від токарного патрона 19. Робота пристрою здійснюється наступним чином. Оправка 1 лівим кінцем жорстко кріпиться в патрон 19 токарного верстату. Кінець труби (заготовки) 13 кріпиться до хомута 11, а вільний правий кінець оправки 1 підтискають заднім центром 8. Після чого включається привід верстата і оправка 1 з дисками 2 здійснює 1...2 оберти при цьому на диски 2 здійснюється процес навивання витків 20 труби (заготовки) 13. Після цього верстат зупиняють і до витка труби 13 підводиться притискний ролик 14 з кронштейном 17, які настроюються на певне зусилля притиску і копіювання профілю 6 і заданий крок навивання через копір або інший відомий пристрій. Після завершення технологічного процесу навивання верстат зупиняють, притискний ролик 14 з кронштейном 17 і супортом 18 відводять у вихідне положення, кінець труби 13 звільняють від хомута і відводять задній центр 8, а праву опору 10, знімають з оправки разом з дисками 2, які через проміжок між витками гвинтових елементів 20 витягують їх з середини. Після завершення цієї операції аналогічним чином продовжують здійснювати наступний технологічний процес, зібравши диски 2 на оправку 1 в певній послідовності, Форму і розміри гвинтових профільних елементів можна змінювати, змінюючи при цьому профіль дисків 2 і копірувального механізму. До переваг пристрою, підноситься розширення технологічних можливостей формування різних профільних гвинтових елементів і підвищення продуктивності праці при виконати технологічних процесів. 5 Комп’ютерна верстка О. Рябко 44468 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing profile screw elements
Автори англійськоюPaliukh Andrii Yaroslavovych, Hevko Ivan Bohdanovych, Liashuk Oleh Leontiiovych, Ivasechko Roman Romanovych, Hupka Andrii Bohdanovych
Назва патенту російськоюУстройство для изготовления профильных винтовых элементов
Автори російськоюПалюх Андрей Ярославович, Гевко Иван Богданович, Ляшук Олег Леонтиевич, Ивасечко Роман Романович, Гупка Андрей Богданович
МПК / Мітки
МПК: B21D 11/06
Мітки: пристрій, елементів, гвинтових, профільних, виготовлення
Код посилання
<a href="https://ua.patents.su/3-44468-pristrijj-dlya-vigotovlennya-profilnikh-gvintovikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення профільних гвинтових елементів</a>
Пристрій для формоутворення профільних гвинтових елементів на крок
Номер патенту: 62616
Опубліковано: 15.12.2003
Автори: Драган Андрій Петрович, Гевко Іван Богданович, Лящук Олег Леонтійович
МПК: B21D 11/06
Мітки: крок, профільних, формоутворення, пристрій, елементів, гвинтових
Формула / Реферат:
Пристрій для формоутворення профільних гвинтових елементів на крок, який виконаний у вигляді оправки із торцевим виступом, приводів обертання оправки і супорта, механізмів затиску кінця заготовки, задньої пінолі супорта, направляючого і формуючого роликів гвинтового елемента з приводом його переміщення, який встановлено в П-подібну скобу з можливістю переміщення паралельно осі оправки, який відрізняється тим, що механізм затиску кінця...
Пристрій для нарізання зовнішніх гвинтових профільних канавок

Номер патенту: 40197
Опубліковано: 25.03.2009
Автори: Івасечко Роман Романович, Гевко Іван Богданович, Палюх Андрій Ярославович, Пономаренко Сергій Володимирович
МПК: B23G 5/00
Мітки: пристрій, зовнішніх, нарізання, гвинтових, канавок, профільних
Формула / Реферат:
Пристрій для нарізання зовнішніх гвинтових профільних канавок, який виконаний у вигляді корпусу з центральним отвором діаметром, більшим зовнішнього діаметра заготовки, з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата з можливістю осьового переміщення, причому корпус оснащений декількома різальними інструментами, профіль різальних кромок яких є рівним профілю канавок, а...
Пристрій для навивання профільних гвинтових заготовок
Номер патенту: 11367
Опубліковано: 15.12.2005
Автори: Солодкий Ігор Зіновійович, Ляшук Олег Леонтійович, Драган Андрій Петрович, Гевко Іван Богданович, Ковбашин Ірина Василівна
МПК: B21D 11/06
Мітки: профільних, навивання, пристрій, заготовок, гвинтових
Формула / Реферат:
Пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і напрямного роликів, які жорстко закріплені до супорта верстата, який відрізняється тим, що формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск, який центральним...
Пристрій для навивання різнопрофільних гвинтових елементів транспортно-технологічних систем
Номер патенту: 47173
Опубліковано: 17.06.2002
Автори: Харий Юрій Богданович, Пилипець Михайло Ількович, Гевко Іван Богданович, Гудь Віктор Зеновійович, Гевко Ігор Богданович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: пристрій, систем, навивання, транспортно-технологічних, різнопрофільних, гвинтових, елементів
Формула / Реферат:
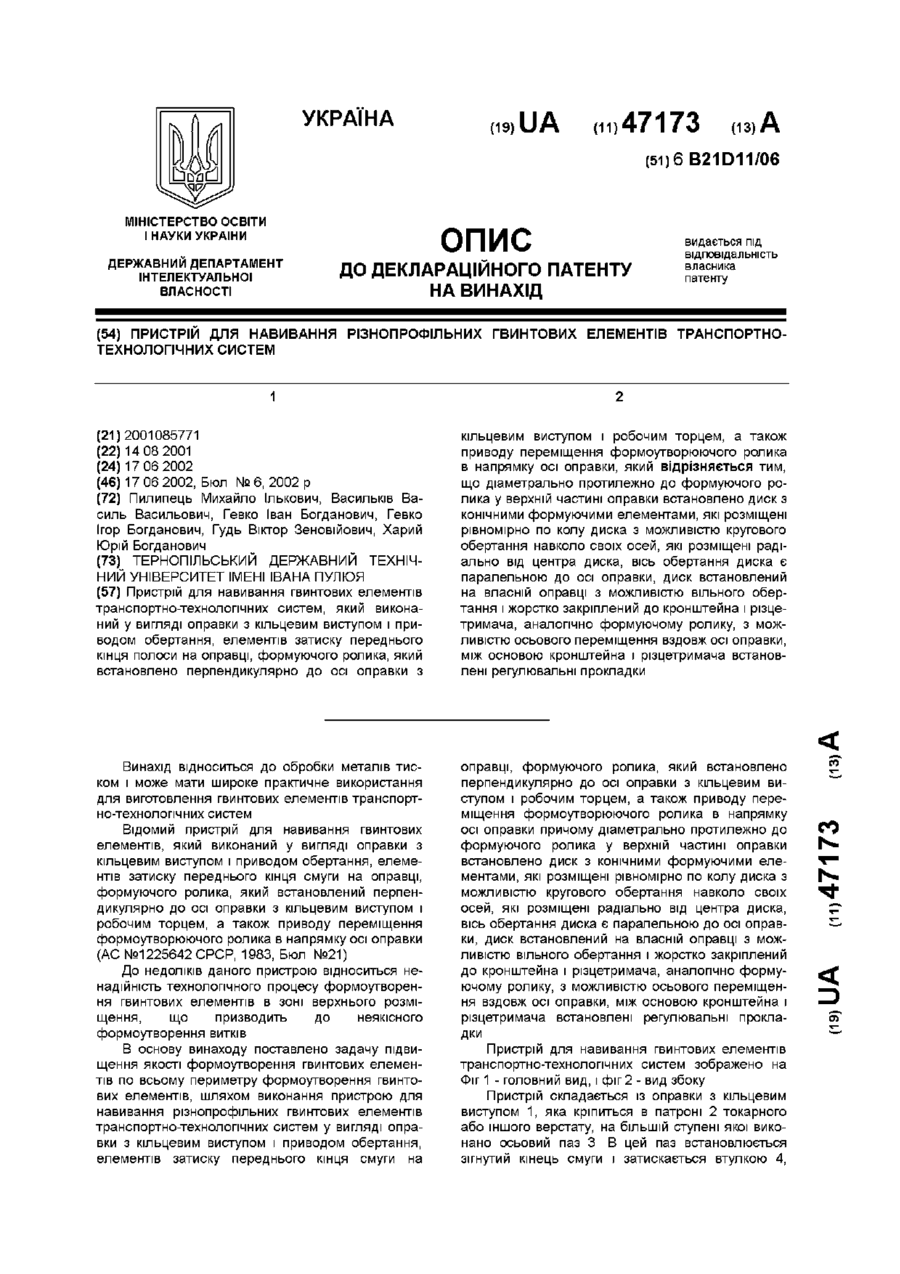
Пристрій для навивання гвинтових елементів транспортно-технологічних систем, який виконаний у вигляді оправки з кільцевим виступом і приводом обертання, елементів затиску переднього кінця полоси на оправці, формуючого ролика, який встановлено перпендикулярно до осі оправки з кільцевим виступом і робочим торцем, а також приводу переміщення формоутворюючого ролика в напрямку осі оправки, який відрізняється тим, що діаметрально протилежно до...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: пристрій, гвинтових, неперервного, спіралей, профільних, навивання
Формула / Реферат:
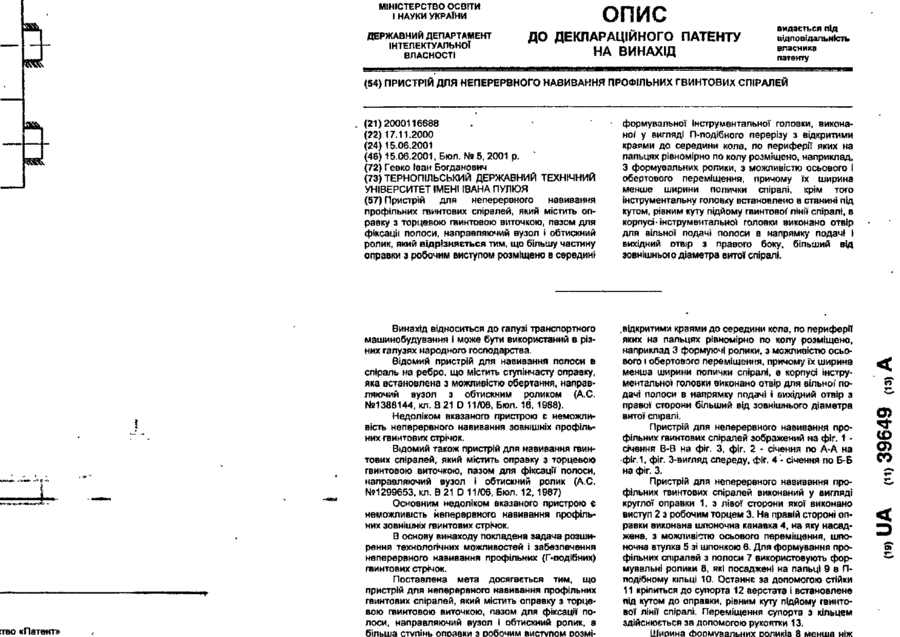
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Попередній патент: Спосіб виробництва біметалевих робочих органів дробарок
Наступний патент: Вітротурбіна
Випадковий патент: Спосіб інтраопераційного попередження розвитку кровотеч у пацієнток гінекологічного стаціонару одного дня