Спосіб очищення поверхонь трубопроводу та пристрій для його здійснення
Номер патенту: 48734
Опубліковано: 15.08.2002
Формула / Реферат
1. Спосіб очищення поверхонь трубопроводу, при якому трубопровід обертають на роликовій опорі і з одного краю трубопроводу в його внутрішню порожнину подають абразивний очисний матеріал, який відрізняється тим, що одночасно здійснюють очищення зовнішньої поверхні трубопроводу за допомогою обертових металевих щіток, що мають можливість незалежної швидкості обертання і незалежного переміщення щодо подовжньої осі трубопроводу, а також трубопровід може розташовуватися похило в процесі обертання для самостійного переміщення абразиву вздовж внутрішньої поверхні трубопроводу в напрямку від краю, у який подають абразив, при цьому як абразивний очисний матеріал використовують будь-який сипкий матеріал із будь-якими розмірами його гранул, а швидкість обертання трубопроводу регулюють у залежності від природи використовуваного абразивного очисного матеріалу.
2. Спосіб очищення поверхонь трубопроводу за п. 1, який відрізняється тим, що для очищення внутрішньої поверхні використовується однокомпонентний абразивний очисний матеріал або суміш абразивних очисних матеріалів, що подаються у внутрішню порожнину труби одночасно або послідовно покомпонентно.
3. Спосіб очищення поверхонь трубопроводу за пп. 1, 2, який відрізняється тим, що очищення внутрішньої поверхні трубопроводу ведуть сухим абразивним очисним матеріалом або з додаванням води, розчинників або емульсій.
4. Пристрій для очищення поверхонь трубопроводу, що містить роликову опору, механізм обертання труби навколо своєї осі, бункер для подачі всередину труби абразивного очисного матеріалу і піддон для його збору, який відрізняється тим, що додатково оснащений зовнішніми радіальними металевими щітками з незалежним електроприводом їх обертання і встановленими на каретці з можливістю подовжнього переміщення вздовж труби, а також роликова опора має можливість відхилятися від горизонтального положення, а механізм обертання труби має можливість плавного регулювання своєї швидкості обертання.
Текст
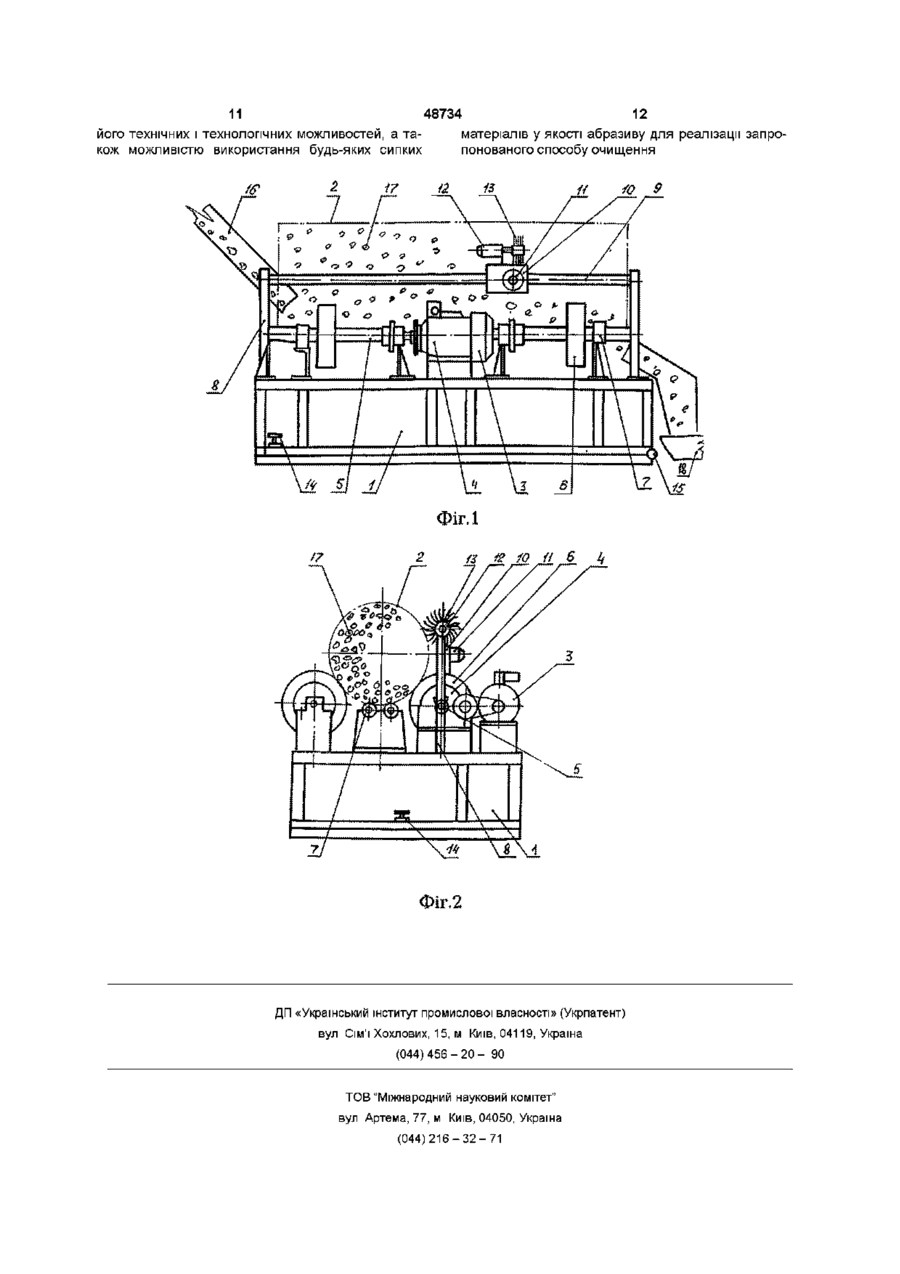
1 Спосіб очищення поверхонь трубопроводу, при якому трубопровід обертають на роликовій опорі і з одного краю трубопроводу в його внутрішню порожнину подають абразивний очисний матеріал, який відрізняється тим, що одночасно здійснюють очищення зовнішньої поверхні трубопроводу за допомогою обертових металевих щіток, що мають можливість незалежної швидкості обертання і незалежного переміщення щодо подовжньої осі трубопроводу, а також трубопровід може розташовуватися похило в процесі обертання для самостійного переміщення абразиву вздовж внутрішньої поверхні трубопроводу в напрямку від краю, у який подають абразив, при цьому як абразивний очисний матеріал використовують будь-який сипкий матеріал із будь-якими розмірами його гранул, а швидкість обертання трубопроводу регулюють у залежності від природи використовуваного абразивного очисного матеріа лу 2 Спосіб очищення поверхонь трубопроводу за п 1, який відрізняється тим, що для очищення внутрішньої поверхні використовується однокомпонентний абразивний очисний матеріал або суміш абразивних очисних матеріалів, що подаються у внутрішню порожнину труби одночасно або послідовно покомпонентно 3 Спосіб очищення поверхонь трубопроводу за пп 1,2, який відрізняється тим, що очищення внутрішньої поверхні трубопроводу ведуть сухим абразивним очисним матеріалом або з додаванням води, розчинників або емульсій 4 Пристрій для очищення поверхонь трубопроводу, що містить роликову опору, механізм обертання труби навколо своєї осі, бункер для подачі всередину труби абразивного очисного матеріалу і піддон для його збору, який відрізняється тим, що додатково оснащений ЗОВНІШНІМИ радіальними металевими щітками з незалежним електроприводом їх обертання і встановленими на каретці з можливістю подовжнього переміщення вздовж труби, а також роликова опора має можливість відхилятися від горизонтального положення, а механізм обертання труби має можливість плавного регулювання своєї швидкості обертання СО 00 Винахід відноситься до технологічних процесів і до технічних засобів, що застосовуються для очищення внутрішніх і ЗОВНІШНІХ поверхней трубопроводів від твердих забруднюючих відкладень, окалини й іржі, що утворюються на поверхнях трубопроводів у процесі їх експлуатації, і може бути використаний у комунальному господарстві, в енергетики, у різноманітних галузях промисловості, у сільському господарстві для відновлення пропускної спроможності трубопроводів Відомий спосіб очищення зовнішньої поверхні довгомірного циліндричного виробу від окалини й іржі, що полягає в переміщенні виробу, що очищається, по осі патрубка Порожнина патрубка заповнена шліфзерном із штучних діамантів середньої твердості Між частками абразиву і зовнішньою поверхнею виробу, що очищається, в процесі переміщення останнього, виникають сили тертя, що утягують частки абразиву в конусну ділянку патрубка Тому що кут нахилу утворюючого конуса менш за кут тертя, відбувається заклинювання абразивних зерен і, у міру просування абразиву вздовж осі патрубка, зростають нормальні тиски абразиву на поверхню, що очищається Інакше кажучи, абразивні зерна притискаються до оброблюваної поверхні конусною ділянкою патрубка й очищають її від окалини й іржі Пристрій для реалізації цього способу складається з корпусу, патрубка, абразиву, накопичувача абразиву і піддона для збору абразиву Внутрішня робоча поверхня патрубка складається з конічної ділянки визначеної довжини, кут нахилу утворюю 48734 чоі якої складає від 0,6 до 0,8 коефіцієнта тертя абразиву об робочу поверхню патрубка, і циліндричної ділянки довжиною, яка дорівнюється 12-16 діаметрів циліндричного виробу великої довжини, що підлягає очищенню Пристрій також має ролики, що забезпечують поступове прямування виробу, що очищається, до патрубка з абразивом (див патент України № 11221 з класу В 08 В 9/02, який опубліковано 25 12 96 р у Бюл №4) До недоліків цього способу очищення циліндричних довгомірних виробів варто віднести обмеженість його технологічних можливостей (із ЙОГО допомогою можна очищати тільки ЗОВНІШНІ поверхні виробів, причому тільки невеликого діаметру) і високу вартість абразивного матеріалу, оскільки в якості такого використовуються шліфзерна зі штучних діамантів середньої твердості До недоліків пристрою, за допомогою якого реалізується зазначений спосіб, можна віднести високу швидкість зносу циліндричної ділянки його патрубка, оскільки абразивний матеріал створює не тільки нормальні тиски на поверхню виробу, що оброблюється, але і на стінки циліндричної ділянки патрубка, викликаючи його прискорене стирання Крім того, в пристрої не передбачено очищення абразиву від забруднень, отже, при повторному його використанні без попереднього очищення від домішок, ефективність опрацювання зовнішньої поверхні циліндричного виробу, що оброблюється, буде поступово знижуватися Відомий також спосіб очищення внутрішньої поверхні трубопроводу, що включає операції заповнення трубопроводу водою, генерування пневмовибухів за допомогою пневмопатрону, розташованого у воді, що заповнює трубопровід, і видалення зруйнованих забруднюючих відкладень потоком води При цьому заповнення трубопроводу водою виконують до рівня, що складає 0,3 - 0,8 від висоти прохідного перетину трубопроводу Пневмовибухи викликають у водяному середовищі обурення (ударну хвилю стиску), що впливають на забруднюючі відкладення і руйнують їх Зруйновані забруднюючі відкладення видаляють за межі трубопроводу, періодично створюючи потік води вздовж трубопроводу, або процес очищення проводять при постійному потоку води за умови підтримки заданого рівня води в трубопроводі В міру очищення ділянок трубопроводу пневмопатрон переміщають вздовж трубопроводу за допомогою сполученого з пневмопатроном тросом Пристрій для реалізації описаного способу очищення трубопроводу виконано у вигляді пневмопатрону, що являє собою пустотілий циліндр із конусом у передній частини, а також на циліндричній частині пневмопатроні є радіальні сопла для виходу стислого повітря у водяне середовище трубопроводу, причому діаметр зазначених сопел знаходиться в суворій залежності від рівня води, що заповнює трубопровід Крім того, до складу пристрою входять компресор для одержання стислого повітря, пневмошланг високого тиску, трос для переміщення пневмопатрона усередині труби і обертач труби (див патент України № 9666 з класу В 08 В 9/04, Е 03 F 9/00, який опубліковано ЗО 09 96 р у Бюл № 3) Недоліком відомого способу є те, що для його реалізації потрібні високі енергетичні витрати енергія для одержання стислого повітря, енергія для заповнення водою трубопроводу, енергія для роботи пневмоприводу Крім того, реалізація цього способу потребує великої витрати води, а також для очищення окремих труб необхідно на їхніх торцях установлювати заглушки з надійним кріпленням для утримання води в трубі на заданому рівні Кріплення заглушок повинно забезпечувати їхню роботу в періоди пневмовибухів, при цьому їх періодично необхідно знімати для видалення забруднюючих відкладень із трубопроводу проточною водою Все це в цілому робить відомий спосіб багатовитратним і складним у реалізації Недоліком пристрою, що забезпечує реалізацію відомого засобу, є те, що діаметри радіальних сопел у пневмопатроні знаходяться в суворій залежності від рівня води в трубопроводі, що, усвою чергу, залежить від діаметра трубопроводу Отже для очищення трубопроводів різних діаметрів необхідно використовувати різні пневмопатрони, що економічно не виправдано, оскільки номенклатура діаметрів трубопроводів достатньо велика Найбільш близьким за своєю сутністю і ефекту, що досягається, і приймаємим за прототип, є спосіб очищення внутрішньої поверхні трубопроводу, при якому трубопровід обертають на роликовій горизонтальній опорі і з одного краю трубопроводу в його внутрішню порожнину подають абразивний очисний матеріал одночасно зі стислим повітрям, при цьому стисле повітря розганяє абразивний очисний матеріал до високих швидкостей, який б'ється об внутрішню поверхню трубопроводу, відбиває прошарки іржі, окалини й інших забруднюючих відкладень, очищаючи її до металевого блиску Пристрій для реалізації згаданого вище способу очищення трубопроводу, що прийнятий за прототип, містить механізм обертання труби навколо своєї осі, бункер для абразивного очисного матеріалу і його збору в процесі очищення і встановлений із можливістю подовжнього переміщення усередині труби вздовж и осі струминний очисний орган, який з'єднаний із системою подачі стислого повітря, сопла якого призначені для подачі абразивного матеріалу з бункеру в зону очищення Пристрій додатково містить встановлену усередині бункера СПІВВІСНО з ним жорстку обечайку, що відбиває, нижній торець якої розташований нижче верхнього зрізу бункеру, пружні пластини, що захищають, закріплені на верхньому торці обечайки, і закріплені до днища бункера опорні ролики для контактування з поверхнею труби, що очищається, при цьому сопла очисного органу розміщені усередині обечайки і спрямовані вертикально вниз Стисле повітря, проходячи по очисному органу, захоплює абразивний матеріал і спрямовує його на поверхню труби, що очищається Абразивний матеріал, б'ючись об поверхню, що очищається, відбиває від и прошарки іржі й окалини, ІНШІ забруднюючі відкладення, очищаючи оброблювану поверхню до металевого блиску (див патент України № 18450 з класу В 08 В 9/04, В 24 С 3/00, який опубліковано 25 12 97 р у Бюл №6) Основним недоліком відомого способу очищення поверхні трубопроводу є його висока енер 48734 гоємність, яка обумовлена необхідністю застосування одночасно декількох джерел енергії Так, для обертання труби, що оброблюється, необхідно мати електропривод Для подачі очисного абразиву в зону опрацювання поверхні труби необхідне мати стисле повітря Для видалення пилової фракції і зруйнованого абразиву, що з'являється внаслідок ударних навантажень на абразив, необхідна аспираційна система, що відсмоктує, і підключається до торця труби, що оброблюється Усі перераховані джерела енергії різноманітні за своєю природою і потребують різноманітного обладнання для їхнього використання (електродвигун - для обертання труби, компресор - для одержання стиснутого повітря, вакуум-насос - для відсмоктування осколків і пилюки з труби) Другим недоліком відомого способу очищення трубопроводу є обмеженість його технологічних можливостей По-перше, із його допомогою можна робити очищення тільки внутрішньої поверхні трубопроводу, а по-друге, із його допомогою можна здійснювати очищення тільки обмеженого діапазону діаметрів трубопроводів, тому що пристрій, що очищає, розташовано усередині труби Отже, мінімальний діаметр трубопроводу, що можна очистити цим способом визначається габаритними розмірами пристрою, що очищає Третім недоліком відомого способу очищення трубопроводу є низька надійність і якість очищення внутрішньої поверхні трубопроводу Цей недолік пояснюється таким Усередині труби пристрій спирається на її поверхню за допомогою опорних роликів, які, за сутністю, визначають відстань між соплами й оброблюваною поверхнею Ця відстань повинна бути постійною протягом усього процесу очищення поверхні труби, оскільки від неї залежить швидкість розгону очисного абразивного матеріалу, що вилітає із сопла Оскільки у початковий момент, після запровадження пристрою в трубу, и поверхня ще не очищена, то вона має нерівності Саме на таку поверхню і спираються ролики, що підтримують пристрій При обертанні труби, через зазначені нерівності внутрішньої неочищеної поверхні труби, пристрій буде непередбачене коливатися у вертикальному напрямку, отже, буде змінюватися і відстань, необхідна для розгону очисного абразивного матеріалу Тому що швидкість прямування буде в цьому випадку нерівномірною, то й ударні навантаження абразиву на поверхню, що оброблюється, також будуть різноманітними Отже, якість опрацювання внутрішньої поверхні трубопроводу буде неоднаковою Крім того, при обертанні труби, що оброблюється, під опорні ролики будуть потрапляти гранули абразиву, що, у свою чергу, призводить до коливань пристрою, що також викликає нерівномірність очищення поверхні При значній КІЛЬКОСТІ абразиву, що поступово накопичується в нижній частині труби, може відбутися заклинювання пристрою в трубі через скорочення відстані між соплами і поверхнею труби Четвертим недоліком відомого способу очищення трубопроводу є його обмеженість із погляду застосовуваного абразиву Використовуваний при цьому способі абразив повинний бути калібрований по розмірах Розміри гранул абразиву не по винні перевищувати розміри сопел, тому що в протилежному випадку гранула перекриє вхід у сопло і процес очищення внутрішньої поверхні трубопроводу не зможе здійснюватися взагалі Основним недоліком відомого пристрою для очищення трубопроводу є складність його конструкції, яка обумовлена наявністю системи подачі стислого повітря, системи відсмоктування ВІДХОДІВ абразивного матеріалу і системи електропостачання Наявність цих систем робить пристрій громіздким, знижується безвідмовність його роботи і значно підвищує його вартість Другим недоліком відомого пристрою для очищення трубопроводу є обмеженість його функціональних можливостей Через особливості конструкції, таких як наявність тільки внутрішнього органу, що очищає, він не має можливості здійснювати очищення зовнішньої поверхні трубопроводу Отже, для зовнішнього очищення необхідно використовувати додаткове обладнання Третім недоліком відомого пристрою для очищення трубопроводу є обмеженість його терміна служби, що обумовлено підвищеним зносом пристрою внаслідок абразивного стирання сопел абразивним матеріалом, що переміщається з високою швидкістю В міру зносу сопел їхній діаметр буде збільшуватися, отже, тиск стислого повітря буде знижуватися й ударні навантаження абразиву на поверхню, що оброблюється, будуть змінюватися, порушуючи стабільність технологічного процесу очищення трубопроводу У основу винаходу поставлено задачу зниження енергоємності очищення поверхнею трубопроводу з одночасним спрощенням конструкції пристрою та розширення його технічних можливостей шляхом здійснення очищення одночасно ЗОВНІШНІЙ та внутрішній поверхнею трубопроводу різними за своєю природою і розмірами гранул абразивом за рахунок самостійного переміщення абразиву вздовж труби по нахиленій и поверхні и регулювання часом і силою впливу абразиву на трубу у залежності від ступеню та характеру ее забруднення, а також наділення пристрою додатковим органам, що очищає, із незалежним приводом, що впливає на зовнішню поверхню труби Рішення поставленої задачи досягається тим, що у способі очищення поверней трубопроводу, при якому трубопровод обертають на горизонтальній роликової опорі і з одного краю трубопроводу в його внутрішню порожнину подають абразивний очисний матеріал, одночасно здійснюють очищення зовнішньої поверхні трубопроводу за допомогою обертових металевих щіток, які мають можливість незалежної швидкості обертання і незалежного переміщення щодо подовжньої осі трубопроводу, а також трубопровід може розташовуватися похило в процесі обертання для самостійного переміщення абразиву вздовж внутрішньої поверхні трубопроводу в напрямку від краю, у який подають абразив, при цьому, абразивний очисний матеріал використовують будь-який сипкий матеріал із будь-якими розмірами його гранул, а швидкість обертання трубопроводу регулюють у залежності від природи використованого абразивного очисного матеріалу Пристрій для реалізації запропонованого способу очищення 48734 поверхнею трубопроводу, що містить роликову опору, механізм обертання труби навколо своєї осі, бункер для подачі в усередину труби абразивного очисного матеріалу і піддон для його збору, додатково наділений ЗОВНІШНІМИ радіальними металевими щітками з незалежним електроприводом їх обертання і встановленими на каретці з можливістю подовжнього переміщення вздовж труби, а також роликова опора має можливість відхилятися від горизонтального стану, а механізм обертання труби має можливість плавного регулювання своєї швидкості обертання Завдяки тому, що усередині оброблюваної труби відсутні будь-які елементи очисного пристрою, за винятком абразивного матеріалу, діапазон труб, що оброблюються, необмежений, а використання в якості абразиву будь-якого сипкого матеріалу в сполученні з регулюванням швидкості обертання труби дозволяє очищати труби в будьякому режимі і від будь-яких видів забруднень Наявність обертових металевих щіток дозволяє вести очищення зовнішньої поверхні трубопроводу одночасно з очищенням його внутрішньої поверхні Нахил роликової опори дозволяє переміщати абразивний очисний матеріал усередині труби без додаткових енерговитрат Змінюючи кут нахилу труби щодо горизонтальної поверхні можна регулювати час опрацювання її внутрішньої поверхні Запропонований спосіб очищення поверхней трубопроводу й пристрій для його здійснення дозволяють у сукупності спростити технологію і знизити вартість очищення трубопроводу, забезпечуючи не тільки необхідну якість, але і зміцнення трубопроводу за рахунок наклепу, що утворюється внаслідок ударного впливу абразивного очисного матеріалу на поверхню труби, що оброблюється Сутність винаходу пояснюється ілюстративним матеріалом, на якому зображено таке фіг 1 пристрій для очищення трубопроводу, вигляд збоку, фіг 2 - пристрій для очищення трубопроводу, вигляд із торця Пристрій для очищення поверхней трубопроводу містить роликову опору 1, на якої змонтовано механізм обертання труби 2, що складається з електродвигуна 3 із редуктором 4, на вихідному валі 5 якого закріплені приводні ролики 6 Приводні ролики 6 забезпечують обертання труби 2, що оброблюється, яка спирається на вільно обертові ролики 7, які закріплені на роликовій опорі 1 На роликовій опорі 1 додатково встановлені вертикальні стійки 8, що пов'язані між собою горизонтальною балкою 9 На балці 9 установлена каретка 10, що може переміщатися вздовж балки за допомогою електродвигуна 11 На каретці 10 закріплено ще один електродвигун 12, на валі якого закріплені радіальні металеві щітки 13 Електродвигун 12 забезпечує обертання металевих радіальних щіток 13, а каретка 10 з електроприводом 11 забезпечує переміщення радіальних металевих щіток 13 вздовж труби 2, що оброблюється Роликова опора 1 має можливість відхилятися від горизонтального стану Для цього в її конструкції є механізм підйому 14 одного краю опори 1, який може бути виконаний у вигляді гвинтовий пари або пневмоабо пдроцилиндру Розгортання роликової опори 1 відбувається щодо шарніра 15 3 боку механізму 8 підйому 14 пристрій наділено бункером 16 для подачі в усередину труби абразивного матеріалу 17, що очищає, а з боку шарніра 15 пристрій наділено піддоном 18 для збору відпрацьованого абразивного очисного матеріалу 17 і забруднень Піддон 18 може бути наділений ситом будь-якої відомої конструкції для відділення від абразивного очисного матеріалу 17 забруднень У якості абразивного очисного матеріалу 17 може бути використаний будь-який сипкий матеріал, який у кожному конкретному випадку забруднень (іржа, окалина, жирові відкладення, сольові осадки, шумовиння т д) виявиться найбільше ефективним При цьому немає необхідності в калібруванні по розмірах гранул абразивного очисного матеріалу 17, оскільки вони не обмежені в переміщенні якимись конструктивними елементами пристрою, як це має місце в пристрої, що прийнятий за прототип (у прототипі гранули абразиву проходять через сопла, що мають визначений діаметр) У якості абразивного очисного матеріалу 17 для очищення внутрішньої поверхні труби 2, у залежності від характеру і ступеня забруднення, можуть бути використані щебінь, гранітний щебінь, бите скло, стружка металева, металеві відходи аркушеві, дротикові, будь-які ІНШІ металеві предмети, дріб чавунна і сталева й ІНШІ СИПКІ І грудкові матеріали, придатні для використання в якості абразиву Зрозуміло, абразивний матеріал, що очищає, 17 може бути однокомпонентним або складатися із суміші різноманітних абразивних матеріалів У процесі очищення внутрішньої поверхні труби 2 можуть подаватися послідовно різноманітні абразивні очисні матеріали 17 Наприклад, для грубого попереднього очищення спочатку подається в усередину труби металеві обрізки, потім - для тонкого очищення поверхні труби 2 до металевого блиску - подається дрібний гравій Зовнішня поверхня труби 2 обчищається одночасно з очищенням її внутрішньою поверхнею завдяки наявності обертових металевих радіальних щіток 13, що можуть переміщатися вздовж труби 2 із швидкістю, необхідної і достатньої для повного очищення поверхні від забруднень Спосіб очищення поверхней трубопроводу полягає в такому Трубу 2, що потребує очищення, встановлюють на роликову опору 1, спираючи її на ролики 6 і 7 Бункер 16 заповнюють абразивним очисним матеріалом 17, що частково висипається в усередину труби 2 Далі один край роликової опори 1 піднімають нагору на кут 1 - 5° за допомогою механізму підйому 14 і потім включають електропривод 3 роликової опори 1 При цьому труба 2, що оброблюється, починає обертатися Завдяки нахилу роликової опори 1, абразивний очисний матеріал 17 починає поступально переміщатися в усередину труби 2 під дією гравітації Якщо забруднення незначно або легко віддаляться, то роликову опору 1 залишають у похилому стані У цьому випадку абразивний очисний матеріал 17 буде постійно переміщатися вздовж труби 2 до протилежного и краю й автоматично зсипатися в піддон 18 Якщо ж забруднення внутрішньої поверхні труби 2 значні і віддаляться важко, то після заповнення труби 2 абразивним очисним матеріалом 17, роликову опору 1 повертають за допомогою меха 48734 нізму підйому 14 у істотний горизонтальний стан і ведуть очищення поверхні до повного її очищення, а потім знову відхиляють роликову опору 1 від горизонтального стану для видалення з труби 2 абразивного очисного матеріалу 17 і забруднень У процесі обертання труби абразивний очисний матеріал 17 із донної частини поверхні труби 2 переміщається нагору в напрямку обертання труби 2 і падає вниз, створюючи ударне навантаження на поверхню, що оброблюється Крім того, частина абразивного очисного матеріалу 17 сковзає по внутрішній поверхні труби 2, "обдираючи" забруднення У цьому випадку абразивний очисний матеріал 17 забезпечує очищення внутрішньої поверхні труби двома засобами відбиванням забруднень падаючими гранулами і здирання забруднень ковзними гранулами Крім того, гранули, що падають, за рахунок ударногонавантаження, забезпечують наклеп поверхні труби 2, що підвищує и МІЦНІСТНІ характеристики Одночасно з очищенням внутрішньої поверхні труби 2 абразивним очисним матеріалом 17 здійснюють очищення і зовнішньої и поверхні за допомогою металевих радіальних щіток 13 Для цього попередньо каретку 10 переміщають до одного краю труби 2 (не має значення до якого) і включають електропривод 12 При цьому металеві радіальні щітки 13 починають обертатися й очищати зовнішню поверхню труби 2 Одночасно з обертанням металевих радіальних щіток 13 включають електропривод 11, що забезпечує переміщення каретки 10 вздовж труби 2, що оброблюється Швидкість переміщення каретки 10 залежить від часу опрацювання зовнішньої поверхні труби 2 Якщо забруднення незначні і легко віддаляться, швидкість переміщення каретки 10 збільшують Якщо ж забруднень багато і вони важко віддаляться, швидкість подовжнього переміщення каретки 10 знижують Зрозуміло, замість металевих радіальних щіток 13 може бути застосований і будьякий інший очисний інструмент, наприклад, шліфувальне абразивне коло або встановлений різець для обдирання окалини й іржа У залежності від використовуваного абразивного очисного матеріалу 17, опрацювання внутрішньої поверхні труби 2 ведуть від 5 до 15 хвилин, при заповненні внутрішньої порожнини труби матеріалом 17 від 0,1 до 0,5 її внутрішнього об'єму При цьому швидкість обертання труби 2 складає 10 - 70об/хв Розуміло, що очищення внутрішньої поверхні труби може вестися як "сухим", так і "мокрим" засобом із додаванням води, розчинників або емульсій, що розширює технологічні можливості і швидкість очищення внутрішньої поверхні труби 2 Суттєва ВІДМІННІСТЬ об'єкта винаходу, що заявляється, від раніше відомих полягає в тому, що в запропонованому способі очищення трубопроводу здійснюють очищення одночасно зовнішньої і внутрішньої його поверхонь будь-яким за природою і розмірам абразивним очисним матеріалом, що самостійно переміщається вздовж труби завдяки її відхиленню від горизонтальної площини, при цьому в трубі відсутні які-небудь елементи очисного пристрою, який, у свою чергу, наділений ЗОВНІШНІМИ радіальними металевими щітками з 10 незалежним електроприводом, а роликова опора виконана з можливістю зміни висоти одного її краї Зазначені ВІДМІННОСТІ В сукупності дозволяють за один цикл опрацювання цілком очистити від забруднень і відновити цілком трубопровід, збільшити його МІЦНІСТНІ характеристики, при цьому використовуючи тільки один вид енергії -електрострум, і одночасно спростити конструкцію пристрою Крім того, відсутність усередині труби яких-небудь елементів пристрою, дозволяє опрацьовувати труби будь-яких діаметрів Жодний із відомих способів не може мати відзначені властивості, оскільки або дозволяють очищати тільки одну поверхню труби зовнішню (див патент України № 11221) або внутрішню (див патент України № 9666), або для цієї ЦІЛІ використовується декілька джерел енергії (див патент України № 2148), або строго калібрований спеціальний очисний абразивний матеріал (див патент України № 18450), що, у цілому не дозволяє вирішити задачу повного очищення трубопроводу від забруднень простим недорогим способом із використанням простого для цього устаткування До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести таке - можливість очищення одночасно на одному робочому МІСЦІ зовнішньої і внутрішньої поверхней трубопроводу за рахунок того, що пристрій оснащений ЗОВНІШНІМИ обертовими металевими радіальними щітками з незалежним електроприводом, що має можливість переміщатися вздовж труби, що оброблюється, зниження енергоємності очищення трубопроводу за рахунок того, що для подачі в трубу і наступне видалення з и абразивного очисного матеріалу не потрібно додаткових джерел енергії, - можливість здійснення очищення трубопроводів будь-якого діаметра за рахунок того, що в трубі відсутні які-небудь елементи очисного пристрою, - використання для очищення будь-яких абразивних матеріалів як по розмірах його гранул, так і за своєю природою за рахунок того, що немає необхідності в його примусової подачі, - спрощення конструкції пристрою за рахунок того, що в ньому відсутні вузли і приводи, що використовують різноманітні види енергії, - розширення технічних можливостей пристрою за рахунок того, що воно наділено вузлами для одночасного очищення зовнішньої поверхні трубопроводу з його внутрішньою поверхнею і наділено механізмом нахилу роликової опори, - ефективність очищення трубопроводу і підвищення його МІЦНІСТНИХ характеристик за рахунок добору в кожному конкретному випадку свого виду абразивного очисного матеріалу і діапазону швидкостей обертання трубопроводу на роликовій опоРі Економічний ефект від впровадження винаходу одержують за рахунок підвищення якості очищення трубопроводу, зниження вартості очищення і за рахунок зменшення площі, необхідної для розміщення й експлуатації очисного обладнання Все це є слідством спрощення конструкції пристрою для очищення трубопроводу, розширення 11 48734 12 його технічних і технологічних можливостей, а таматеріалів у якості абразиву для реалізації запрокож можливістю використання будь-яких сипких понованого способу очищення 2 Я Ж J0 Н_Є Фіг.2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pipeline surface cleaning and device for its implementation
Автори англійськоюAronov Hryhorii Semenovych
Назва патенту російськоюСпособ очищения поверхностей трубопровода и устройство для его осуществления
Автори російськоюАронов Григорий Семенович
МПК / Мітки
МПК: B08B 9/04
Мітки: поверхонь, здійснення, очищення, спосіб, пристрій, трубопроводу
Код посилання
<a href="https://ua.patents.su/6-48734-sposib-ochishhennya-poverkhon-truboprovodu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення поверхонь трубопроводу та пристрій для його здійснення</a>
Спосіб очищення внутрішньої поверхні трубопроводу і пристрій для його здійснення
Номер патенту: 45208
Опубліковано: 15.03.2002
Автори: Гончаров Сергій Степанович, Євдокімов Володимир Олександрович
МПК: B08B 9/04
Мітки: трубопроводу, очищення, здійснення, поверхні, внутрішньої, пристрій, спосіб
Формула / Реферат:
1. Спосіб очищення внутрішньої поверхні трубопроводу, що полягає у впливі на відкладення ударними хвилями пневмовибуху, що чергуються з механічним впливом на них джерела ударних хвиль, який відрізняється тим, що механічний вплив джерела ударних хвиль чергується з поперемінним впливом на відкладення ударної хвилі пневмовибуху й ударної гідравлічної хвилі.2. Пристрій для очищення внутрішньої поверхні трубопроводу, що містить порожній...
Спосіб для очищення поверхонь від різного роду відкладень та пристрій для його здійснення
Номер патенту: 44783
Опубліковано: 15.03.2002
Автори: Гордієнко В'ячеслав Михайлович, Матвієнко Олег Володимирович, Борткевич Сергій Павлович, Іванов Володимир Костянтинович
МПК: B08B 7/02
Мітки: відкладень, очищення, спосіб, здійснення, пристрій, поверхонь, роду, різного
Формула / Реферат:
1. Спосіб очищення поверхонь від різного роду відкладень, який полягає в тому, що очищувану поверхню, піддають дії локальної пружної деформації, яку збуджують в очищуваній поверхні поодинокими механічними імпульсами з амплітудою коливань, яка не перевищує значення, при якому механічні напруження в очищуваній поверхні досягають межі утомлюваності або межі циклічної міцності, а імпульси формують з пологим переднім фронтом і крутим заднім...
Спосіб очищення внутрішньої поверхні трубопроводу і пристрій для його здійснення
Номер патенту: 20615
Опубліковано: 15.03.2002
Автори: Гончаров Сергій Степанович, Козлов Андрій Олександрович
МПК: B08B 9/04
Мітки: здійснення, поверхні, трубопроводу, внутрішньої, пристрій, очищення, спосіб
Формула / Реферат:
1. Способ очистки внутренней поверхности трубопровода, заключающийся в воздействии на отложения в трубопроводе ударными волнами пневмовзрыва со сверхзвуковой скоростью, отличающийся тем, что воздействие ударной волны пневмовзрыва на отложения чередуют с механическим воздействием на них источника ударных волн.2. Устройство для очистки внутренней поверхности трубопровода, содержащее полый корпус, установленный в нем дифференциальный...
Спосіб переміщення електродної системи усередині трубопроводу і пристрій для його здійснення
Номер патенту: 45028
Опубліковано: 15.03.2002
Автори: Горошко Ігор Петрович, Мнухін Анатолій Григорович, Чередніченко Вікторія Вікторівна, Ємельяненко Володимир Іванович, Мнухін Владислав Анатольович, Насонов Сергій Володимирович
МПК: B08B 9/02
Мітки: пристрій, трубопроводу, здійснення, електродної, спосіб, системі, усередині, переміщення
Формула / Реферат:
1. Спосіб переміщення електродної системи усередині трубопроводу, який полягає в подачі еластичного виробу від входу трубопроводу до виходу і наступної намотки його на шків, який відрізняється тим, що як еластичний виріб використовують ліску, до кінця якої після її виходу з трубопроводу закріплюють капроновий лінь і затягують його в трубопровід, потім до вільного кінця ліня на виході з трубопроводу приєднують петлю капронового тросу і теж...
Спосіб покриття внутрішньої поверхні трубопроводу та пристрій для його здійснення
Номер патенту: 34173
Опубліковано: 15.02.2001
Автори: Гарник Володимир Кирилович, Зайцев Леонід Павлович
МПК: F16L 55/18
Мітки: покриття, здійснення, трубопроводу, пристрій, спосіб, поверхні, внутрішньої
Текст:
...для пропускання крізь нього рукава з пригальмовуванням, а з другої патрубок. Це дозволяє отримати якісне покриття безпосередньо з кінця трубопроводу. Камера і заглушка мають зіркоподібні співвісно розташовані наскрізні прорізи, армовані ущільнювачами, які забезпечують пропускання рукава, складеного зіркоподібно в поперечному перерізі. Таким чином, таке положення рукава забезпечує можливість покриття клеєм всієї його зовнішньої поверхні з...
Попередній патент: Слабоалкогольний коктейль
Наступний патент: Безтрансформаторне джерело електроживлення
Випадковий патент: Контактний спосіб лікування серцевого болю за методикою м.і.шпортюк