Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Семенов Леонід Олександрович, Добровольський Станіслав Дмитрович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
Формула / Реферат
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного тока, конденсатор и устройство сравнения, при этом выход устройства сравнения соединен с одним из входов генератора стабилизированного тока, выход последнего соединен с конденсатором, входом устройства сравнения и входом привода перемещения, а выход последнего через пороговое устройство соединен с приводом осадки.
Текст
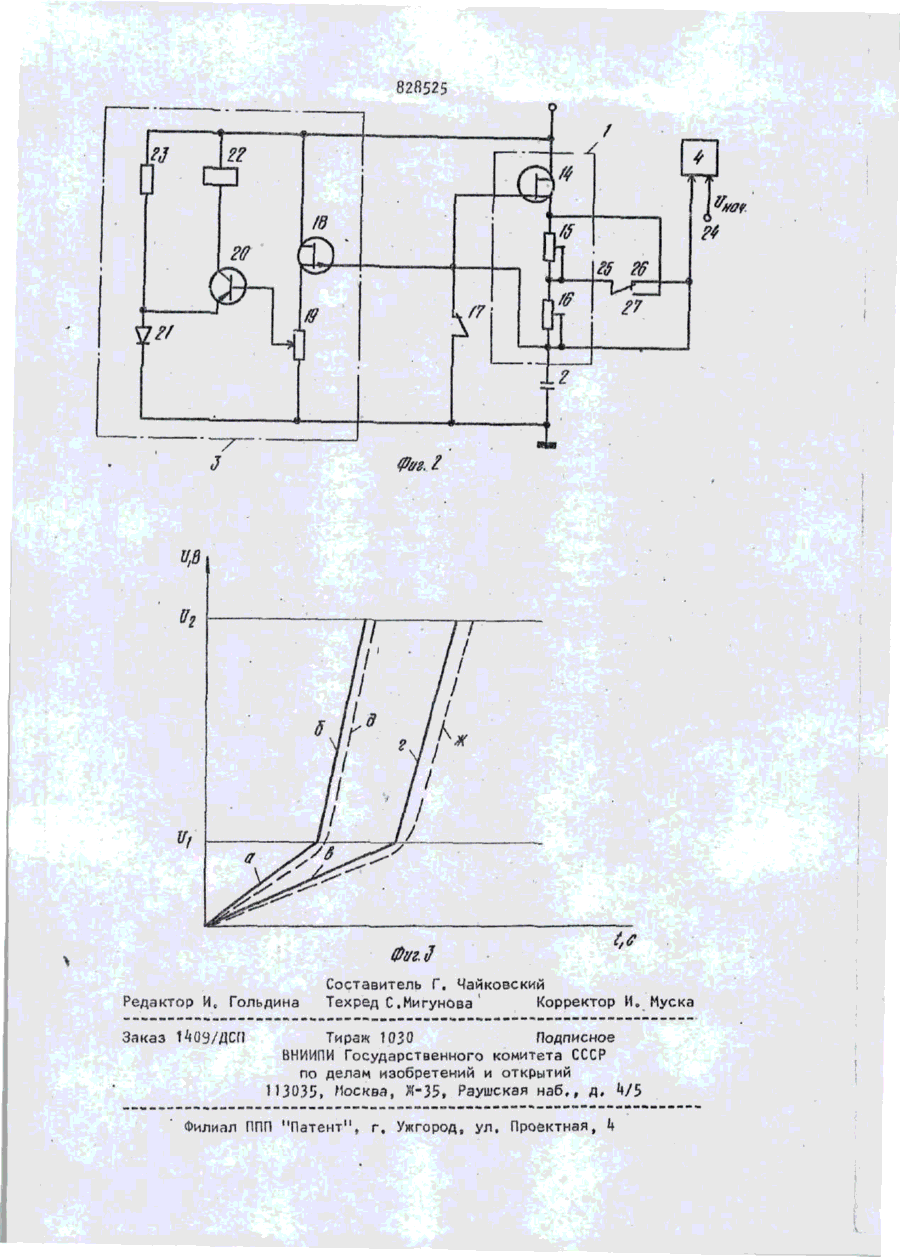
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК Т Не подлежит опубликованию в открытой печати ... 3150 SУ/щ) I І £*І £*к £} Р* £~Ъ f О&ОО&О В 23 К П М ; В 23 К 11/2** ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 28383^2/25-27 (22) 13.П.79 (72) В.Г. Кривенко, С И . КучукЯценко, А,И. Горишняков, Л0А» Семенов и С„Д, Добровольский (71) Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им, Е,0. Патона (53) 621.791.762(088,8) . (56) 1 . Патент CUA \? 320^078, 215-97» опублик. 31.08,65. 2. Кучук-Яценко С.И., Лебедев В,К. Контактная стыковая сварка непрерывным оплавлением, Киев,"Наукова думк а " , 1965, с. 129. 3. Патент СИА ІУ 3^79^82, 219-100, •опублик. 1 8 . 1 1 , 6 9 , (5і») (57) УСТРОЙСТВО ДЛЯ'УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ, содержащее привод-пере 000209 мещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, о т л и ч а ю щ е е с я тем, что, с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного тока, конденсатор и устройство сравнения, при этом выход устройства сравнения соединен с одним из входов генератора стабилизированного тока, выход последнего соединен с конденсатором, входом устройства сравнения и входом привода перемещения, а выход последнего через пороговое устройство соединен с приводом осадки. Л 00 00 го ел 828525 Изобретение относится к области сварки и может быть использовано при контактной стыковой сварке оплавлением. Известны устройства для программного управления скоростью 5 перемещения свариваемых деталей и включением осадки при сварке оплавлением. В одних из них для задания скорости сближения свариваемых деталей и момента осадки в схеме 10 управления применяется вращающийся кулачок. Скорость вращения кулачка и его профиль определяют скорость сближения свариваемых деталей и момент осадки. 15 Недостатком данного устройства является сложность сварки широкого ассортимента деталей, потому что подбор режима сварки требует изменения профиля кулачке. Кроме то20 го, износ поверхности кулачка приводит к изменению программы. В других устройствах управления применяются усилители постоянного тока, включенные по специальной 25 схеме, на выходном каскаде которых формируется напряжение, изменяющееся по экспоненциальному закону [1].' Осадка в таких устройствах включается по временной или путевой программе. Недостатком данного устройст- 30 ва является сложность схемы управления и ее перестройка на разные программы изменения напряжения, применяющиеся на практике, В ряде устройств скорость сбли- 35 жения и момент осадки задаются с помЬщью многоценных реле времени или по пуги [2]. Недостатком таких устройств является недостаточная точность управле- 40 ния скоростью сближения и моментом осадки0 Имеются также устройства^ которых управляющее напряжение на входе электропривода задается с помощью специального аналогового функ- *$ ционального генератора напряжения, выдающего сигнал, изменяющийся по экспоненциальному закону [3]. Данное устройство выбрано в качестве прототипа. Недостатком этого уст50 ройства является сложность схемы функционального генератора и его перестройки. Целью изобретения является упрощение блока управления, расширение 55 технологических возможностей устройства,, путем повышения точности регулирования. доставленная цель достигается тем, что в устройство введено пороговое устройство, а блок управления содержит генератор стабилизированного тока., конденсатор и устройство срав1 нения, при этом выход устройства сравнения с одним из входов генератора стабилизированного тока, выход последнего соединен с конденсатором входом устройства сравнения и входом перемещения привода, а выход последнего через пороговое устройство Соединен с приводом осадки„ На фиг. 1 показана блок схема устройства; на фиг. 2 -- электричес> кая схема генератора стабильного тока и устройства сравнения по фиг» 1; на фиг. 3 - диаграмма напряжений на входе электропривода. Скема на фиг, Ї содержит генератор стабилизированного тока 1, обеспечивающий заданное значение тока заряда конденсатора 2, устройство сравнения 3, электрический привод перемещения kt редуктор 5, пороговое устройство 6, привод осадки 7 гидравлический привод 8 перемещения и осадки, свариваемые детали 3, 10, зажатые в токоподводящих губках 11, 12, сварочной трансформатор 13. Генератор стабильного тока 1, состоит из полезного транзистора 14 и резисторов 15, 16. Конденсатор 2 в исходном положении зашунтирован контактом 17 командного устройства (на фигурах не показан). Устройство сравнения 3 состоит из полевого транзистора 18, потенциометра 19, транзистора 20, диода 21, реле 22, резистора 23. К клемме 24 подключен электрический привод перемещения *t. Электропривод ^ представляет собой известную схему, состоящую из усилителя постоянного тока, электромашинного усилителя и двигателя постоянного тока. Гидравлический привод 8 перемещения и осадки представляет собой также известный узел, состоящий из следящего гидрозолотника и исполнительного гидравлического цилиндра, а привод осадки 7 выполнен в виде электромагнита постоянного тока, В качестве порогового устройства 6 может быть использована схема, аналогичная схеме устройства сравнения 3. 828525 Устройство работает следующим обэто ограничение не принципиально. разом. К свариваемым деталям 9, 10 Включение резистора 16 в цепь заряподводится напряжение от сварочного да конденсатора 2 приводит к уменьтрансформатора 13 и детали сближаютшению постоянной времени заряда ся с помощью привода k, 5» 8 за счет последнего. подачи на вход электропривода наВ итоге напряжение на конденсачального напряжения0 А заданный- моторе 2 будет расти быстрее чем до мент сварки, когда торцы свариваемых этого (график б фиг. 3 ) . Этот сигдеталей нагреваются до нужной темнал подается на вход привода kt копературы, программирующее устройст- 10 торый через редуктор'5, гидропривод во (на фиг„ не показано) подает ко8 обеспечивает сближение свариваеманду на размыкание контакта 17, шунмых деталей 9» 10 со скоростью натировавшего до этого конденсатора 2, растающей по аналогичному закону. который с этого момента начинает С помощью резистора 15 и 16 можно заряжаться^ Повышение напряжения на в широких пределах регулировать угол конденсаторе 2 происходит строго по 15 наклона графиков напряжения 1 и 2 линейному закону (график а, фиг.З)» на фиг, 3, изменяя тем самым и заТакой характер роста напряжения на кон нарастания скорости сближения конденсаторе 2, получается за счет свариваемых детален 9, 10 (графистабильности зарядного тока, обески в,"г, фиг, 3 ) . С учетом инерционпечивающего приведенной схемой гености сварочных машин фактическая нератора тока 1 О При достижении наскорость сближения деталей 9, 10 пряжения на конденсаторе 2 заданного будет увеличиваться по плавно науровня (U^( на фиг. 3) открывается растающей кривой соответствующей транзистор 20 и срабатывает реле 22, заданному закону изменения скорос25 ти во времени (графики г, ж фиг. 3 ) . Напряжение, при котором открыі вается транзистор 20, определяется падением напряжения на диоде 21 и При достижении выходным напрярегулируется потенциометром 19. жением на приводном двигателе (на Реле 22 при этом перебрасывает свой 30 фигурах не показан) электропривода контакт 25 из положения 26 в полоh заданного значения (U^» Ф и г. 3 ) , жение 27, вводя в зарядную цепь срабатывает пороговое устройство 6, конденсатора 2 резистор 16 и шунтикоторое включает привод осадки 7 руя резистор 15. Сопротивление ре(например электромагнит) обеспечизистора 16 выбирается меньше, чем вающий через гидравлический привод 8 35 осадку свариваемых деталей 9» Ю . сопротивление резистора 15» хотя 828525 Редактор И, Гольдина Заказ 1409/ДСП Составитель Г, Чайковский Техред С.Мигунова Корректор И.Муска Тираж 1030 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий ПЗО.35, Москва, М-35# Раушская наб,, д, Филиал ППП "Патент", г. Ужгород, ул. Проектная, k
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for control of process of contact flash welding
Автори англійськоюKryvenko Valerii Heorhiiovych, Kuchuk-Yatsenko Serhii Ivanovych, Horyshniakov Oleksii Ivanovych, Semenov Leonid Oleksandrovych, Dobrovolskyi Stanislav Dmytrovych
Назва патенту російськоюУстройство для управления процессом контактной стыковой сварки оплавлением
Автори російськоюКривенко Валерий Георгиевич, Кучук-Яценко Сергей Иванович, Горишняков Алексей Иванович, Семенов Леонид Александрович, Добровольский Станислав Дмитриевич
МПК / Мітки
МПК: B23K 11/04, B23K 11/25
Мітки: пристрій, стикового, оплавленням, контактного, управління, зварювання, процесом
Код посилання
<a href="https://ua.patents.su/4-490-pristrijj-dlya-upravlinnya-procesom-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для управління процесом контактного стикового зварювання оплавленням</a>
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Добровольський Станіслав Дмитрович
МПК: B23K 11/04
Мітки: контактного, стикового, оплавленням, машина, зварювання
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Пристрій для переміщення і передачі виробів
Номер патенту: 338
Опубліковано: 30.04.1993
Автори: Кундін Станіслав Ісакович, Гелев Георгій Наумович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович
МПК: B65G 47/53
Мітки: виробів, пристрій, передачі, переміщення
Формула / Реферат:
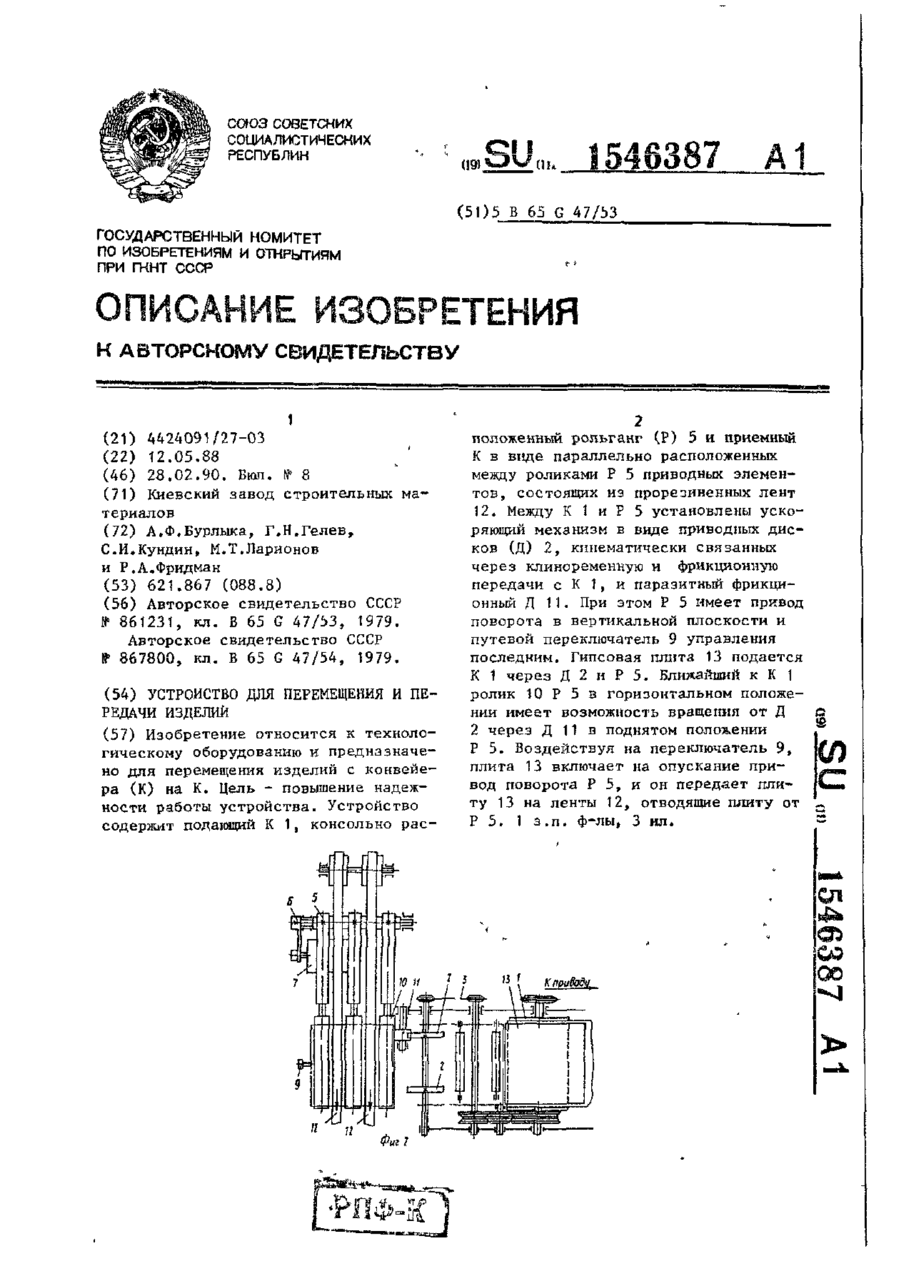
Ф о р м у л а и з о б р е т е н и я 1. Устройство для перемещения и передачи изделий, включающее подающий конвейер, консольно расположенный рольганг с приводом поворота в вертикальной плоскости и путевым переключателем управления последним и приемный конвейер в виде параллельно расположенных между роликами рольганга приводных элементов, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности работы устройства, оно снабжено...
Пристрій вібраційного контролю турбоагрегату
Номер патенту: 362
Опубліковано: 30.04.1993
Автори: Мирошниченко Микола Васильович, Красюк Володимир Якович, Боярчук Володимир Кирилович, Квашин Михайло Федорович, Барков Олександр Степанович
МПК: G01M 15/12
Мітки: турбоагрегату, вібраційного, контролю, пристрій
Формула / Реферат:
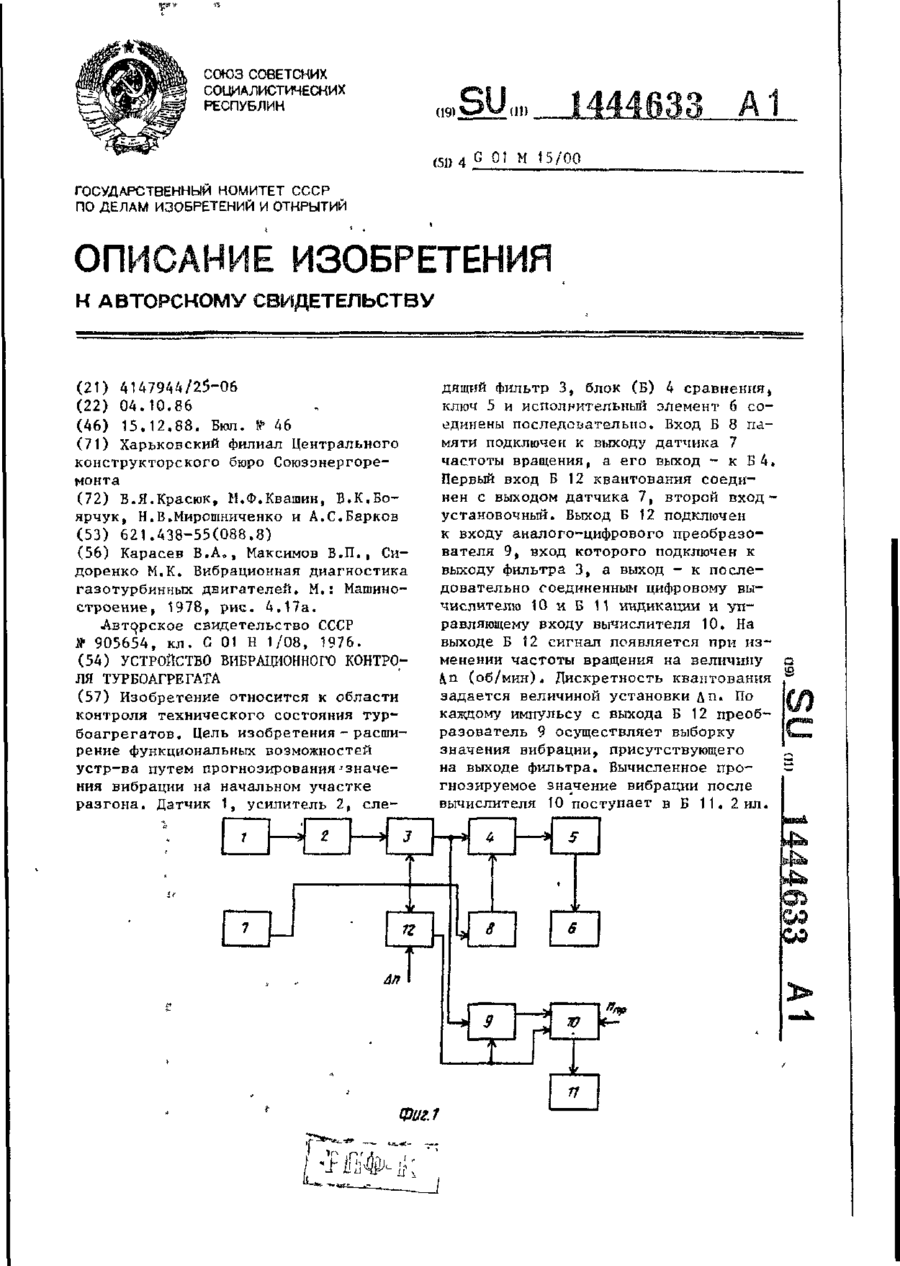
Формула изобретенияУстройство вибрационного контроля турбоагрегата, содержащее последовательно соединенные вибродатчик, усилитель, следящий фильтр, блок сравнения, ключ и исполнительный элемент, а также последовательно соединенные датчик частоты вращения, подключенный к второму входу следящего фильтра, и блок памяти, выход которого подключен к второму входу блока сравнения, отличающееся тем, что, с целью расширения функциональных...
Пристрій для контролю максимального відхилення ротора від осі турбомашини
Номер патенту: 360
Опубліковано: 30.04.1993
Автори: Цибулько Вадим Йосипович, Метельов Леонід Дмитрович, Морозов Микола Ібрагимович, Барков Олександр Степанович
МПК: F01D 21/00
Мітки: турбомашині, осі, ротора, відхілення, пристрій, максимального, контролю
Формула / Реферат:
Формула изобретения Устройство для контроля максимального отклонения ротора от оси турбомашины, содержащее первый и второй первичные преобразователи, установленные вблизи ротора в одной плоскости по двум взаимно перпендикулярным осям и подключенные каждый своим выходом на вход соответственно первого и второго квадраторов, соединенных с входами первого сумматора, выход которого подключен через последовательно соединенные блоки...
Пристрій для контролю максимального відхилення ротора від осі турбомашини
Номер патенту: 346
Опубліковано: 30.04.1993
Автори: Метельов Леонід Дмитрович, Маслій Володимир Миколайович, Цибулько Вадим Йосипович, Меншиков Сергій Миколайович
МПК: F01D 21/00
Мітки: максимального, турбомашині, відхілення, пристрій, контролю, осі, ротора
Формула / Реферат:
Устройство для контроля максимального отклонения ротора от оси турбомашини по авт. св. № 1232833, отличающееся тем, что, с целью повышения точности путем определения амплитуды, фазы и частоты оборотной составляющей отклонения, оно снабжено формирователями синусного и косинусного опорных сигналов, последовательно соединенными вторым умножителем с двумя входами, первым фильтром низкой частоты и третьим умножителем с двумя входами,...
Попередній патент: Пристрій вібраційного контролю турбоагрегату
Наступний патент: Машина для контактного стикового зварювання труб
Випадковий патент: Спосіб вирощування сільськогосподарських культур