Спосіб нанесення покриття на металеву деталь та металева деталь з високотемпературною захисною системою покриття
Формула / Реферат
1. Спосіб нанесення покриття на металеву деталь, який полягає у тому, що на зовнішню поверхню металевої деталі наносять шар сплаву та керамічний шар, який відрізняється тим, що після нанесення шару сплаву його полірують та наносять на нього шар алюмініду однакової товщини, після чого наносять керамічний шар.
2. Спосіб за п. 1, який відрізняється тим, що за наявності у корпусі металевої деталі принаймні одного каналу, що утворює її внутрішню поверхню, шар сплаву наносять тільки на зовнішню поверхню і одночасно наносять шар алюмініду на внутрішню поверхню.
3. Спосіб за п. 2, який відрізняється тим, що на внутрішню поверхню наносять шар алюмініду товщиною до 50 мікрометрів, а на шар сплаву наносять шар алюмініду товщиною до 10 мікрометрів.
4. Спосіб за п. 3, який відрізняється тим, що шар алюмініду, нанесений на шар сплаву, полірують.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що шар алюмініду наносять розпиленням у газовій фазі.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що безпосередньо перед нанесенням керамічного шару шар алюмініду, нанесений на шар сплаву, полірують.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що поліруванням шару сплаву одержують шар, який має шорсткість поверхні Ra меншу, ніж 2 мікрометри.
8. Металева деталь з високотемпературною захисною системою покриття, яка містить металевий субстрат, що утворює зовнішню поверхню деталі, на яку нанесена система покриття, що складається із шару сплаву та керамічного шару, яка відрізняється тим, що у системі покриття шар сплаву має поліровану поверхню, протилежну до зовнішньої поверхні деталі, алюмінід, нанесений на шар сплаву шаром однакової товщини, і керамічний шар, нанесений на шар алюмініду.
9. Деталь за п. 8, яка відрізняється тим, що шар алюмініду має товщину меншу, ніж 10 мікрометрів.
10. Деталь за будь-яким із пп. 8-9, яка відрізняється тим, що шар сплаву має шорсткість поверхні, суміжної з шаром алюмініду, Ra меншу, ніж 2 мікрометри.
11. Деталь за будь-яким із пп. 8-10, яка відрізняється тим, що шар сплаву виконаний зі сплаву MСrAIY.
12. Деталь за будь-яким із пп. 8-11, яка відрізняється тим, що металевий субстрат виконаний із суперсплаву на основі нікелю або кобальту.
13. Деталь за будь-яким із пп. 8-12, яка відрізняється тим, що шар алюмініду містить сполуку, вибрану з групи, яка складається з алюмінію, алюмініду нікелю та алюмініду платини.
14. Деталь за будь-яким із пп. 8-13, яка відрізняється тим, що вона містить канал, який утворює її внутрішню поверхню, на яку нанесений шар алюмініду.
15. Деталь за п. 14, яка відрізняється тим, що товщина шару алюмініду на внутрішній поверхні менша ніж 50 мікрометрів.
16. Деталь за будь-яким із пп. 14-15, яка відрізняється тим, що шар алюмініду на зовнішній поверхні та шар алюмініду на внутрішній поверхні містять сполуку, вибрану з групи, яка складається з алюмінію, алюмініду нікелю та алюмініду платини.
17. Деталь за будь-яким із пп. 8-16, яка відрізняється тим, що вона разом із нанесеною на неї системою покриття утворює деталь газової турбіни.
18. Деталь за п. 17, яка відрізняється тим, що такою деталлю газової турбіни є профільована деталь, яка містить профільовану ділянку на яку нанесена система покриття, і яка зазнає дії газового потоку, що проходить вздовж металевої деталі в ході роботи турбіни.
19. Деталь за п. 18, яка відрізняється тим, що вона містить канал, який проходить через профільовану ділянку, утворюючи внутрішню поверхню, на яку нанесене алюмінідне покриття.
Текст
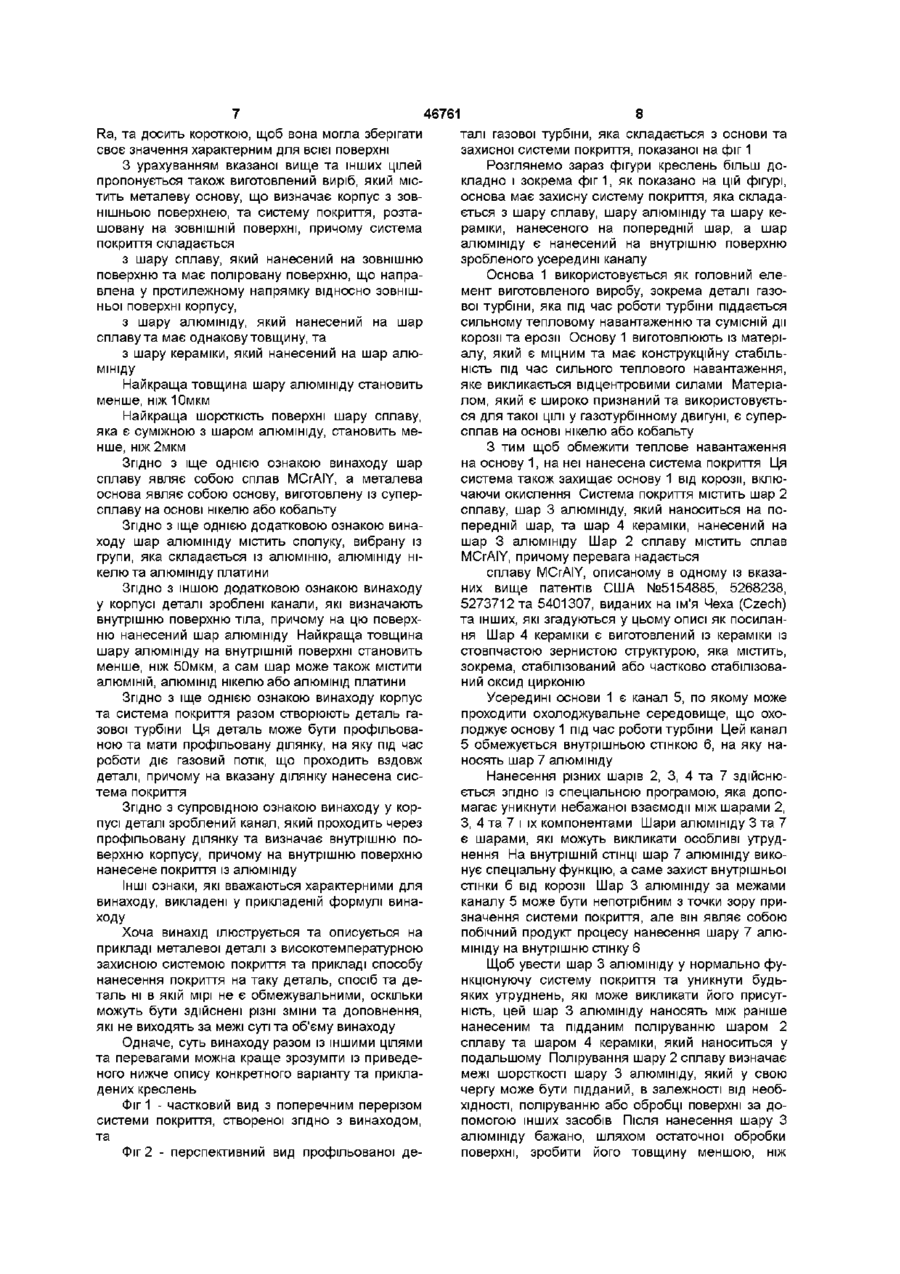
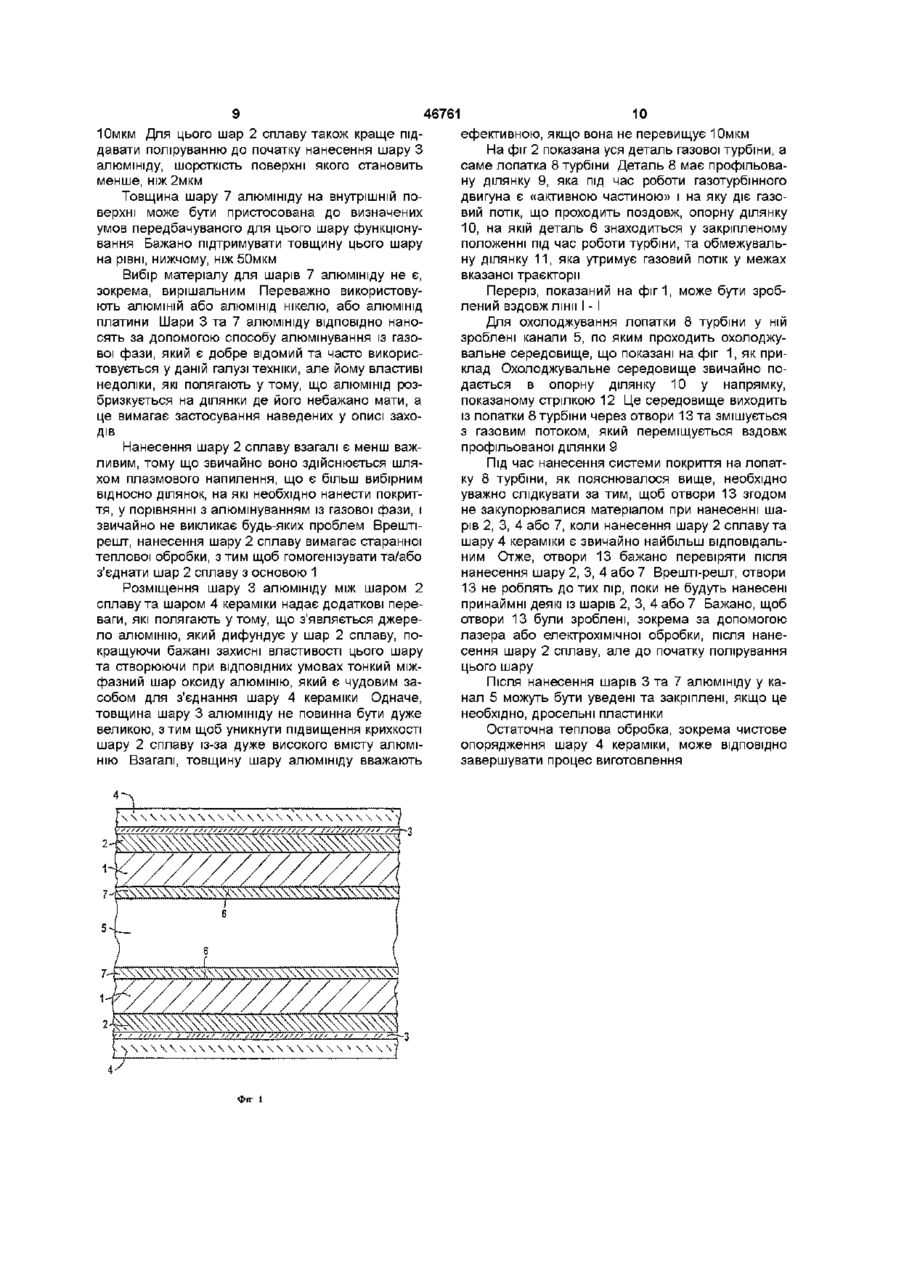
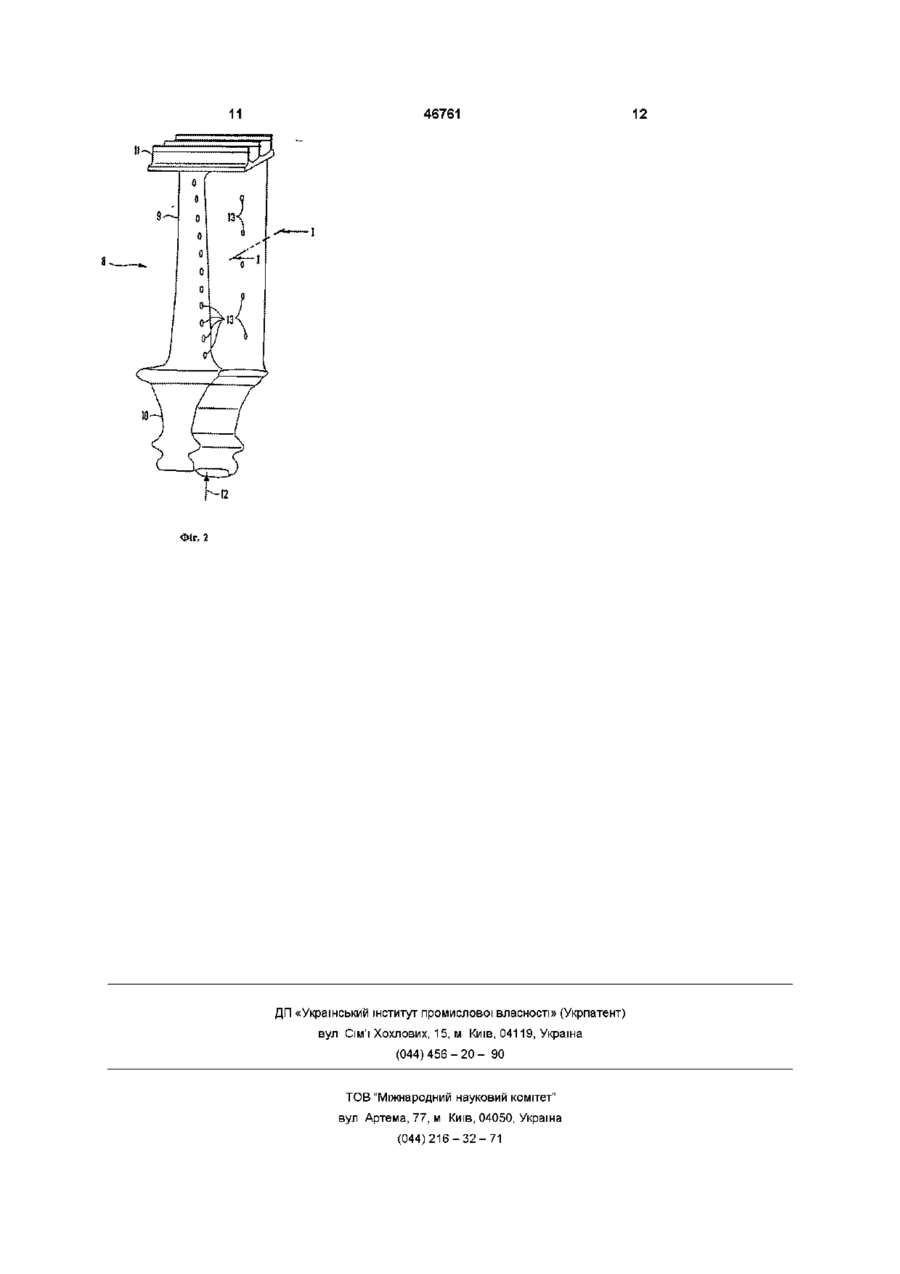
1 Спосіб нанесення покриття на металеву деталь, який полягає у тому, що на зовнішню поверхню металевої деталі наносять шар сплаву та керамічний шар, який відрізняється тим, що після нанесення шару сплаву його полірують та наносять на нього шар алюмініду однакової товщини, після чого наносять керамічний шар 2 Спосіб за п 1, який відрізняється тим, що за наявності у корпусі металевої деталі принаймні одного каналу, що утворює и внутрішню поверхню, шар сплаву наносять тільки на зовнішню поверхню і одночасно наносять шар алюмініду на внутрішню поверхню 3 Спосіб за п 2, який відрізняється тим, що на внутрішню поверхню наносять шар алюмініду товщиною до 50 мікрометрів, а на шар сплаву наносять шар алюмініду товщиною до 10 мікрометрів 4 Спосіб за п 3, який відрізняється тим, що шар алюмініду, нанесений на шар сплаву, полірують 5 Спосіб за будь-яким з пп 1-4, який відрізняється тим, що шар алюмініду наносять розпиленням у газовій фазі 6 Спосіб за будь-яким з пп 1-5, який відрізняється тим, що безпосередньо перед нанесенням керамічного шару шар алюмініду, нанесений на шар сплаву, полірують 7 Спосіб за будь-яким із пп 1-6, який відрізняється тим, що поліруванням шару сплаву одержують шар, який має шорсткість поверхні Ra меншу, ніж 2 мікрометри 8 Металева деталь з високотемпературною захисною системою покриття, яка містить металевий субстрат, що утворює зовнішню поверхню деталі, на яку нанесена система покриття, що складається із шару сплаву та керамічного шару, яка відрізняється тим, що у системі покриття шар сплаву має поліровану поверхню, протилежну до зовнішньої поверхні деталі, алюмінід, нанесений на шар сплаву шаром однакової товщини, і керамічний шар, нанесений на шар алюмініду 9 Деталь за п 8, яка відрізняється тим, що шар алюмініду має товщину меншу, ніж 10 мікрометрів 10 Деталь за будь-яким із пп 8-9, яка відрізняється тим, що шар сплаву має шорсткість поверхні, суміжної з шаром алюмініду, Ra меншу, ніж 2 мікрометри 11 Деталь за будь-яким із пп 8-10, яка відрізняється тим, що шар сплаву виконаний зі сплаву MCrAlY 12 Деталь за будь-яким із пп 8-11, яка відрізняється тим, що металевий субстрат виконаний із суперсплаву на основі нікелю або кобальту 13 Деталь за будь-яким із пп 8-12, яка відрізняється тим, що шар алюмініду містить сполуку, вибрану з групи, яка складається з алюмінію, алюмініду нікелю та алюмініду платини 14 Деталь за будь-яким із пп 8-13, яка відрізняється тим, що вона містить канал, який утворює и внутрішню поверхню, на яку нанесений шар алюмініду 15 Деталь за п 14, яка відрізняється тим, що товщина шару алюмініду на внутрішній поверхні менша ніж 50 мікрометрів 16 Деталь за будь-яким із пп 14-15, яка відрізняється тим, що шар алюмініду на ЗОВНІШНІЙ поверхні та шар алюмініду на внутрішній поверхні містять сполуку, вибрану з групи, яка складається з алюмінію, алюмініду нікелю та алюмініду платини 17 Деталь за будь-яким із пп 8-16, яка відрізняється тим, що вона разом із нанесеною на неї системою покриття утворює деталь газової турбіни 18 Деталь за п 17, яка відрізняється тим, що такою деталлю газової турбіни є профільована деталь, яка містить профільовану ділянку на яку нанесена система покриття, і яка зазнає дії газового потоку, що проходить вздовж металевої деталі в ході роботи турбіни о (О (О З 46761 4 19 Деталь за п 18, яка відрізняється тим, що профільовану ділянку, утворюючи внутрішню повона містить канал, який проходить через верхню, на яку нанесене алюмінідне покриття Винахід стосується металевих деталей з високотемпературною захисною системою покриття та способу нанесення покриття на такі деталі У патенті США №3873347, який був виданий на ім'я Уолкера (Walker) та інших, і у патенті СІНА №3874901, який був виданий на ім'я Рердена (Rairden), описуються способи підвищення опору високотемпературному окисленню та корозії корпусу деталі із суперсплаву на основі нікелю або кобальту, зокрема деталі газової турбіни, шляхом створення системи покриття на корпусі цієї деталі, які полягають у виконанні операцій нанесення шару сплаву на корпус деталі, причому цей шар створюють за допомогою сплаву, який зараз відомий як сплав MCrAlY, нанесення на вказаний шар шару алюмініду, згідно з патентом США №3874901, та подальшої термічної обробки покритого корпусу деталі з метою здійснення взаємної дифузії алюмінію та шару сплаву Підвищення опору корозії та окисленню відносять в основному на рахунок шару алюмініду, через те що він підвищує КІЛЬКІСТЬ алюмінію у системі покриття У патентах США №4055705, виданому на ім'я Стекура (Stecura) та інших, №4321310, виданому на ім'я Улюна (Uhon) та інших, та №4321311, виданому на ім'я Стренгмана (Strangman), описуються системи покриття для деталей газової турбіни, виготовлених із суперсплаву на основі нікелю або кобальту Описана система покриття складається з теплового бар'єрного шару, який містить кераміку, що має зокрема стовпчасту зернисту структуру, нанесеного на зчіплювальний шар, який у свою чергу нанесений на основу та з'єднує шар теплового бар'єру з основою Зчіплювальний шар містить сплав MCrAlY, а саме сплав, який складається з хрому, алюмінію та такого рідкісноземельного металу, як ітрій, а за основу використовується принаймні залізо або кобальт чи нікель Сплав MCrAlY може містити також і ІНШІ ХІМІЧНІ елементи, приклади наводяться нижче Важливою ознакою зчіплювального шару є наявність тонкого шару оксиду алюмінію, який утворюється на сплаві MCrAlY та використовується для закріплення шару теплового бар'єру У патенті США №5238752, виданому на ім'я Дудерштадта (Duderstadt) та інших, описується система покриття для деталі газової турбіни, яка також містить тепловий бар'єрний шар із кераміки та зчіплювальний шар, що з'єднує тепловий бар'єрний шар з основою Зчіплювальний шар є виготовлений із штерметалевої сполуки алюмініду, зокрема із алюмініду нікелю або алюмініду платини Зчіплювальний шар також має тонкий шар оксиду алюмінію, який використовується для закріплення теплового бар'єрного шару У патенті США №5262245, виданому на ім'я Улюна (Uhon) та інших, описується результат зусиль, прикладених для спрощення систем покриття, які містять теплові бар'єрні шари для деталей газової турбіни, шляхом усунення зчіплювальних шарів 3 цією метою, описується композиція суперсплаву, який може використовуватися для створення основи деталі газової турбіни та на ЗОВНІШНІХ поверхнях якого завдяки ВІДПОВІДНІЙ обробці може бути створений шар оксиду алюмінію Вказаний шар оксиду алюмінію використовується для закріплення розміщуваного на ньому керамічного теплового бар'єрного шару, завдяки чому немає потреби у спеціальному зчіплювальному шарі, який потрібно розміщувати між основою та тепловим бар'єрним шаром У патенті ГЛ ПА №5087477, виданому на ім'я Гігпнс (Giggms) та інших описується спосіб нанесення керамічного теплового бар'єрного шару на деталь газової турбіни шляхом фізичного осадження із парової фази, під час якого за допомогою електронного променя та створення середовища з контрольованим вмістом кисню на вказаній деталі напилювані сполуки створюють тепловий бар'єрний шар У патентах США №5154885, 5268238, 5273712 та 5401307, виданих на ім'я Чех (Czech) та інших, описуються поглибленні системи покриття для деталей газової турбіни, які містять захисні покриття із сплавів MCrAlY Описувані сплави MCrAlY мають дуже збалансовані композиції, які забезпечують дуже надійний опір корозії та окисленню, а також дуже гарну сумісність з суперсплавами, що використовуються для основ Сплави MCrAlY створюються на основі нікелю та/або кобальту Також розглядається питання добавлення інших елементів, зокрема кремнію та ренію Реній, зокрема, виявив себе дуже корисною добавкою Усі описані сплави MCrAlY також виявилися досить прийнятними, зокрема у контексті описаного нижче винаходу, для використання у якості зчіплювальних шарів, які призначені для закріплення теплових бар'єрних шарів Такі деталі газової турбіни, як лопатки, лопасті та теплозахисні екрани, які містять корпуси, виготовлені із металів, наприклад із сплавів на основі нікелю або кобальту, звичайно захищаються від роз'їдання корозією, включаючи окислення та сульфідування при високих температурах, за допомогою систем покриття, що містять захисні покриття, нанесені на частини корпусів деталей, які зазнають впливу 3 опису відомого рівня техніки у вказаних вище документах видно, що система покриття, нанесена на зовнішню поверхню корпусу деталі, може містити шар сплаву MCrAlY та шар кераміки, який використовується як тепловий бар'єрний шар та наноситься на шар сплаву Деталі газової турбіни, які під час експлуатації витримують важкі теплові навантаження також часто мають внутрішні канали, по яким подають охолоджувальну рідину Звичайно, канал має перший отвір, що знаходиться в опорній ДІЛЯНЦІ деталі, на якій ця деталь утримується у закріпленому 46761 положенні під час роботи, та багато других отворів, що знаходяться усередині активної ділянки деталі, на яку діє газовий потік, що під час роботи спрямований вздовж деталі Охолоджувальна рідина, яка виходить через другі отвори звичайно змішується з газовим потоком після того, як створить охолоджувальну плівку, яка покриває та захищає поверхню активної ділянки від безпосереднього контакту з газовим потоком Корпус деталі газової турбіни може зазнавати значного впливу корозії або окислення усередині зробленого у деталі каналу, тому що температура внутрішньої поверхні, яку визначає канал у корпусі деталі, може бути досить високою, і, отже, хімічна реакція між компонентом плинного середовища, що проходить через канал, та матеріалом корпусу має сприятливі умови Навіть якщо плинним середовищем є повітря або суміш повітря з парою, як це звичайно буває на практиці, то забруднювальні речовини у повітрі, наприклад сіль навколишнього морського середовища або аміак та/або сполуки сірки міського навколишнього середовища можуть викликати корозію Як засіб від такого негативного впливу внутрішні поверхні каналів, зроблених у деталях газової турбіни, звичайно покривають алюмінідом Під час виготовлення деталі газової турбіни шляхом нанесення шару сплаву і шару кераміки на зовнішню поверхню та шару алюмініду на внутрішню поверхню необхідно уважно слідкувати за тим, щоб не виникла негативна взаємодія між компонентами системи покриття на ЗОВНІШНІЙ поверхні та компонентами покриття на внутрішній поверхні Особливо критичною є сполука алюмініду, яка наноситься на внутрішню поверхню за допомогою алюмінування із газової фази, і не можна запобігти у достатній мірі осаджування цієї сполуки також і на зовнішню поверхню деталі Звичайно, шар сплаву наносять на зовнішню поверхню, але залишають її початкову шорсткість до початку алюмінування внутрішньої поверхні Після ЦЬОГО, внутрішню поверхню піддають алюмінуванню і шар сплаву також неминуче піддається алюмінування, а згодом шар сплаву разом з шаром алюмінування, який знаходиться на шарі сплаву, піддають, за допомогою зачистки та/або поліровки, чистовій обробці до отримання необхідної залишкової шорсткості Ця обробка дозволяє усунути з шару сплаву значну частину шару алюмініду, але ніколи не вдається усунути увесь шар Таким чином, шар кераміки доводиться наносити на поверхню, яка має несприятливий ХІМІЧНИЙ склад, а МІЦНІСТЬ отриманого шару кераміки може бути сумнівною Одначе, повне усунення алюмініду з шару кераміки вимагає використовування більш продуманих засобів та робить процес виготовлення неекономічно дорогим Альтернативою тільки що описаному способу нанесення покриття, як гадають, може бути нанесення шару алюмініду як на внутрішню поверхню, так і на зовнішню поверхню деталі газової турбіни до початку нанесення шару сплаву на зовнішню поверхню Одначе, у цьому випадку у корпусі деталі виникає фаза, яка містить багато алюмінію і, отже, є крихкою, що пояснюється дифузією вказаної надлишкової КІЛЬКОСТІ алюмінію, що може на дати корпусу крихкості і тим самим викликати сумнів у придатності деталі для використовування ВІДПОВІДНО ДО ЦЬОГО, ЦІЛЛЮ винаходу є ство рення металевої деталі, що має високотемпературну захисну систему покриття, та способу нанесення покриття на деталь, який дозволяє усунути вказані вище недоліки, властиві відомим пристроям та способам цього загального типу, та покращити ВІДОМІ системи покриття, завдяки чому ці системи та їх розраховані функції є менш чутливі до шарів алюмініду та більш пристосовані до застосування разом з шарами алюмініду незалежно від використовування та місцезнаходження цих шарів алюмініду, навіть якщо шар алюмініду та система покриття взаємодіють у будь-який момент З урахуванням вказаної вище ЦІЛІ та інших поставлених цілей пропонується спосіб нанесення покриття на зовнішню поверхню корпусу виготовленого металевого виробу, який полягає у виконанні таких операцій нанесення шару сплаву на зовнішню поверхню корпусу, полірування шару сплаву, нанесення на шар сплаву шару алюмініду, який має однакову товщину, та нанесення на шар алюмініду шару кераміки Згідно З додатковим варіантом здійснення винаходу операція нанесення шару сплаву полягає у нанесенні шару сплаву тільки на зовнішню поверхню, а операція нанесення шару алюмініду полягає також у нанесенні шару алюмініду на внутрішню поверхню, яку визначає канал, зроблений у корпусі деталі Згідно З іще одним додатковим варіантом здійснення винаходу операція нанесення шарів алюмініду полягає у створенні на внутрішній поверхні шару алюмініду товщиною до 50мкм та у створенні на шарі сплаву шару алюмініду товщиною до Юмкм Згідно З ІНШИМ варіантом здійснення винаходу шари алюмініду піддають поліруванню під час операції нанесення покриття Шари алюмініду можуть бути нанесені за допомогою алюмінування із газової фази Згідно З іще одним варіантом здійснення винаходу спосіб також полягає у виконанні операції полірування шару алюмініду, нанесеного на шар сплаву, до початку виконання операції нанесення шару кераміки Згідно З супровідним варіантом здійснення винаходу операція полірування шару сплаву полягає у створенні шару сплаву, шорсткість Ra поверхні якого менша, ніж 2мкм Термін Ra вказує на те, що шорсткість поверхні визначалася за допомогою стандартизованого способу вимірювання Зокрема, Ra визначається у такий спосіб На поверхні, шорсткість якої вимірюється, визначають базову ЛІНІЮ відповідної довжини Плавний профіль поверхні вздовж базової лінії визначається шляхом підбирання методом найменших квадратів Ra визначається як середньоарифметична величина абсолютної величини відхилення дійсної поверхні від плавного профілю вздовж базової лінії Базова ЛІНІЯ повинна бути досить довгою, щоб можна було уникнути впливу статистичних змін на величину Ra, та досить короткою, щоб вона могла зберігати своє значення характерним для всієї поверхні З урахуванням вказаної вище та інших цілей пропонується також виготовлений виріб, який містить металеву основу, що визначає корпус з зовнішньою поверхнею, та систему покриття, розташовану на ЗОВНІШНІЙ поверхні, причому система покриття складається з шару сплаву, який нанесений на зовнішню поверхню та має поліровану поверхню, що направлена у протилежному напрямку відносно зовнішньої поверхні корпусу, з шару алюмініду, який нанесений на шар сплаву та має однакову товщину, та з шару кераміки, який нанесений на шар алюмініду Найкраща товщина шару алюмініду становить менше, ніж Юмкм Найкраща шорсткість поверхні шару сплаву, яка є суміжною з шаром алюмініду, становить менше, ніж 2мкм Згідно З іще однією ознакою винаходу шар сплаву являє собою сплав MCrAlY, а металева основа являє собою основу, виготовлену із суперсплаву на основі нікелю або кобальту Згідно З іще однією додатковою ознакою винаходу шар алюмініду містить сполуку, вибрану із групи, яка складається із алюмінію, алюмініду нікелю та алюмініду платини Згідно З ІНШОЮ додатковою ознакою винаходу у корпусі деталі зроблені канали, які визначають внутрішню поверхню тіла, причому на цю поверхню нанесений шар алюмініду Найкраща товщина шару алюмініду на внутрішній поверхні становить менше, ніж 50мкм, а сам шар може також містити алюміній, алюмінід нікелю або алюмінід платини Згідно З іще однією ознакою винаходу корпус та система покриття разом створюють деталь газової турбіни Ця деталь може бути профільованою та мати профільовану ділянку, на яку під час роботи діє газовий потік, що проходить вздовж деталі, причому на вказану ділянку нанесена система покриття Згідно З супровідною ознакою винаходу у корпусі деталі зроблений канал, який проходить через профільовану ділянку та визначає внутрішню поверхню корпусу, причому на внутрішню поверхню нанесене покриття із алюмініду Інші ознаки, які вважаються характерними для винаходу, викладені у прикладеній формулі винаходу Хоча винахід ілюструється та описується на прикладі металевої деталі з високотемпературною захисною системою покриття та прикладі способу нанесення покриття на таку деталь, спосіб та деталь ні в якій мірі не є обмежувальними, оскільки можуть бути здійснені різні зміни та доповнення, які не виходять за межі суті та об'єму винаходу Одначе, суть винаходу разом із іншими цілями та перевагами можна краще зрозуміти із приведеного нижче опису конкретного варіанту та прикладених креслень Фіг 1 - частковий вид з поперечним перерізом системи покриття, створеної згідно з винаходом, та Фіг 2 - перспективний вид профільованої де 46761 8 талі газової турбіни, яка складається з основи та захисної системи покриття, показаної на фіг 1 Розглянемо зараз фігури креслень більш докладно і зокрема фіг1, як показано на цій фігурі, основа має захисну систему покриття, яка складається з шару сплаву, шару алюмініду та шару кераміки, нанесеного на попередній шар, а шар алюмініду є нанесений на внутрішню поверхню зробленого усередині каналу Основа 1 використовується як головний елемент виготовленого виробу, зокрема деталі газової турбіни, яка під час роботи турбіни піддається сильному тепловому навантаженню та сумісній дії корозії та ерозії Основу 1 виготовлюють із матеріалу, який є міцним та має конструкційну стабільність під час сильного теплового навантаження, яке викликається відцентровими силами Матеріалом, який є широко признаний та використовується для такої ЦІЛІ у газотурбінному двигуні, є суперсплав на основі нікелю або кобальту З тим щоб обмежити теплове навантаження на основу 1, на неї нанесена система покриття Ця система також захищає основу 1 від корозії, включаючи окислення Система покриття містить шар 2 сплаву, шар 3 алюмініду, який наноситься на попередній шар, та шар 4 кераміки, нанесений на шар 3 алюмініду Шар 2 сплаву містить сплав MCrAlY, причому перевага надається сплаву MCrAlY, описаному в одному із вказаних вище патентів США №5154885, 5268238, 5273712 та 5401307, виданих на ім'я Чеха (Czech) та інших, які згадуються у цьому описі як посилання Шар 4 кераміки є виготовлений із кераміки із стовпчастою зернистою структурою, яка містить, зокрема, стабілізований або частково стабілізований оксид цирконію Усередині основи 1 є канал 5, по якому може проходити охолоджувальне середовище, що охолоджує основу 1 під час роботи турбіни Цей канал 5 обмежується внутрішньою стінкою 6, на яку наносять шар 7 алюмініду Нанесення різних шарів 2, 3, 4 та 7 здійснюється згідно із спеціальною програмою, яка допомагає уникнути небажаної взаємодії між шарами 2, З, 4 та 7 і їх компонентами Шари алюмініду 3 та 7 є шарами, які можуть викликати особливі утруднення На внутрішній СТІНЦІ шар 7 алюмініду виконує спеціальну функцію, а саме захист внутрішньої стінки б від корозії Шар 3 алюмініду за межами каналу 5 може бути непотрібним з точки зору призначення системи покриття, але він являє собою побічний продукт процесу нанесення шару 7 алюмініду на внутрішню стінку 6 Щоб увести шар 3 алюмініду у нормально функціонуючу систему покриття та уникнути будьяких утруднень, які може викликати його присутність, цей шар 3 алюмініду наносять між раніше нанесеним та підданим поліруванню шаром 2 сплаву та шаром 4 кераміки, який наноситься у подальшому Полірування шару 2 сплаву визначає межі шорсткості шару 3 алюмініду, який у свою чергу може бути підданий, в залежності від необхідності, поліруванню або обробці поверхні за допомогою інших засобів Після нанесення шару З алюмініду бажано, шляхом остаточної обробки поверхні, зробити його товщину меншою, ніж 46761 Юмкм Для цього шар 2 сплаву також краще піддавати поліруванню до початку нанесення шару З алюмініду, шорсткість поверхні якого становить менше, ніж 2мкм Товщина шару 7 алюмініду на внутрішній поверхні може бути пристосована до визначених умов передбачуваного для цього шару функціонування Бажано підтримувати товщину цього шару на рівні, нижчому, ніж 50мкм Вибір матеріалу для шарів 7 алюмініду не є, зокрема, вирішальним Переважно використовують алюміній або алюмінід нікелю, або алюмінід платини Шари 3 та 7 алюмініду ВІДПОВІДНО наносять за допомогою способу алюмінування із газової фази, який є добре відомий та часто використовується у даній галузі техніки, але йому властиві недоліки, які полягають у тому, що алюмінід розбризкується на ділянки де його небажано мати, а це вимагає застосування наведених у описі заходів Нанесення шару 2 сплаву взагалі є менш важливим, тому що звичайно воно здійснюється шляхом плазмового напилення, що є більш вибірним відносно ділянок, на які необхідно нанести покриття, у порівнянні з алюмінуванням із газової фази, і звичайно не викликає будь-яких проблем Врештірешт, нанесення шару 2 сплаву вимагає старанної теплової обробки, з тим щоб гомогенізувати та/або з'єднати шар 2 сплаву з основою 1 Розміщення шару 3 алюмініду між шаром 2 сплаву та шаром 4 кераміки надає додаткові переваги, які полягають утому, що з'являється джерело алюмінію, який дифундує у шар 2 сплаву, покращуючи бажані захисні властивості цього шару та створюючи при ВІДПОВІДНИХ умовах тонкий міжфазний шар оксиду алюмінію, який є чудовим засобом для з'єднання шару 4 кераміки Одначе, товщина шару 3 алюмініду не повинна бути дуже великою, з тим щоб уникнути підвищення крихкості шару 2 сплаву із-за дуже високого вмісту алюмінію Взагалі, товщину шару алюмініду вважають 7 К \ \ \ \ \ Ч \ \ \ \ \ \ \ \ \ \ \ ^ - \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ У z-fe^m^^^ ФІГ І 10 ефективною, якщо вона не перевищує Юмкм На фіг 2 показана уся деталь газової турбіни, а саме лопатка 8 турбіни Деталь 8 має профільовану ділянку 9, яка під час роботи газотурбінного двигуна є «активною частиною» і на яку діє газовий потік, що проходить поздовж, опорну ділянку 10, на якій деталь 6 знаходиться у закріпленому положенні під час роботи турбіни, та обмежувальну ділянку 11, яка утримує газовий потік у межах вказаної траєкторії Переріз, показаний на фіг1, може бути зроблений вздовж лінії І - І Для охолоджування лопатки 8 турбіни у ній зроблені канали 5, по яким проходить охолоджувальне середовище, що показані на фіг 1, як приклад Охолоджувальне середовище звичайно подається в опорну ділянку 10 у напрямку, показаному стрілкою 12 Це середовище виходить із лопатки 8 турбіни через отвори 13 та змішується з газовим потоком, який переміщується вздовж профільованої ділянки 9 Під час нанесення системи покриття на лопатку 8 турбіни, як пояснювалося вище, необхідно уважно слідкувати за тим, щоб отвори 13 згодом не закупорювалися матеріалом при нанесенні шарів 2, 3, 4 або 7, коли нанесення шару 2 сплаву та шару 4 кераміки є звичайно найбільш відповідальним Отже, отвори 13 бажано перевіряти після нанесення шару 2, 3, 4 або 7 Врешті-решт, отвори 13 не роблять до тих пір, поки не будуть нанесені принаймні деякі із шарів 2, 3, 4 або 7 Бажано, щоб отвори 13 були зроблені, зокрема за допомогою лазера або електрохімічної обробки, після нанесення шару 2 сплаву, але до початку полірування цього шару Після нанесення шарів 3 та 7 алюмініду у канал 5 можуть бути уведені та закріплені, якщо це необхідно, дросельні пластинки Остаточна теплова обробка, зокрема чистове опорядження шару 4 кераміки, може ВІДПОВІДНО завершувати процес виготовлення 11 46761 Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 12
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C23C 14/02, C23C 28/00
Мітки: покриття, системою, металева, нанесення, металеву, спосіб, захисною, деталь, високотемпературною
Код посилання
<a href="https://ua.patents.su/6-46761-sposib-nanesennya-pokrittya-na-metalevu-detal-ta-metaleva-detal-z-visokotemperaturnoyu-zakhisnoyu-sistemoyu-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриття на металеву деталь та металева деталь з високотемпературною захисною системою покриття</a>
Деталь із суперсплаву з системою захисного покриття і спосіб його нанесення
Номер патенту: 46760
Опубліковано: 17.06.2002
Автор: БЄЄЛЄ Вольфрам
МПК: C23C 28/00, C23C 28/04, C23C 14/06, C23C 14/08, C23C 14/02
Мітки: нанесення, суперсплаву, захисного, системою, деталь, покриття, спосіб
Формула / Реферат:
1. Деталь із суперсплаву з системою захисного покриття, яка містить: підкладку, виготовлену із суперсплаву на основі нікелю або кобальту; проміжний шар, нанесений на підкладку, який містить, щонайменше, шар закріплення; керамічне покриття, нанесене на вказаному шарі закріплення, яке містить окисну сполуку, яка відрізняється тим, що проміжний шар містить необов'язково сполучний шар, який розміщений між підкладкою та шаром закріплення, і тим,...
Металева деталь (варіанти), спосіб її виготовлення (варіанти)та матеріал для термобар’єрного покриття металевої деталі
Номер патенту: 44780
Опубліковано: 15.03.2002
Автор: Мелоні Майкл Дж.
МПК: C23C 14/08, C23C 14/28, C23C 4/12, C23C 4/10
Мітки: термобар'єрного, спосіб, варіанти, деталь, виготовлення, металевої, металева, покриття, матеріал, варіанти)та, деталі
Формула / Реферат:
1. Металева деталь, що містить металеву основу і термобар'єрне керамічне покриття, яка відрізняється тим, що термобар'єрне керамічне покриття має структуру кубічного пірохлору.2. Металева деталь за п. 1, яка відрізняється тим, що основу виготовлено з металу, який вибрано з групи, що складається з сталі, жароміцних сплавів, сплавів титану та сплавів міді.3. Металева деталь за п. 1 або п. 2, яка відрізняється тим, що термобар’єрне...
Спосіб нанесення покриття
Номер патенту: 32532
Опубліковано: 15.02.2001
Автори: Тарнай Андрій Амбросієвич, Кириленко Валерій Костянтинович, Нечипоренко Анатолій Віктрович, Петров В'ячеслав Васильович, Богданова Олександра Василівна
МПК: C23C 14/26, C23C 14/00
Мітки: нанесення, покриття, спосіб
Текст:
...у вигляді дроту шля хом витягування склоподібної маси при температурі розмякшення скла (7Ю°С) з подальшим охолодженням до кімнатної температури Оброблювану деталь закріплюють вертикально, а речовину, що випаровується, закріплюють одним кінцем у верхній частині вздовж порожнини деталі Нагрівам, виготовпений у вигляді чаші з порожниною конусоподібної форми із тантапу та оснащений резистивним елементом, установлюють з боку вільного кінця...
Спосіб нанесення зносостійкого покриття
Номер патенту: 43987
Опубліковано: 15.01.2002
Автори: Кошеленко Павло Іванович, Боклан Ігнат Іванович, Левшун Павло Володимирович
МПК: F16L 58/00
Мітки: спосіб, зносостійкого, нанесення, покриття
Формула / Реферат:
Спосіб нанесення зносостійкого покриття, який відрізняється тим, що приварюють окремі дротинки або куски сітки, потім приварюють шар сітки, який покриває всю зношену поверхню деталі, потім наносять композиційний матеріал, який заповнює окремі впадини та канавки, після чого наносять зносостійкий композиційний матеріал на всю зношену поверхню деталі, на якій попередньо змонтована металічна сітка.
Деталь дахового покриття

Номер патенту: 468
Опубліковано: 29.12.1999
Автори: Мішакін Віктор Дмитрович, Ткаченко Анатолій Антонович, Збаражський Олег Єфімович
МПК: E04D 1/02
Мітки: покриття, дахового, деталь
Формула / Реферат:
1. Деталь дахового покриття, ідо являє собою хвилясту поверхню і має бокові елементи та поперечний закрій для замкового з'єднання деталей між собою у дахове покриття, яка відрізняється тим, що вона має додатковий поперечний закрій, який виконаний з другого торцю деталі, причому основний та додатковий поперечні закрої виконані Г-подібними і мають напрямок у протилежні боки для замкового з'єднання деталей між собою, а хвиляста поверхня деталі...
Попередній патент: Деталь із суперсплаву з системою захисного покриття і спосіб його нанесення
Наступний патент: Спосіб запобігання раку молочної залози (варіанти)
Випадковий патент: Басейн для витримки відпрацьованого ядерного палива