Спосіб збирання робочої кліті прокатного стана
Номер патенту: 49096
Опубліковано: 12.04.2010
Автори: Білобров Юрій Миколайович, Гордієнко Олександр Володимирович, Коваленко Віталій Іванович, Тіунов Володимир Миколайович, Невський Олександр Олександрович, Украінченко Євген Михайлович
Формула / Реферат
Спосіб збирання робочої кліті прокатного стана, який передбачає послідовну установку її складових одиниць: плитовин, станин, натискних та врівноважуючих пристроїв, механізмів перевалки валків, робочих і опорних валків та інших складальних вузлів і деталей, а також розведення трубопроводів мастильних і гідравлічних систем та електророзводку, який відрізняється тим, що попередньо розпочинають збирання складових одиниць в укрупнені блоки, виконують по них розведення трубопроводів мастильних і гідравлічних систем та електророзводку, а потім проводять остаточне збирання кліті з укрупнених блоків із наступним з'єднанням вищевказаних трубопроводів між собою.
Текст
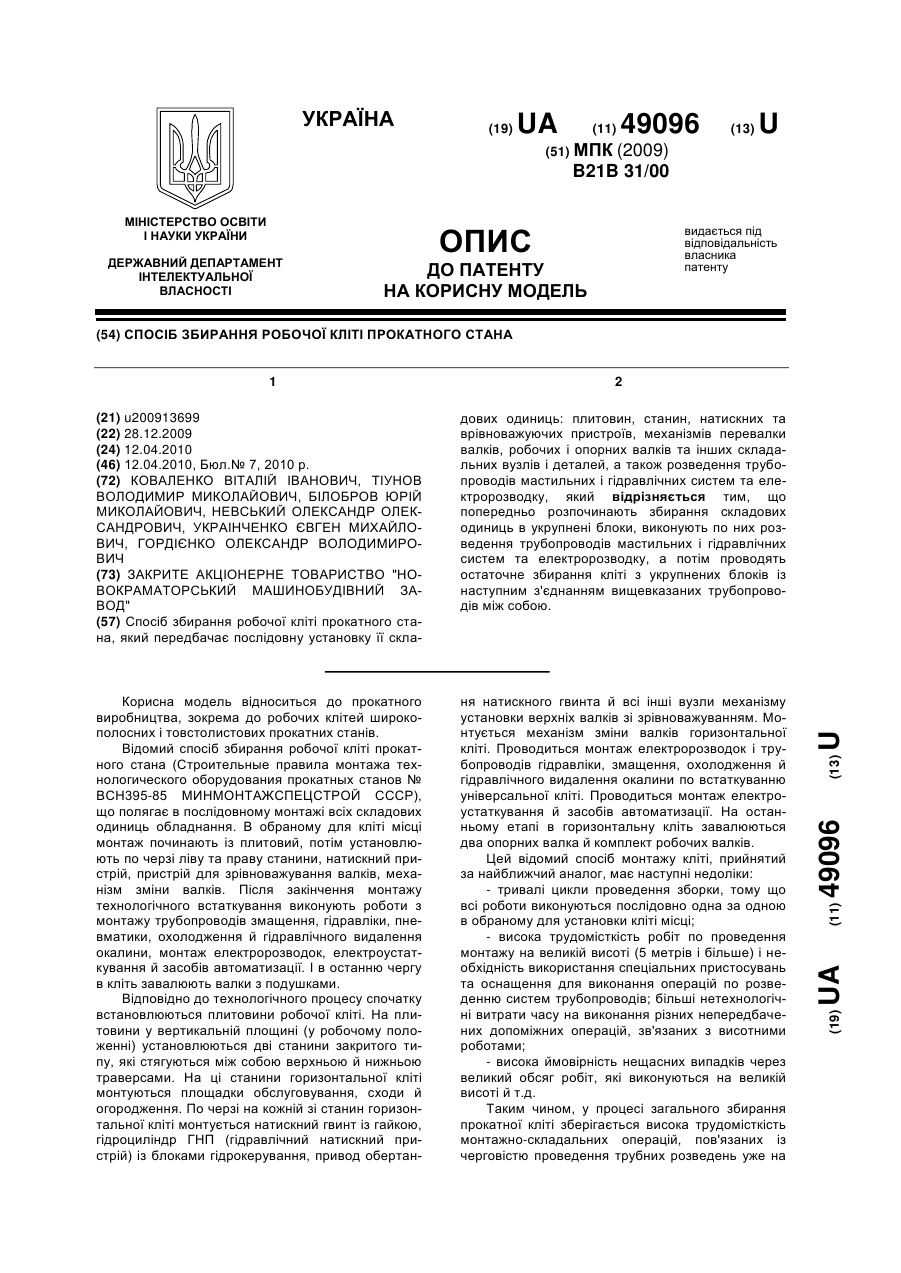
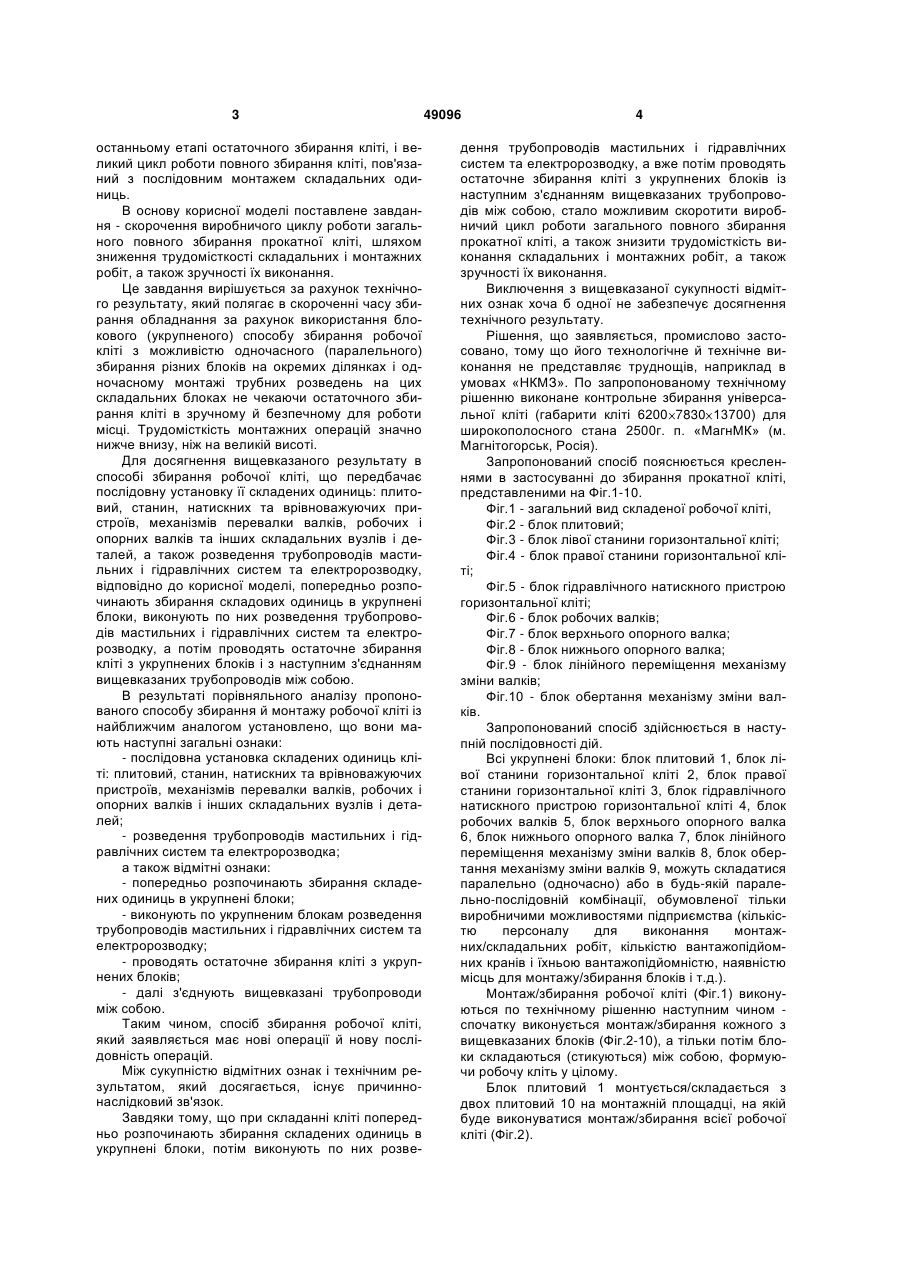
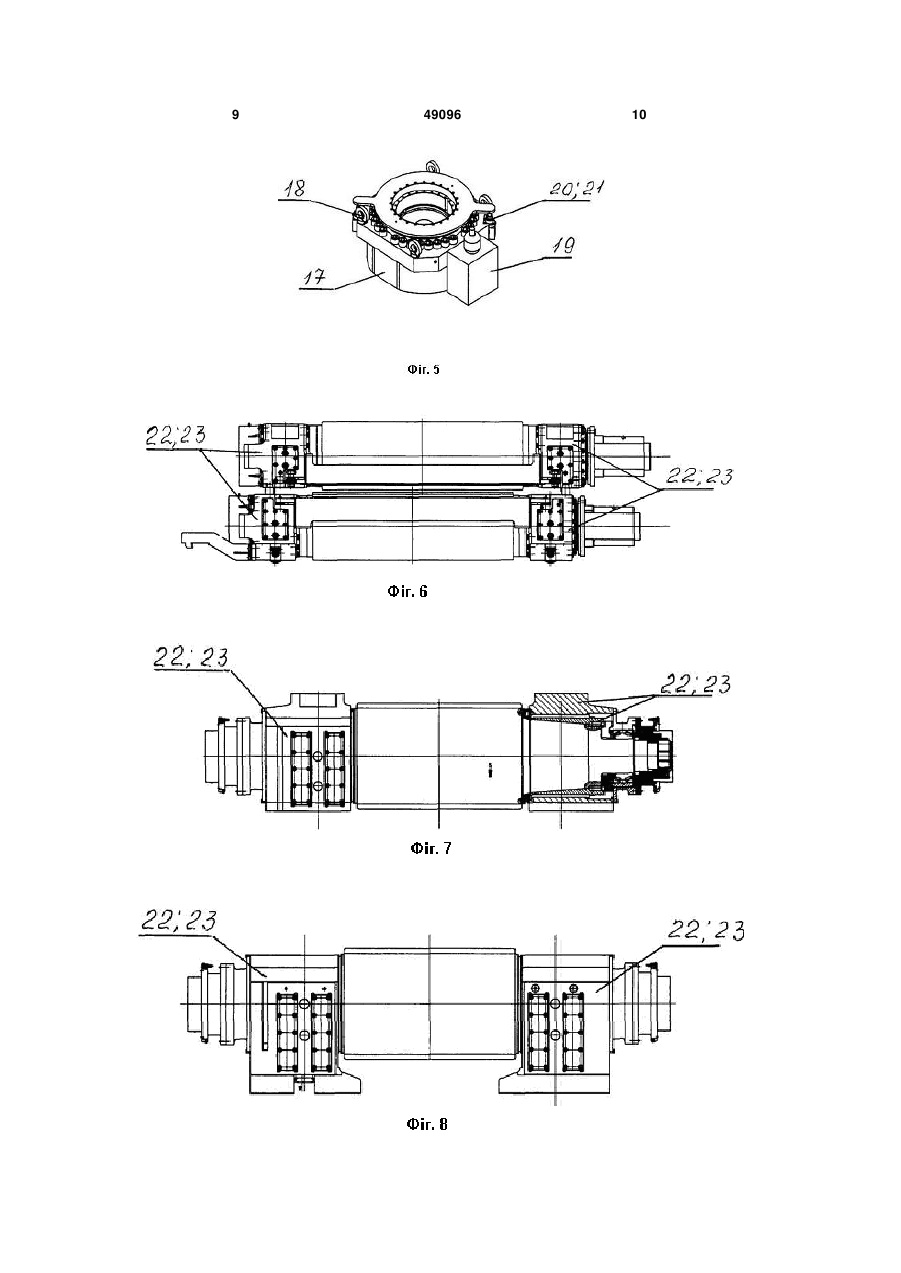
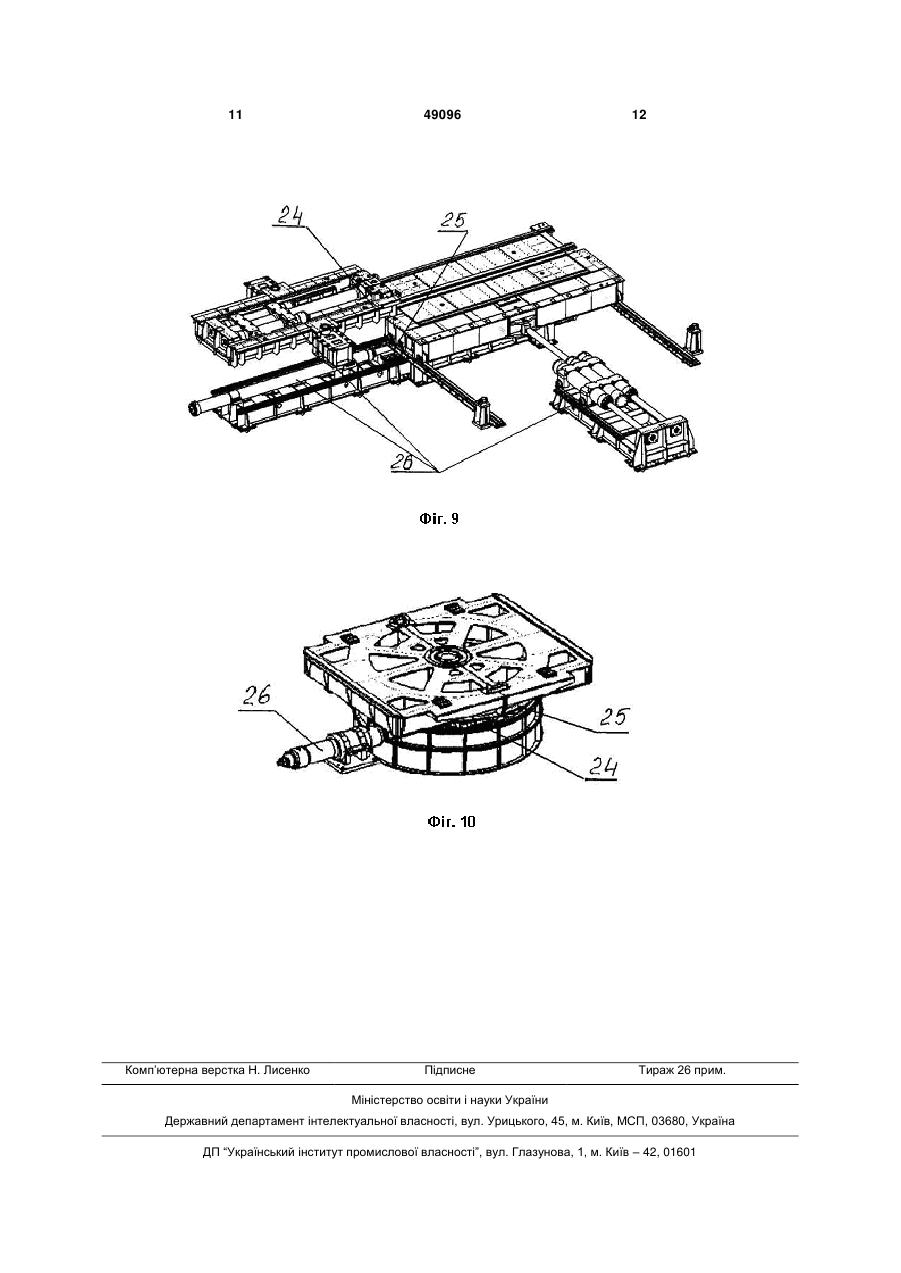
Спосіб збирання робочої кліті прокатного стана, який передбачає послідовну установку її скла 3 останньому етапі остаточного збирання кліті, і великий цикл роботи повного збирання кліті, пов'язаний з послідовним монтажем складальних одиниць. В основу корисної моделі поставлене завдання - скорочення виробничого циклу роботи загального повного збирання прокатної кліті, шляхом зниження трудомісткості складальних і монтажних робіт, а також зручності їх виконання. Це завдання вирішується за рахунок технічного результату, який полягає в скороченні часу збирання обладнання за рахунок використання блокового (укрупненого) способу збирання робочої кліті з можливістю одночасного (паралельного) збирання різних блоків на окремих ділянках і одночасному монтажі трубних розведень на цих складальних блоках не чекаючи остаточного збирання кліті в зручному й безпечному для роботи місці. Трудомісткість монтажних операцій значно нижче внизу, ніж на великій висоті. Для досягнення вищевказаного результату в способі збирання робочої кліті, що передбачає послідовну установку її складених одиниць: плитовий, станин, натискних та врівноважуючих пристроїв, механізмів перевалки валків, робочих і опорних валків та інших складальних вузлів і деталей, а також розведення трубопроводів мастильних і гідравлічних систем та електророзводку, відповідно до корисної моделі, попередньо розпочинають збирання складових одиниць в укрупнені блоки, виконують по них розведення трубопроводів мастильних і гідравлічних систем та електророзводку, а потім проводять остаточне збирання кліті з укрупнених блоків і з наступним з'єднанням вищевказаних трубопроводів між собою. В результаті порівняльного аналізу пропонованого способу збирання й монтажу робочої кліті із найближчим аналогом установлено, що вони мають наступні загальні ознаки: - послідовна установка складених одиниць кліті: плитовий, станин, натискних та врівноважуючих пристроїв, механізмів перевалки валків, робочих і опорних валків і інших складальних вузлів і деталей; - розведення трубопроводів мастильних і гідравлічних систем та електророзводка; а також відмітні ознаки: - попередньо розпочинають збирання складених одиниць в укрупнені блоки; - виконують по укрупненим блокам розведення трубопроводів мастильних і гідравлічних систем та електророзводку; - проводять остаточне збирання кліті з укрупнених блоків; - далі з'єднують вищевказані трубопроводи між собою. Таким чином, спосіб збирання робочої кліті, який заявляється має нові операції й нову послідовність операцій. Між сукупністю відмітних ознак і технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що при складанні кліті попередньо розпочинають збирання складених одиниць в укрупнені блоки, потім виконують по них розве 49096 4 дення трубопроводів мастильних і гідравлічних систем та електророзводку, а вже потім проводять остаточне збирання кліті з укрупнених блоків із наступним з'єднанням вищевказаних трубопроводів між собою, стало можливим скоротити виробничий цикл роботи загального повного збирання прокатної кліті, а також знизити трудомісткість виконання складальних і монтажних робіт, а також зручності їх виконання. Виключення з вищевказаної сукупності відмітних ознак хоча б одної не забезпечує досягнення технічного результату. Рішення, що заявляється, промислово застосовано, тому що його технологічне й технічне виконання не представляє труднощів, наприклад в умовах «НКМЗ». По запропонованому технічному рішенню виконане контрольне збирання універсальної кліті (габарити кліті 6200 7830 13700) для широкополосного стана 2500г. п. «МагнМК» (м. Магнітогорськ, Росія). Запропонований спосіб пояснюється кресленнями в застосуванні до збирання прокатної кліті, представленими на Фіг.1-10. Фіг.1 - загальний вид складеної робочої кліті, Фіг.2 - блок плитовий; Фіг.3 - блок лівої станини горизонтальної кліті; Фіг.4 - блок правої станини горизонтальної кліті; Фіг.5 - блок гідравлічного натискного пристрою горизонтальної кліті; Фіг.6 - блок робочих валків; Фіг.7 - блок верхнього опорного валка; Фіг.8 - блок нижнього опорного валка; Фіг.9 - блок лінійного переміщення механізму зміни валків; Фіг.10 - блок обертання механізму зміни валків. Запропонований спосіб здійснюється в наступній послідовності дій. Всі укрупнені блоки: блок плитовий 1, блок лівої станини горизонтальної кліті 2, блок правої станини горизонтальної кліті 3, блок гідравлічного натискного пристрою горизонтальної кліті 4, блок робочих валків 5, блок верхнього опорного валка 6, блок нижнього опорного валка 7, блок лінійного переміщення механізму зміни валків 8, блок обертання механізму зміни валків 9, можуть складатися паралельно (одночасно) або в будь-якій паралельно-послідовній комбінації, обумовленої тільки виробничими можливостями підприємства (кількістю персоналу для виконання монтажних/складальних робіт, кількістю вантажопідйомних кранів і їхньою вантажопідйомністю, наявністю місць для монтажу/збирання блоків і т.д.). Монтаж/збирання робочої кліті (Фіг.1) виконуються по технічному рішенню наступним чином спочатку виконується монтаж/збирання кожного з вищевказаних блоків (Фіг.2-10), а тільки потім блоки складаються (стикуються) між собою, формуючи робочу кліть у цілому. Блок плитовий 1 монтується/складається з двох плитовий 10 на монтажній площадці, на якій буде виконуватися монтаж/збирання всієї робочої кліті (Фіг.2). 5 Монтаж/збирання блоку лівої станини горизонтальної кліті виконується осторонь від монтажної площадки в наступній послідовності (Фіг.3): - ліва станина 11 установлюється в горизонтальному положенні; - на станину 11 установлюються личкові планки 12, гідроблоки протизгину робочих валків 13; - на станині 11 монтується ліва частина натискного механізму горизонтальної кліті 14 (без електродвигунів); - на станині 11 монтуються трубопроводи 15 й електророзводка 16. Монтаж/збирання блоку правої станини горизонтальної кліті 3 виконується осторонь від монтажної площадки аналогічно блоку лівої станини 2 (Фіг.4). Монтаж/збирання блоку гідравлічного натискного пристрою (ГНП) горизонтальної кліті 4 виконується також осторонь від монтажної площадки в наступній послідовності (Фіг.5): - збирається гідроциліндр 17 з установкою в ньому датчиком переміщення 18; - збираються блоки гідрокерування 19; - по гідроциліндру ГНП 17 і блокам гідрокерування 19 виконується розведення трубопроводів 20 і проводиться електророзводка 21. Монтаж/збирання блоку робочих валків 5 і блоків опорних валків 6 і 7 виконується аналогічно один одному й також осторонь від монтажної площадки в наступній послідовності (Фіг.6, 7, 8): - на ліву й праву шийки кожного валка монтуються підшипники 22; - на кожний підшипник монтуються подушка 23, тобто на кожному валку встановлюються дві подушки. Монтаж/збирання блоку лінійного переміщення механізму зміни валків 8 і блоку обертання ме 49096 6 ханізму зміни валків 9 виконуються осторонь від монтажної площадки з установкою трубопроводів 24, електророзводки 25 і засобів автоматизації 26 (Фіг.9 та 10). Остаточне збирання робочої кліті (Фіг.1) по технічному рішенню виконуються на монтажній площадці таким чином: - установлюється блок плитовий 1; - на блок плитовий 1 установлюється вертикально блок лівої станини 2 і кріпиться до блоку плитовий 1; - на блок плитовий 1 установлюється вертикально блок правої станини 3 і кріпиться до блоку плитовий 1; - блоки лівої й правої станини 2 і 3 з'єднуються між собою нижньою й верхньою траверсами 27; - на встановлені блоки лівої 2 і правої станини 3 кріпиться блок гідроциліндрів ГНП 4; - виконується монтаж механізму зрівноважування верхнього опорного валка 28; - монтується блок обертання механізму зміни валків 9, а потім блок лінійного переміщення механізму зміни валків 8; - площадки обслуговування 29 з'єднуються між собою, установлюються сходинки і огородження 30, доз'єднуются всі трубопроводи (і проводиться повна електророзводка) між сполученими стикувальними блоками, установлюється загальне електроустаткування й засоби автоматизації; - завалюються робочі 5 та опорні валки 6 і 7 в кліть. Таким чином, збирання робочої кліті прокатного стана вищевказаним способом, дозволяє скоротити виробничий цикл роботи загального повного монтажу прокатної кліті, шляхом зниження трудомісткості складальних і монтажних робіт, а також зручності їхнього виконання. 7 49096 8 9 49096 10 11 Комп’ютерна верстка Н. Лиcенко 49096 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of assembly working roll mill stand
Автори англійськоюKovalenko Vitalii Ivanovych, Tiunov Volodymyr Mykolaiovych, Bilobrov Yurii Mykolaiovych, Nevskyi Oleksandr Oleksandrovych, Ukrainchenko Yevhen Mykhailovych, Hordiienko Oleksandr Volodymyrovych
Назва патенту російськоюСпособ сборки рабочей клети прокатного стана
Автори російськоюКоваленко Виталий Иванович, Тиунов Владимир Николаевич, Билобров Юрий Николаевич, Невский Александр Александрович, Украинченко Евгений Михайлович, Гордиенко Александр Владимирович
МПК / Мітки
МПК: B21B 31/00
Мітки: стана, прокатного, збирання, робочої, кліті, спосіб
Код посилання
<a href="https://ua.patents.su/6-49096-sposib-zbirannya-robocho-kliti-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб збирання робочої кліті прокатного стана</a>
Пристрій для зміни жорсткості робочої кліті прокатного стану
Номер патенту: 10152
Опубліковано: 15.11.2005
Автори: Федорінов Михайло Володимирович, Доброносов Юрій Костянтинович, Борисенко Андрій Володимирович, Шпак Віктор Іванович, Сатонін Антон Олександрович
МПК: B21B 31/00
Мітки: робочої, кліті, прокатного, стану, пристрій, зміни, жорсткості
Формула / Реферат:
Пристрій для зміни жорсткості робочої кліті прокатного стану, що містить станини, робочі валки, натискний пристрій, який відрізняється тим, що у вікнах станин під подушками нижнього валка, що включає пружний елемент, виконаний у вигляді торсіона, розташованого в отворах станин, зліва і праворуч від подушок нижнього валка, зафіксованого від осьового переміщення, з жорстко закріпленими важелями, на які спираються подушки нижнього валка,...
Привід переміщення робочої кліті стана холодної прокатки труб
Номер патенту: 13510
Опубліковано: 17.04.2006
Автори: Черних Володимир Миколайович, Клименко Фелікс Констянтинович, Гриневич Володимир Ігоревич, Луцик Володимир Олександрович
МПК: B21B 35/06
Мітки: холодної, прокатки, привід, переміщення, стана, кліті, труб, робочої
Формула / Реферат:
Привід переміщення робочої кліті стана холодної прокатки труб, що містить зубчастий планетарний механізм з сателітом на валу водила та зрівноважувальний вантаж з кривошипом під шатун робочої кліті, який відрізняється тим, що сателіт та два додаткових сателіта встановлені на нерухомій опорі маточини водила зрівноважувального вантажу з можливістю обертання його навколо власної осі та осі вихідного вала, при цьому водило є кривошипом під шатун...
Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стана
Номер патенту: 31884
Опубліковано: 25.04.2008
Автори: Келій Микола Анатолійович, Алхіменко Пилип Єфремович, Моргуліс Валерій Петрович, Негрій Сергій Дмитрович, Кулініч Олександр Григорович, Лук'янчиков Олександр Миколайович
МПК: B21B 37/00
Мітки: електроприводів, стана, спосіб, реверсивної, прокатного, кліті, швидкостей, універсальної, регулювання, головних
Формула / Реферат:
Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стана, який включає вимірювання розхилу горизонтальних і вертикальних валків, діаметрів вертикальних і горизонтальних валків, колової швидкості ведучих горизонтальних валків, розрахунок по проходах при прокатці заготівки обтискання, кутів затягування, розширення, витяжки в горизонтальних і вертикальних валках, завдання колових швидкостей ведучих...
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 28494
Опубліковано: 10.12.2007
Автори: Джансиз Віктор Євгенович, Кирильченко Петро Миколайович, Сидоров Сергій Михайлович, Тесля Михайло Дмитрович, Івашина Володимир Володимирович, Єрмашов Ігор Олександрович, Климанчук Владислав Владиславович, Тростянецький Олег Брониславович, Скляренко Віталій Олексійович, Бєляєв Олексій Миколайович
МПК: B21B 33/00
Мітки: захисту, прокатного, кліті, стана, інформаційний, опорних, пристрій, валків
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що всередині кільця запобіжного, в його нижній третині у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 88046
Опубліковано: 10.09.2009
Автори: Івашина Володимир Володимирович, Скляренко Віталій Олексійович, Бєляєв Олексій Миколайович, Сидоров Сергій Михайлович, Джансиз Віктор Євгенович, Климанчук Владислав Владиславович, Єрмашов Ігор Олександрович, Тростянецький Олег Брониславович, Кирильченко Петро Миколайович, Тесля Михайло Дмитрович
МПК: B21B 33/00
Мітки: валків, захисту, пристрій, стана, кліті, інформаційний, опорних, прокатного
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить послідовно сполучені гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що частково всередині кільця запобіжного, в його нижній третині, та частково у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Попередній патент: Замковий пристрій
Наступний патент: Камера збірна одностороннього обслуговування типу ксо-393-28
Випадковий патент: Отоларингологічний пристрій