Спосіб виготовлення лезових робочих органів сільськогосподарських машин
Номер патенту: 70233
Опубліковано: 15.09.2004
Автори: Чайка Віталій Васильович, Лукашов Олександр Олексійович
Завантажити PDF файл.
Формула / Реферат
1. Спосіб виготовлення лезових робочих органів сільськогосподарських машин, що включає відрізання заготовок лезового робочого органу, вирізку контуру різальної крайки з одночасним її заточенням методом плазмового різання, гартування, а також формування посадкових отворів, який відрізняється тим, що посадкові отвори формують перед гартуванням, гартування здійснюють всього робочого органу після плазмового різання і формування посадкових отворів незалежно від послідовності цих операцій, а після цього проводять відпуск всього робочого органу.
2. Спосіб за п. 1, який відрізняється тим, що у випадку виготовлення робочих органів типу дисків борін після плазмового різання і формування посадкових отворів заготовку нагрівають до температури гартування, за цієї температури утворюють форму диска, потім загартовують і відпускають робочий орган.
Текст
Винахід відноситься до технології обробки металів і може бути використаний для виготовлення грунтообробного змінного інструмента, наприклад дисків борін і лущильників, лап культиваторів, лемешів плугів тощо. Відомий спосіб виготовлення робочих органів сільськогосподарських машин, згідно з яким повітряноплазмове вирізання контуру виробу з листа металу з одночасним формуванням ріжучої крайки здійснюють при пересуванні плазмотрона за заданою траєкторією з приростом швидкості на кожні 50 А збільшення робочого струму, що складає (3.0...3.5).10-3м/с (Пат. України №4635, МПК5В23К10/00, 1994). Такий спосіб у порівнянні з традиційною технологією (вирубка + фрезерна обробка) дозволяє знизити трудозатрати на виготовлення ріжучої крайки, однак не забезпечує високої твердості і міцності її поверхневих шарів і відповідно зносостійкості всього робочого органа, внаслідок відсутності операцій термічної обробки виробу в цілому. Найбільш близьким аналогом способу, що заявляється, вибраним за прототип, є спосіб виготовлення лезових органів сільськогосподарських машин, в якому вирубують заготовку, з вирубаної заготовки шляхом плазмової обробки вирізають задану форму лезового органу з одночасним формоутворенням крайки леза і загартуванням, після чого формують посадкові отвори (Пат. України №42494, МПК7 \В21Н7/06, 2001). Загальними суттєвими ознаками відомого способу і способу, що заявляється, є відрізання заготовок лезового робочого органу, вирізка контуру ріжучої крайки з одночасним її заточенням методом плазмового різання, гартування, а також формування посадкових отворів. У відомому способі здійснюють гартування тільки ріжучої крайки лезового робочого органу, а виріб в цілому з місцями, де після плазмового різання утворюють посадкові отвори, взагалі термічно не оброблюється, що призводить до зниження зносостійкості лезового робочого органу. Крім того, у відомому способі після плазмового різання з одночасним гартуванням проводять охолодження заготовки на повітрі, а гартування, як таке, передбачає після нагрівання швидке охолодження, тому гартування, здійснюване у відомому способі, не забезпечує достатньої зносостійкості навіть ріжучої крайки, причому, за нашими дослідними даними, глибина загартованого шару становить не більше 0,2-0,3мм. В основу винаходу поставлено задачу вдосконалення способу виготовлення лезових робочих органів сільськогосподарських машин, в якому шляхом зміни стратегії термічної обробки робочих органів забезпечується підвищення їх зносостійкості, в т.ч. по ріжучих крайках і посадкових отворах, які є найбільш зношуваними частинами лезових робочих органів, що призводить до підвищення ріжучої здатності і терміну служби цих робочих органів. Поставлена задача вирішується тим, що в способі виготовлення лезових робочих органів сільськогосподарських машин, що включає відрізання заготовок лезового робочого органу, вирізку контуру ріжучої крайки з одночасним її заточенням методом плазмового різання, гартування, а також формування посадкових отворів, згідно з винаходом посадкові отвори формують перед гартуванням, гартування здійснюють всього робочого органу після плазмового різання і формування посадкових отворів незалежно від послідовності цих операцій, а після цього проводять відпуск всього робочого органу. В іншій конкретній формі виконання способу у випадку виготовлення робочих органів типу дисків борін після плазмового різання і формування посадкових отворів заготовку нагрівають до температури гартування, за цієї температури утворюють форму диска, потім загартовують і відпускають робочий орган. Формування посадкових отворів перед гартуванням забезпечує можливість термічної обробки місць, де вони утворені, в процесі подальшого гартування і відпуску всього робочого органу, що, в свою чергу, забезпечує можливість термічної обробки і ріжучої крайки, і робочого органу в цілому, що призводить до підвищення його зносостійкості, в тому числі по найбільш зношуваним частинам лезових робочих органів. В результаті підвищуються ріжуча здатність і термін служби зазначених робочих органів. Крім того, у випадку виготовлення робочих органів типу дисків борін здійснення операції утворення форми диска за температури гартування і подальше загартовування всього робочого органу забезпечує розширення технологічних можливостей способу. Заявлений спосіб реалізують таким чином. З металевого листа відрізають заготовки, потім пробивають посадкові отвори, після чого вирізають контур ріжучої крайки з одночасним її заточенням методом плазмового різання. Виготовлений таким чином робочий орган загартовують і відпускають. У випадку виготовлення робочих органів типу дисків борін після нагрівання до температури гартування здійснюють витяжку форми диска, а після цього різке охолодження. Приклад. З листа ресорно-пружинної сталі марки 65Г відрізають на гільйотинних ножицях заготовки-картки дисків борін. Далі в заготовці пробивають посадкові отвори в штампі на пресі. Після цього за допомогою апарата плазмового різання "КИЇВ-4М" вирізають по копіру задану форму ріжучої крайки диска з одночасним її заточенням за відомою технологією, описаною у патенті України №4635. Ріжучі крайки, виготовлені плазмовим різанням, мають дуже невелику глибину (0,2-0,3мм) твердого поверхневого шару і відповідно потребують подальшої термічної обробки, яка полягає у гартуванні і відпуску робочого органу в цілому. Для цього нагрівають заготовку диска з виготовленими ріжучою крайкою і посадковими отворами до температури гартування (800-830°С), за цієї температури витягують у штампі форму диска і різко охолоджують його в маслі. Після цього диск відпускають шляхом нагрівання до температури 400-420°С і охолодження на повітрі. Виготовлені дискі борін піддавали випробуванню в умовах експлуатації при обробці грунтів. Експлуатаційний ресурс борін з дисками, виготовленими за даною технологією, у 1,5-2,0 рази вищий у порівнянні з відомою технологією.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of cutting edge operating units of agricultural machines
Назва патенту російськоюСпособ изготовления лезвийных рабочих органов сельскохозяйственных машин
МПК / Мітки
МПК: B21H 7/00
Мітки: машин, спосіб, виготовлення, органів, сільськогосподарських, лезових, робочих
Код посилання
<a href="https://ua.patents.su/1-70233-sposib-vigotovlennya-lezovikh-robochikh-organiv-silskogospodarskikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення лезових робочих органів сільськогосподарських машин</a>
Спосіб виготовлення лезових органів сільськогосподарських машин
Номер патенту: 42494
Опубліковано: 15.10.2001
Автори: Копайгора Сергій Васильович, Анісімов Альбєрт Олександрович, Конопльова Наталья Миколаївна
МПК: B21H 7/00
Мітки: органів, спосіб, машин, виготовлення, сільськогосподарських, лезових
Формула / Реферат:
Спосіб виготовлення лезових органів сільськогосподарських машин, що передбачає вирубку заготовки, формоутворювання окрайки леза, загартовування і механічну обробку, який відрізняється тим, що з вирубленої заготовки шляхом плазмової обробки вирізають задану форму лезового органу з одночасним формоутворюванням окрайки леза і загартовуванням, після чого формують отвори впотай.
Спосіб зміцнення робочих органів сільськогосподарських машин
Номер патенту: 50620
Опубліковано: 15.10.2002
Автори: Надворний Борис Євдокимович, Саінсус Олександр Дмитрович, Аулін Віктор Васильович, Кулєшков Юрій Володимирович, Черновол Михайло Іванович, Кропівний Володимир Миколайович
МПК: B22F 7/02
Мітки: спосіб, сільськогосподарських, органів, машин, робочих, зміцнення
Формула / Реферат:
1. Спосіб зміцнення робочих органів сільськогосподарських машин попереднім нанесенням порошкового матеріалу на поверхню, що наплавляється, при підборі порошків з різними властивостями зносостійкості відповідно до кривої зносу робочих поверхонь з наступним його розплавлюванням, витримкою й охолодженням, який відрізняється тим, що підбір порошків з різними властивостями зносостійкості здійснюють зміною концентрації зміцнюючої зносостійкої...
Спосіб виготовлення робочих органів сільськогосподарських машин
Номер патенту: 4635
Опубліковано: 28.12.1994
Автори: Груздева Олена Володимирівна, Федорін Олександр Михайлович, Хильчевський Володимир Васильович
МПК: B23K 10/00
Мітки: виготовлення, машин, органів, сільськогосподарських, спосіб, робочих
Формула / Реферат:
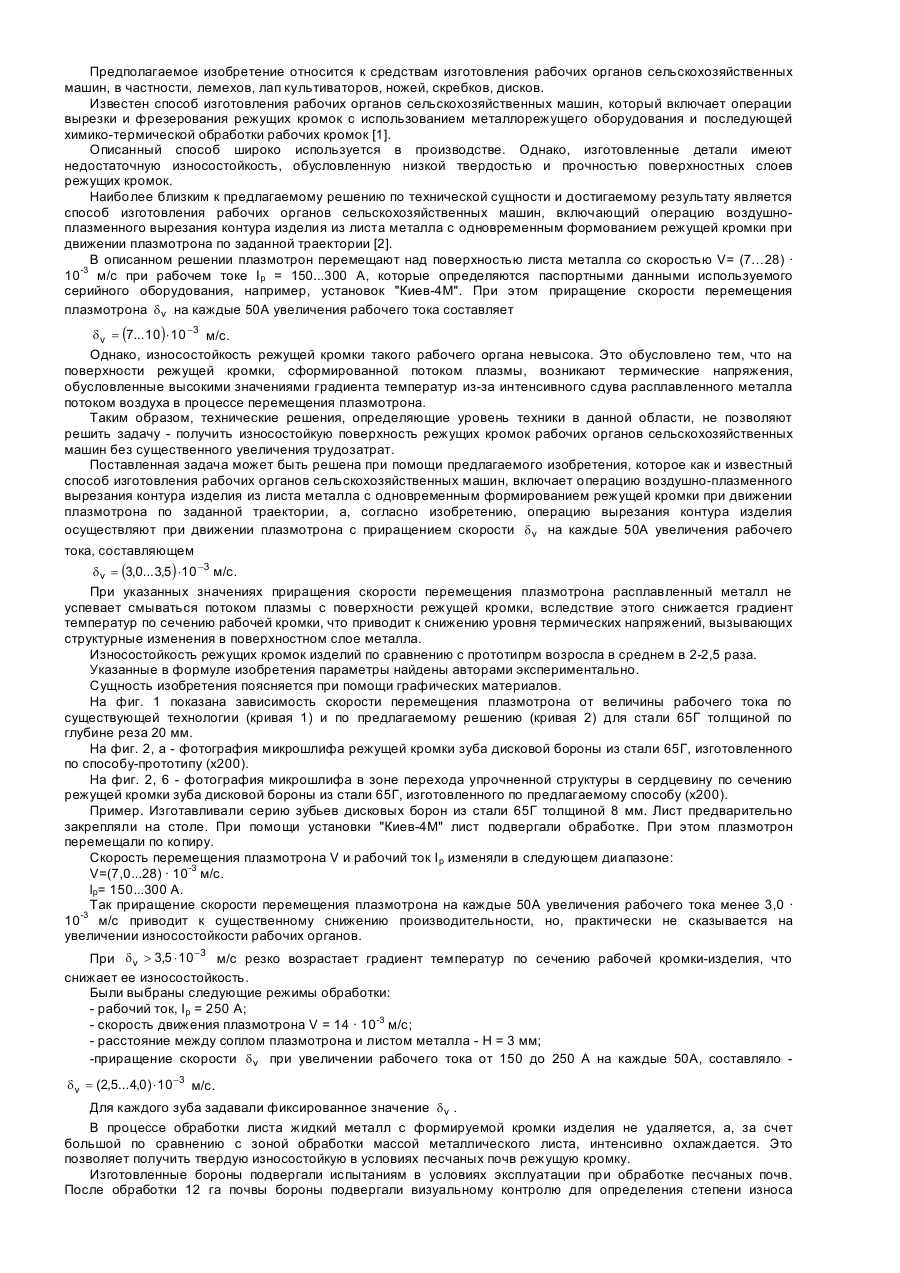
Способ изготовления рабочих органов сельскохозяйственных мащин, включающий операции воздушно-плазменного вырезания контура изделия из листа металла с одновременным формированием режущей кромки при движении плазмотрона по заданной траектории, отличающийся тем, что операцию вырезания контура изделия и формирования режущей кромки осуществляют при движении плазмотрона с приращением скорости на каждые 50А увеличения рабочего тока,...
Механізм навіски робочих органів посівних машин
Номер патенту: 38884
Опубліковано: 15.05.2001
Автори: Фесенко Григорій Васильович, Пастухов Валерій Іванович
МПК: A01C 7/20
Мітки: посівних, машин, навіски, робочих, органів, механізм
Формула / Реферат:
(21) 2000116396 Дата прийняття(54) (57) рішення 23 квітня 2001 р.1. Механізм навіски робочих органів посівних машин, який включає радіальний поводок, шарнірно з'єднаний з рамою машини та переднім робочим органом,...
Слідкуючий дискретний гідропривід робочих органів землерийних машин
Номер патенту: 52268
Опубліковано: 16.12.2002
Автори: Солонько Руслан Миколайович, Баладінський Вадим Леонідович, Рашківський Володимир Павлович, Пелевін Леонід Євгенович, Смірнов Вячеслав Миколайович
Мітки: машин, гідропривід, дискретний, землерийних, слідкуючий, робочих, органів
Формула / Реферат:
Слідкуючий дискретний гідропривід робочих органів землерийних машин, що включає бак з гідрорідиною, насос, розподільник, запобіжний клапан, гідроциліндр навантаження, який відрізняється тим, що між розподільником та гідроциліндром навантаження встановлено слідкуючий пристрій, що включає в себе клапан спрацювання, вхідна лінія якого під’єднується до напірної магістралі розподільника, а вихідна лінія - до штокової порожнини гідроциліндра...
Попередній патент: Вихрострумовий металошукач
Наступний патент: Пристрій для сухого гасіння коксу
Випадковий патент: Спосіб обробки високоміцного чавуну