Система управління процесом формоутворення екструдованого плівкового рукава
Номер патенту: 5320
Опубліковано: 28.12.1994
Автори: Сенатос Володимир Олексійович, Значковський Борис Миколайович
Формула / Реферат
Система управления процессом формообразования экструдируемого пленочного рукава, содержащая экструдер, формующую головку, устройство управления диаметром рукава, стабилизирующее устройство с приводом перемещения его рабочих элементов, механически связанных с корпусом измерителя перемещений точек на поверхности рукава, и приемное устройство, отличающаяся тем, что, с целью повышения универсальности системы и качества выпускаемой продукции за счет независимого управления диаметром рукава и его деформацией в стабилизирующем устройстве, система снабжена задатчиком и регулятором деформации рукава, подключенными к выходу измерителя перемещений точек на поверхности рукава, причем выход регулятора подключен на вход привода перемещения рабочих элементов стабилизирующего устройства.
Текст
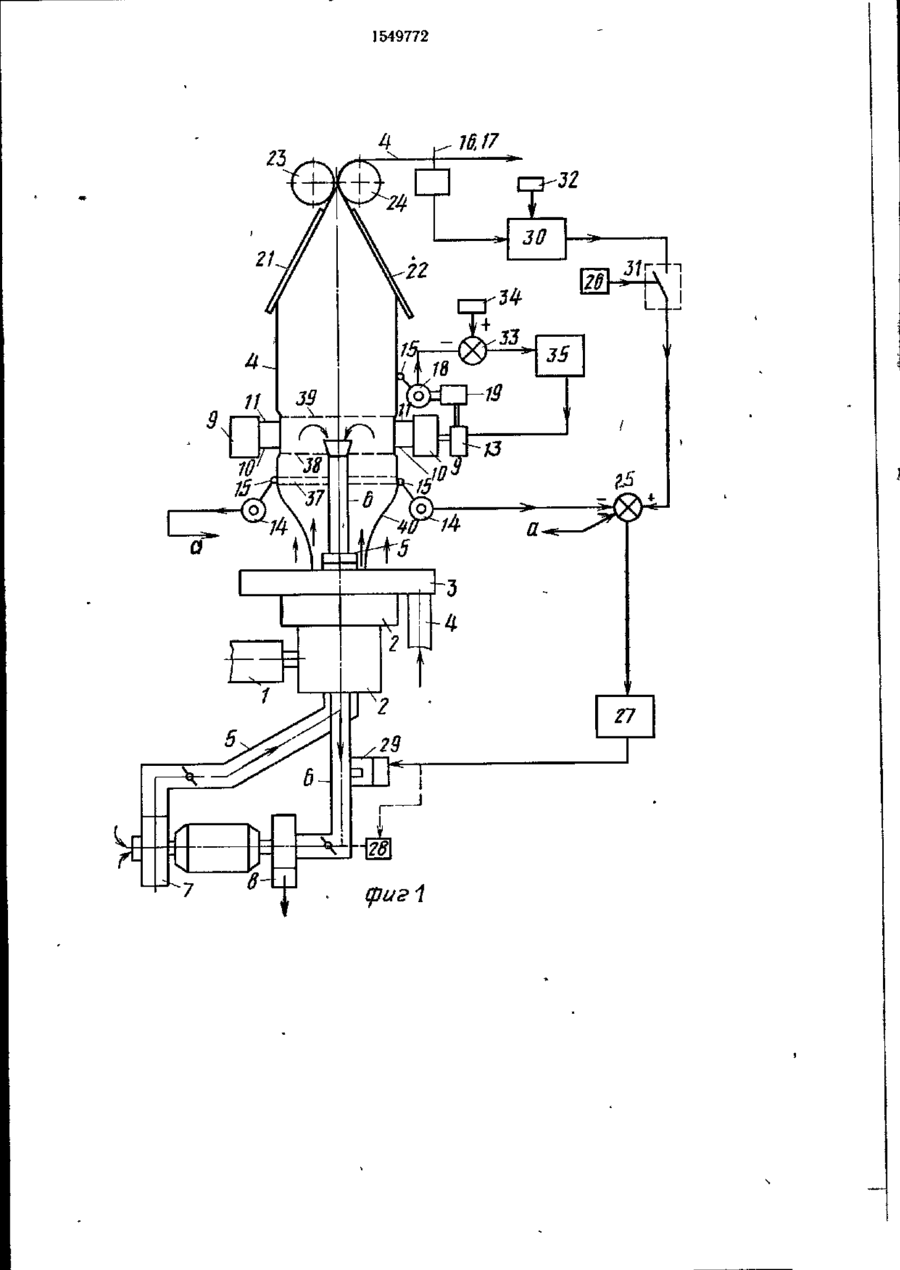
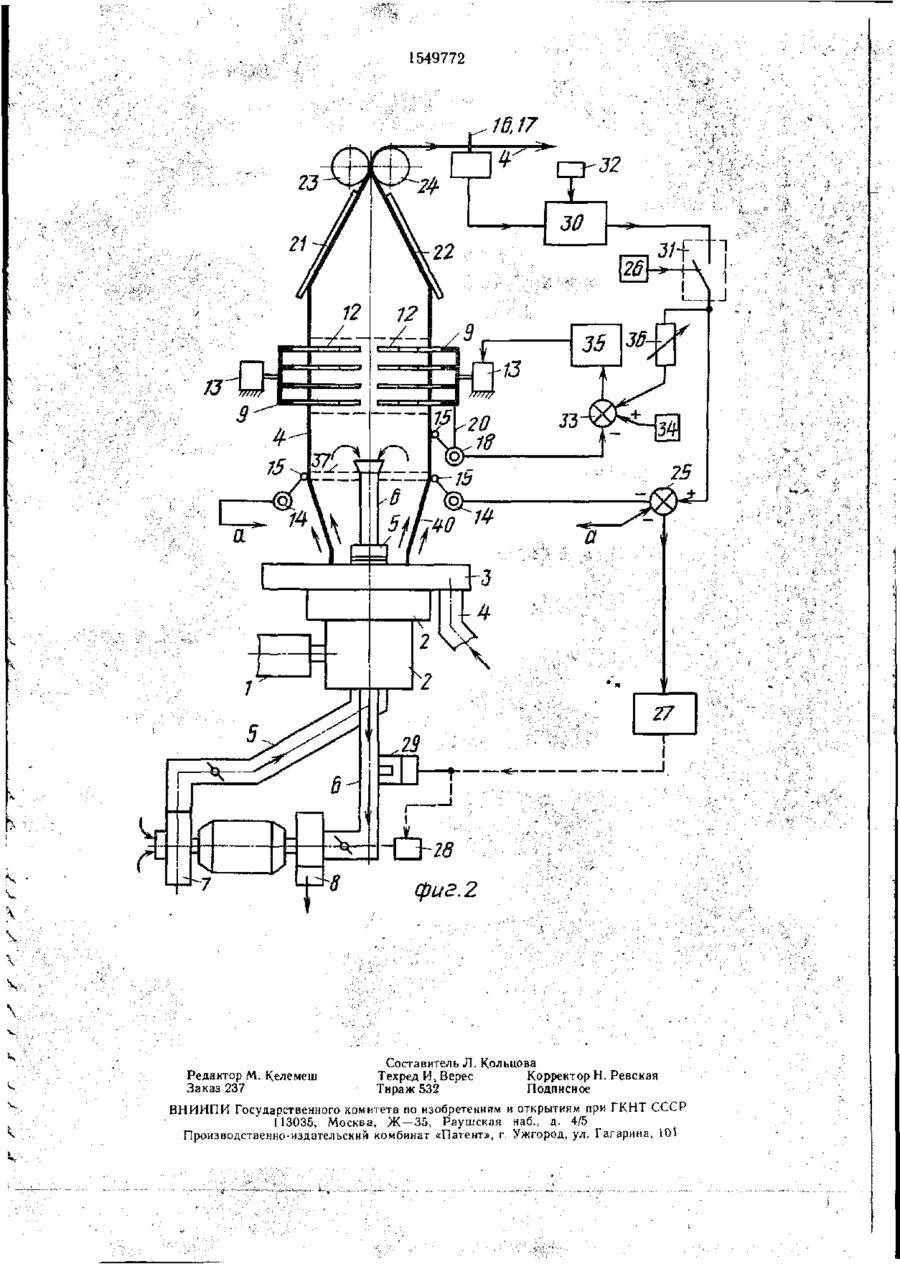
Изобретение относится к автоматическому управлению процессами производства экструдируемых полимерных рукавных пленок, в частности к управлению диаметром пленочного рукава Оно м б использовано в химической промышленности Цель изобретения — повышение универсальности системы и качества выпускаемой продукции за счет независимого управления диаметром рукава и его деформацией в стабилизирующем устройстве Для этого система управления содержит устройство управления диаметром рукава и стабилизирующее устройство с приводом перемещения его рабочих элементов, механически связанных с корпусом измерителя перемещений точек на поверхности рукава К выходу последнего подключены введенные в систему задатчик и регулятор деформации рукава Выход регулятора подключен на вход привода перемещения рабочих элементов стабилизирующего устройства При работе коррекция заданного значения деформации осуществляется автоматически За счет точного управления диаметром рукава и положением стабилизирующего устройства устраняются складки и морщины Это повышает качество пленки 2 ил С71 «О Изобретение относится к автоматическому управлению процессами производства экструдируемых полимерных рукавных пленок, в частности к управлению диаметром (шириной) пленочного рукава и его деформацией, и может быть использовано в химической промышленности Цель изобретения — повышение универсальности системы и качества выпускаемой продукции за счет независимого управления диаметром рукава и его деформацией в стабилизирующем устройстве На фиг I приведена система управления, у которой рабочие элементы стабилизи рующего устройства выполнены в виде ирисовых диафрагм, на фиг 2 — система управления с роликовым стабилизирующим устройством Система управления процессом формообразования пленочного рукава содержит экструдер 1, формующую головку 2, устройство 3 внешнего воздушного охлаждения рукава с патрубком 4, нагнетающую 5 и отсасывающую 6 воздушные магистрали с вентиляторами 7 и 8, обеспечивающими циркуляцию охлаждающего воздуха во внутренней полости пленочного рукава Стабилизирующее устройство 9 (устройство стабилизации положения рукава) ЬЭ 1549772 снабжено подвижными в радиальном направлении (относительно оси рукава) рабочими элементами, выполненными в виде ирисовых диафрагм 10, 11 (фиг 1),или роликовыми рабочими элементами 12 (фиг 2) Для радиального перемещения рабочих элементов 10—12 в стабилизирующих устройствах применены приводы 13 Устройство содержит измерители 14, 15 перемещений точек на поверхности рукава Их контактные ролики контактируют с диаметрально противоположными точками рукава, что используется для измерения его диаметра Измерители 16, 17 перемещений точек на поверхности стоженного рукава (на его кромках) предназначены для измерения ширины рукава У дополнительного измерителя 18 переме щений точек на поверхности рукава корпус механически связан с рабочими элементами 10—12 стабилизирующего устройства 9 На фиг I корпус измерителя 18 связан через механическую передачу 19 и механическую передачу привода 13 с установленными на разной высоте рабочими элементами 10, 11 стабилизирующего устройства 9 При этом сам измеритель 18 смонтирован после (по ходу движения пленки) стабилизирующего устройства 9 На фиг 2 корпус дополнительного измерителя 18 перемещений связан через кронштейн 20 с роликами рабочими элементами 12 стабилизирующего устройства 9 Рукав принимается приемным устройством со складывающими щеками 21, 22, тянущими валками 23, 24 и намоточным устройством (не показано) В состав устройства управления диаметром рукава входят измерители 14, 15 перемещений, сумматор 25 с задатчиком 26 диаметра, регулятор 27 диаметра, грубое 28 и точное 29 заслоночные исполнительные устройства, установленные на одной из воз душных магистрали (5 или 6) Система при необходимости может содержать контур автоматического регулирования ширины сложенной пленки (поспе тянущих валков 23 24), в состав которого входят последовательно соединенные датчик ширины с измерителями 16, 17, регулятор 30 ширины, переключатель 31 и ранее описанное устройство управления диаметром рукава с сумматором 25 Переключатель 31 обеспечивает переключение управления диаметром рукава от ручного задатчика 26 или от регулятора 30 ширины рукава с задатчиком 32 шчриііьг Система содержит замкнутый контур ав томати ческого регулирования деформации пленочного рукава рабочими элементами стабилизирующего устройства 9, в состав которого вхолят дополнительный измери тель 18, выполняющий функции измерителя деформации рукава, сумматор 33 задатчик 34 величины деформации, регуоятор 35 5 и привод 13 радиального перемещения рабочих элементов стабилизирующего устройства 9 Задатчик 34 и регулятор 35 подключены к выходу измерителя 18, выход регулятора 35 подключен на вход привода 13 Цепь управления заданным диаметром пленочного рукава, включающая задатчик26, переключатель 31 и регулятор 30 ширины рукава, электрически связана через регулируюю щий элемент 36 (фиг 2) и сумматор 33 с входом регулятора 35 деформации рукава Позицией 37 обозначена зона затвердевания пленочного рукава 4 Позициями 38, 39 обозначены границы зоны деформации рукава стабилизирующим устройством 9 15 Система работает следующим образом, Экструдер 1 непрерывно подает расплав полимера в формующую головку 2 При этом экструдируется рукавная заготовка 40 из расплавов полимера, которая ох20 лаждается воздушными потоками с внутренней и наружной сторон рукава 40 и раздувается, протягивается валками 23, 24 через стабилизирующее устройство 9 и складывающие щеки 21, 22 и подается на намотку 2 5 Регулятор 27 диаметра с измерителями 14, 15 и заслоночными исполнительными устройствами 28, 29 обеспечивают автоматическое регулирование диаметра, до которого раздувается пленочный рукав Регуля„ п тор 27 работает наиболее эффективно в случае, когда контактные ролики измерителей 14, 15 находятся в зоне 37 затвердевания пленки Стабилизирующее устройство 9 удерживает рукав 40 от вибраций («флатера») ~,- и радиальных смещений, благодаря чему повышается качество намотки в рулоны и повышается точность регулирования диаметра и ширины пленочного рукава При деформации пленочного рукава 40 рабочими элементами (10, 11 на фиг 1 или 40 12 на фиг 2), стабилизирующих устройство 9, их положение относительно поверхности рукава 40 измеряется с помощью измерителей 18 Это обеспечивается благодаря тому, что корпус измерителя 18 механически связан с рабочими элементами стабилизирую45 щего устройства 9, а его контактный ролик соприкасается с поверхностью рукава 40 На входе сумматора 33 сигнал измеригеля 18 сравнивается с сигналом задатчика 34 величины деформации рукава Сигнал разницы с выхода сумматора 33 поступает на вход регулятора 35 Последний с помощью привода 13 обеспечивает радиальное перемещение корпуса измерителя 18 и рабочих элементов стабилизирующего устройства 9 и приводит к стабилизации величины де55 формации рукава 40 Зона деформации рукава 40 стабилизирующие устройством 9 обозначена штриховыми линиями 38, 39 Оптимальную величину деформации рукава 1549772 40 оператор может выбрать с помощью задатчика 34. В зависимости от изменений величины диаметра рукава 40, задаваемого при помощи задатчика 26 диаметра, возникает необходимость изменять величину заданного значения деформации рукава 40 элементами стабилизирующего устройства 9. Изобретение предусматривает для этих целей введение от задатчика 26 через переключатель 31 и регулируемый элемент 36 в сумматор 33 сигнала коррекции задания. В этом случае задатчнк 34 может отсутствовать, так как его функции выполняют задатчик 26 и регулируемый элемент 36, обеспечивающие выбор требуемого коэффициента пропорциональности между изменениями заданных величин на входах сумматоров 25 и 33. Функции задатчика 26 может выполнять также регулятор 30 ширины рукава 40 с измерителями І6, 17. При этом с помощью задатчика 32 задается требуемая ширина сложенного рукава 40, а переключателем 31 выход регулятора 30 соединяют с входом сумматора 25 и входом регулируемого элемента 36 (фиг. 2). При управлении процессом формообразования рукава 40 с помощью задатчиков 26 и 34 (фиг. 1) обеспечивается независимое управление величиной диаметра рукава 40 и величиной его деформации рабочими элементами стабилизирующего устройства 9 При связанном управлении заданными значениями диаметра рукава 40 и его деформаиии в стабилизирующем устройстве 9 коррекция заданного значения деформации осуществляется автоматически. И в одном, и в другом случае обеспечивается возможность существенно повысить качество намотки пленки, устранить складки и морщины за счет обеспечения независимого более точного управления диаметром рукава 40 и положением стабилизирующего устройства 9. При управлении диаметром рукава 40 и положением рабочих элементов стабилизирующего устройства 9 изобретение исключает влияние на точность регулирования диаметра и люфтов в конструкции стабилизирующего устройства 9, что повышает точность регулирования диаметра рукава 40. При этом повышение точности управления стабилизирующим устройством 9 устраняет складки рукава 40 На практике очень часто возникает необходимость работы линии для производства рукавных пленок без стабилизирующего устройства 9, например при производстве липкой пленки. В данном случае за счет соответствующего увеличения сигнала задания на выходе задатчика 34 (фиг 1 и 2) увеличивается универсальность предлагаемой системы. Изобретение позволяет устанавливать измеритель 18 после (на ходу движения пленки) стабилизирующего устройства 9 (фиг. 1). Это дополнительно повышает точность управления стабилизирующим устройством 9, особенно в случае работы с ирисовыми диафрагмами 10 и 11, устанавливаемыми в непосредственной близости от зоны 37 затвердевания рукава 40, а зачастую, 20 и в самой зоне затвердевания, что также увеличивает универсальность предложенного решения Повышение точности управления диаметром рукава 40 упрощает обслуживание линии, так как исключает необходимость пов25 торных регулирований диаметра. Формула изобретения \ Система управления процессом формообразования экструдируемого пленочного ру30 кава, содержащая экструдер, формующую головку, устройство управления диаметром рукава, стабилизирующее устройство с приводом перемещения его рабочих элементов, механически связанных с корпусом измери35 теля перемещений точек на поверхности рукава, и приемное устройство, отличающаяся тем, что, с целью повышения универсальности системы и качества выпускаемой продукции за счет независимого управления диаметром рукава и его деформацией в стабилизирующем устройстве, система снабжена задатчиком и регулятором деформации рукава, подключенными к выходу измерителя перемещений точек на поверхности рукава, причем выход регулятора подключен на вход привода перемещения рабочих элементов стабилизирующего устройства. 1549772 IB 17 (риг і 1549772 1д,17 сри г.2 Редактор М. Келемеш Заказ 237 Составитель Л. Кольцова Техред И, Верес Корректор Н. Ревская Тираж 532 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж —35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент», г. Ужгород, ул. Гагарина, 101 «J*,
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of control of process of forming extruded tubular sheeting
Автори англійськоюZnachkovskyi Borys Mykolaiovych, Senatos Volodymyr Oleksiiovych
Назва патенту російськоюСистема управленияпроцессом формообразования экструдируемогопленочного рукава
Автори російськоюЗначковский Борис Николаевич, Сенатос Владимир Алексеевич
МПК / Мітки
МПК: B29C 47/92, B29L 23/00
Мітки: рукава, процесом, система, формоутворення, плівкового, управління, екструдованого
Код посилання
<a href="https://ua.patents.su/6-5320-sistema-upravlinnya-procesom-formoutvorennya-ekstrudovanogo-plivkovogo-rukava.html" target="_blank" rel="follow" title="База патентів України">Система управління процесом формоутворення екструдованого плівкового рукава</a>
Пристрій для регулювання діаметра екструдованого плівкового рукава
Номер патенту: 5325
Опубліковано: 28.12.1994
Автори: Пєтухов Аркадій Дем'янович, Сенатос Володимир Олексійович, Говтвян Михайло Кузьмич
МПК: B29D 24/00, B29D 7/00
Мітки: пристрій, рукава, регулювання, плівкового, екструдованого, діаметра
Формула / Реферат:
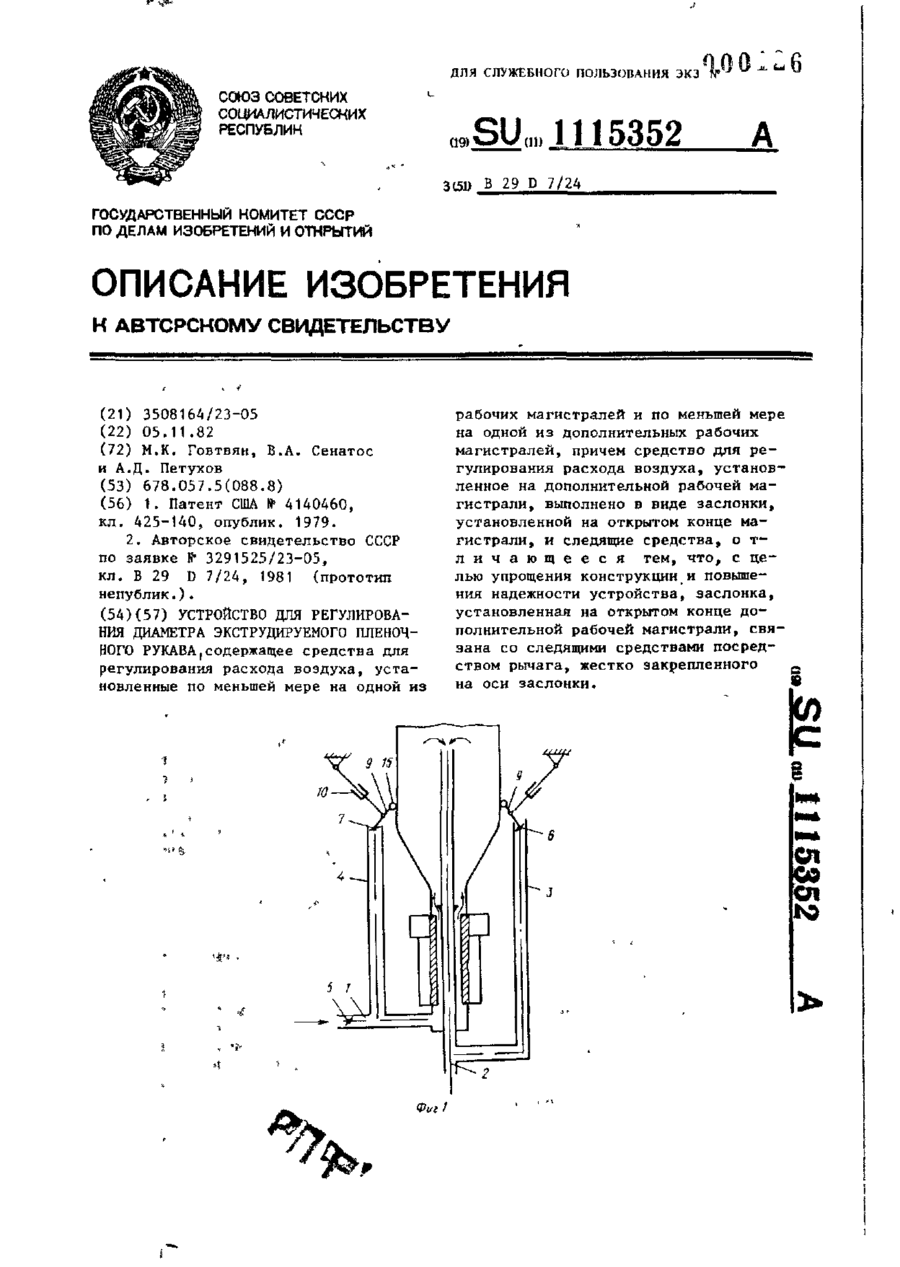
Устройство для регулирования диаметра экструдируемого пленочного рукава, содержащее средства для регулирования расхода воздуха, установленные по меньшей мере на одной из рабочих магистралей и по меньшей мере на одной из дополнительных рабочих магистралей, причем средство для регулирования расхода воздуха, установленное на дополнительной рабочей магистрали, выполнено в виде заслонки, установленной на открытом конце магистрали, и следящие...
Пристрій для регулювання діаметра плівкового рукава
Номер патенту: 5323
Опубліковано: 28.12.1994
Автори: Гоцалюк Юрій Борисович, Осецький Юрій Михайлович, Значковський Борис Миколайович
МПК: B29C 47/90, G05D 5/00, B29L 23/00
Мітки: діаметра, рукава, плівкового, регулювання, пристрій
Формула / Реферат:
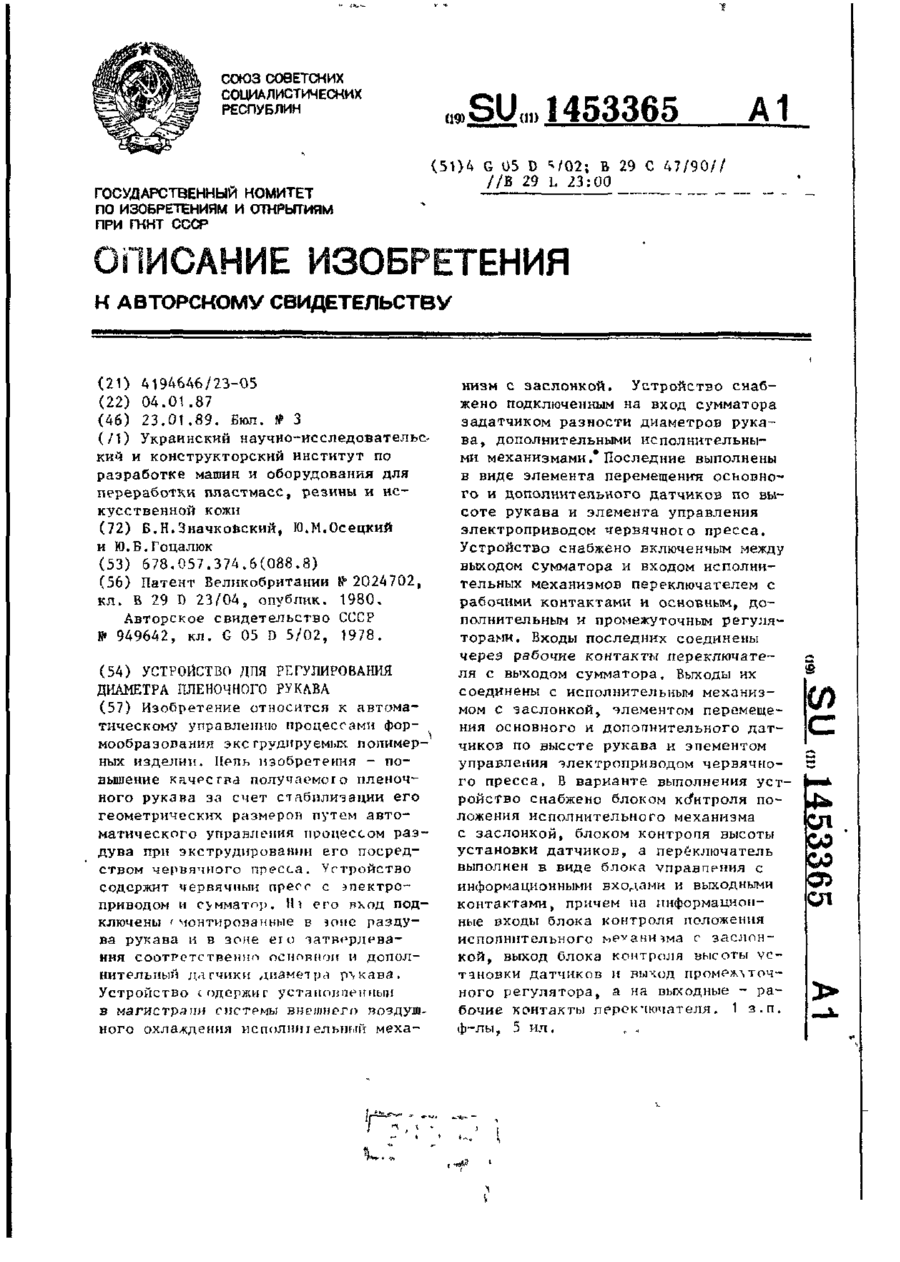
1. Устройство для регулирования диаметра пленочного рукава, содержащее червячный пресс с электроприводом, сумматор, подключенные на его вход и смонтированные в зоне раздува рукава и в зоне его затвердевания соответственно основной и дополнительный датчики диаметра рукава, установленный в магистрали системы внешнего воздушного охлаждения исполнительный механизм с заслонкой, отличающееся тем, что, с целью повышения качества получаемого...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 3127
Опубліковано: 26.12.1994
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Андрієнко Федір Олександрович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: оплавленням, управління, контактного, зварювання, пристрій, процесом, стикового
Формула / Реферат:
Устройство для управления процессом контактной стыковой сварки оплавлением, преимущественно одновременно нескольких параллельных сварочных цепей, содержащее силовые тиристорные контакторы с блоками управления, включенные в каждую параллельную сварочную цепь, отличающееся тем, что, с целью повышения качества сварного соединения за счет получения перед осадкой равномерной зоны нагрева деталей с развитой площадью свариваемого сечения, в него...
Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Боровой Валентин Михайлович, Кривенко Валерій Георгійович, Толдін Анатолій Андрійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: стикового, управління, пристрій, програмного, автоматичного, контактного, зварювання, процесом, оплавленням
Формула / Реферат:
Формула изобретенияУстройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Добровольський Станіслав Дмитрович, Горишняков Олексій Іванович, Семенов Леонід Олександрович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04, B23K 11/25
Мітки: процесом, стикового, пристрій, оплавленням, зварювання, управління, контактного
Формула / Реферат:
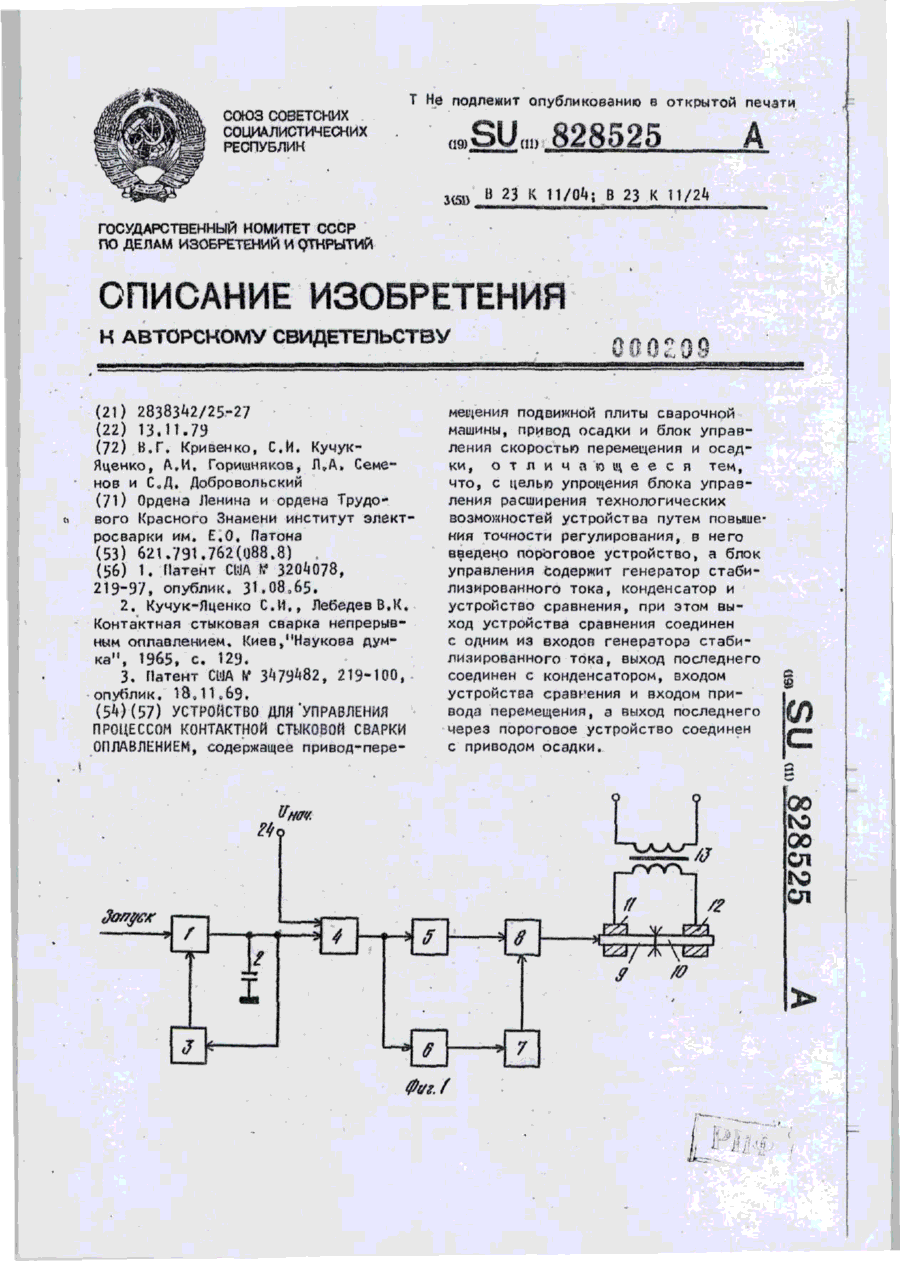
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Попередній патент: Пристрій для накатки полотна в рулон
Наступний патент: Контакт до напівпровідникових елементів на основі ііі v сполучень а в
Випадковий патент: Пристрій для захисту гірлянд ізоляторів від забруднень