Спосіб різання брусків з твердих матеріалів на пластини дротяною пилою та дротяна пила для здійснення цього способу
Формула / Реферат
(21) 98094713
(57)
1. Спосіб різання брусків з твердих матеріалів на пластини з використанням дії абразивного матеріалу, який додають у сипучому стані, та дії "безконечного" твердого носія, який періодично спрямовують у зворотному напрямку і який, внаслідок того, що його спрямовують по периферійних жолобах співвісних роликів системи роликів, створює різальний вузол, через який примусово подають матеріал, який має бути розрізаний, який відрізняється тим, що носій, який проходить по периферійних жолобах роликів системи роликів, яка складається принаймні з одної пари відхильних роликів і принаймні одної пари напрямних роликів при взаємодії з матеріалом, який має бути розрізаний, спрямовують у протилежних напрямках у відповідних двох сусідніх пропилах у бруску.
2. Спосіб згідно з п.1, який відрізняється тим, що носій у різальному вузлі системи роликів спрямовують багаторазово по периферійних жолобах з верхнього боку першого відхильного ролика по верхньому боці протилежного напрямного ролика до нижнього боку розміщеного поруч другого відхильного ролика, після проходження по якому його спрямовують від верхнього боку протилежного напрямного ролика знову до нижнього боку першого відхильного ролика і після цього знову назад до його верхнього боку.
3. Дротяна пила для різання брусків з твердих матеріалів на пластини, яка містить раму з системою роликів з виконаними в них периферійними жолобами, стіл з оснасткою, „безконечний твердий носій” та пристрій для транспортування абразивного матеріалу та стабілізації його нагріву, яка відрізняється тим, що систему роликів складено з принаймні одної пари напрямних роликів та одної пари відхильних роликів, при цьому відхильні ролики встановлено щодо напрямних роликів таким чином, що відхильні ролики і напрямні ролики, встановлені один за одним, мають можливість обертання у протилежних напрямках, а напрямки обертання двох напрямних роликів та двох відхильних роликів також протилежні.
4. Дротяна пила згідно з п. 3, яка відрізняється тим, що відхильні ролики та напрямні ролики розміщено таким чином, що лінія верхніх поверхонь відхильних роликів розміщується вище за лінію верхніх поверхонь напрямних роликів.
5. Дротяна пила згідно з п. 3 або 4, яка відрізняється тим, що положення напрямних роликів на рамі регулюється по осі.
6. Дротяна пила згідно з одним з пп. 3-5, яка відрізняється тим, що твердий носій кілька разів обмотано навколо відхильних роликів та напрямних роликів системи роликів з утворенням різального вузла з можливістю спрямування до робочої зони між парами напрямних роликів у протилежних напрямках відповідно по двох суміжних периферійних жолобах, полого спускаючись згори донизу або полого підіймаючись знизу догори.
Начальник відділу
К.В. Жданенко
Виконавець
Т.М. Басова
Текст
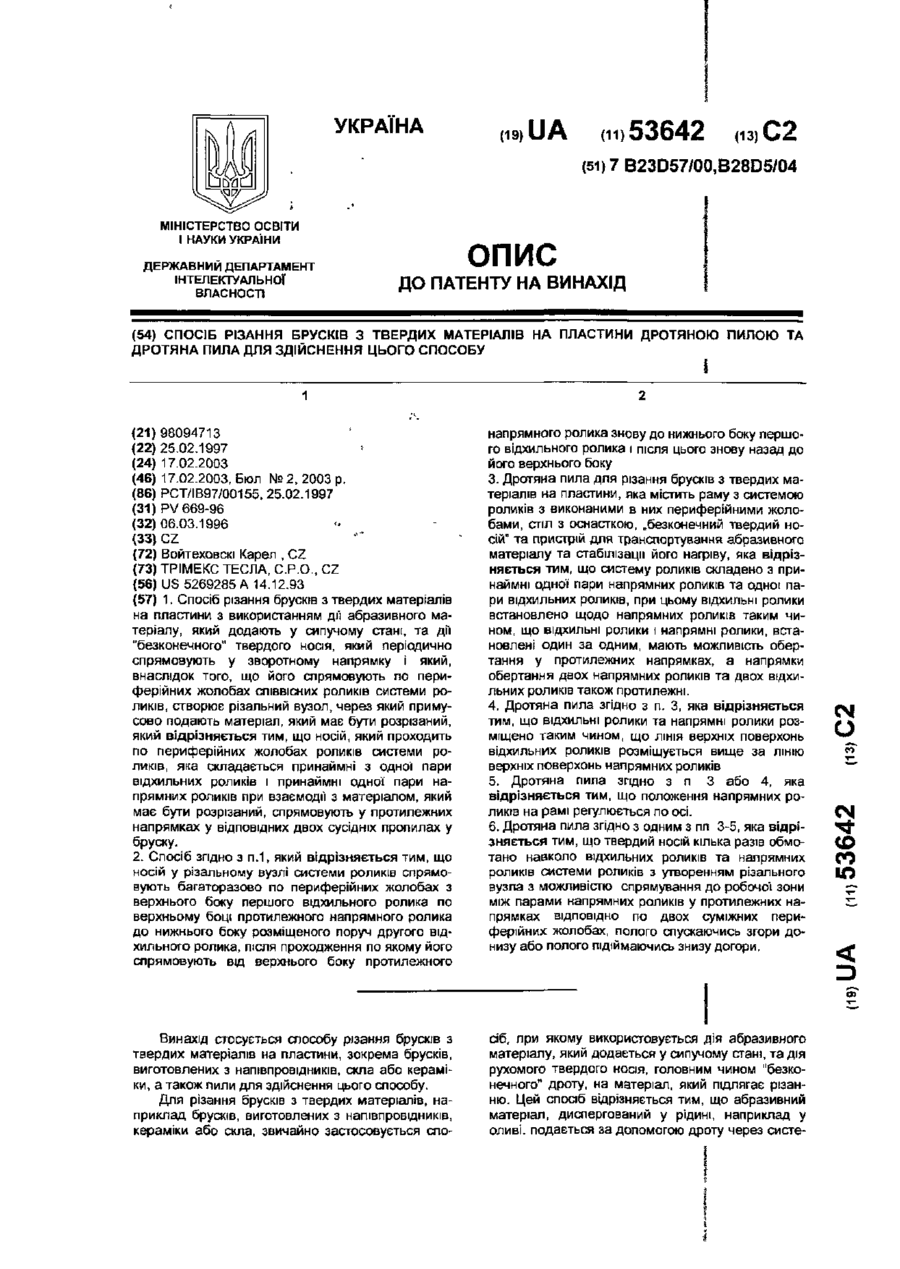
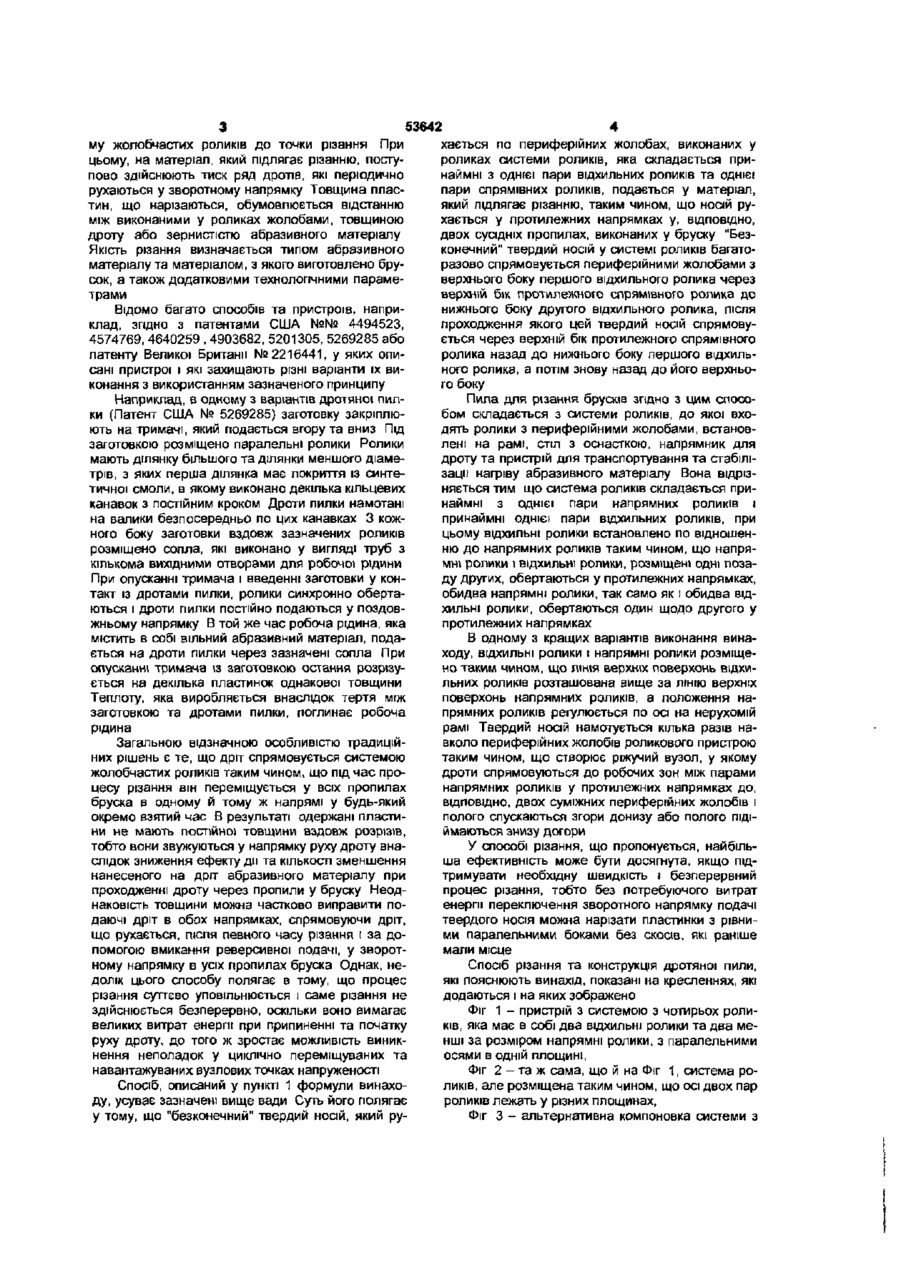
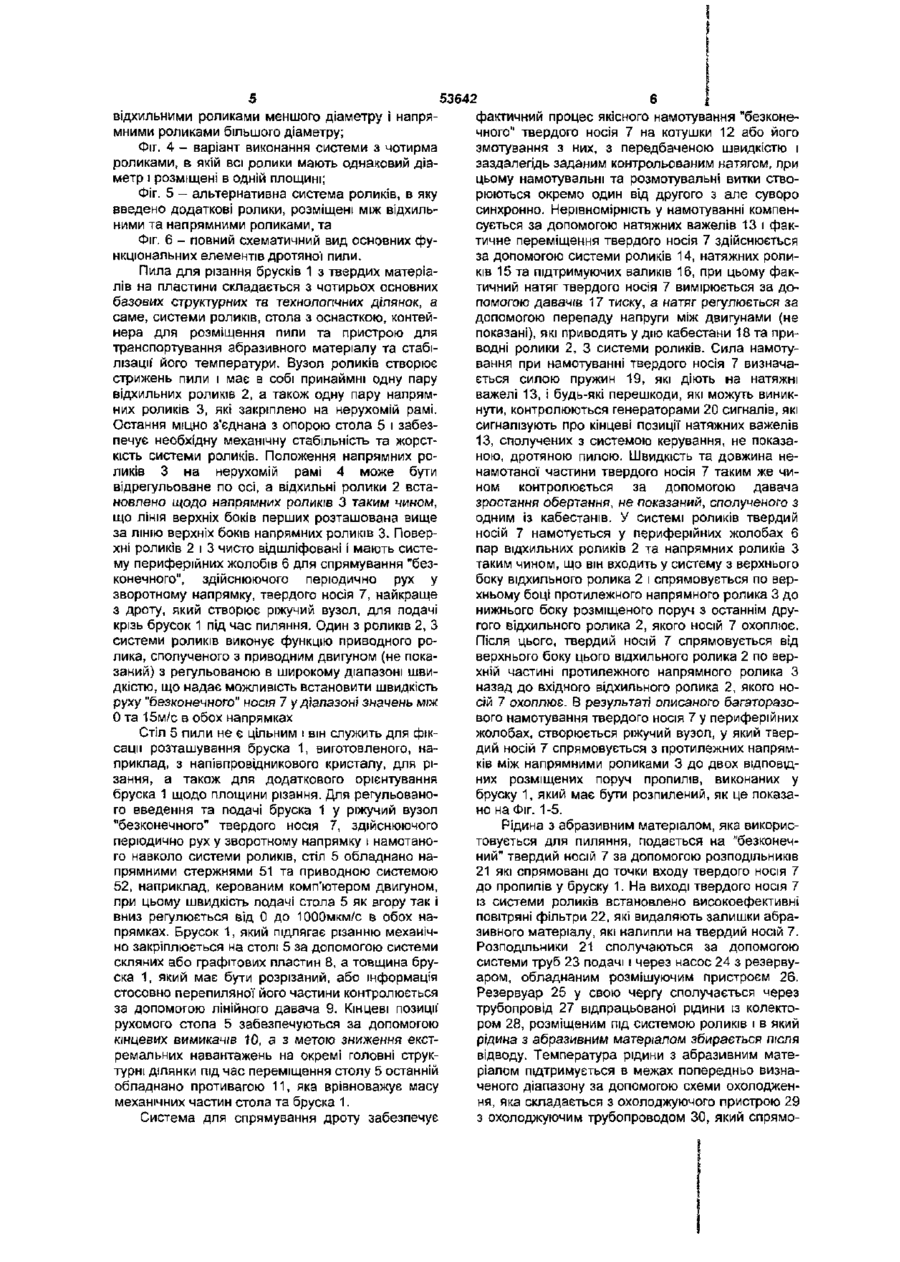
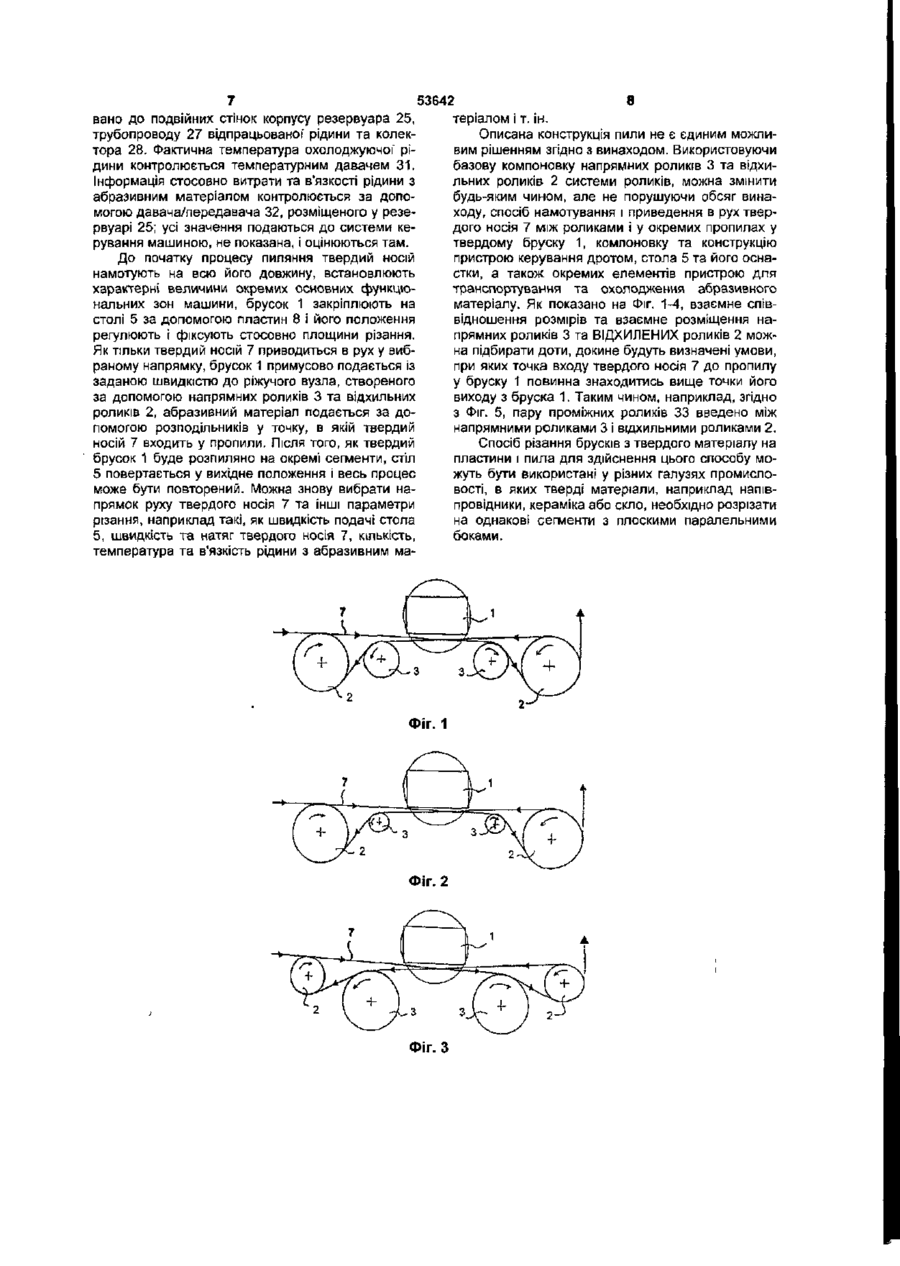
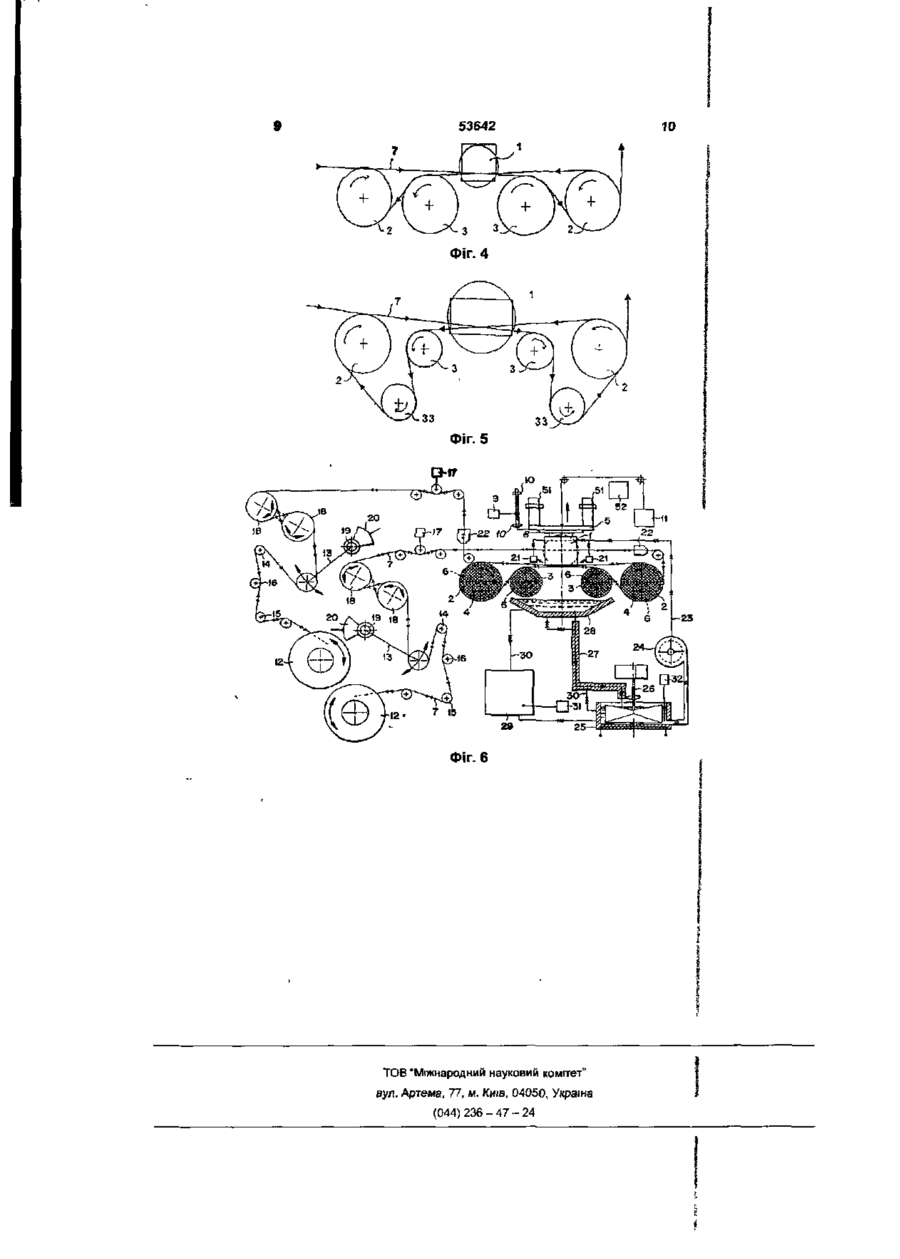
1. Спосіб різання брусків з твердих матеріалів на пластини з використанням дп абразивного матеріалу, який додають у сипучому стані, та дії "безконечного" твердого носія, який періодично спрямовують у зворотному напрямку і який, внаслідок того, що його спрямовують по периферійних жолобах СПІВВІСНИХ роликів системи роликів, створює різальний вузол, через який примусово подають матеріал, який має бути розрізаний, який відрізняється тим, що носій, який проходить по периферійних жолобах роликів системи роликів, яка складається принаймні з одної пари відхильних роликів і принаймні одної пари напрямних роликів при взаємодії з матеріалом, який має бути розрізаний, спрямовують у протилежних напрямках у відповідних двох сусідніх пропилах у бруску. 2. Спосіб згідно з п.1, який відрізняється тим, що носій у різальному вузлі системи роликів спрямовують багаторазово по периферійних жолобах з верхнього боку першого відхильного ролика по верхньому боці протилежного напрямного ролика до нижнього боку розміщеного поруч другого відхильного ролика, після проходження по якому його спрямовують від верхнього боку протилежного Винахід стосується способу різання брусків з твердих матеріалів на пластини, зокрема брусків, виготовлених з напівпровідників, скла або кераміки, а також пили для здійснення цього способу. Для різання брусків з твердих матеріалів, наприклад брусків, виготовлених з напівпровідників, кераміки або скла, звичайно застосовується спо напрямного ролика знову до нижнього боку першого відхильного ролика і після цього знову назад до його верхнього боку 3. Дротяна пила для різання брусків з твердих матеріалів на пластини, яка містить раму з системою роликів з виконаними в них периферійними жолобами, стіл з оснасткою, „безконечний твердий носій" та пристрій для транспортування абразивного матеріалу та стабілізації його нагріву, яка відрізняється тим, що систему роликів складено з принаймні одної пари напрямних роликів та одної пари відхильних роликів, при цьому ВІДХИЛЬНІ ролики встановлено щодо напрямних роликів таким чином, що ВІДХИЛЬНІ ролики і напрямні ролики, встановлені один за одним, мають можливість обертання у протилежних напрямках, а напрямки обертання двох напрямних ропиків та двох відхильних роликів також протилежні. 4. Дротяна пила згідно з п. З, яка відрізняється тим, що ВІДХИЛЬНІ ролики та напрямні ролики розміщено таким чином, що ЛІНІЯ верхніх поверхонь відхильних роликів розміщується вище за ЛІНІЮ верхніх поверхонь напрямних роликів 5. Дротяна пила згідно з п 3 або 4, яка відрізняється тим, що положення напрямних роликів на рамі регулюється по осі. 6. Дротяна пила згідно з одним з пп 3-5, яка відрізняється тим, що твердий носій кілька разів обмотано навколо відхильних роликів та напрямних роликів системи роликів з утворенням різального вузла з можливістю спрямування до робочої зони між парами напрямних роликів у протилежних напрямках ВІДПОВІДНО по двох суміжних периферійних жолобах, полого спускаючись згори донизу або полого підіймаючись знизу догори. сіб, при якому використовується дія абразивного матеріалу, який додається у сипучому стані, та дія рухомого твердого носія, головним чином "безконечного" дроту, на матеріал, який підлягає різанню. Цей спосіб відрізняється тим, що абразивний матеріал, диспергований у рідині, наприклад у оливі, подається за допомогою дроту через смете CM О см со со ю 53642 хається по периферійних жолобах, виконаних у му жолобчастих роликів до точки різання При роликах системи роликів, яка складається прицьому, на матеріал, який підлягає різанню, постунаймні з однієї пари відхильних роликів та однієї пово здійснюють тиск ряд дротів, які періодично пари спрямівних роликів, подається у матеріал, рухаються у зворотному напрямку Товщина пласякий підлягає різанню, таким чином, що носій рутин, що нарізаються, обумовлюється відстанню хається у протилежних напрямках у, ВІДПОВІДНО, між виконаними у роликах жолобами, товщиною двох сусідніх пропилах, виконаних у бруску "Бездроту або зернистістю абразивного матеріалу конечний" твердий носій у системі роликів багатоЯкість різання визначається типом абразивного разово спрямовується периферійними жолобами з матеріалу та матеріалом, з якого виготовлено бруверхнього боку першого відхильного ролика через сок, а також додатковими технологічними парамеверхній бік протилежного спрямівного ролика до трами нижнього боку другого відхильного ролика, після Відомо багато способів та пристроїв, наприпроходження якого цей твердий носій спрямовуклад, згідно з патентами США №№ 4494523, ється через верхній бік протилежного спрямівного 4574769, 4640259 , 4903682, 5201305, 5269285 або ролика назад до нижнього боку першого відхильпатенту Великої Британії №2216441, у яких опиного ролика, а потім знову назад до його верхньосані пристрої і які захищають різні варіанти їх виго боку конання з використанням зазначеного принципу Наприклад, в одному з варіантів дротяної пилПила для різання брусків ЗГІДНО З ЦИМ спосоки (Патент США № 5269285) заготовку закріплюбом складається з системи роликів, до якої вхоють на тримачі, який подається вгору та вниз Під дять ролики з периферійними жолобами, встановзаготовкою розміщено паралельні ролики Ролики лені на рамі, стіл з оснасткою, напрямник для мають ділянку більшого та ділянки меншого діамедроту та пристрій для транспортування та стабілітрів, з яких перша ділянка має покриття із синтезації нагріву абразивного матеріалу Вона відрізтичної смоли, в якому виконано декілька кільцевих няється тим що система роликів складається приканавок з постійним кроком Дроти пилки намотані наймні з однієї пари напрямних роликів і на валики безпосередньо по цих канавках 3 кожпринаймні однієї пари відхильних роликів, при ного боку заготовки вздовж зазначених роликів цьому ВІДХИЛЬНІ ролики встановлено по відношенрозміщено сопла, які виконано у вигляді труб з ню до напрямних роликів таким чином, що напрякількома вихідними отворами для робочої рідини мні ролики і відхильні ролики, розміщені одні позаПри опусканні тримача і введенні заготовки у конду других, обертаються у протилежних напрямках, такт із дротами пилки, ролики синхронно обертаобидва напрямні ролики, так само як і обидва відються і дроти пилки постійно подаються у поздовхильні ролики, обертаються один щодо другого у жньому напрямку В той же час робоча рідина, яка протилежних напрямках містить в собі вільний абразивний матеріал, подаВ одному з кращих варіантів виконання винається на дроти пилки через зазначені сопла При ходу, ВІДХИЛЬНІ ролики і напрямні ролики розміщеопусканні тримача із заготовкою остання розрізуно таким чином, що лінія верхніх поверхонь відхиється на декілька пластинок однакової товщини льних роликів розташована вище за ЛІНІЮ верхніх Теплоту, яка виробляється внаслідок тертя між поверхонь напрямних роликів, а положення назаготовкою та дротами пилки, поглинає робоча прямних роликів регулюється по осі на нерухомій рідина рамі Твердий носій намотується кілька разів навколо периферійних жолобів роликового пристрою Загальною відзначною особливістю традиційтаким чином, що створює ріжучий вузол, у якому них рішень є те, що дріт спрямовується системою дроти спрямовуються до робочих зон між парами жолобчастих роликів таким чином, що під час пронапрямних роликів у протилежних напрямках до, цесу різання він переміщується у всіх пропилах ВІДПОВІДНО, двох суміжних периферійних жолобів і бруска в одному й тому ж напрямі у будь-який полого спускаються згори донизу або полого підіокремо взятий час В результаті одержані пластиймаються знизу догори ни не мають постійної товщини вздовж розрізів, тобто вони звужуються у напрямку руху дроту внаУ способі різання, що пропонується, найбільслідок зниження ефекту ди та КІЛЬКОСТІ зменшення ша ефективність може бути досягнута, якщо піднанесеного на дріт абразивного матеріалу при тримувати необхідну швидкість і безперервний проходженні дроту через пропили у бруску Неодпроцес різання, тобто без потребуючого витрат наковість товщини можна частково виправити поенергії переключення зворотного напрямку подачі даючі дріт в обох напрямках, спрямовуючи дріт, твердого носія можна нарізати пластинки з рівнищо рухається, після певного часу різання і за доми паралельними боками без скосів, які раніше помогою вмикання реверсивної подачі, у зворотмали місце ному напрямку в усіх пропилах бруска Однак, неСпосіб різання та конструкція дротяної пили, долік цього способу полягає в тому, що процес які пояснюють винахід, показані на кресленнях, які різання суттєво уповільнюється і саме різання не додаються і на яких зображено здійснюється безперервно, оскільки воно вимагає Фіг 1 - пристрій з системою з чотирьох роливеликих витрат енергії при припиненні та початку ків, яка має в собі два ВІДХИЛЬНІ ролики та два меруху дроту, до того ж зростає можливість виникнші за розміром напрямні ролики, з паралельними нення неполадок у циклічно переміщуваних та осями в одній площині, навантажуваних вузлових точках напруженості Фіг 2 - та ж сама, що й на Фіг 1, система роликів, але розміщена таким чином, що осі двох пар Спосіб, описаний у пункті 1 формули винахороликів лежать у різних площинах, ду, усуває зазначені вище вади Суть його полягає у тому, що "безконечний" твердий носій, який руФіг 3 - альтернативна компоновка системи з 53642 фактичний процес якісного намотування "безконечного" твердого носія 7 на котушки 12 або його змотування з них, з передбаченою швидкістю і заздалегідь заданим контрольованим натягом, при цьому намотувальні та розмотувальні витки створюються окремо один від другого з але суворо синхронно. Нерівномірність у намотуванні компенсується за допомогою натяжних важелів 13 і фактичне переміщення твердого носія 7 здійснюється за допомогою системи роликів 14, натяжних роликів 15 та підтримуючих валиків 16, при цьому фактичний натяг твердого носія 7 вимірюється за допомогою давачіе 17 тиску, а натяг регулюється за допомогою перепаду напруги між двигунами (не показані), які приводять у дію кабестани 18 та приводні ролики 2, 3 системи роликів. Сила намотування при намотуванні твердого носія 7 визначається силою пружин 19, які діють на натяжні важелі 13, і будь-які перешкоди, які можуть виникнути, контролюються генераторами 20 сигналів, які сигналізують про кінцеві позиції натяжних важелів 13, сполучених з системою керування, не показаною, дротяною пилою. Швидкість та довжина ненамотаної частини твердого носія 7 таким же чином контролюється за допомогою давача зростання обертання, не показаний, сполученого з одним із кабестанів. У системі роликів твердий носій 7 намотується у периферійних жолобах 6 пар відхильних роликів 2 та напрямних роликів З таким чином, що він входить у систему з верхнього боку відхильного ролика 2 і спрямовується по верхньому боці протилежного напрямного ролика 3 до нижнього боку розміщеного поруч з останнім другого відхильного ролика 2, якого носій 7 охоплює. Після цього, твердий носій 7 спрямовується від верхнього боку цього відхильного ролика 2 по верхній частині протилежного напрямного ролика З назад до вхідного відхильного ролика 2, якого носій 7 охоплює. В результаті описаного багаторазового намотування твердого носія 7 у периферійних жолобах, створюється ріжучий вузол, у який тверСтіл 5 пили не є цільним і він служить для фікдий носій 7 спрямовується з протилежних напрямсації розташування бруска 1, виготовленого, наків між напрямними роликами 3 до двох ВІДПОВІДприклад, з напівпровідникового кристалу, для ріНИХ розміщених поруч пропилів, виконаних у зання, а також для додаткового орієнтування бруску 1, який має бути розпилений, як це показабруска 1 щодо площини різання. Для регульованоно на Фіг. 1-5. го введення та подачі бруска 1 у ріжучий вузол "безконечного" твердого носія 7, здійснюючого Рідина з абразивним матеріалом, яка викорисперіодично рух у зворотному напрямку і намотанотовується для пиляння, подається на "безконечго навколо системи роликів, стіл 5 обладнано наний" твердий носій 7 за допомогою розподільників прямними стержнями 51 та приводною системою 21 які спрямовані до точки входу твердого носія 7 52, наприклад, керованим комп'ютером двигуном, до пропилів у бруску 1. На виході твердого носія 7 при цьому швидкість подачі стола 5 як вгору так і із системи роликів встановлено високоефективні вниз регулюється від 0 до 1000мкм/с в обох наповітряні фільтри 22, які видаляють залишки абрапрямках. Брусок 1, який підлягає різанню механічзивного матеріалу, які налипли на твердий носій 7. но закріплюється на столі 5 за допомогою системи Розподільники 21 сполучаються за допомогою скляних або графітових пластин 8, а товщина брусистеми труб 23 подачі і через насос 24 з резервуска 1, який має бути розрізаний, або інформація аром, обладнаним розмішуючим пристроєм 26. стосовно перепиляної його частини контролюється Резервуар 25 у свою чергу сполучається через за допомогою лінійного давача 9. Кінцеві позиції" трубопровід 27 відпрацьованої рідини із колекторухомого стола 5 забезпечуються за допомогою ром 28, розміщеним під системою роликів і в який кінцевих вимикачів 10, а з метою зниження екстрідина з абразивним матеріалом збирається після ремальних навантажень на окремі головні струквідводу. Температура рідини з абразивним матетурні ділянки під час переміщення столу 5 останній ріалом підтримується в межах попередньо визнаобладнано противагою 11, яка врівноважує масу ченого діапазону за допомогою схеми охолодженмеханічних частин стола та бруска 1. ня, яка складається з охолоджуючого пристрою 29 з охолоджуючим трубопроводом 30, який спрямоСистема для спрямування дроту забезпечує відхильними роликами меншого діаметру і напрямними роликами більшого діаметру; Фіг. 4 - варіант виконання системи з чотирма роликами, в якій всі ролики мають однаковий діаметр і розміщені в одній площині; Фіг. 5 - альтернативна система роликів, в яку введено додаткові ролики, розміщені між відхильними та напрямними роликами, та Фіг. 6 - повний схематичний вид основних функціональних елементів дротяної пили. Пила для різання брусків 1 з твердих матеріалів на пластини складається з чотирьох основних базових структурних та технологічних ділянок, а саме, системи роликів, стола з оснасткою, контейнера для розміщення пили та пристрою для транспортування абразивного матеріалу та стабілізації його температури. Вузол роликів створює стрижень пили і має в собі принаймні одну пару відхильних роликів 2, а також одну пару напрямних роликів 3, які закріплено на нерухомій рамі. Остання міцно з'єднана з опорою стола 5 і забезпечує необхідну механічну стабільність та жорсткість системи роликів. Положення напрямних роликів 3 на нерухомій рамі 4 може бути відрегульоване по осі, а відхильні ролики 2 встановлено щодо напрямних роликів 3 таким чином, що лінія верхніх боків перших розташована вище за ЛІНІЮ верхніх боків напрямних роликів 3. Поверхні роликів 2 і 3 чисто відшліфовані І мають систему периферійних жолобів 6 для спрямування "безконечного", здійснюючого періодично рух у зворотному напрямку, твердого носія 7, найкраще з дроту, який створює ріжучий вузол, для подачі крізь брусок 1 під час пиляння. Один з роликів 2, З системи роликів виконує функцію приводного ролика, сполученого з приводним двигуном (не показаний) з регульованою в широкому діапазоні швидкістю, що надає можливість встановити швидкість руху "безконечного" НОСІЯ 7 у діапазоні значень між 0 та 15м/с в обох напрямках вано до подвійних стінок корпусу резервуара 25, трубопроводу 27 відпрацьованої рідини та колектора 28. Фактична температура охолоджуючої рідини контролюється температурним давачем 31. Інформація стосовно витрати та в'язкості рідини з абразивним матеріалом контролюється за допомогою давача/передавача 32, розміщеного у резервуарі 25; усі значення подаються до системи керування машиною, не показана, і оцінюються там. До початку процесу пиляння твердий носій намотують на всю його довжину, встановлюють характерні величини окремих основних функціональних зон машини, брусок 1 закріплюють на столі 5 за допомогою пластин 8 і його положення регулюють і фіксують стосовно площини різання. Як тільки твердий носій 7 приводиться в рух у вибраному напрямку, брусок 1 примусово подається із заданою швидкістю до ріжучого вузла, створеного за допомогою напрямних роликів 3 та відхильних роликів 2, абразивний матеріал подається за допомогою розподільників у точку, в якій твердий носій 7 входить у пропили. Після ТОГО, ЯК твердий брусок 1 буде розпиляно на окремі сегменти, стіл 5 повертається у вихідне положення і весь процес може бути повторений. Можна знову вибрати напрямок руху твердого носія 7 та інші параметри різання, наприклад такі, як швидкість подачі стола 5, швидкість та натяг твердого носія 7, кількість, температура та в'язкість рідини з абразивним ма 8 53642 теріалом І т. ін. Описана конструкція пили не є єдиним можливим рішенням згідно з винаходом. Використовуючи базову компоновку напрямних роликів 3 та відхильних роликів 2 системи роликів, можна змінити будь-яким чином, але не порушуючи обсяг винаходу, спосіб намотування і приведення в рух твердого носія 7 між роликами і у окремих пропилах у твердому бруску 1, компоновку та конструкцію пристрою керування дротом, стола 5 та його оснастки, а також: окремих елементів пристрою для транспортування та охолодження абразивного матеріалу. Як показано на Фіг. 1-4, взаємне співвідношення розмірів та взаємне розміщення напрямних роликів 3 та ВІДХИЛЕНИХ роликів 2 можна підбирати доти, докине будуть визначені умови, при яких точка входу твердого носія 7 до пропилу у бруску 1 повинна знаходитись вище точки його виходу з бруска 1. Таким чином, наприклад, згідно з Фіг. 5, пару проміжних роликів 33 введено між напрямними роликами 3 і відхильними роликами 2. Фіг. 1 Фіг. З Спосіб різання брусків з твердого матеріалу на пластини і пила для здійснення цього способу можуть бути використані у різних галузях промисловості, в яких тверді матеріали, наприклад напівпровідники, кераміка або скло, необхідно розрізати на однакові сегменти з плоскими паралельними боками. 53642 10Фіг. 4 Фіг. 5 -23 ФІГ. 6 ТОВ 'Міжнародний науковий комітет" вул. Артема, 77, м. Київ, 04050, Україна (044}236 - 47 - 24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting blocks of hard materials into plates by means of wire saw and wire saw for carrying out this method
Назва патенту російськоюСпособ резания брусков из твердых материалов на пластины проволочной пилой и проволочная пила для осуществления этого способа
МПК / Мітки
МПК: B23D 57/00, B28D 5/04
Мітки: пила, матеріалів, пилою, пластини, спосіб, різання, дротяна, способу, брусків, цього, дротяною, твердих, здійснення
Код посилання
<a href="https://ua.patents.su/6-53642-sposib-rizannya-bruskiv-z-tverdikh-materialiv-na-plastini-drotyanoyu-piloyu-ta-drotyana-pila-dlya-zdijjsnennya-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб різання брусків з твердих матеріалів на пластини дротяною пилою та дротяна пила для здійснення цього способу</a>
Спосіб розпускання складених в стопи аркушів паперу і пристрій для здійснення цього способу
Номер патенту: 27313
Опубліковано: 15.09.2000
Автор: Вюссмюллер Філіпп
Мітки: пристрій, здійснення, паперу, складених, спосіб, способу, цього, стопи, аркушів, розпускання
Текст:
...стопы бумаги Благодаря тому, что в предложенном устройстве деформирующий цилиндр и распускающие ролики изгибают листы стопы, прижимая их к цилиндрической поверхности, по всей длине листа или стопы обеспечивается разделение листов. При этом, в результате того, что кромки листов, стопы при наложении их на цилиндрическую поверхность смещаются, перемещение роликов по наружному листу стопы, прижатой цилиндрической поверхности, за пределы...
Спосіб подрібнення матеріалів та млин для реалізації цього способу
Номер патенту: 28285
Опубліковано: 16.10.2000
Автори: Сорока Богдан Петрович, Пашистий Владислав Ананійович
МПК: B02C 19/00, B02C 13/00
Мітки: млин, спосіб, подрібнення, способу, цього, реалізації, матеріалів
Формула / Реферат:
1. Спосіб подрібнення матеріалів, при якому оброблюваний матеріал завантажують в млин, транспортують аеродинамічним потоком відносно поверхонь помольної камери і застосовують відцентрово-ударний механізм подрібнення, а отриманий продукт відводять в розвантажувальний лоток, який відрізняється тим, що на периферійній поверхні помольної камери аеродинамічний потік розділять відносно додатково встановленої розтираючої, наприклад, абразивної...
Спосіб зварювання при виготовленні спірально навитої труби та зварювальна головка для здійснення цього способу
Номер патенту: 41314
Опубліковано: 17.09.2001
Автор: Бломквіст Гуннар
МПК: B29C 65/10, B29C 53/00, B29C 65/40
Мітки: трубі, здійснення, головка, зварювання, спірально, навитої, зварювальна, виготовленні, цього, спосіб, способу
Формула / Реферат:
1.Способ сварки при изготовлении спирально навитой трубы из термопластичного профиля по существу прямоугольного сечения, при котором пустотелый профиль наматывают по винтовой линии на сварочный барабан с одновременным разогревом свариваемых поверхностей до заданной температуры и последующим сжатием их друг с другом, формируя при этом двойной сварной шов между двумя смежными витками пустотелого профиля, отличающийся тем, что сварку...
Спосіб отримання рідкого металу і установка для здійснення цього способу
Номер патенту: 44908
Опубліковано: 15.03.2002
Автори: ШЕНК Йоханнес-Леопольд, КЕППЛІНГЕР Леопольд Вернер, Вурм Йоханн
МПК: C21B 13/14
Мітки: цього, установка, здійснення, способу, отримання, спосіб, металу, рідкого
Формула / Реферат:
1. Спосіб отримання рідкого металу, зокрема чавуну або рідких напівфабрикатів сталі із завантажувальних речовин, що складаються з руди, зокрема залізняку і з флюсів, в якому руду безпосередньо відновлюють в губчастий метал як мінімум в одній зоні відновлення (5, 7, 8), губчастий метал плавлять разом з флюсами в плавильно-газифікаційній зоні (11) при подачі носіїв вуглецю і кисневмісного газу, з утворенням СО і Н2-вмісного відновного газу,...
Спосіб отримання губчатого заліза та установка для здійснення цього способу
Номер патенту: 32602
Опубліковано: 15.02.2001
Автори: Розенфелльнер Геральд, ДІЛ Йорг
МПК: C21B 13/14, C21B 13/00
Мітки: цього, отримання, губчатого, способу, спосіб, заліза, здійснення, установка
Текст:
...Преимуществом является то, что восстановление или удаление СОг осуществляют способом адсорбции с переменным давлением Этот способ особенно выгоден, если доменный газ образуется с незначительным давлением, поскольку при низком давлении чрезмерно увеличивается потребление пара для химической очистки в скруббере При получении восстановительного газа из реформированного природного газа рекомендуется химическая очистка в скруббере для...
Попередній патент: Протишоковий пневматичний пристрій
Наступний патент: Гібридний спосіб визначення стану вузлів комутаційної матриці пристроїв вводу інформації
Випадковий патент: Спосіб реконструкції насаджень на крутосхилах