Спосіб точної синхронізації рухів рухомих елементів преса (варіанти) та пристрій для його здійснення
Формула / Реферат
1. Спосіб точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо синхронізації введення обв'язувальних голок і управління механізмом подачі пресованої маси, що полягає у тому, що від головної передачі приводять вал вузлов'язів і щонайменше одну кутову передачу, при цьому приведення обв'язувальних голок здійснюють від вала вузлов'язів, а механізм подачі пресованої маси приводять від головної передачі, який відрізняється тим, що точну синхронізацію рухів рухомих елементів преса здійснюють шляхом повороту кутової передачі на певний кут в одному з двох напрямків.
2. Спосіб за п. 1, який відрізняється тим, що поворот кутової передачі проводять на максимальний кут до 10° в одному з двох напрямків.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що тільки механізм подачі пресованої маси приводять від головної передачі щонайменше через одну кутову передачу, а точну синхронізацію здійснюють шляхом повороту кутової передачі на певний кут в одному з двох напрямків.
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що механізм подачі пресованої маси і вал вузлов'язів приводять від головної передачі щонайменше через одну кутову передачу, а точну синхронізацію здійснюють шляхом повороту кутової передачі на певний кут в одному з двох напрямків.
5. Спосіб точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо синхронізації введення обв'язувальних голок і управління механізмом подачі пресованої маси, що полягає у передачі привідної потужності через вали на робочі органи, який відрізняється тим, що точну синхронізацію рухів рухомих елементів преса виконують шляхом повороту однієї із з'єднаних фланцями половин вала приводу синхронізованих робочих органів вздовж розташованих у напрямку повороту пазів, що фіксують фланці.
6. Пристрій для точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо для синхронізації введення обв'язувальних голок і управління механізмом подачі пресованої маси, що містить виконані приведеними від головної передачі вал вузлов'язів і щонайменше одну кутову передачу, при цьому обв’язувальні голки виконані з можливістю приведення в дію від вала вузлов'язів, а механізм подачі пресованої маси - від головної передачі, який відрізняється тим, що кутова передача разом з проміжним валом встановлені з можливістю повороту.
7. Пристрій за п. 6, який відрізняється тим, що тільки механізм подачі пресованої маси виконаний приведеним від головної передачі щонайменше через одну кутову передачу і встановленим з можливістю повороту.
8. Пристрій за пп. 6 або 7, який відрізняється тим, що між кутовою передачею і закріпленим на рамі преса кронштейном встановлений фіксатор повороту, обладнаний різзю і регулювальними гайками.
9. Пристрій за одним з пп. 6-8, який відрізняється тим, що під кутовою передачею розташований сполучений з рамою преса кронштейн, рознімно з'єднаний фіксувальним гвинтом з корпусом кутової передачі.
Текст
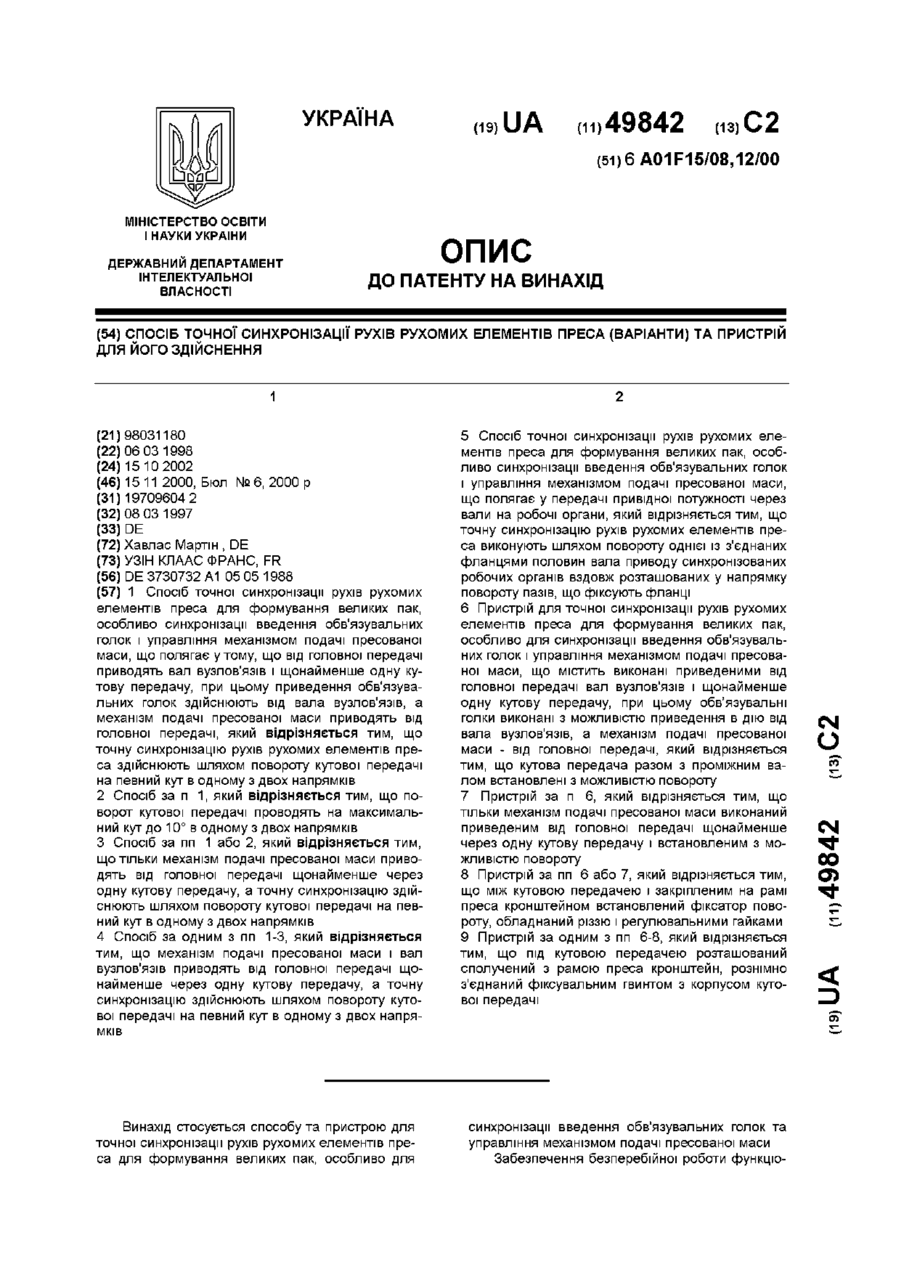
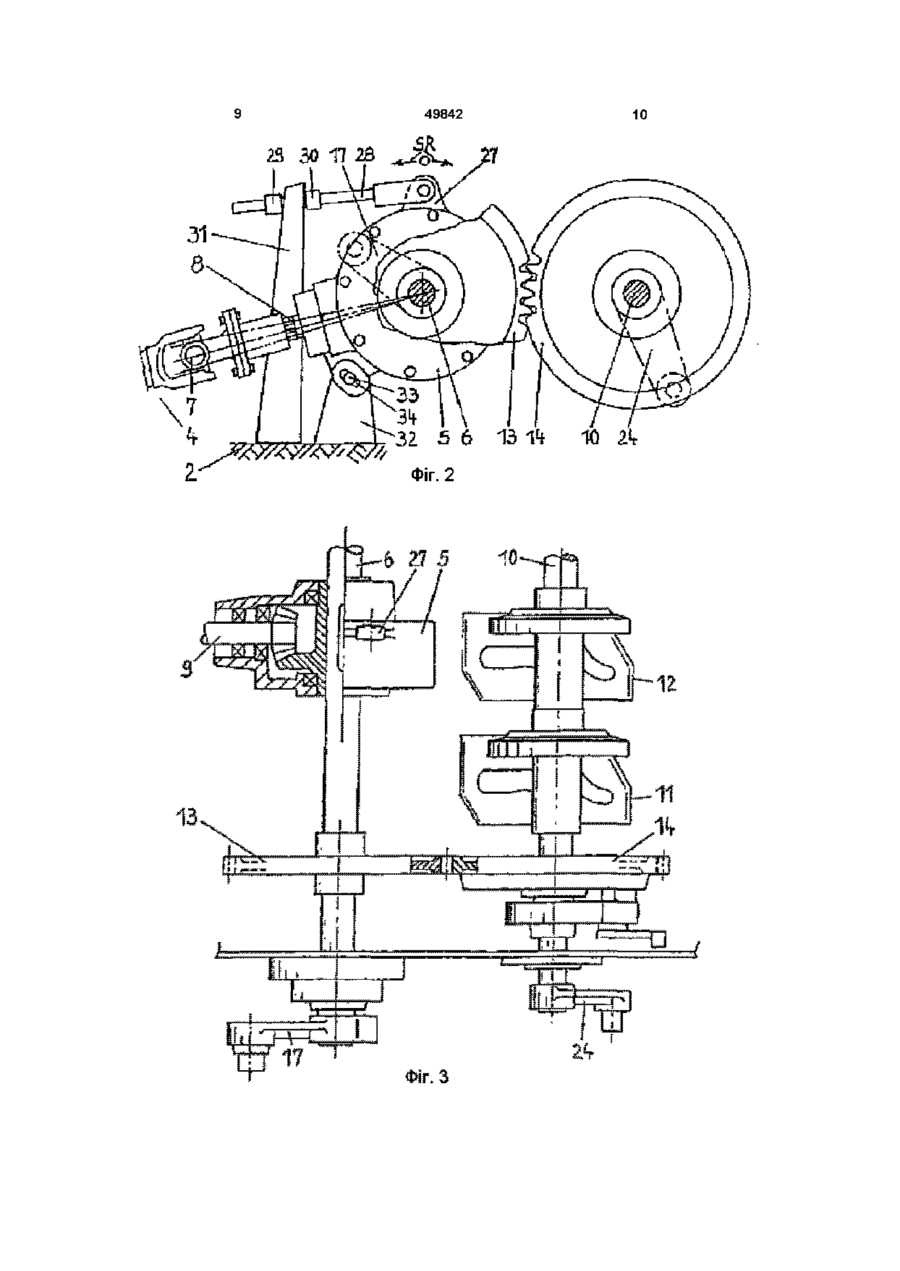
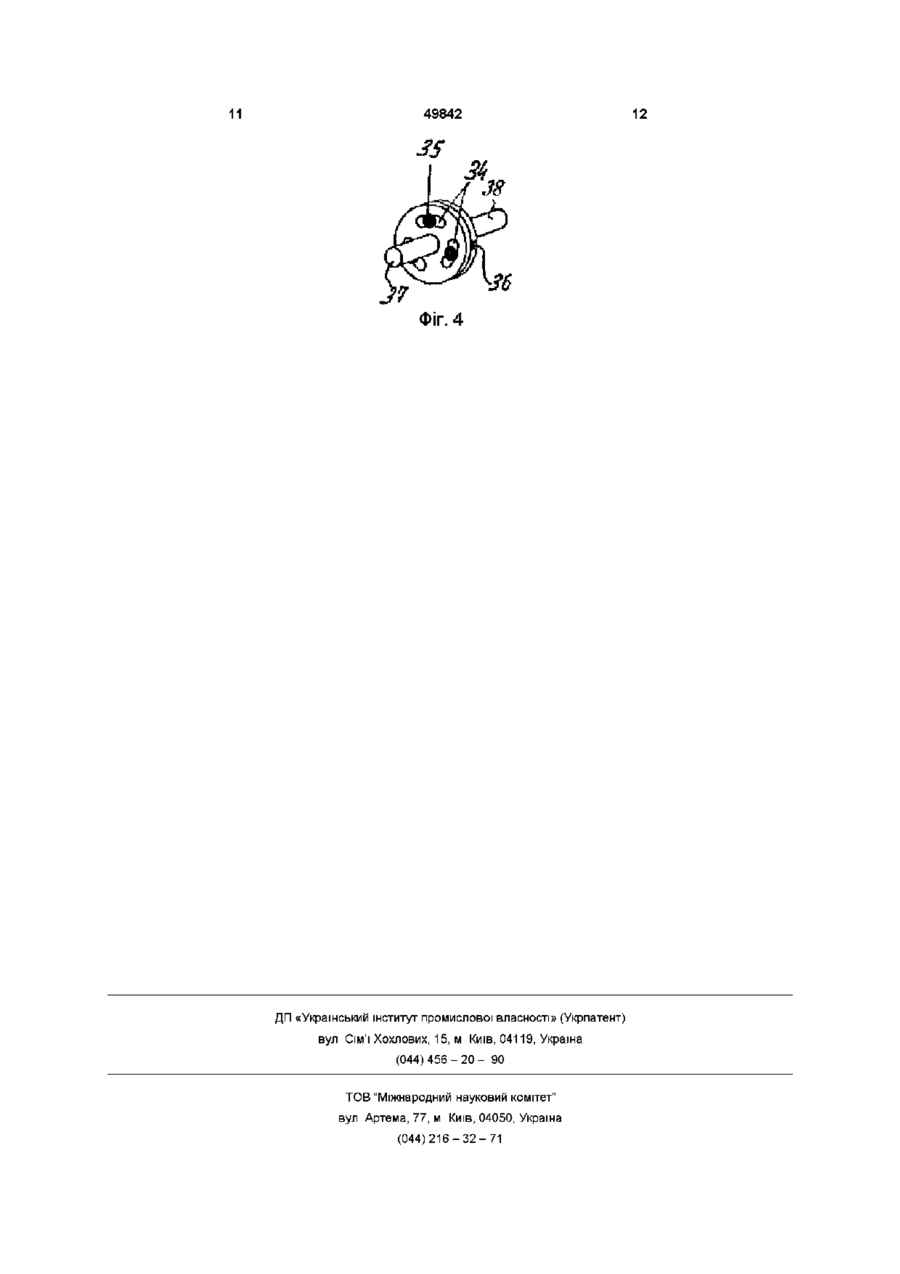
1 Спосіб точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо синхронізації введення обв'язувальних голок і управління механізмом подачі пресованої маси, що полягає утому, що від головної передачі приводять вал вузлов'язів і щонайменше одну кутову передачу, при цьому приведення обв'язувальних голок здійснюють від вала вузлов'язів, а механізм подачі пресованої маси приводять від головної передачі, який відрізняється тим, що точну синхронізацію рухів рухомих елементів преса здійснюють шляхом повороту кутової передачі на певний кут в одному з двох напрямків 2 Спосіб за п 1, який відрізняється тим, що поворот кутової передачі проводять на максимальний кут до 10° в одному з двох напрямків 3 Спосіб за пп 1 або 2, який відрізняється тим, що тільки механізм подачі пресованої маси приводять від головної передачі щонайменше через одну кутову передачу, а точну синхронізацію здійснюють шляхом повороту кутової передачі на певний кут в одному з двох напрямків 4 Спосіб за одним з пп 1-3, який відрізняється тим, що механізм подачі пресованої маси і вал вузлов'язів приводять від головної передачі щонайменше через одну кутову передачу, а точну синхронізацію здійснюють шляхом повороту кутової передачі на певний кут в одному з двох напрямків Винахід стосується способу та пристрою для точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо для 5 Спосіб точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо синхронізації введення обв'язувальних голок і управління механізмом подачі пресованої маси, що полягає у передачі привідної потужності через вали на робочі органи, який відрізняється тим, що точну синхронізацію рухів рухомих елементів преса виконують шляхом повороту однієї із з'єднаних фланцями половин вала приводу синхронізованих робочих органів вздовж розташованих у напрямку повороту пазів, що фіксують фланці 6 Пристрій для точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо для синхронізації введення обв'язувальних голок і управління механізмом подачі пресованої маси, що містить виконані приведеними від головної передачі вал вузлов'язів і щонайменше одну кутову передачу, при цьому обв'язувальні голки виконані з можливістю приведення в дію від вала вузлов'язів, а механізм подачі пресованої маси - від головної передачі, який відрізняється тим, що кутова передача разом з проміжним валом встановлені з можливістю повороту 7 Пристрій за п 6, який відрізняється тим, що тільки механізм подачі пресованої маси виконаний приведеним від головної передачі щонайменше через одну кутову передачу і встановленим з можливістю повороту 8 Пристрій за пп 6 або 7, який відрізняється тим, що між кутовою передачею і закріпленим на рамі преса кронштейном встановлений фіксатор повороту, обладнаний різзю і регулювальними гайками 9 Пристрій за одним з пп 6-8, який відрізняється тим, що під кутовою передачею розташований сполучений з рамою преса кронштейн, рознімно з'єднаний фіксувальним гвинтом з корпусом кутової передачі синхронізації введення обв'язувальних голок та управління механізмом подачі пресованої маси Забезпечення безперебійної роботи функцю О 00 49842 нальних вузлів пресів для формування великих пак, а також запобігання їх пошкодженням вимагають точного узгодження рухів механізму подачі пресованої маси, пресувального поршня, обв'язувальних голок і вузлов'язів Для створення передумов такого узгодження необхідне регулювання рухомих елементів як у процесі складання пресів, так і після закінчення певних періодів їх експлуатації У відомих пресах для формування великих пак настройку синхронної взаємодії рухомих елементів здійснюють шляхом використання певних міток, що наносяться на елементи приводу або ІНШІ вузли Ці мітки у певних позиціях елементів повинні знаходитися у заданому положенні стосовно одна одної Рух окремих функціональних елементів координують шляхом дотримування правил регулювання Однак оскільки узгодження рухів елементів не завжди є достатнім для забезпечення оптимальної працездатності преса, то потрібні додаткові пристрої для точного регулювання, які використовують особливо при появі ознак зносу і збільшенні зазорів Особливо необхідна корекція регулювання у випадку використання у приводах валів вузлов'язів роликових ланцюгів внаслідок їх зношення при тривалій експлуатації Наприклад, з патенту ФРН № 37 ЗО 732 відомий спосіб точної синхронізації роботи пресувального поршня і обв'язувальних голок, при якому регулюють натяг роликового ланцюга з використанням натяжного і регулювального пристрою і злегка повертають ланцюгову зірочку на валу вузлов'язів, внаслідок чого змінюється положення вістря голок відносно пресувального поршня Однак такі регулювальні пристрої потребують додаткових витрат Крім того, вони зовсім не забезпечують точних передаточних відношень Хоча ІНШІ більш дорогі передачі, наприклад, зубчасті і карданні, забезпечують більш точне узгодження рухів функціональних елементів, проте вони потребують також дорогих пристроїв для точного регулювання В основу винаходу поставлена задача забезпечення можливості точної синхронізації рухів рухомих елементів преса з малими витратами і високою точністю Поставлена задача вирішується тим, що у способі точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо синхронізації введення обв'язувальних голок і управління механізмом подачі пресованої маси, який полягає утому, що від головної передачі приводять вал вузлов'язів і щонайменше одну кутову передачу, при цьому приведення обв'язувальних голок здійснюють від вала вузлов'язів, а механізм подачі пресованої маси приводять від головної передачі, ВІДПОВІДНО ДО винаходу, точну синхронізацію рухів рухомих елементів преса здійснюють шляхом повороту кутової передачі на певний кут в одному із двох напрямків У більш прийнятному варіанті здійснення даного винаходу поворот кутової передачі можна виконувати на максимальний кут до 10° в одному із двох напрямків Доцільно ТІЛЬКИ механізм подачі пресованої маси приводити від головної передачі щонайме нше через одну кутову передачу, а точну синхронізацію здійснювати шляхом повороту кутової передачі на певний кут в одному із двох напрямків Бажано також механізм подачі пресованої маси і вал вузлов'язів приводити від головної передачі щонайменше через одну кутову передачу, а точну синхронізацію здійснювати шляхом повороту кутової передачі на певний кут в одному із двох напрямків Поставлена задача вирішена також й тим, що у способі точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо синхронізації введення обв'язувальних голок і управління механізмом подачі пресованої маси, який полягає у тому, що привідну потужність передають через вали на робочі органи, ВІДПОВІДНО до винаходу, точну синхронізацію рухів рухомих елементів преса здійснюють шляхом повороту однієї із з'єднаних фланцями половин вала приводу синхронізованих робочих органів вздовж розташованих у напрямку повороту пазів, що фіксують фланці Крім того, задача винаходу вирішується також й тим, що у пристрої для точної синхронізації рухів рухомих елементів преса для формування великих пак, особливо для синхронізації введення обв'язувальних голок і управління механізмом подачі пресованої маси, який містить виконані приведеними від головної передачі вал вузлов'язів і щонайменше одну кутову передачу, при цьому обв'язувальні голки виконані приведеними від вала вузлов'язів, а механізм подачі пресованої маси - від головної передачі, ВІДПОВІДНО ДО винаходу, кутова передача разом із проміжним валом встановлені з можливістю повороту При цьому більш прийнятне, щоб тільки механізм подачі пресованої маси був виконаний приведеним від головної передачі щонайменше через одну кутову передачу і встановленим з можливістю повороту Крім того, між кутовою передачею і закріпленим на рамі преса кронштейном доцільно встановлювати фіксатор повороту, обладнаний різзю і регулювальними гайками Більш прийнятне також під кутовою передачею розташовувати сполучений з рамою преса кронштейн, рознімно з'єднаний фіксувальним гвинтом з корпусом кутової передачі Запропоноване технічне вирішення, ВІДПОВІДНО до винаходу, забезпечує точну синхронізацію рухів окремих функціональних елементів з малими експлуатаційними і технологічними витратами і, отже, оптимальний режим безперебійної роботи преса для формування великих пак без пошкоджень його вузлів Крім того, спрощується точне регулювання елементів преса після ремонту і заміни елементів приводу Далі винахід більш докладно пояснюється на прикладі його виконання з посиланнями на креслення, що додаються, де на фіг 1 наведені схеми приводів механізму подачі пресованої маси і обв'язувальних голок, вигляд збоку, на фіг 2 - шестерінчастий привід вузлов'язів з пристроєм точного регулювання, вигляд збоку, на фіг 3 шестерінчастий привід вузлов'язів і привід меха 49842 нізму подачі пресованої маси та обв'язувальних голок, вигляд зверху, на фіг 4 - рознімний привідний вал з поворотним фланцевим з'єднанням, аксонометрія Захватний механізм преса для формування великих пак підбирає врожайну масу, яку механізм и подачі 15 транспортує в пресувальний канал 16, де пресувальний поршень 22 ущільнює її в смугу Шляхом обв'язування окремих порцій маси за допомогою обв'язувального пристрою зі смуги врожайної маси одержують великі паки, які вивантажують з преса на поле, звідки їх вивозять на інших транспортних засобах 3 рівня техніки відомо велике число форм виконання окремих робочих органів преса, наприклад, механізм подачі пресованої маси може бути виконаний у вигляді одного або декількох захоплювачів, що рухаються по криволінійній траєкторії, одного або декількох ротаційних транспортерів з кількома рядами зубців або регульованих пальців, а пресувальний поршень може мати маятниковий або черв'ячний привід Однак ці форми виконання робочих органів не мають великого значення для розуміння суті винаходу, що заявляється, оскільки він може бути використаний при всіх модифікаціях робочих органів Як правило, окремі робочі органи преса приводяться від головної передачі, від якої безпосередньо або через проміжні ланки передається потужність на окремі робочі органи У наведеному прикладі виконання преса від не показаної більш детально на кресленні головної передачі преса 1, що містить раму 2 і ходові колеса 3, через карданний вал 4 та кутову передачу 5 приводиться проміжний вал 6 Верхній карданний шарнір 7 карданного вала 4 рознімно з'єднаний з вхідним валом 9 кутової передачі 5 шліцьовим з'єднанням 8 Кутова передача 5 розташована на проміжному валу 6 і з'єднана з ним без можливості взаємного повороту Паралельно проміжному валу 6 на відстані від нього розташований вал 10 вузлов'язів, на якому встановлені вузлов'язи 11, 12 На проміжному валу 6 і валу 10 вузлов'язів закріплені циліндричні шестерні 13 і 14 ВІДПОВІДНО, що перебувають у зачепленні одна з одною Шестерні 13 і 14 передають обертання від проміжного вала 6 на вал 10 вузлов'язів Проміжний вал 6 приводить також механізм подачі пресованої маси в пресувальний канал 16 Для цього на КІНЦІ проміжного вала 6 передбачений кривошип 17, який передає рух обертовому валу 20 механізму подачі пресованої маси через тягу управління 18 і колінчастий важіль 19 Механізм подачі пресованої маси 15 приєднаний до колінчастого важеля 19 Періодичний рух механізму 15 по круговій траєкторії забезпечує подачу пресованої маси з ПІДВІДНОГО каналу 21 в пресувальний канал 16 у залежності від переміщення пресувального поршня 22 Від вала 10 вузлов'язів відгалужується привід обв'язувальних голок 23 При цьому передача потужності відбувається через кривошип 24, закріплений на валу 10 вузлов'язів, тягу 25 і хитний важіль 26, на якому розташовані обв'язувальні голки 23 Щоб процес обв'язування спресованої паки відбувався в оптимальний момент часу, синхронізують перемі 6 щення пресувального поршня 22 і обв'язувальних голок 23 Для цього при складанні преса 1 виконують настройку, при якій функціональні вузли, робота яких залежить від їх переміщень, позиціюють відносно один одного таким чином, щоб забезпечувалася їх синхронна взаємодія Після цієї настройки жорстко з'єднують карданний вал 4 з кутовою передачею 5 Однак, оскільки досягнуте завдяки цьому доцільне щодо приводу з'єднання є недостатнім для належної точності синхронізації рухів усіх функціональних вузлів, потрібна ще додаткова точна настройка Особливо ж це стосується місця введення обв'язувальних голок 23 і регулювання положення механізму подачі пресованої маси 15 у підвідному каналі 21 Таку точну настройку забезпечують тим, що розташовану на проміжному валу 6 кутову передачу 5 встановлюють з можливістю повороту максимум на 10°, переважно на 2 - 3°, в обох напрямках Регулювання встановлення кутової передачі 5 в обох напрямках SR проводять за допомогою обладнаного різзю фіксатора 28, шарнірно з'єднаного з виступом 27 корпусу кутової передачі 5 За допомогою регулювальних гайок 29, ЗО регулюють положення фіксатора 28 стосовно кронштейна 31, закріпленого на рамі 2 преса, чим досягається потрібне кутове положення кутової передачі 5 У процесі встановлення кутового положення кутової передачі 5 вхідний вал 9 кутової передачі 5 фіксують від прокручування карданним валом 4, завдяки чому встановлювальні рухи передаються на проміжний вал 6 і через циліндричні шестерні 13,14 - на вал 10 вузлов'язів Таким же чином можна точно відрегулювати потрібні положення обв'язувальних голок 23 і механізму подачі пресованої маси 15 У нижній зоні преса встановлене положення кутової передачі 5 додатково фіксують на кронштейні 32, також закріпленому на рамі 2 преса, що здійснюють за допомогою фіксувального гвинта 33, з'єднаного з кронштейном 32 і корпусом передачі Навіть якщо на відміну від наведеного прикладу виконання винаходу механізм подачі пресованої маси 15 і вал 10 вузлов'язів не з'єднані один з одним безпосередньо через проміжний вал 6, а з'єднані також через додаткові проміжні привідні елементи або ж оснащені незалежними приводами, все ж таки доцільно використовувати вищеописаний принцип кутового регулювання рухомих елементів преса за допомогою кутової передачі Цей принцип можна використовувати, наприклад, шляхом з'єднання кутової передачі 5 з механізмом подачі 15, або шляхом з'єднання кутової передачі 5 з валом 10 вузлов'язів, або шляхом встановлення обох механізмів з можливістю повороту на поправковий кут Точної настройки рухомих елементів преса можна також досягти, якщо щонайменше один привідний вал, що передає потужність на один з синхронізованих робочих органів, розділений на дві половини, виконані з фланцями, якими обидві половини вала жорстко з'єднані одна з одною з можливістю взаємного повороту Такий приклад виконання винаходу показаний на фіг 4 Половини 37 і 38 привідного вала виконані із сполучними фланцями 36 Болти 35 жорстко встановлені в 7 49842 одному із фланців 36 і пропущені через виконані в іншому фланці обводові пази 34 Таким чином, половину 37 вала можна повертати стосовно його половини 38 на кут, обумовлений довжиною 21 Фіг. 1 8 пазів 34 Якщо тепер половину 37 вала повернути на потрібний кут стосовно половини 38, то їх взаємне кутове положення можна зафіксувати шляхом затягування гайок на гвинтах 35 49842 10 23 З 17 26 О ^32 5 6 Фіг. 2 13 1^ 10 2*t 11 12 Фіг. 4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of accurate synchronizing of movements of elements of press (variants) аnd a device for carrying it out
Назва патенту російськоюСпособ точной синхронизации движений подвижных элементов пресса (варианты) и устройство для его осуществления
МПК / Мітки
МПК: A01F 15/00, A01F 12/00
Мітки: варіанти, здійснення, спосіб, пристрій, синхронізації, точної, елементів, преса, рухів, рухомих
Код посилання
<a href="https://ua.patents.su/6-49842-sposib-tochno-sinkhronizaci-rukhiv-rukhomikh-elementiv-presa-varianti-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб точної синхронізації рухів рухомих елементів преса (варіанти) та пристрій для його здійснення</a>
Спосіб прикріплення листів до елементів жорсткості, пристрій для його здійснення (варіанти) та листовий виріб
Номер патенту: 27051
Опубліковано: 28.02.2000
Автор: Джордж Веллейс Макдональд
МПК: B31D 1/00, B42C 11/00, B42D 15/04
Мітки: елементів, листовий, пристрій, варіанти, прикріплення, спосіб, листів, здійснення, виріб, жорсткості
Формула / Реферат:
1. Способ прикрепления листов к элементам жесткости, включающий перемещение листов одного за другим по заданному первому пути так, что выбранные края листов располагают перпендикулярно указанному пути, и перемещение элементов жесткости по второму пути вдоль боковых краев листов по вышеуказанному первому пути, совмещение одного из боковых краев листа с соответствующим боковым краем элемента жесткости, прикладывание давления к совмещенным листу...
Спосіб квантування періодичних сигналів (варіанти) та пристрій для його здійснення (варіанти)
Номер патенту: 44862
Опубліковано: 15.03.2002
Автори: Левін Ілля Рувімович, Гриб Олег Герасимович, Левін Владислав Ілліч
МПК: H04N 3/00, G01R 13/00
Мітки: періодичних, пристрій, спосіб, квантування, здійснення, сигналів, варіанти
Формула / Реферат:
1. Спосіб квантування періодичних сигналів, який включає задання кількості точок квантування, вимірювання тривалості періоду у вигляді кількості імпульсів вимірювального генератора протягом тривалості періоду, безперервне ділення тривалості періоду на кількість точок квантування, починаючи з початку періоду, наступного після виміряного, шляхом послідовного віднімання з одержанням результату ділення у вигляді цілої частини та остачі та...
Спосіб циклічної синхронізації рухомих об’єктів
Номер патенту: 36111
Опубліковано: 16.04.2001
Автор: Холодний Валерій Іванович
МПК: B23D 25/00
Мітки: рухомих, синхронізації, об'єктів, спосіб, циклічної
Текст:
...блок 2 задання переміщень, блоки 3, 4 множення, блоки 5, 6 ділення, інтегратор 7, функціональний перетворювач 8, суматор 9 і систему 10 автоматичного регулювання швидкості ведомого об'єкта. Функціональний перетворювач 9 представляє собою, наприклад, програмований елемент, що обчислює значення функції керування F(l1) відповідно, наприклад, до одного із виразів, наведених в таблиці. Система 10 автоматичного регулювання представляє собою...
Спосіб подання твердого палива та пристрій для його здійснення, спосіб одержання горючих газів з твердого палива (варіанти) та пристрій для його здійснення (варіанти), спосіб підвищення якості сирих фосфатів, я
Номер патенту: 42672
Опубліковано: 15.11.2001
Автори: Хаскін Марк, Броніцкі Люсьєн І., Дорон Бенжамін, Яффе Елі, Гольдман Даніель, Сінякевіч Борис
МПК: F23B 30/00
Мітки: палива, подання, газів, якості, горючих, здійснення, спосіб, варіанти, одержання, підвищення, твердого, сирих, пристрій, фосфатів
Формула / Реферат:
1. Способ подачи твердого топлива, содержащего газы с относительно низким давлением, к участку, содержащему газы с более высоким давлением, отличающийся тем, что осуществляют прием и транспортировку твердого топлива вдоль шнекового конвейера к ротору, имеющему основной ротор, круглую плиту и дополнительный ротор, размещенные на оси шнекового конвейера ближе к его концу для подачи твердого топлива в печь.2. Способ по п. 1, отличающийся...
Спосіб пайки твердосплавних елементів до сталевого корпусу та пристрій для його здійснення
Номер патенту: 34314
Опубліковано: 15.02.2001
Автори: Климович Андрій Профирович, Ліненко-Мельников Юрій Петрович
МПК: B23K 3/02
Мітки: пристрій, корпусу, сталевого, твердосплавних, спосіб, елементів, здійснення, пайки
Формула / Реферат:
1. Спосіб паяння твердосплавних елементів до сталевого корпусу, при якому між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі паяння, лудіння та наступне охолодження, який відрізняється тим, що корегування температури у процесі паяння здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах...
Попередній патент: Котел
Випадковий патент: Спосіб контролю забруднення повітря