Спосіб виготовлення корпусу відцентрового вентилятора
Номер патенту: 13074
Опубліковано: 28.02.1997
Автори: Покосенко Віктор Олександрович, Подолян Олег Климентійович

Формула / Реферат
(57) Способ изготовления корпуса центробежного вентилятора, заключающийся в выполнении обычайки и боковых стенок излистового материала и образовании на последних ребер жесткости, отличаю щ и й с я тем, что боковые стенки и обечайку изготавливают зацело из одной заготовки, предварительно на заготовке размещают развертку обечайки и боковых стенок, при этом развертки боковых стенок располагают вдоль развертки обечайки с двух сторон, затем на развертках боковых стенок вы-штамповывают гофры, и развертки боковых стенок отгибают до получения П-образного желоба, после чего последний вальцуют с образованием обечайки и боковых стенок с равномерно расположенными на них ребрами жесткости
.
Текст
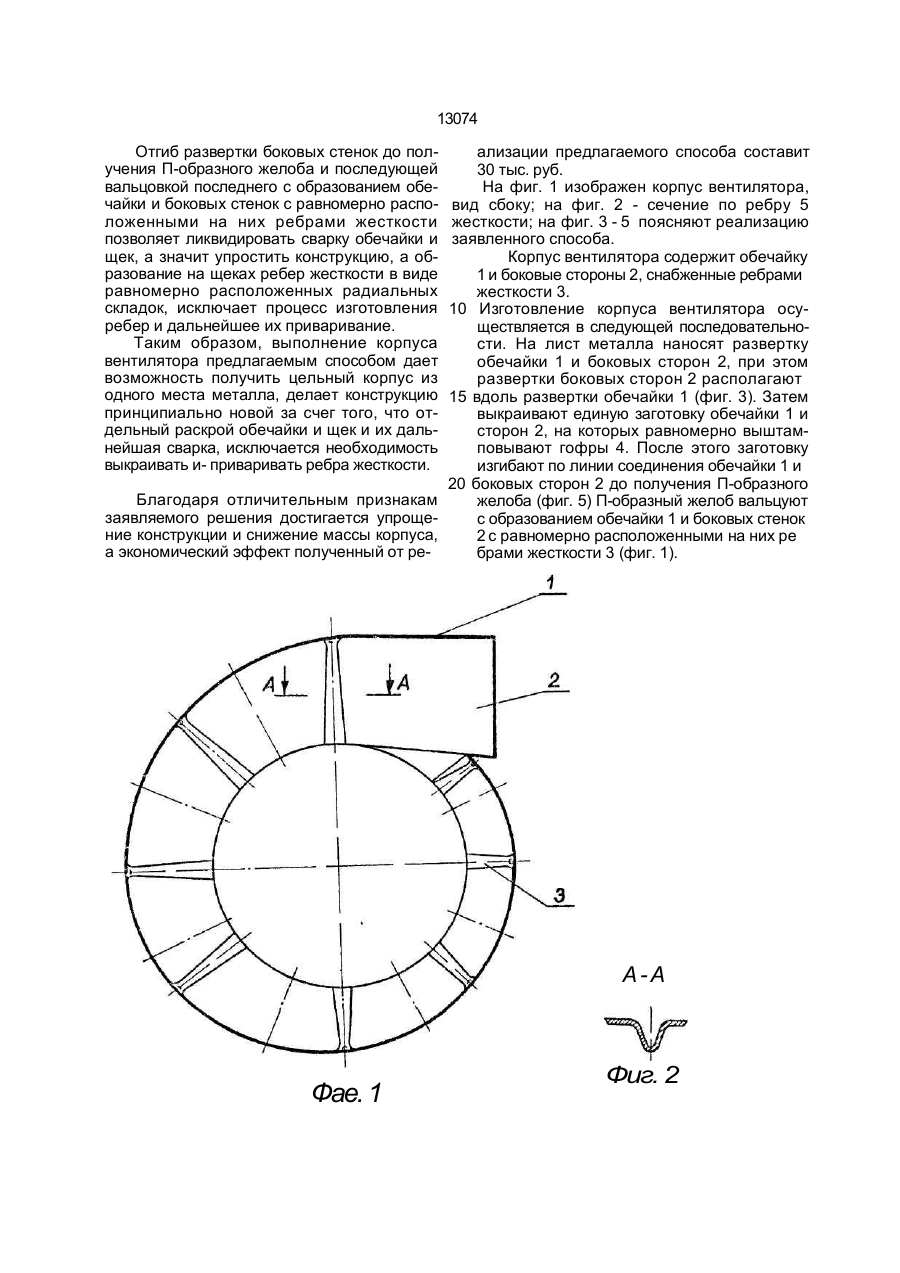
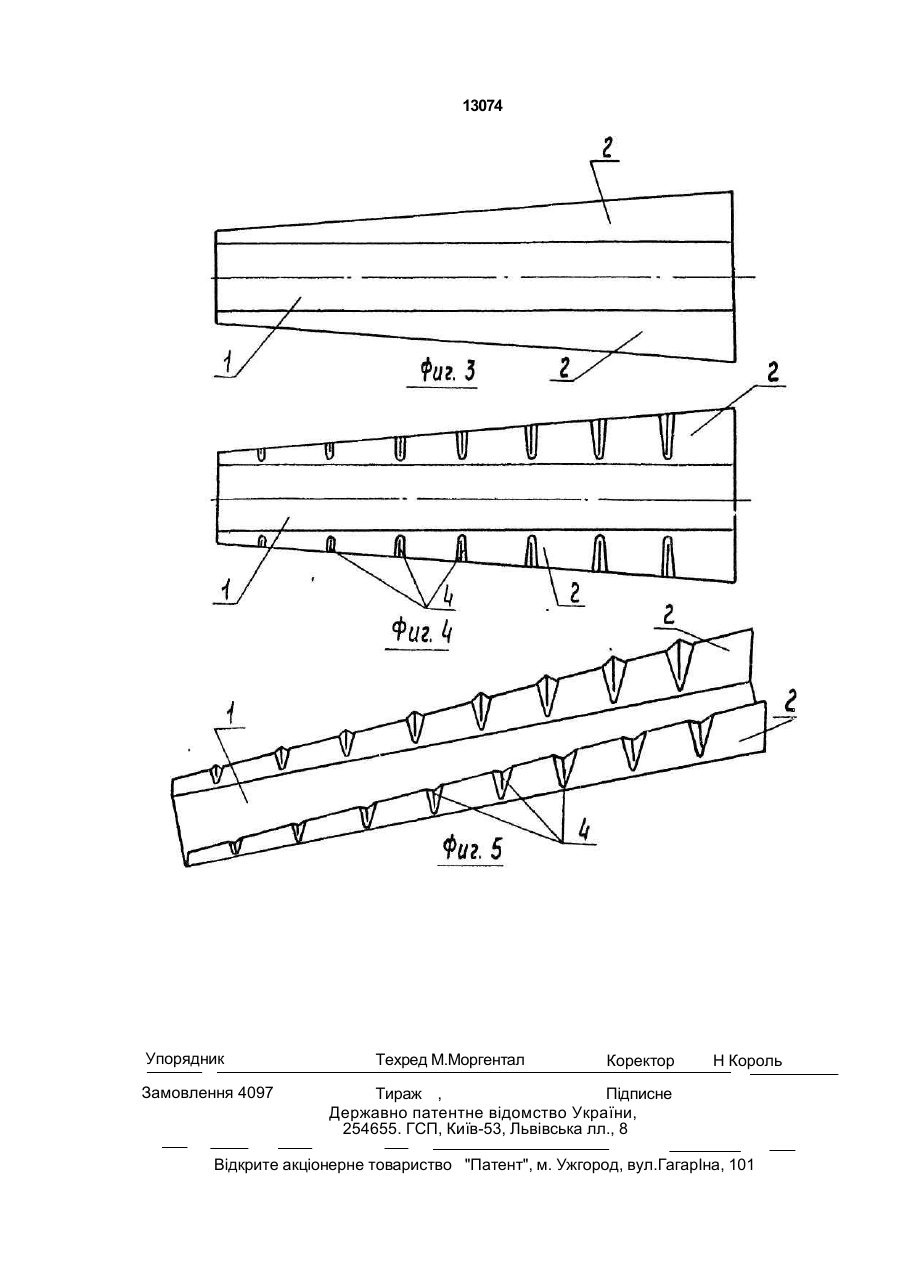
Способ изготовления корпуса центро бежного вентилятора, заключающийся в вы полнении обечайки и боковых стенок из листового материала и образовании на последних ребер жесткости, о т л и ч а ю щ и йс я тем, что боковые стенки и обечайку изготавливают зацело из одной заготовки, предварительно на заготовке размещают развертку обечайки и боковых стенок, при этом развертки боковых стенок располагают вдоль развертки обечайки с двух сторон, затем на развертках боковых стенок выштамповывают гофры, и развертки боковых стенок отгибают до получения П-образного желоба, после чего последний вальцуют с образованием обечайки и боковых стенок с равномерно расположенными на них ребрами жесткости. со Изобретение относится к области вентиляторостроения, и, в частности, может быть использовано при проектировании спиральных корпусов центробежных вентиляторов, используемых в судовых системах вентиляции. Целью изобретения является упрощение конструкции и технологии изготовления, Поставленная цель достигается тем, что в способе изготовления корпуса центробежного вентилятора, заключающемся в выполнении обечайки и боковых стенок из гистового материала и образованием на последних ребер жесткости (сходные признаки), боковые стенки и обечайку изготавливают зацело из одной заготовки, предварительно на заготовке размещают развертку обечайки и боковых стенок при этом развертки боковых стенок располагают вдоль развертки обечайки с двух сторон, затем на развертках боковых стенок выштамповывают гофры и развертки боковых стенок отгибают до получения П-образиого желоба, после чего последний вальцуют с образованием обечайки и боковых стенок с равномерно расположенными на них ребрами жесткости. Изготовление боковых стенок и обечайки корпуса вентилятора зацело из одной заготовки, когда предварительно на заготовке различают развертку обечайки и боковых стенок так, что развертки боковых стенок расположены вдоль развертки обечайки с двух сторон, а затем на развертках боковых стенок выштамповывают гофры позволяет упростить конструкцию и сократить время получения готового раскроя (одна заготовка вместо трех по прототипу) и получить экономию металла за счет исключения отходов материала, получаемых при раскрое корпуса о о 13074 Отгиб развертки боковых стенок до получения П-образного желоба и последующей вальцовкой последнего с образованием обечайки и боковых стенок с равномерно расположенными на них ребрами жесткости позволяет ликвидировать сварку обечайки и щек, а значит упростить конструкцию, а образование на щеках ребер жесткости в виде равномерно расположенных радиальных складок, исключает процесс изготовления ребер и дальнейшее их приваривание. Таким образом, выполнение корпуса вентилятора предлагаемым способом дает возможность получить цельный корпус из одного места металла, делает конструкцию принципиально новой за счег того, что отдельный раскрой обечайки и щек и их дальнейшая сварка, исключается необходимость выкраивать и- приваривать ребра жесткости. ализации предлагаемого способа составит 30 тыс. руб. На фиг. 1 изображен корпус вентилятора, вид сбоку; на фиг. 2 - сечение по ребру 5 жесткости; на фиг. 3 - 5 поясняют реализацию заявленного способа. Корпус вентилятора содержит обечайку 1 и боковые стороны 2, снабженные ребрами жесткости 3. 10 Изготовление корпуса вентилятора осуществляется в следующей последовательности. На лист металла наносят развертку обечайки 1 и боковых сторон 2, при этом развертки боковых сторон 2 располагают 15 вдоль развертки обечайки 1 (фиг. 3). Затем выкраивают единую заготовку обечайки 1 и сторон 2, на которых равномерно выштамповывают гофры 4. После этого заготовку изгибают по линии соединения обечайки 1 и 20 боковых сторон 2 до получения П-образного Благодаря отличительным признакам желоба (фиг. 5) П-образный желоб вальцуют заявляемого решения достигается упрощес образованием обечайки 1 и боковых стенок ние конструкции и снижение массы корпуса, 2 с равномерно расположенными на них ре а экономический эффект полученный от ребрами жесткости 3 (фиг. 1). А-А Фае. 1 Фиг. 2 13074 Упорядник Замовлення 4097 Техред М.Моргентал Коректор Н Король Тираж , Підписне Державно патентне відомство України, 254655. ГСП, Київ-53, Львівська лл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making body of centrifugal ventilator
Автори англійськоюPodolian Oleh Klymentiiovych, Pokosenko Viktor Oleksandrovych
Назва патенту російськоюСпособ изготовления корпуса центробежного вентилятора
Автори російськоюПодолян Олег Климентьевич, Покосенко Виктор Александрович
МПК / Мітки
МПК: F04D 29/42
Мітки: корпусу, спосіб, виготовлення, відцентрового, вентилятора
Код посилання
<a href="https://ua.patents.su/4-13074-sposib-vigotovlennya-korpusu-vidcentrovogo-ventilyatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусу відцентрового вентилятора</a>
Робоче колесо відцентрового вентилятора
Номер патенту: 3320
Опубліковано: 27.12.1994
Автори: Кущенко Любов Семенівна, Просницький Володимир Григорович, Олін Володимир Михайлович, Патлань Микола Миколайович
МПК: F04D 29/00
Мітки: відцентрового, робоче, колесо, вентилятора
Формула / Реферат:
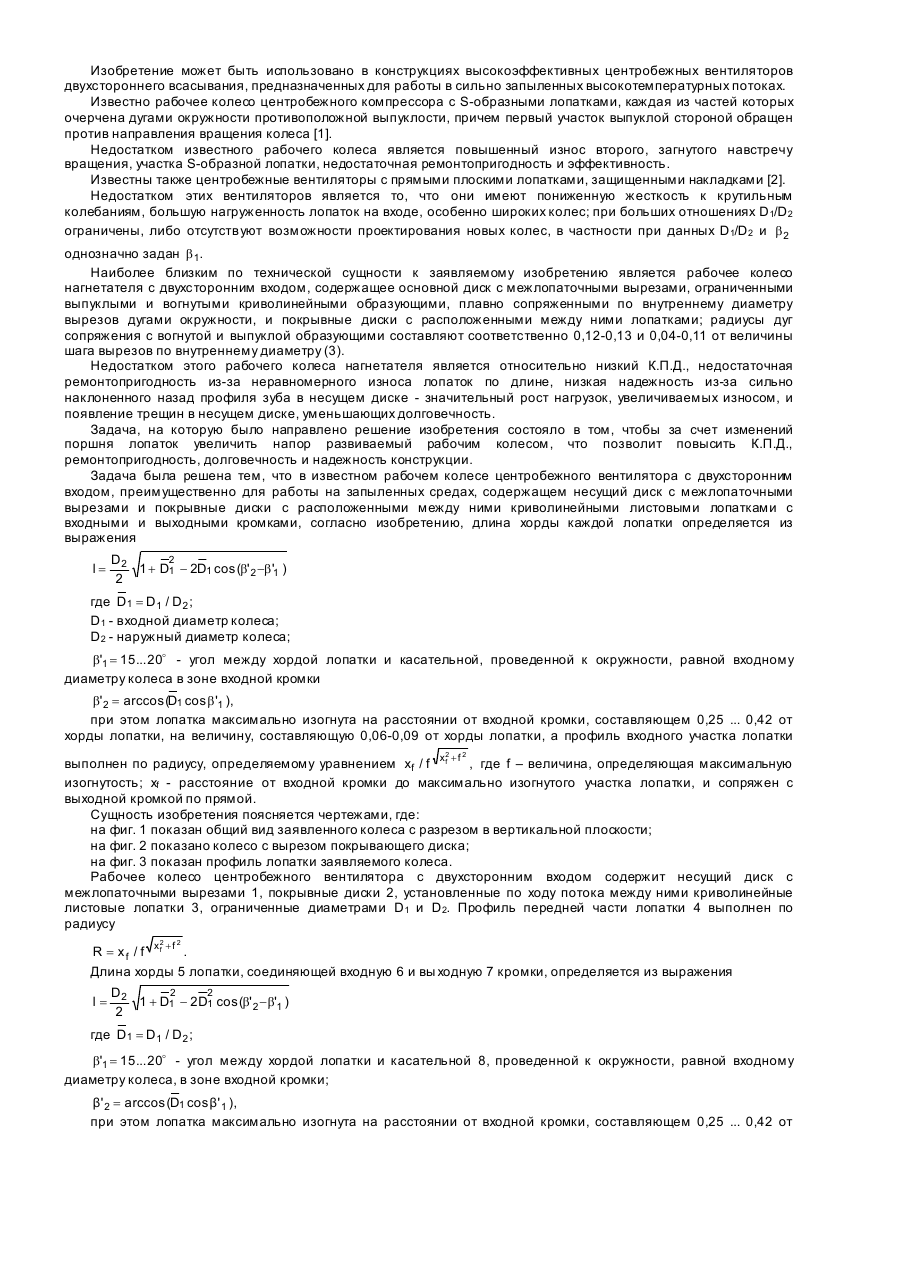
Рабочее колесо центробежного вентилятора с двусторонним входом, преимущественно для работы на запыленных средах, содержащее несущий диск с межлопаточными вырезами и покрывные диски с расположенными между ними криволинейными листовыми лопатками с входными и выходными кромками, отличающееся тем, что длина хорды каждой лопатки определяется из выражения:где
Робоче колесо осьового вентилятора
Номер патенту: 12763
Опубліковано: 28.02.1997
Автори: Курбатова Любов Володимирівна, Сенніков Віталій Федорович
МПК: F04D 29/32, F04D 27/00
Мітки: колесо, осьового, вентилятора, робоче
Текст:
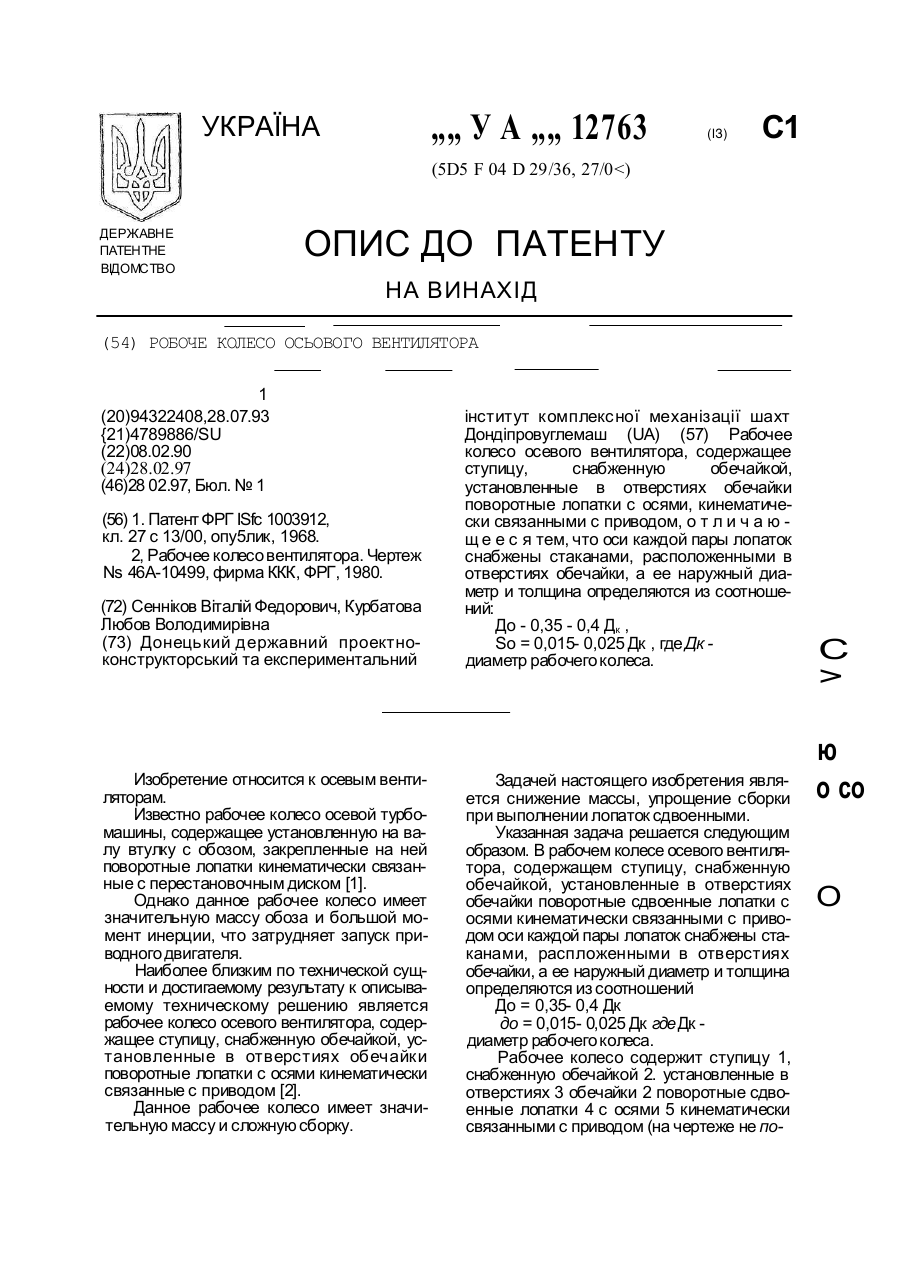
...содержит ступицу 1, снабженную обечайкой 2. установленные в отверстиях 3 обечайки 2 поворотные сдвоенные лопатки 4 с осями 5 кинематически связанными с приводом (на чертеже не по С > ю о со О 12763 казан) Хвостовик 6 каждой пары лопаток 4 шарниром 7 соединен с осью 5, снабженной радиальным и упорным подшипниками 8 и 9 соответственно Ось 5 снабжена стаканами 10, расположенными в отверстиях 3 обечайки 2, причем наружный диаметр До и...
Пристрій для захисту осьового вентилятора від зриву потоку
Номер патенту: 2678
Опубліковано: 26.12.1994
Автор: Гордієнко Юрій Анатолійович
МПК: F04D 27/02
Мітки: пристрій, зриву, вентилятора, осьового, потоку, захисту
Формула / Реферат:
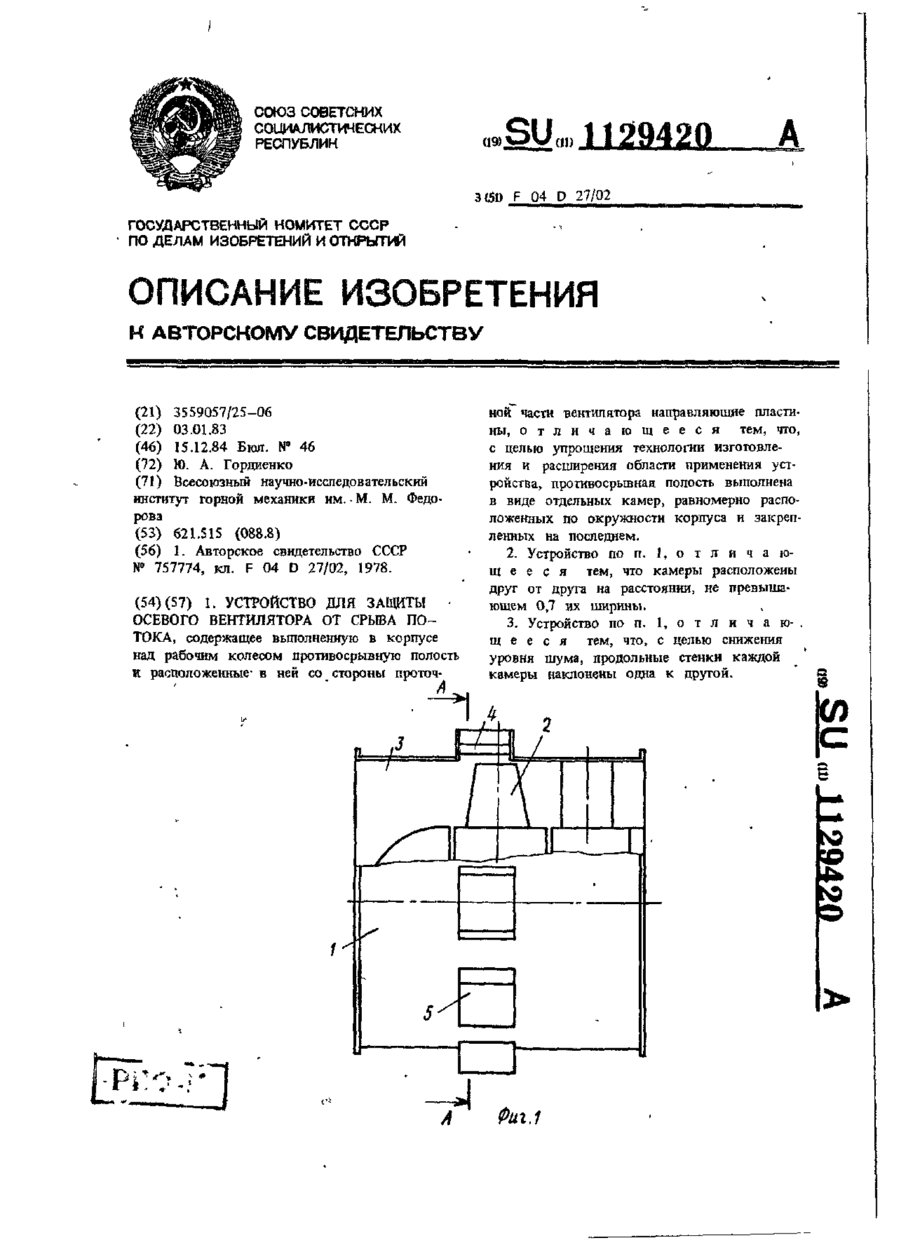
1. Устройство для защиты осевого вентилятора от срыва потока, содержащее выполненную в корпусе над рабочим колесом противосрывную полость и расположенные в ней со стороны проточной части вентилятора направляющие пластины, отличающееся тем, что, с целью упрощения технологии изготовления и расширения области применения устройства, противосрывная полость выполнена в виде отдельных камер, равномерно расположенных по окружности корпуса и...
Робоче колесо осьового вентилятора
Номер патенту: 390
Опубліковано: 30.04.1993
Автори: Гордієнко Юрій Анатолійович, Клепаков Іван Васильович, Руденко Валерій Аркадійович
МПК: F04D 29/32
Мітки: вентилятора, осьового, робоче, колесо
Формула / Реферат:
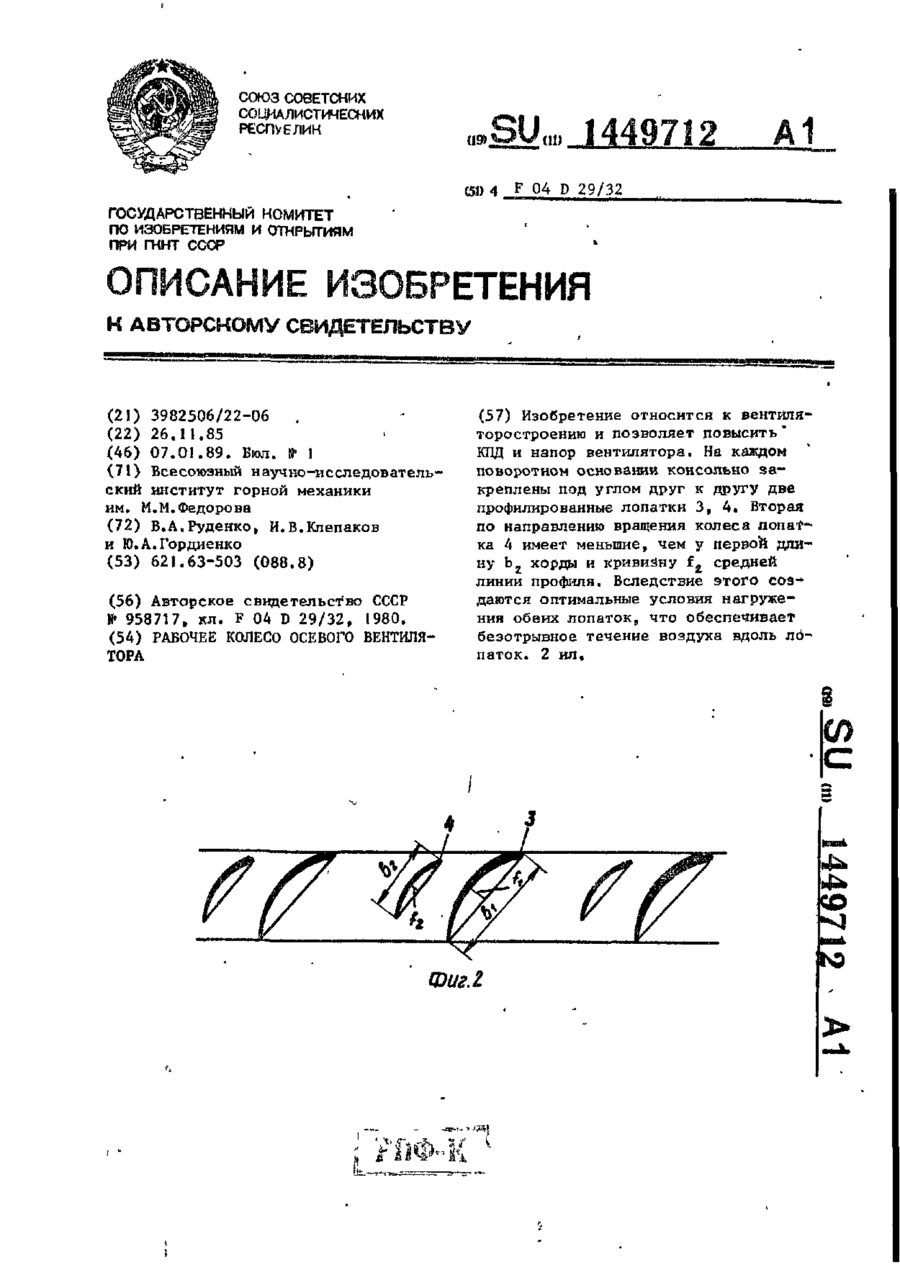
Формула изобретенияРабочее колесо осевого вентилятора, содержащее втулку и равномерно размещенные на ней поворотные основания, на каждом из которых консольно закреплены под углом друг к другу две профилированные лопатки, отличающееся тем, что, с целью повышения КПД и напора вентилятора, вторая по направлению вращения колеса лопатка каждого основания имеет меньшие, чем у первой, длину хорды и кривизну средней линии профиля.
Труна і спосіб її виготовлення
Номер патенту: 6706
Опубліковано: 29.12.1994
Автори: Геворкян Маргарита Андроніківна, Бутов Павло Григорович, Іванов Євген Дмитрович, Марініч Анатолій Володимирович, Кириченко Борис Борисович
МПК: A61G 17/00
Мітки: виготовлення, спосіб, труна
Формула / Реферат:
1. Гроб, содержащий основание и крышку, состоящие из скрепленных стенок с декоративным покрытием и выполненных преимущественно из трехслойной конструкции с заполнителем, отличающийся тем, что заполнитель выполнен сотовым и преимущественно из бумаги, а внешние и внутренние стороны стенок основания и крышки, преимущественно из картона и/или волокнистой плиты, при этом соприкасающиеся части крышки и основания закрыты отбортовками внешней и/или...
Попередній патент: Упаковка
Наступний патент: Мікродозатор рідини
Випадковий патент: Магнітний сепаратор