Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Боровой Валентин Михайлович, Толдін Анатолій Андрійович
Формула / Реферат
Формула изобретения
Устройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в цепь сварочного трансформатора, и пороговое устройство, отличающееся тем, что, с целью повышения качества сварного соединения путем стабилизации нагрева свариваемых деталей, вход датчика перемещения связан с подвижной станиной машины через соединительный узел, а управляющий вход соединительного узла подключен к пороговому устройству.
Текст
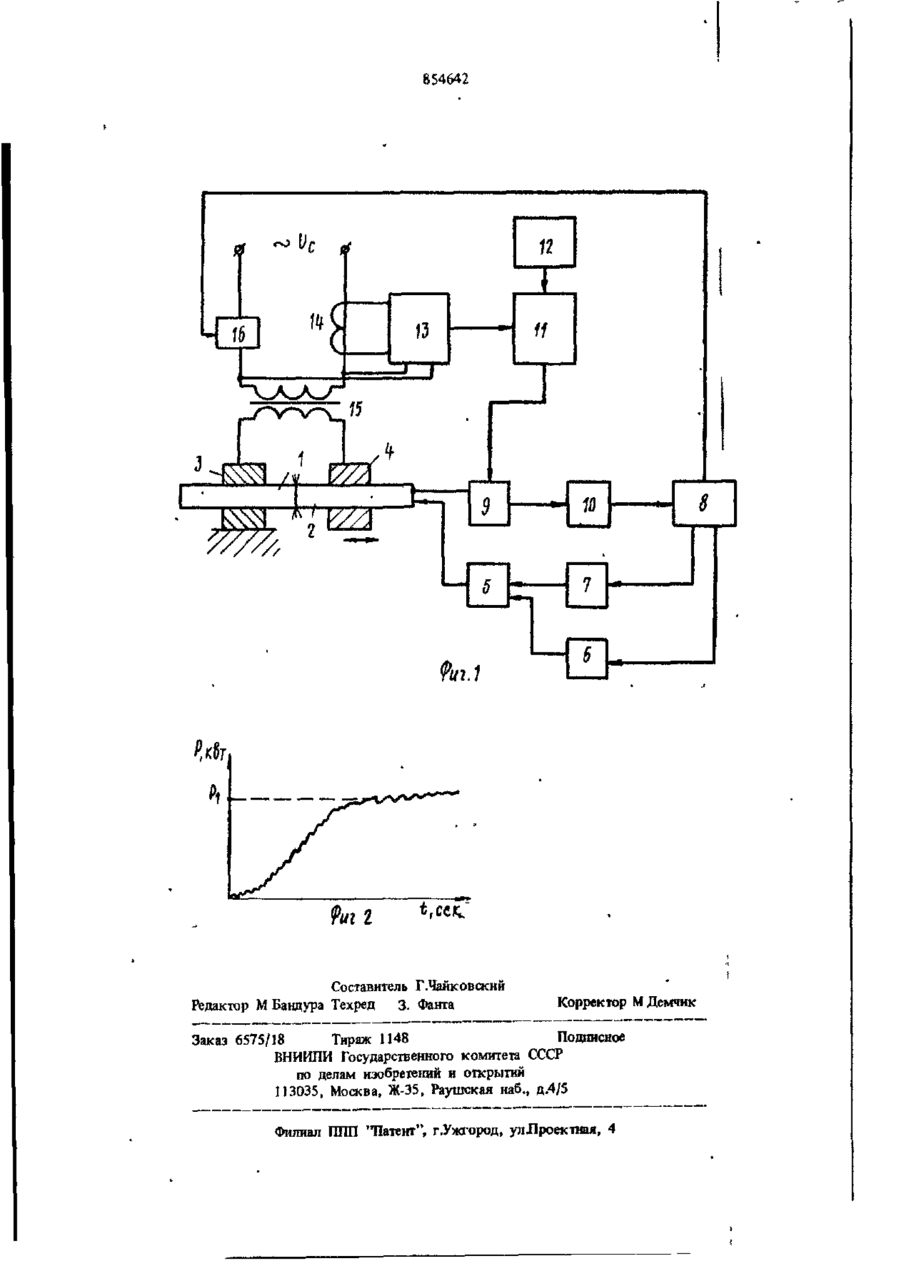
Союз Советских Социалистических Республик (ID К 854642 АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к тем сгабилишцш надетали 2 посредством привода 7 и 5, сварочгрева свариваемых деталей. ' 15 ным напряжением через контактор 16, осадкой Поставленная цель достигается тем, что через привод 6 и 5. вход датчика перемещения связан с подвижной Применение устройства позволяет повысить станиной машины через соединительный узел, качество сварных соединений путем стабилизаа управляющий вход соединительного узла подции нагрева свариваемых деталей и производиключен к пороговому устройству. 20 тельность сварочных работ. На фиг.1 показана блок-схема устройства; на фиг .2 - диаграмма мощности в сварочной цепи при оплавлении деталей, имеющих тачальный скос. Формула изобретения Устройство содержит свариваемые детали 25 Устройство для автоматического програм1 и 2, зажатые в токоподводящих іубках З и много управления процессом контактной сты4 сварочной машины, гидропривод 5, привод 6 ковой сварки оплавлением, содержащее подосадки и электропривод 7 перемещения, прогвижную и неподвижную станины машины, соединираммирующее устройство 8, соединительную ' муфту 9, датчик 10 перемещения, пороговое ґ тельный узел привода перемещения подвижной ста30 нины машины и привод ее осадки,датчик перемещеустройство И , задающее устройство 12, датния подвижной станины машины, сварочный чик 13 мощности, трансформатор 14 тока, сватрансформатор, устройство программного упрочный трансформатор 15 и силовой контакравления и последовательно соединенные даттор 16. чик электрической мощности, включенный в Свариваемые детали 1 и 2, к которым под- 35 цепь сварочного трансформатора, и пороговое ведено сварочное напряжение от трансформатоустройство, о т л и ч а ю щ е е с я тем, ра 15 через губки 3 и 4, сближаются ча счет 440,0' целью повышения качества сварного электропривода 7 и гидропривода 5. С моменсоединения путем стабилизащти нагрева сварита касания деталей 1 и 2 в сварочной цепи поваемых деталей, вход датчика перемещения является ток и из сети потребляется мощность. 40 связан с подвижной станиной машины через По мере сближения деталей 1 и 2 и сплавлесоединительный узеп, а управляющий вход ния £косонак лонных торцов мощность в свасоединительного узла подключен к пороговорочной цепи постепенно повышается (фиг 2) му устройству. и при выходе деталей 1 и 2 на оплавление Источники информации, полных сеяний мощность в сварочной цепи 45 принятые во внимание при экспертизе доходит до значения Р г . Эта мощность замеря1. Авторпсое свидетельство СССР ется датчиком 13, с выхода которого сигнал № 203109, кп. В 23 К П/24, 18 08 62. поступает ш вход порогового устройства 11, 2. Патент США № 3748431 , кл. 219-97, на второй вход которою подается сигнал с 24.07.73. задающего устройства 12. При достижении вы50 3. Патон G.E., Лебедев ВХ. Электрооборуходным сигналом датчика 13 мощности задандование для контактной сварки М , "Машиного значения р ! , что соответствует окончанию ностроение", 1%9, с.214. сплавления скоса торцов, срабатывает порого 854642 Составитель Г.Чайковскнй Редактор М Бандура Техред 3. Фанта Корректор МДемчик Заказ 6575/18 Тираж 1148 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий И3035, Москва, Ж-Э5, Раушская наб., д.4/5 Филиал ППП 'Тіатент", г.Ужгород, улЛроектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic programmed control of process of contact flash welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Bohorskyi Mykhailo Volodymyrovych, Borovoi Valentyn Mykhailovych, Toldin Anatolii Andriiovych
Назва патенту російськоюУстройство автоматического программного управления процессом контактной стыковой сварки оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Богорский Михаил Владимирович, Боровой Валентин Михайлович, Толдин Анатолий Андреевич
МПК / Мітки
МПК: B23K 11/04
Мітки: контактного, оплавленням, програмного, зварювання, процесом, стикового, автоматичного, пристрій, управління
Код посилання
<a href="https://ua.patents.su/4-402-pristrijj-avtomatichnogo-programnogo-upravlinnya-procesom-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням</a>
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович, Семенов Леонід Олександрович, Горишняков Олексій Іванович
МПК: B23K 11/04, B23K 11/25
Мітки: зварювання, управління, процесом, оплавленням, пристрій, стикового, контактного
Формула / Реферат:
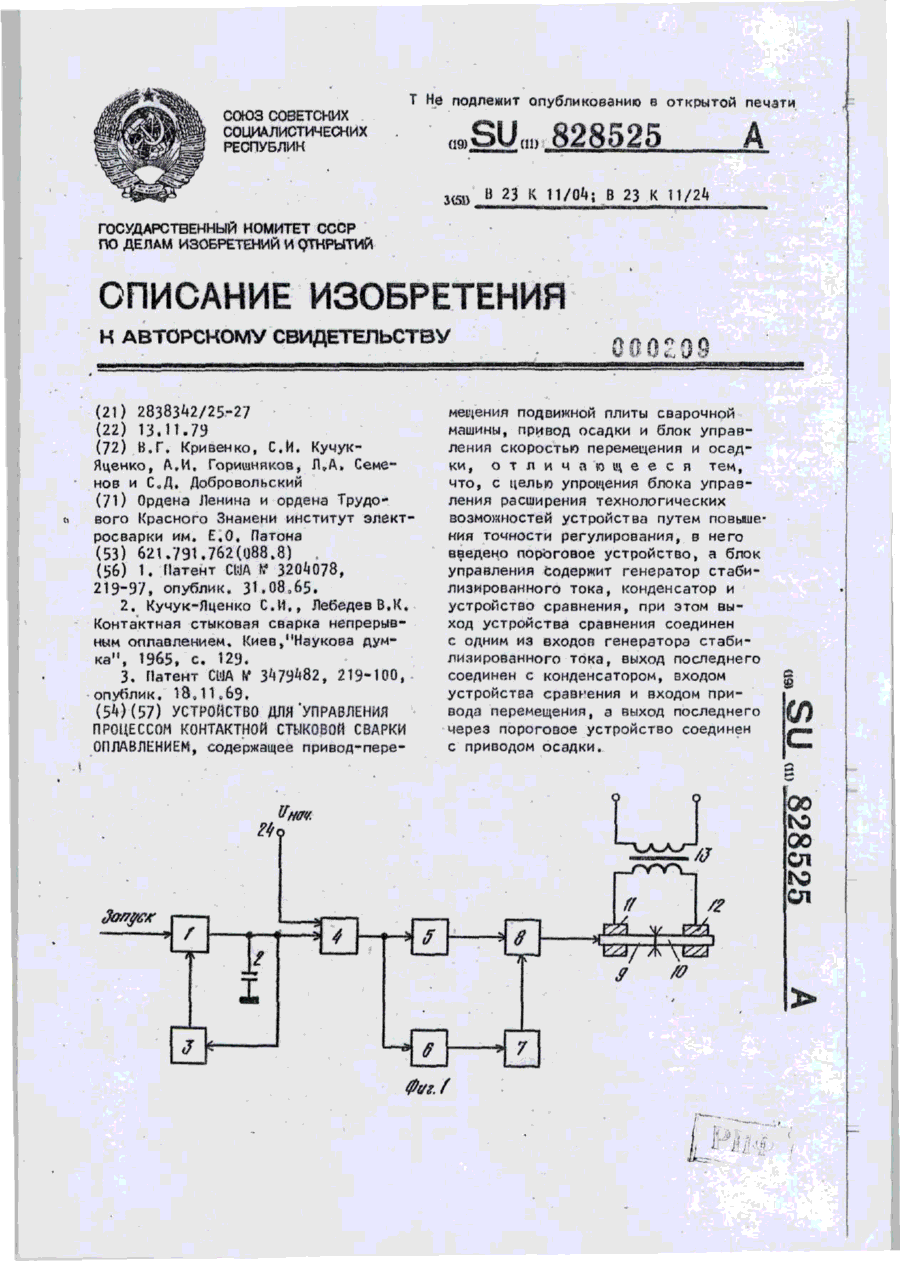
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: процесом, оплавленням, контактного, спосіб, управління, зварювання, стикового
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Горишняков Олексій Іванович, Лазебний Іван Леонтійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: контактного, оплавленням, стикового, пристрій, зварювання, машиною, управління
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Грабчев Борис Леонідович, Тільга Степан Сергійович, Бєляєв Данило Іванович, Ротару Іон Теодорович, Мальцев Віктор Миколайович, Череднічок Віталій Тимофійович, Бондарук Андрій Всеволодович
МПК: B23K 11/04
Мітки: оплавленням, спосіб, зварювання, контактного, стикового
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: стикового, оплавленням, зварювання, контактного, спосіб
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Попередній патент: Спосіб контактного стикового зварювання безперервним оплавленням
Наступний патент: Чавун
Випадковий патент: Ракетний двигун на тязі елементарних частинок