Пристрій для зміни жорсткості робочої кліті прокатного стану
Номер патенту: 10152
Опубліковано: 15.11.2005
Автори: Шпак Віктор Іванович, Борисенко Андрій Володимирович, Сатонін Антон Олександрович, Доброносов Юрій Костянтинович, Федорінов Михайло Володимирович
Формула / Реферат
Пристрій для зміни жорсткості робочої кліті прокатного стану, що містить станини, робочі валки, натискний пристрій, який відрізняється тим, що у вікнах станин під подушками нижнього валка, що включає пружний елемент, виконаний у вигляді торсіона, розташованого в отворах станин, зліва і праворуч від подушок нижнього валка, зафіксованого від осьового переміщення, з жорстко закріпленими важелями, на які спираються подушки нижнього валка, подовжений кінець торсіона пов'язаний з механізмом настройки за допомогою шліцьового з'єднання, що включає кронштейн, жорстко закріплений до станини, на якому розміщено повзун, що має можливість тільки осьового переміщення по осях валів-торсіонів.
Текст
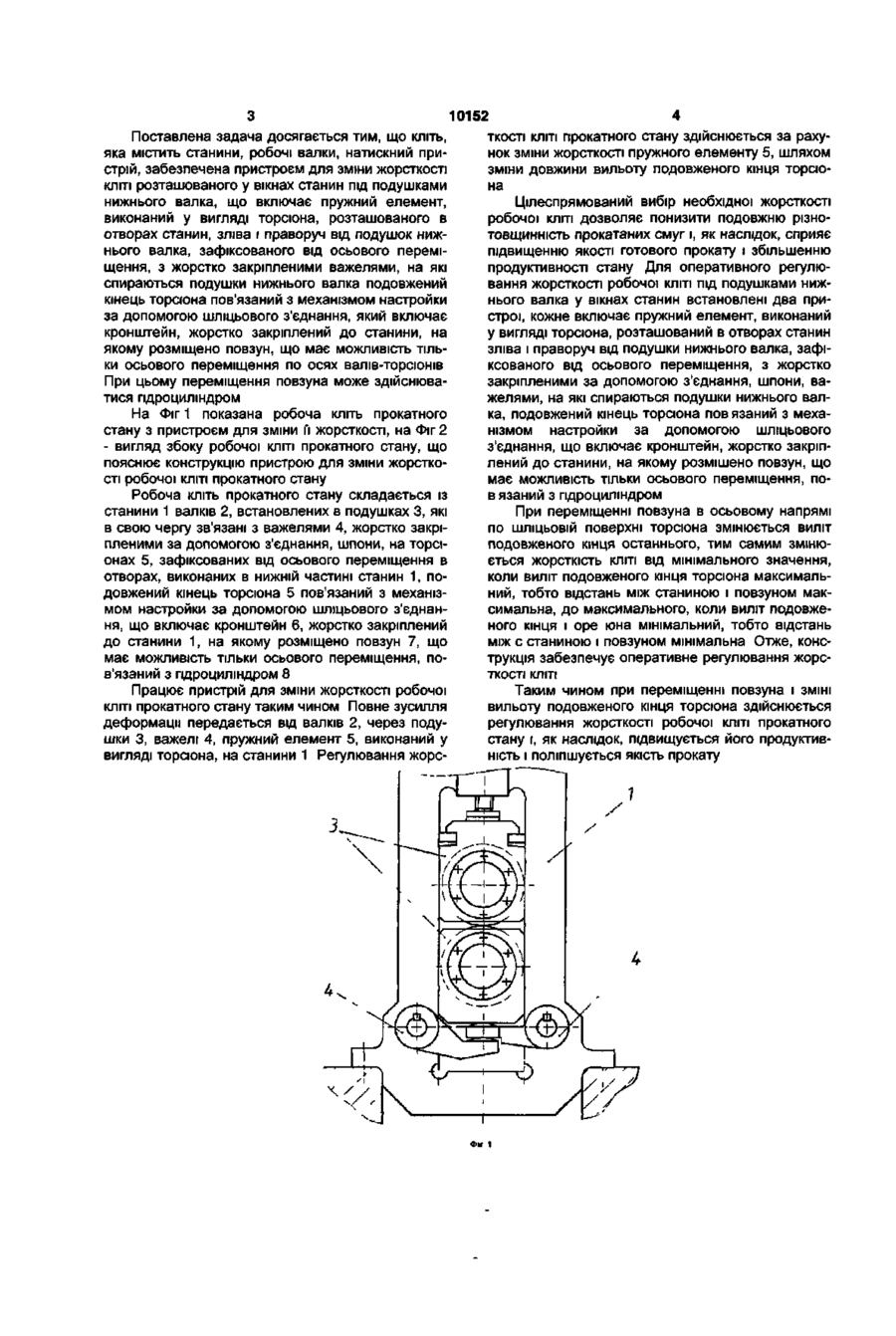
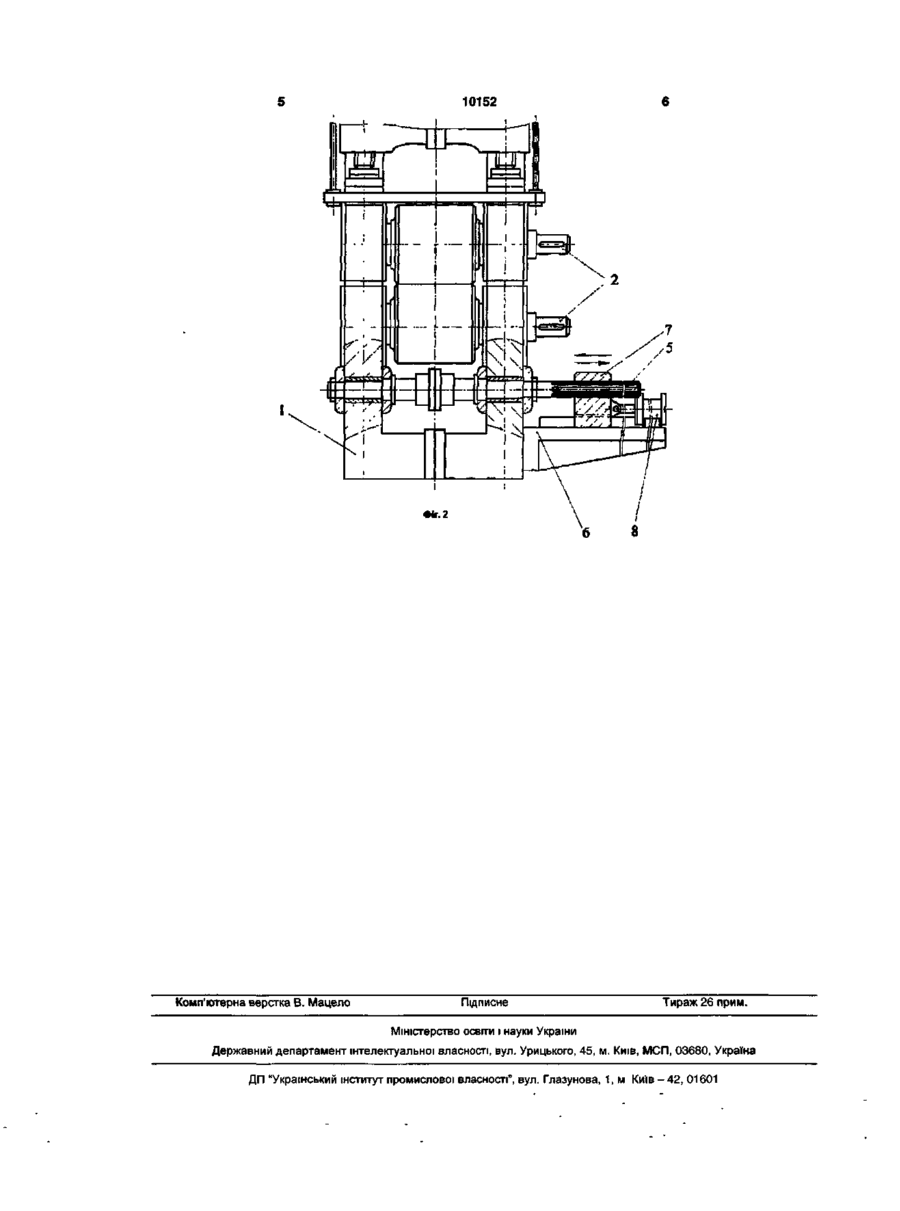
Пристрій для зміни жорсткості робочої кліті прокатного стану, що містить станини, робочі валки, натискний пристрій, який відрізняється тим, що у вікнах станин під подушками нижнього валка, що включає пружний елемент, виконаний у вигляді торсіона, розташованого в отворах станин, зліва і праворуч від подушок нижнього валка, зафіксованого від осьового переміщення, з жорстко закріпленими важелями, на які спираються подушки нижнього валка, подовжений кінець торсіона пов'язаний з механізмом настройки за допомогою шліцьового з'єднання, що включає кронштейн, жорстко закріплений до станини, на якому розміщено повзун, що має можливість тільки осьового переміщення по осях валів-торсіонів. Корисна модель відноситься до галузі прокатного виробництва і може бути використана в конструкціях робочих клітей прокатних станів, призначених для отримання тонких холоднокатаних смуг підвищеної точності. Відома конструкція заздалегідь напруженої кліті з регульованим навантаженням фірми "Loewy" (Англія) [1]. Попередня напруга кліті створюється гідравлічним нажимним пристроєм, розміщеним під подушками нижнього опорного валка. Між подушками опорних валків розташовані чотири розпираючі гвинти, що забезпечують попереднє вантаження кліті. Переміщення їх здійснюється від окремого приводу. В процесі плющення величина зусилля під розпираючими гвинтами рівна різниці зусилля попереднього вантаження і зусилля плющення. Дана кліть працює в автоматичному режимі. Регулювання навантаження на кліть здійснюється зміною тиску рідини в гідросистемі за допомогою керованого сервомеханізму. Описана система регулювання забезпечує чотири режими роботи кліті: режим постійного зусилля плющення; режим постійної напруги кліті; режим постійного зусилля на гвинтах; режим постійного зазору між валкими. Недоліком відомої конструкції заздалегідь напруженої кліті є те, що при регулюванні величини попереднього вантаження за допомогою гвинтів змінюється величина зазору між валкими. Останнє утрудняє процес управління кліттю при одночасній роботі гідронажимного механізму і механізму попереднього вантаження. Найбільш близької по технічній суті до пропонованої корисної моделі є. конструкція робочої кліті [2], що містить праву і ліву станини з розташованими в них нажимними механізмами, верхній валок з подушками, а також нижній валок з подушками, виконаний у вигляді Г-подібних важелів, які вільними кінцями спираються відповідно на лівий і правий упори. Кліть містить вузол приводних опор, що переміщаються. При цьому упори зв'язані гвинтом з правою і лівою нарізкою. Гвинтова пара забезпечує переміщення упорам щодо опорних поверхонь Г-подібних подушок і вертикальної осі стану. За допомогою зміни відстані між опорами змінюється величина пружних деформацій (прогинів) валкової системи, які є складовою частиною загальної деформації кліті. Проте, відома конструкція має ряд недоліків. По-перше, Г-подібні подушки є жорстким зв'язком між важелями і валком, тому дія на подовжню різнотовщинність смуг викликає зміну поперечної різнотовщинності і, як наслідок, їх форми. Подруге, мають місце трудності при експлуатації, обумовлені ускладненням перевалки валків. В основу корисної моделі поставлено задачу поліпшення якості смуг завдяки зниження їх подовжньої і поперечної різнотовщинності і підвищення продуктивності стану за рахунок збільшення виходу придатного прокату. CM ю О) Поставлена задача досягається тим, що кліть, яка містить станини, робочі валки, натискний пристрій, забезпечена пристроєм для зміни жорсткості КЛІТІ розташованого у вікнах станин під подушками нижнього валка, що включає пружний елемент, виконаний у вигляді торсюна, розташованого в отворах станин, зліва і праворуч від подушок нижнього валка, зафіксованого від осьового переміщення, з жорстко закріпленими важелями, на які спираються подушки нижнього валка подовжений кінець торсюна пов'язаний з механізмом настройки за допомогою шліцьового з'єднання, який включає кронштейн, жорстко закріплений до станини, на якому розміщено повзун, що має можливість тільки осьового переміщення по осях валів-торсюнів При цьому переміщення повзуна може здійснюватися гідроциліндром На Фіг 1 показана робоча кліть прокатного стану з пристроєм для зміни ґі жорсткості, на Фіг 2 - вигляд збоку робочої КЛІТІ прокатного стану, що пояснює конструкцію пристрою для зміни жорсткості робочої КЛІТІ прокатного стану Робоча кліть прокатного стану складається із станини 1 валків 2, встановлених в подушках 3, які в свою чергу зв'язані з важелями 4, жорстко закріпленими за допомогою з'єднання, шпони, на торсіонах 5, зафіксованих від осьового переміщення в отворах, виконаних в нижній частині станин 1, подовжений кінець торсюна 5 пов'язаний з механізмом настройки за допомогою шліцьового з'єднання, що включає кронштейн 6, жорстко закріплений до станини 1, на якому розміщено повзун 7, що має можливість тільки осьового переміщення, пов'язаний з гідроциліндром 8 Працює пристрій для зміни жорсткості робочої КЛІТІ прокатного стану таким чином Повне зусилля деформації передається від валків 2, через подушки 3, важелі 4, пружний елемент 5, виконаний у вигляді торсюна, на станини 1 Регулювання жорс 10152 ткості КЛІТІ прокатного стану здійснюється за рахунок зміни жорсткості пружного елементу 5, шляхом зміни довжини вильоту подовженого кінця торсюна Цілеспрямований вибір необхідної жорсткості робочої КЛІТІ дозволяє понизити подовжню різнотовщинність прокатаних смуг і, як наслідок, сприяє підвищенню якості готового прокату і збільшенню продуктивності стану Для оперативного регулювання жорсткості робочої КЛІТІ під подушками нижнього валка у вікнах станин встановлені два пристрої, кожне включає пружний елемент, виконаний у вигляді торсюна, розташований в отворах станин зліва і праворуч від подушки нижнього валка, зафіксованого від осьового переміщення, з жорстко закріпленими за допомогою з'єднання, шпони, важелями, на які спираються подушки нижнього валка, подовжений кінець торсюна повязаний з механізмом настройки за допомогою шліцьового з'єднання, що включає кронштейн, жорстко закріплений до станини, на якому розмішено повзун, що має можливість тільки осьового переміщення, повязаний з гідроциліндром При переміщенні повзуна в осьовому напрямі по ШЛІЦЬОВІЙ поверхні торсюна змінюється виліт подовженого кінця останнього, тим самим змінюється жорсткість КЛІТІ від мінімального значення, коли виліт подовженого кінця торсюна максимальний, тобто відстань між станиною і повзуном максимальна, до максимального, коли виліт подовженого кінця і оре юна мінімальний, тобто відстань між с станиною і повзуном мінімальна Отже, конструкція забезпечує оперативне регулювання жорсткості КЛІТІ Таким чином при переміщенні повзуна і ЗМІНІ вильоту подовженого кінця торсюна здійснюється регулювання жорсткості робочої КЛІТІ прокатного стану і, як наслідок, підвищується його продуктивність і поліпшується якість прокату 10152 Фіг. 2 Комп'ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for changing the hardness of working stand of rolling mill
Автори англійськоюShpak Viktor Ivanovych, Dobronosov Yurii Kostiantynovych, Fedorinov Mykhailo Volodymyrovych, Borysenko Andrii Volodymyrovych
Назва патенту російськоюУстройство для изменения жесткости рабочей клети прокатного стана
Автори російськоюШпак Виктор Иванович, Доброносов Юрий Константинович, Федоринов Михаил Владимирович, Борисенко Андрей Владимирович
МПК / Мітки
МПК: B21B 31/00
Мітки: стану, зміни, жорсткості, робочої, пристрій, прокатного, кліті
Код посилання
<a href="https://ua.patents.su/4-10152-pristrijj-dlya-zmini-zhorstkosti-robocho-kliti-prokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зміни жорсткості робочої кліті прокатного стану</a>
Зрівноважувальний пристрій шпинделя приводу валків кліті прокатного стану
Номер патенту: 65924
Опубліковано: 15.04.2004
Автори: Стеч Володимир Станіславович, Бражнов Володимир Федорович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Литвинов Володимир Ілліч, Кожевніков Георгій Васильович, Каушанський Ігор Борисович
МПК: B21B 35/14
Мітки: прокатного, шпинделя, валків, пристрій, стану, приводу, зрівноважувальний, кліті
Формула / Реферат:
1. Зрівноважувальний пристрій шпинделя приводу валків кліті прокатного стану, що містить підставку з встановленим на ній плунжерним гідравлічним циліндром, гідророзподільник, з'єднаний магістраллю з робочою порожниною гідроциліндра, гідроакумулятор, напірну і зливальну магістралі, який відрізняється тим, що він оснащений редукційним гідроклапаном і датчиком тиску, при цьому гідроакумулятор з'єднаний безпосередньо з робочою порожниною...
Спосіб врівноважування шпинделя приводу валків кліті прокатного стану
Номер патенту: 67591
Опубліковано: 15.06.2004
Автори: Бражнов Володимир Федорович, Стеч Володимир Станіславович, Кожевніков Георгій Васильович, Литвинов Володимир Ілліч, Барабаш Андрій Володимирович, Каушанський Ігор Борисович, Єлецьких Володимир Іванович, Стрельников Миколай Миколайович
МПК: B21B 35/14
Мітки: валків, прокатного, стану, шпинделя, врівноважування, спосіб, приводу, кліті
Формула / Реферат:
Спосіб врівноважування шпинделя приводу валків кліті прокатного стану, який включає створення компенсуючого зусилля від плунжера гідравлічного циліндра, у робочу порожнину якого подають рідину під тиском і який взаємодіє зі шпинделем у центрі його ваги, який відрізняється тим, що у залежності від величини зсуву центра ваги шпинделя від геометричної осі обертання для одержання компенсуючого зусилля змінюють тиск рідини в робочій порожнині...
Опора прокатного валка кліті дресировочного стану
Номер патенту: 6037
Опубліковано: 29.12.1994
Автори: Рольф Герд Ірлє, Ернст-Оскар Бенфер
МПК: B21B 31/00, F16J 15/32
Мітки: кліті, прокатного, стану, опора, валка, дресировочного
Формула / Реферат:
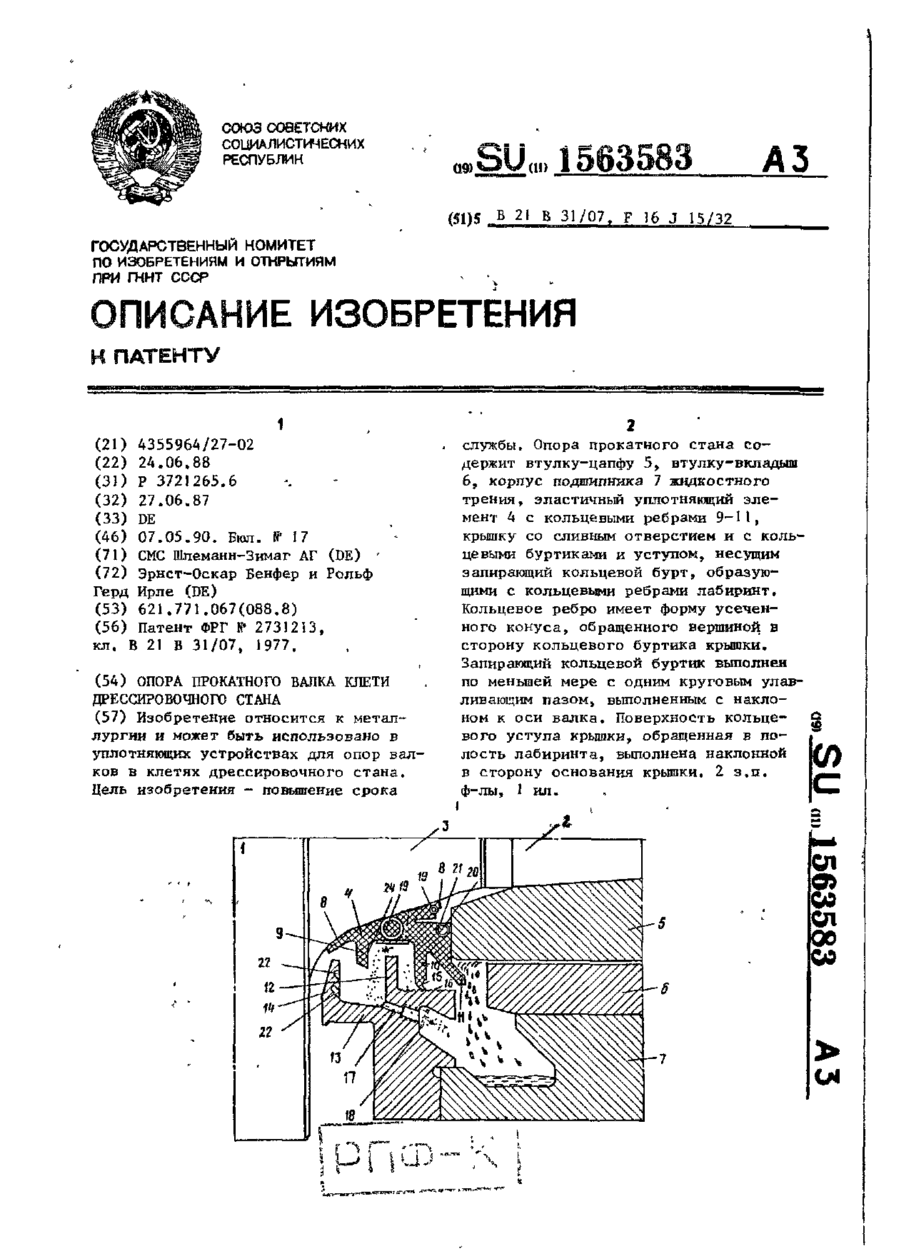
1. Опора прокатного валка клети дрессировочного стана, содержащая размещенные на цапфе валка втулку-цапфу, втулку-вкладыш, корпус подшипника жидкостного трения, эластичный уплотняющий элемент с кольцевыми ребрами, крышку со сливным отверстием и с кольцевыми буртиком и уступом, несущим запирающий кольцевой буртик, образующими с кольцевыми ребрами эластичного уплотнительного элемента лабиринт, отличающаяся тем, что, с целью повышения срока...
Пристрій для регулювання міжвалкового зазору кліті прокатного стану
Номер патенту: 12859
Опубліковано: 28.02.1997
Автори: Мєханік Владімір Пєтровіч, Любімов Юрій Валентинович, Топалєр Сєргєй Міхайловіч, Домікеєв Валентин Васильович, Ліфшин Леонід Аркадійович, Єпішевіч Аркадій Давидовіч, Яланський Вячеслав Петрович, Классєн Едгар Яковлєвіч
МПК: B21B 37/58
Мітки: прокатного, стану, зазору, кліті, пристрій, міжвалкового, регулювання
Формула / Реферат:
(57) 1. Устройство для регулирования меж валкового зазора клети прокатного стана, содержащее гидроцилиндры распора клети, установленные между подушками прокатных валков, регулируемый источник давления, со единенный магистралью с гидроцилиндрами распора клети, датчик наличия листа, блок задания начальной длины листа, блок задания длин участков листа, блок задания давлений, пороговые элементы, отличающееся тем, что оно снабжено датчиком...
Проводка кліті штабового прокатного стану
Номер патенту: 12947
Опубліковано: 28.02.1997
Автори: Євгиненко Ігор Олександрович, Каретний Зіновій Петрович, Цимбал Василь Йосипович
МПК: B21B 39/14
Мітки: кліті, стану, прокатного, проводка, штабового
Формула / Реферат:
(57)1. Проводка клети полосового прокатного стана, содержащая установленные на станине верхние и нижние прижимные упоры.отличающаяся тем, что, по меньшей мере, один из прижимных упоров выполнен в виде сектора цилиндра, обращенного цилиндрической поверхностью внутрь проводки и шарнирно установленного на станине со смещением центра тяжести в сторону от клети.2. Проводка клети полосового прокатного стана по п.1, отличающаяся тем,...
Попередній патент: Спосіб подрібнення сипкого матеріалу в барабанному млині
Наступний патент: Спосіб діагностики ph’ лейкемій за допомогою специфічних праймерів
Випадковий патент: Спосіб лікування ехінококозу у дорослих