Спосіб виготовлення корпусу броньованої машини
Номер патенту: 50865
Опубліковано: 15.11.2002
Автори: Мухар Олександр Володимирович, Кудров Володимир Михайлович, Бершов Олександр Вікторович, Борисюк Михайло Дем'янович, Бусяк Юрій Митрофанович, Магерамов Лютфалій Курбан-Алієвич, Куров Микола Костянтинович
Формула / Реферат
1. Спосіб виготовлення корпусу броньової машини, який включає фіксацію взаємного просторового положення попередньо виготовлених з броньових листів днища і бортів, розділення корпусу на моторно - трансмісійне відділення і відділення керування шляхом установлювання перегородки, а також установлювання підбаштового листа, установлювання кормового листа під гострим кутом до площини поперечного перерізу корпусу і наступне їх зварювання, та підготовку посадочного місця для розміщення силової установки, який відрізняється тим, що посадочне місце для розміщення силової установки підготовлюють шляхом формування його з двох піддонів, після чого приварюють до кожного з них опори з бугелем на кінці та два кільця, між якими уварюють обичайку, перед зварюванням корпусу посадочне місце зістиковують з днищем, бортами в зоні моторно - трансмісійного відділення і кормовим листом, розташовуючи опори з бугелями на кінцях у одній вертикальній площині, що проходить через центри отворів напівкруглої форми, які попередньо виштамповують у бортах і приварюють литі піддони до днища, бортів і кормового листа, а найбільш віддалене від опори з бугелем кільце уварюють у борт по периметру отвору напівкруглої форми, до того ж борти в зоні моторно - трансмісійного відділення попередньо виготовляють скошеними у бік корми під кутом меншим 9° відносно площини підбаштового листа.
2. Спосіб за п. 1, який відрізняється тим, що між бортами в зоні моторно - трансмісійного відділення уварюють балку кутикового профілю, до якої приварюють перегородку, потім до зовнішніх торців бортів і кормового листа приварюють металеві планки, до яких попередньо привулканізовують ущільнення, після чого із зовнішнього боку бортів встик з металевими планками з ущільненням приварюють планки з виступами, між якими до бортів приварюють упори.
3. Спосіб за п. 1, який відрізняється тим, що в броньових листах днища за допомогою штампування виконують отвори для встановлення штатних люків для технічного обслуговування силової установки й отвори для установлення елементів рушія, а також відгинають угору краї броньових листів, відповідні бортам і кормовому листу, і здійснюють зварювання днища з бортами і кормовим листом по кромках відігнутих країв днища.
4. Спосіб за п. 1, який відрізняється тим, що кормовий лист установлюють під кутом 20°... 35° відносно вертикального поперечного перерізу корпусу.
Текст
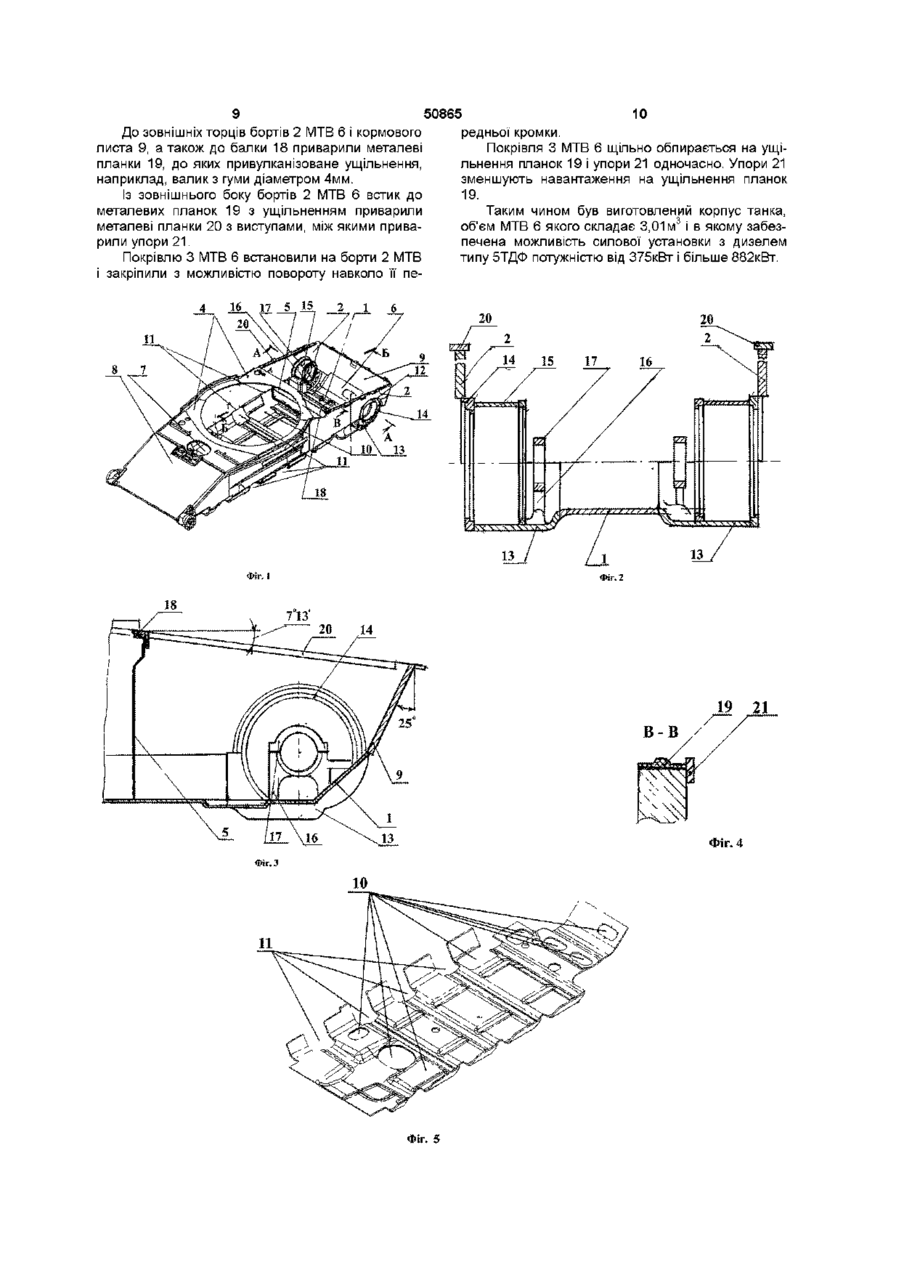
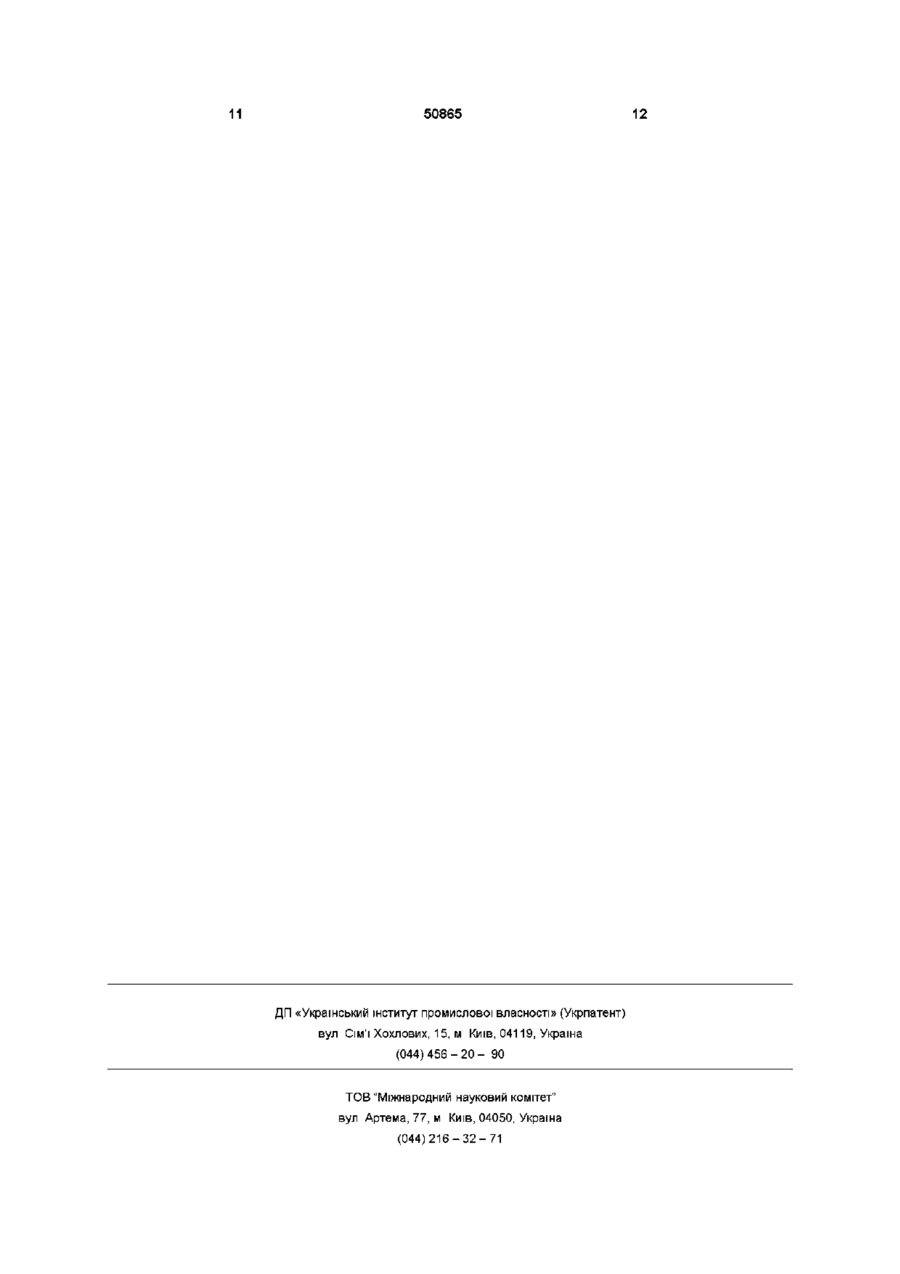
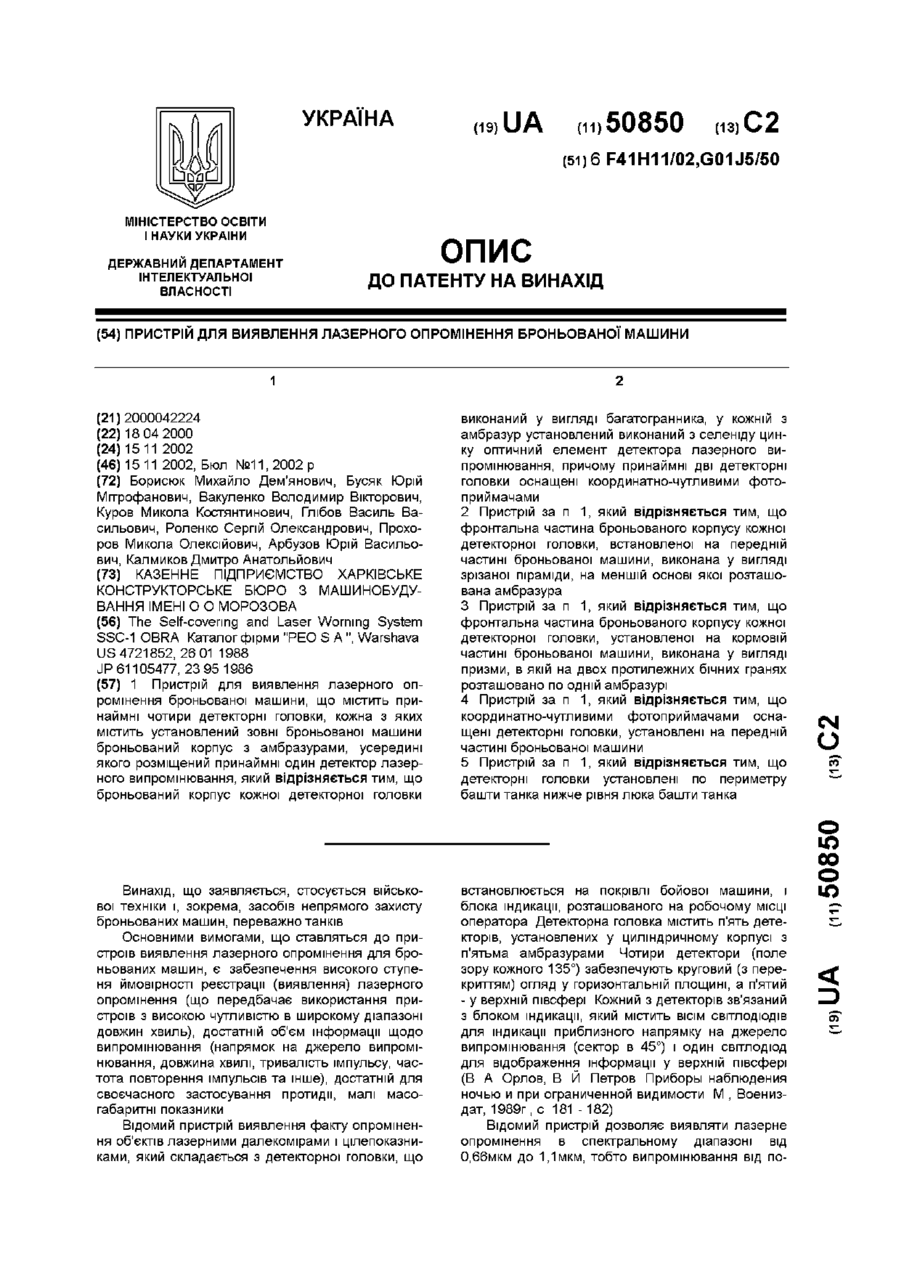
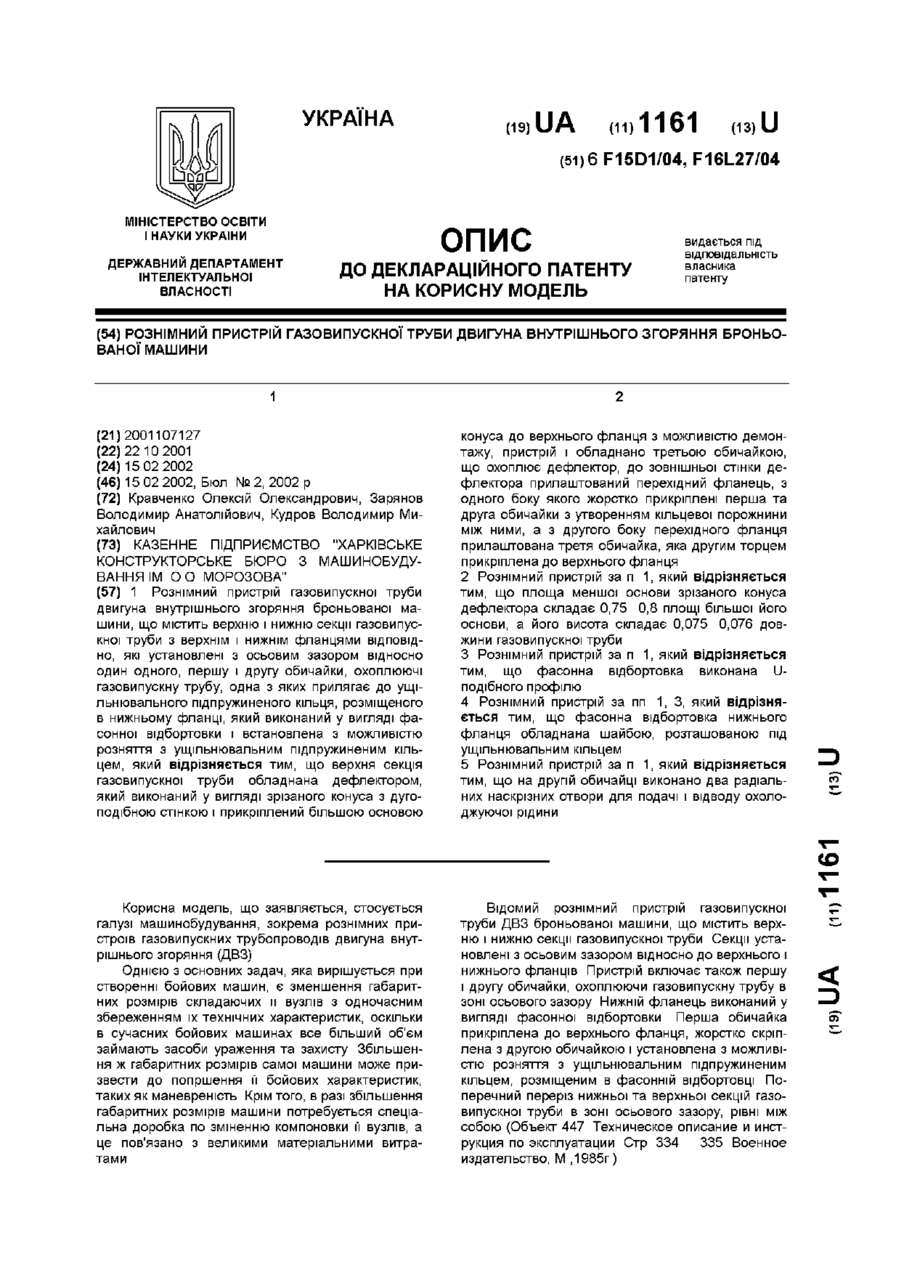
1 Спосіб виготовлення корпусу броньової машини, який включає фіксацію взаємного просторового положення попередньо виготовлених з броньових листів днища і бортів, розділення корпусу на моторно - трансмісійне відділення і відділення керування шляхом установлювання перегородки, а також установлювання підбаштового листа, установлювання кормового листа під гострим кутом до площини поперечного перерізу корпусу і наступне їх зварювання, та підготовку посадочного місця для розміщення силової установки, який відрізняється тим, що посадочне місце для розміщення силової установки підготовлюють шляхом формування його з двох ПІДДОНІВ, ПІСЛЯ чого приварюють до кожного з них опори з бугелем на КІНЦІ та два кільця, між якими уварюють обичайку, перед зварюванням корпусу посадочне місце зістиковують з днищем, бортами в зоні мо Винахід, що заявляється, відноситься до військової техніки і, зокрема до бронетанкової техніки Бронекорпуси гусеничних машин, що випускалися до цього часу, тобто - насамперед бойових машин, проектувалися відносно всіх компонентів з точки зору забезпечення максимальної бойової торно - трансмісійного відділення і кормовим листом, розташовуючи опори з бугелями на кінцях у одній вертикальній площині, що проходить через центри отворів напівкруглої форми, які попередньо виштамповують у бортах і приварюють литі піддони до днища, бортів і кормового листа, а найбільш віддалене від опори з бугелем кільце уварюють у борт по периметру отвору напівкруглої форми, до того ж борти в зоні моторно - трансмісійного відділення попередньо виготовляють скошеними у бік корми під кутом меншим 9° відносно площини підбаштового листа 2 Спосіб за п 1, який відрізняється тим, що між бортами в зоні моторно - трансмісійного відділення уварюють балку кутикового профілю, до якої приварюють перегородку, потім до ЗОВНІШНІХ торців бортів і кормового листа приварюють металеві планки, до яких попередньо привулканізовують ущільнення, після чого із зовнішнього боку бортів встик з металевими планками з ущільненням приварюють планки з виступами, між якими до бортів приварюють упори 3 Спосіб за п 1, який відрізняється тим, що в броньових листах днища за допомогою штампування виконують отвори для встановлення штатних люків для технічного обслуговування силової установки й отвори для установлення елементів рушія, а також відгинають угору краї броньових листів, ВІДПОВІДНІ бортам і кормовому листу, і здійснюють зварювання днища з бортами і кормовим листом по кромках відігнутих країв днища 4 Спосіб за п 1, який відрізняється тим, що кормовий лист установлюють під кутом 20° - 35° відносно вертикального поперечного перерізу корпусу потужності, тобто хороших озброєння і захисту при малій вазі і великій ШВИДКОХІДНОСТІ, але без особливого врахування міркувань вартості (Основные боевые танки /Под ред Сафонова Б С и Мураховского ВИ// Москва Арсенал-Пресс, 1993, с 1932) Відомий спосіб виготовлення корпусу броньо о ю (О 00 о ю 50865 ваної машини, що забезпечує зменшення вартості виготовлення бронемашин, за рахунок збирання корпусу з переднього і заднього стандартних ідентичних модулів, які з'єднують один з одним за допомогою панелі з броньового листа Кожний модуль екіпірований ведучими керованими колесами і двигуном внутрішнього згоряння Задній і передній модулі можуть бути з'єднані задніми стінками або розділені по довжині один від одного, при цьому збірна панель утворює центральний модуль (патент Франції № 2510737 від 03 08 81, МКВ 3 F41H7/02) Використання двох ідентичних модулів, оснащених силовими установками, обмежує об'єм броньованої машини, що корисно використовується, або обумовлює збільшення її довжини, а отже маси Також відомий спосіб виготовлення корпусу броньованої машини, що забезпечує зниження вартості и виготовлення шляхом використання переважно автоматизованої технології масового виробництва, вибраний як прототип (заявка ФРН № 3208222 від 06 03 82, МКВ 5 F41Н7/02) Відомий спосіб включає визначення розміру бронекорпусу для всіх типів броньованих машин ВІДПОВІДНО до габаритів по можливості найбільшого танка, вибір розмірів броньових листів, їх форми і товщини матеріалу з міркувань найбільш економічної, переважно автоматизованої технології масового виробництва Підготовку посадочних місць для розміщення силової установки, агрегатів руху, орієнтування і виконання бойових задач уніфікованими і на одних і тих же місцях у корпусі Виготовлені з вибраних броньових листів днище, борти, перегородка, що розділяє корпус броньованої машини на моторно-трансмісійне відділення (МТВ) і відділення керування, носові і кормовий листи, підбаштовий лист фіксують у просторі один відносно одного По всій довжині корпусу між днищем і бортами встановлюють кутикові профілі, які виконують з отворами для встановлення елементів рушія, напрямних роликів і привідних органів Потім за допомогою зварювальних автоматів проводять зварювання елементів корпусу Причому до бічних кромок днища приварюють кутиковий профіль, до якого потім приварюють борти Кормовий лист встановлюють під гострим кутом до площини вертикального поперечного перерізу корпусу і приварюють до днища безпосередньо Покрівлю моторно-трансмісійного відділення (МТВ) виконують прямокутної конфігурації і встановлюють на бортах МТВ без ущільнення (тобто без забезпечення герметичності МТВ) з можливістю повороту відносно и передньої кромки При цьому покрівля МТВ і підбаштовий лист розташовані в одній площині Крім того, агрегати і/або окремі деталі обладнання кріплять за допомогою монтажних панелей Відомий спосіб забезпечує зменшення вартості виготовлення корпусу броньованої машини Однак, габарити корпусу відповідають габаритам по можливості найбільшого танка Отже і об'єм МТВ - максимально великий, так як спроектований для розміщення максимально потужної силової установки Відомо, ЩО силова установка повинна займати 4 в броньованій машині можливо менший об'єм, так як маса і об'єм двигуна з його системами визначають частку від загального об'єму і маси об'єкта бронетанкової техніки, які використовуються для захисту й озброєння Як основа перспективних силових установок в даний час розглядаються багатопаливні дизелі і газотурбінні двигуни (ГТД) (Основные боевые танки / Под ред Сафонова Б С и Мураховского ВИ// Москва Арсенал - Прес, 1993 с 28) Сучасні ГТД у порівнянні з дизелями такої ж потужності витрачають значно більше палива До того ж вони споживають приблизно в три рази більше повітря, що викликає підвищені вимоги до його очищення і, отже, додаткові витрати об'єму й ваги на ВІДПОВІДНІ системи ВІДОМІ ВІТЧИЗНЯНІ двотактні 3, 5- і 6-цилшдрові багатопаливні дизелі типу -5ТДФ з турбонаддувом, безпосереднім впорскуванням палива, горизонтальним рядним розташуванням циліндрів, протилежно рухомими поршнями і двостороннім відбором потужності (див "Военный парад" № 1, 1999 р , с 48-50) При значній ВІДМІННОСТІ в потужності (375кВт, 515кВт, 625кВт, 735кВт і 882кВт) усі дизелі мають однакову висоту - 381мм - і є самими "низькими" танковими дизелями у СВІТІ Вищезазначені дизелі характеризуються високими питомими показниками, малими габаритними і малими необхідними об'ємами танків, (наприклад, при однаковій потужності маса дизеля 6ТД-2 на 1000кг менше маси дизеля AVDS 1790 (США), його літрова потужність - у два рази більше, ніж у дизеля C12V (Великобританія), а габаритна - у 2-6 разів більше, ніж у дизельної серії AVDS і C12V При цьому ці дизелі мають здатність працювати в умовах великої запиленості повітря, високих і низьких температур навколишнього середовища (від - 50 до + 55°С), а також характеризуються ремонтопридатністю і пожежобезпечністю (див "Военный парад", № 1, 1999р , с 48-50) В основу винаходу поставлено задачу розробити недорогий спосіб виготовлення корпусу броньованої машини, який за рахунок формування внутрішнього об'єму МТВ для розміщення силової установки на базі перспективних дизелів типу 5ТДФ забезпечує мінімізацію необхідного об'єму МТВ, а отже - збільшення частки від загального об'єму і маси корпусу, що використовуються для захисту й озброєння Для вирішення поставленої задачі у відомому способі виготовлення корпусу броньованої машини, що включає фіксацію взаємного просторового положення виготовлених з броньових листів днища і бортів, і встановлення перегородки, що розділяє корпус на моторно-трансмісійне відділення (МТВ) і відділення керування, підбаштового листа, носових і кормового броньових листів, причому кормовий лист розміщують під гострим кутом до площини поперечного вертикального перерізу корпусу, і наступне їх зварювання, а також підготовку посадочного місця для розміщення силової установки в МТВ, покрівлю якого виконують прямокутної конфігурації і встановлюють на бортах МТВ з можливістю повороту відносно и передньої кромки Згідно З винаходом посадочне місце для роз 50865 міщення силової установки виконують у вигляді двох литих ПІДДОНІВ, до кожного з яких приварюють опору з бугелем на КІНЦІ І два кільця, між якими вварюють обичайку Перед зварюванням корпусу посадочне місце зістиковують з днищем, бортами і кормовим листом, розташовуючи опори в одній вертикальній площині, що проходить через центри отворів напівкруглої форми, які виштамповують у бортах МТВ Потім литі піддони приварюють до днища, бортів і кормового листа При цьому найбільш віддалене від опори з бугелем на КІНЦІ кільце вварюють у борт по периметру отвору напівкруглої форми Борти МТВ виготовляють скошеними у бік корми Кут між верхньою кромкою бортів МТВ і площиною підбаштового листа менше за 9° Додатковими ВІДМІННОСТЯМИ способу від прототипу є такі ознаки покрівлю МТВ виконують у вигляді зварної коробчатої конструкції змінного перерізу У покрівлі монтують агрегати для системи охолодження й агрегати для попереднього очищення повітря для живлення силової установки, між бортами МТВ вварюють балку кутикового профілю, до якої приварюють перегородку До ЗОВНІШНІХ торців бортів МТВ і кормового листа, а також до балки приварюють металеві планки, до яких привулканізоване ущільнення Із зовнішнього боку бортів МТВ встик з металевими планками з ущільненням приварюють планки з виступами, між якими до бортів МТВ приварюють упори, у броньових листах для днища за допомогою штампування виконують отвори для установлення штатних люків для технічного обслуговування силової установки й отвори для установлення елементів рушія, а також відгинають угору краї броньових листів, ВІДПОВІДНІ бортам і кормовому листу Зварювання днища з бортами і кормовим листом проводять по кромках відігнутих країв днища, кормовий лист розміщують під кутом 20 - 35° відносно вертикального поперечного перерізу корпусу Спосіб, що заявляється, зберігає переваги прототипу малу вартість виготовлення завдяки економічності автоматизованої технології масового виробництва зварювальних робіт, штампування, лиття і т ін , використання одних і тих же уніфікованих місць для розміщення силової установки, агрегатів, вузлів рушія і т ш Одночасно з цим у МТВ у процесі виробництва корпусу підготовлюється посадочне місце для силової установки на базі перспективного багатопаливного дизеля типу 5ТДФ Покрівля МТВ установлюється похило, і в покрівлі МТВ монтуються агрегати для систем охолодження -й агрегати для подавання і попереднього очищення повітря для живлення силової установки, що також сприяє мінімізації об'єму МТВ Кути нахилу покрівлі МТВ і кормового листа вибрані з умов створення МТВ, об'єм якого достатній для розміщення силової установки на базі дизеля типу 5ТДФ потужністю 882 кВт і потужністю - 375 кВт, так як їх габарити не перевищують 1602 х 955 х 581мм Крім того заміна двигуна однієї потужності на двигун іншої потужності не вимагає значних матеріальних витрат - досить перемістити 6 опори з бугелями на кінцях на необхідну відстань одна від одної, залишаючи їх у тій же вертикальній площині Додатковими перевагами є підвищення МІЦНОСТІ днища Це зумовлене тим, що на відміну від прототипу зварювальний шов на днищі відсутній (у прототипі днище і борт приварені до кутикового профілю) Крім того забезпечується герметизація покрівлі МТВ, яка надає можливість подавати до двигуна тільки чисте повітря До того ж для забезпечення переміщення броньованої машини, наприклад, танка, під водою не потрібні додаткові затрати часу і матеріалів на герметизацію МТВ Суть винаходу пояснюється кресленнями, на яких зображені на фіг 1 -аксонометричне зображення корпусу, частково у розрізі, на фіг 2 - переріз А-А фіг 1 (збільшено), на фіг 3 - переріз Б-Б фіг 1 (збільшено), на фіг 4 - переріз В-В фіг 1, на фіг 5 - днище для МТВ, аксонометричне зображення Для виготовлення корпусу броньованої машини вибирають броньові листи необхідних розмірів для виготовлення днища, бортів, підбаштового листа, покрівлі МТВ, перегородки, носових і кормового ЛИСТІВ За допомогою штампування броньовим листам надають необхідну форму у броньових листах для днища виконуються отвори для встановлення штатних люків для технічного обслуговування силової установки й отвори для встановлення елементів рушія, а також відгинають угору краї броньових листів, ВІДПОВІДНІ бортам і кормовому листу, у броньових листах для бортів виконують отвори напівкруглої форми, а також отвори для встановлення елементів рушія, ВІДПОВІДНІ отворам в броньових листах для днища Броньові листи для бортів МТВ обрізають по верхньому краю під кутом, меншим за 9°, відносно горизонталі Діапазон величин кута нахилу, менше - 9° вибраний експериментальним шляхом з урахуванням таких міркувань покрівля МТВ, що обпирається на скошені під кутом, меншим 9°, борти - обмежує висоту МТВ до величини, достатньої і необхідної для установлення перспективного дизеля типу 5ТДФ і агрегатів для систем охолодження й агрегатів для подавання і попереднього очищення повітря для живлення двигуна у покрівлі МТВ, при збільшенні кута нахилу понад 9° порушуються умови оптимального взаємного розташування двигуна й агрегатів для подавання й очищення повітря для живлення силової установки З броньових листів, яким за допомогою штампування надали належну форму, зварюють днище, борти і покрівлю МТВ, яку виготовляють у вигляді коробчатої конструкції змінного перерізу Потім у покрівлі МТВ монтують усе необхідне обладнання і в тому числі агрегати для системи охолодження й агрегати для попереднього очищення повітря для живлення силової установки Посадочне місце для розміщення силової установки виконують у вигляді двох литих піддо 50865 8 слуговування силової установки і в тому числі нів, до кожного з яких приварюють два кільця, між для виймання забірного фільтра моторного якими вварюють обичайку, і опору з бугелем на мастилобака, КІНЦІ У закладний стенд встановлюють днище, бордля зливу мастила з моторного мастилобака, ти, носові і кормовий листи і підбаштовий лист, і для доступу до підігрівача, таким чином фіксують взаємне положення у просдля огляду і регулювання приводу гірського торі елементів корпусу гальма, Заздалегідь виготовлене посадочне місце для для зливу мастила з двигуна, розміщення силової установки зістиковують з для огляду силового відділення і кормової днищем, бортами і кормовим листом, зафіксовапомпи, ним в закладному стенді Литі піддони розташовудля доступу до хомутів колектора, що випусють на відстані один від одного таким чином, що кається, опори з бугелями розташовуються у одній вертидля доступу до забірного фільтра трансмісійкальній площині, що проходить через центри ного мастилобака, отворів напівкруглої форми, які виштамповані в для доступу до трубок високого тиску паливної бортах МТВ, а кільце, найбільш віддалене від опосистеми, ри з бугелем на КІНЦІ розташовують в отворі напівдля зливу відпрацьованої рідини з двигуна круглої форми в борту МТВ По краях, ВІДПОВІДНИХ бортам, були виштамповані отвори 11 для установлення елементів рушія Кормовий лист розташовують під гострим кутом, що дорівнює 20 - 35°, до площини вертикальКраї броньових листів для днища 1, ВІДПОВІДНІ ного поперечного перерізу Діапазон величин кута бортам 2 і кормовому листу 9 відігнули вгору нахилу кормового листа вибраний експериментаУ броньових листах для бортів 2 виштампувально з урахуванням таких міркувань Мінімальний ли отвори 11 для установлення елементів рушія, а кут нахилу, що дорівнює 20°, визначений у зв'язку в броньових листах для бортів 2 МТВ 6 виштампоз необхідністю виконання покрівлі МТВ заданої вані отвори 12 напівкруглої форми По верхньому довжини (довжина покрівлі МТВ визначена довжикраю броньові листи для бортів 2 МТВ 6 -обрізали ною дифузора агрегату попереднього очищення під кутом 7° 13і ВІДНОСНО горизонталі повітря) Збільшення кута нахилу кормового листа З броньових листів, яким за допомогою штамна величину, більшу 35°, призводить до збільшенпування надали належну форму, зварили днище 1, ня кормової частини корпусу, розташованої за борти 2 і покрівлю З МТВ 6, яку виготували у виостаннім катком, що, в свою чергу, обумовлює гляді коробчатої конструкції змінного перерізу зниження маневреності бойової машини і здатносПотім у покрівлі З МТВ 6 змонтували необхідті долати перешкоди не обладнання агрегати для системи охолодження й агрегати для попереднього очищення повітря Потім проводять зварювальні роботи для живлення силової установки (на кресленнях зварюють днище з бортами і кормовим лисне зображені) том, розташовуючи зварювальний шов не по дні, як у прототипі, а по борту, так як зварювання проПосадочне місце для розміщення силової водять по кромках відігнутих країв днища, установки виконали у вигляді двох литих ПІДДОНІВ 13, до кожного з яких приварили два кільця 14, між піддони приварюють до днища, бортів і кормоякими вварили обичайку 15, і опору 16 з бугелем вого листа, 17 на КІНЦІ кільце, найбільш віддалене від опори з бугелем вварюють у борт по периметру отвору напівУ закладний стенд (на кресленнях не зобракруглої форми жений) встановили днище 1, борти 2, підбаштовий лист 4, носові листи 8 і кормовий лист 9, який розМіж бортами МТВ встановлюють і вварюють ташували під кутом 25° до площини поперечного балку кутикового профілю, потім вварюють перевертикального перерізу корпусу городку, що розділяє корпус на МТВ і відділення керування, приварюючи її до днища, бортів і балПотім зістикували заздалегідь виготовлене поки садочне місце для розміщення силової установки з днищем 1, бортами 2 МТВ 6 і кормовим листом 9 До ЗОВНІШНІХ торців бортів МТВ і кормового Литі ПІДДОНИ 13 розташували на відстані один відлиста, а також до балки приварюють металеві носно одного таким чином, що опори 16 були розпланки, до яких привулканізоване ущільнення Із ташовані у одній вертикальній площині, що прохозовнішнього боку бортів МТВ встик до металевих дить через центри отворів 12 у бортах 2 МТВ 6, а планок з ущільненням приварюють планки з викільце 14, найбільш віддалене від опори 16, розступами, між якими до бортів МТВ приварюють ташували в отворі 12 борта 2 МТВ 6 упори Приклад Для виготовлення корпусу танка виПотім усі зафіксовані частини корпусу зварили брали десять броньових листів середньої твердоза допомогою, наприклад, зварювального автомасті для виготовлення днища 1, бортів 2, покрівлі З та А - 947У або "Удар-500" При цьому зварювальМТВ, підбаштового листа 4, перегородки 5, що ний шов провели по борту 2 і кормовому листу 9, розділяє корпус на моторно-трансмісійне відділенприварюючи їх до кромок загнутого краю днища 1 ня 6 і відділення 7 керування, носових і кормового Піддони 13 приварили до днища 1, бортів 2 листів 8 і 9 ВІДПОВІДНО МТВ і кормового листа 9, а кільце 14 - до борта 2 по контуру отвору 12 у борту 2 МТВ 6 Для виготовлення днища 1 піддали штампуванню три броньових листи На броньовому листі Між бортами 2 МТВ 6 встановили балку 18 кудля днища 1 МТВ 6 були виштамповані десять тикового профілю і вварили її До балки 18, до отворів 10 для штатних люків для технічного оббортів 2 і днища 1 приварили перегородку 5 50865 10 До зовнішніх торців бортів 2 МТБ 6 і кормового редньої кромки. листа 9, а також до балки 18 приварили металеві Покрівля З МТБ 6 щільно обпирається на ущіпланки 19, до яких привулканізоване ущільнення, льнення планок 19 і упори 21 одночасно. Упори 21 наприклад, валик з гуми діаметром 4мм. зменшують навантаження на ущільнення планок Із зовнішнього боку бортів 2 МТБ 6 встик до 19. металевих планок 19 з ущільненням приварили Таким чином був виготовлений корпус танка, 3 металеві планки 20 з виступами, між якими приваоб'єм МТБ 6 якого складає 3,01м і в якому забезрили упори 21. печена можливість силової установки з дизелем типу 5ТДФ потужністю від 375кВт і більше 882кВт. Покрівлю З МТБ 6 встановили на борти 2 МТБ і закріпили з можливістю повороту навколо її пе п Фіг. 4 Фіг. 5 11 50865 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making body of armored car
Автори англійськоюKudrov Volodymyr Mykhailovych, Kurov Mykola Kostiantynovych, Maheramov Liuftfalii Kurban-Alievych, Maheramov Liutfalii Kurban-Aliievych, Borysiuk Mykhailo Dem'ianovych, Busiak Yurii Mytrofanovych, Bershov Oleksandr Viktorovych
Назва патенту російськоюСпособ изготовления корпуса бронированной машины
Автори російськоюКудров Владимир Михайлович, Куров Николай Константинович, Магерамов Лютфалий Курбан-Алиевич, Борисюк Михаил Демьянович, Бусяк Юрий Митрофанович, Бершов Александр Викторович
МПК / Мітки
МПК: F41H 7/02
Мітки: машини, корпусу, броньованої, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/6-50865-sposib-vigotovlennya-korpusu-bronovano-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусу броньованої машини</a>
Пристрій для виявлення лазерного опромінення броньованої машини
Номер патенту: 50850
Опубліковано: 15.11.2002
Автори: Борисюк Михайло Дем'янович, Глібов Василь Васильович, Арбузов Юрій Васильович, Куров Микола Костянтинович, Роленко Сергій Олександрович, Вакуленко Володимир Вікторович, Бусяк Юрій Митрофанович, Калмиков Дмитро Анатольйович, Прохоров Микола Олексійович
МПК: G01J 5/50, F41H 11/00
Мітки: опромінення, лазерного, машини, броньованої, виявлення, пристрій
Формула / Реферат:
1. Пристрій для виявлення лазерного опромінення броньованої машини, що містить принаймні чотири детекторні головки, кожна з яких містить установлений зовні броньованої машини броньований корпус з амбразурами, усередині якого розміщений принаймні один детектор лазерного випромінювання, який відрізняється тим, що броньований корпус кожної детекторної головки виконаний у вигляді багатогранника, у кожній з амбразур установлений виконаний з...
Рознімний пристрій газовипускної труби двигуна внутрішнього згоряння броньованої машини
Номер патенту: 1161
Опубліковано: 15.02.2002
Автори: Зарянов Володимир Анатолійович, Кравченко Олексій Олександрович, Кудров Володимир Михайлович
МПК: F15D 1/00, F16L 27/02
Мітки: пристрій, газовипускної, машини, трубі, броньованої, рознімний, внутрішнього, згоряння, двигуна
Формула / Реферат:
1. Рознімний пристрій газовипускної труби двигуна внутрішнього згоряння броньованої машини, що містить верхню і нижню секції газовипускної труби з верхнім і нижнім фланцями відповідно, які установлені з осьовим зазором відносно один одного, першу і другу обичайки, охоплюючі газовипускну трубу, одна з яких прилягає до ущільнювального підпружиненрго кільця, розміщеного в нижньому фланці, який виконаний у вигляді фасонної відбортовки і...
Корпус циклона і спосіб виготовлення корпусу циклона
Номер патенту: 47982
Опубліковано: 15.07.2002
Автори: Кущенко Сергій Миколайович, Ліпицький Станіслав Григорович
МПК: B04C 5/085
Мітки: виготовлення, циклона, корпусу, корпус, спосіб
Формула / Реферат:
1. Корпус циклона, що включає сполучені між собою циліндричну і конічні секції, що містять торцеві фланці, а також кожухи і захисні футерівки, виконані у вигляді циліндрів і конусів, скріплених між собою і з торцевими фланцями, причому захисні футерівки циліндричної і конічної секції корпусу виготовлені з футерувальної маси на основі зв'язуючого і наповнювача, наприклад полікристалічного карбіду кремнію, який відрізняється тим, що захисні...
Спосіб виготовлення корпусу відцентрового вентилятора
Номер патенту: 13074
Опубліковано: 28.02.1997
Автори: Подолян Олег Климентійович, Покосенко Віктор Олександрович
МПК: F04D 29/42
Мітки: корпусу, відцентрового, спосіб, виготовлення, вентилятора
Формула / Реферат:
(57) Способ изготовления корпуса центробежного вентилятора, заключающийся в выполнении обычайки и боковых стенок излистового материала и образовании на последних ребер жесткости, отличаю щ и й с я тем, что боковые стенки и обечайку изготавливают зацело из одной заготовки, предварительно на заготовке размещают развертку обечайки и боковых стенок, при этом развертки боковых стенок располагают вдоль развертки обечайки с двух сторон, затем на...
Корпус циклона і спосіб виготовлення корпусу циклона
Номер патенту: 49719
Опубліковано: 16.09.2002
Автори: Ліпицький Станіслав Григорович, Кущенко Сергій Миколайович
МПК: B04C 5/085
Мітки: корпус, спосіб, циклона, корпусу, виготовлення
Формула / Реферат:
1. Корпус циклона, що включає сполучені між собою циліндричну і конічні секції, які містять торцеві фланці, а також кожухи і захисні гумові футерівки, виконані у вигляді циліндрів і конусів, скріплених між собою і з торцевими фланцями, який відрізняється тим, що захисні гумові футерівки циліндричної і конічних секцій корпусу армовані стержнями, які жорстко сполучені з торцевими фланцями в армуючі каркаси.2. Спосіб виготовлення корпусу...
Попередній патент: Свердловинопалеутворювач
Наступний патент: Централізована регульована імпульсна система змащення “олія-повітря”
Випадковий патент: Пристрій для захисту газових і електричних плит від забруднення