Спосіб виготовлення алюмінієвого розкислювача
Номер патенту: 53928
Опубліковано: 16.05.2005
Автори: Серов Роман Олександрович, Балабанов Ігор Федорович, Сєров Олександр Іванович, Нодзельський Георгій Єфремович, Ярославцев Юрій Григорович
Формула / Реферат
Фармацевтична композиція з протиалергічною, протизапальною, репаративною та протимікробною дією, що містить в якості активних діючих речовин, мірамістин та д-пантенол, а в якості компонентів основи - поліетиленоксид 400 та пропіленгіколь, що додатково містить кислоту мефенамінову та димексид як активні діючі речовини та поліетиленоксид 1500 як компонент основи при наступному співвідношенні компонентів (на 100 г):
Кислота мефенамінова
0,7-1,3 г
Мірамістин
0,4-0,6 г
Димексид
3,0-5,0 г
Д-пантенол
2,0-3,0 г
Пропіленгліколь
14,0-18,0 г
ПЕО 400
36,0-40,0 г
ПЕО 1500
37,00-41,0 г.
Текст
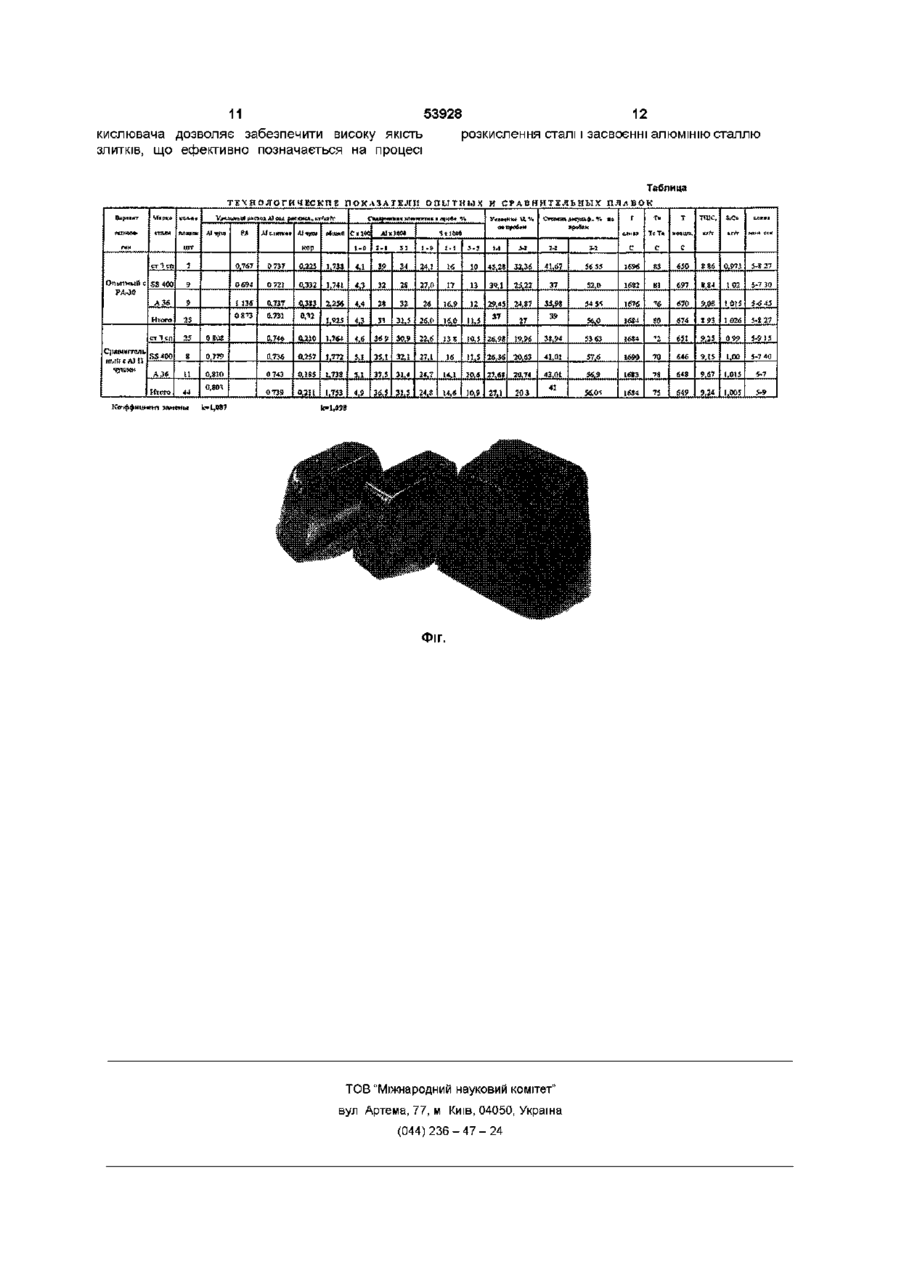
1 Спосіб виготовлення алюмінієвого розкислювача, який полягає у обваженні алюмінію чавуном за допомогою розміщення центральної заготівки у ливарній формі і її заливанні рівномірнім шаром заданої товщини другого розплавленого металу, який відрізняється тим, що як центральну заготівку використовують попередньо відлитий злиток алюмінію заданої ваги і форми, установлюють зазначений алюмінієвий злиток меншою основою у ливарну форму на точкові упори, висота яких дорівнює заданій товщині шару чавуну, зверху на велику поверхню зазначеного алюмінієвого злитка встановлюють попередньо відлиту по и розмірах чавунну кришку, товщина якої дорівнює заданій товщині шару чавуну, зали вають рідкий чавун у ливарну форму по и висоті до моменту заповнення рідким чавуном литтєвого ухилу по контуру чавунної кришки, прохолоджують сформований злиток алюмінієвого розкислювача до затвердіння чавуну і витягають зазначений злиток з ливарної форми 2 Спосіб виготовлення алюмінієвого розкислювача за п 1, який відрізняється тим, що як алюміній використовують алюміній марки АВ 87, а як чавун ливарний чавун марки СЧ 10 3 Спосіб виготовлення алюмінієвого розкислювача за п 1 , який відрізняється тим, що злиток алюмінію встановлюють у ливарній формі на чотирьох змінних упорах конічної форми 4 Спосіб виготовлення алюмінієвого розкислювача за п 1, який відрізняється тим, що співвідношення алюміній-чавун вибирають у діапазоні 1 (14) 5 Спосіб виготовлення алюмінієвого розкислювача за п 1, який відрізняється тим, що оптимальний комбінований злиток алюмінієвого розкислювача марки РА ЗО виготовляють при вазі злитка алюмінію 3,7 кг і співвідношенні алюміній-чавун 1 2,33 00 Винахід відноситься до галузі чорної металурги, конкретно до сталеплавильного виробництва Одержані цим способом комбіновані зліпки алюмінієвого розкислювача різної форми, розмірів з різним вмістом алюмінію можуть використовуватися для ефективного розкислення сталей різного складу і призначення АЛЮМІНІЙ Є найбільш сильним розкислювачем з цілого ряду застосованих розкислювачей, рафінуючи сталь від кисню і втілюючи вирішальний вплив на формування в ній неметалевих включень Відома велика науково-технічна література по розглянутій проблемі (див , наприклад, Куліков І С Розкислення металів Москва, Металургія, 1975, 504с), а також патентна інформація у виді великого числа описів винаходів до авторських посвідчень колишнього СРСР і до патентів передових в галузі металургії країн світу Відомо, ЩО ступінь засвоєння алюмінію при безпосередньому введенні у мартенівську та електропіч незначна, оскільки велика його частіша вигорає, у результаті чого вміст розчиненого в сталі алюмінію виявляється нижче марочного Збільшення ж КІЛЬКОСТІ досаджуємого алюмінію для компенсації чаду приводить до подорожчання сталі і погіршенню її якості Тому, розкислення і легування металу алюмінієм насамперед проводять шляхом присадки алюмінію і його сплавів під струмінь при випуску сталі з печі в ківш чи у виливниці Однак, введення алюмінію у рідку сталь під шар шлаку висотою 0,5-0,6м є важким завданням, з огляду на меншу ЩІЛЬНІСТЬ алюмінію і значну різницю в температурах плавлення (~650°С у алюмінію, ~1600°С у сталі) Тому, застосовуване дотепер безпосереднє введення у рідку сталь со ю 53928 алюмінію у вигляді стрічок, дроту, дробу, гранул, шматків, стрижнів, стандартних чунів вагою 1416кг і тому порівняно малоефективно внаслідок значного чаду алюмінію при впливі високої температури, кисню і ХІМІЧНО агресивного шлаку Ефективність засвоєння алюмінію сталлю в цьому випадку складає, як правило, не більш 10-20% При цьому, необхідна ідеальна витрата, наприклад, чушкового алюмінію, при розкисленні сталі в ковшах ємністю 160-320 тонн, складає не менш 12,5кгл' сталі, що створює додаткових труднощів для швидкого введення в ківш 160-700кг алюмінію У цьому випадку для введення розкислювача безпосередньо в розплав під шар шлаку, як правило, необхідно застосовувати різні пристрої і пристосування, що істотно ускладнює й утрудняє процес виплавки сталі Крім того, технологія виплавки тієї чи іншої марки сталі вимагає додаткового регулювання уведення визначеної КІЛЬКОСТІ алюмінію у різні періоди процесу розкислення сталі у ковші Стан світового рівня техніки по розкисленню сталі з високим ступенем вірогідності можна проілюструвати на прикладі ряду винаходів по авторських посвідченнях СРСР, тому що у галузі металурги колишній СРСР був однією з ведучих країн світу Наприклад, у описі до авторського посвідчення СРСР №518521, С21С 7/00, бюл №23, 1976р, приведений спосіб підготовки алюмінієвого розкислювача сталі, що включає формування злитків з рідкого алюмінію, потім застиглі злитки алюмінію набирають і зміцнюють на штанзі, закріпленої у свою чергу на телескопічній колоні, що опускають вертикально вниз у розплавлений метал Аналогічні рішення ВІДОМІ ПО авторському посвідченню СРСР №1245601, С21С 7/06, бюл №17, 1986 і авторському посвідченню СРСР №1578210, С21С 7/06, бюл №26, 1990 на конструкції алюмінієвих чушок для розкислення металу, форма яких спеціально пристосована ддя кріплення їх на занурюваній в розплав штанзі Недоліками зазначених способів є конструктивна складність пристроїв для введення алюмінієвого розкислювача у ківш при випуску сталі в умовах конвертерного І електросталеплавильного виробництва, форми чушок досить складні, необхідні додаткові витрати часу на "їхню установку По авторському посвідченню СРСР №529227, С21С 7/00, бюл №35, 1976р запропонований спосіб розкислення і легування сталі і сплавів шляхом створення шару розкислювача на поверхні диска (металевого, керамічного чи ш) Для розкислення сталі зазначений диск поміщають у рідкий метал і приводять його в обертання Недоліком рішення є те, що при обертанні у розплаві алюміній розплавляється дуже швидко і спливає на поверхню розплаву, де з'єднується з киснем повітря і вигорає Відомий також спосіб підготовки розкислювача сталі по авторському посвідченню СРСР №655224, С21С 7/00 шляхом формування стрічки з розплаву алюмінію При розкисленні металу стрічку з алюмінію подають у задану зону розплаву Недоліком відомого способу є руйнування алюмінію при збереженні і погіршення його розкислюючих властивостей з утворенням у розплаві карбідів алюмінію По авторському посвідченню СРСР №998531, С21С 7/06, бюл №7 1983р запропонований спосіб обробки якісної сталі у ковші, що включає продувку інертним газом (аргоном) і розкислення алюмінієвим стрижнем, що попередньо нагрівають до температури 300-400 градусів і вводять у сталь через 0,5-1 хв після початку продувки, при цьому час продувки у 3-5 разів перевищує час розплавлювання стрижня, обумовленого по емпіричній формулі x=22,4D2 де х - час розплавлювання в хвилинах, D - діаметр стрижня, метр Використовувався алюмінієвий стрижень діаметром 0,3м і довжиною 2-2,2м для введення алюмінію з розрахунку 1,2кг/г Час розплавлення алюмінієвого стрижня складав - 2хв Як стрижень також можна використовувати стандартні алюмінієві злитки діаметром 150360мм, при цьому розміри злитка вибираються у залежності від маси оброблюваної сталі, її марочного складу, а також від змісту алюмінію у сталі після її випуску зі сталеплавильного агрегату в ківш Слід зазначити, що досягнута у цьому випадку ступінь засвоєння алюмінію ~ 20,5% усе-таки досить низька, незважаючи на істотне ускладнення процесу введення розкислювача у ківш ВІДОМІЙ ряд взаємозалежних винаходів на чушку алюмінієву для розкислення сталі по авторському посвідченню СРСР №759170, С2 1С 7/06, бюл №32, 1980, №1093710, С21С 7/06, бюл №19, 1984, №1135770, С21С 7/06, бюл №3, 1985, №1323578, С21С 7/06, бюл №26, 1987, у яких зважуються завдання зниження чаду алюмінію, прискорення розплавлювання чушки у рідкому металі, полегшення процесу примусового введення чушки в метал Недоліком цих рішень є істотне ускладнення конструкції чушок, ускладнюється і процедура введення чушки у розплав Відомий спосіб підготовки фероалюмінієвого розкислювача сталі по авторському посвідченню СРСР №496319, С22С 35/00, бюл №3, 1974, що включає операції по виробництву розплаву ливарного чавуна й алюмінію, формування з цього розплаву ЗЛІПКІВ Недоліками відомого способу є висока витрата алюмінієвої сировини при виробництві фероалюмінію і розкладання його (при ЗМІСТІ АІ 30% і вище) вже при збереженні у нормальних умовах, унаслідок цей злиток руйнується і утрачає свої властивості як розкислювач для сталі, зменшується ступінь засвоєння алюмінію, що приводить до додаткових витрат алюмінію ВІДОМІ спроби рішення проблеми надійного введення алюмінієвого розкислювача у розплавлену сталь за рахунок обваження його, наприклад, чавуном (сталлю) Бажано, щоб подібна комбінована чушка-злиток надійно занурювалася у розплав І розплавлялася у обмежений відрізок часу, не більш 2-3 хвилин і при цьому не приводила до спаду температури розплаву, більш ніж на 5-10 градусів і не виходив надлишок вуглецю І У книзі Заморуєв В М Виробництво сталі Москва, Металурпздат, 1950, с 182-183 був запропонований спосіб розкислення сталі алюмінієм, що 53928 Практичне здійснення подібних тверджень для виготовлення у промислових кількостях злитків шляхом заливання гранульованого алюмінію рідким чавуном з температурою 1300°С и в 5,5-8 разів більшою масою представляється малоймовірним Як прототип, що збігається з винаходом, що заявляється, по призначенню і ряду загальних істотних ознак, обраний опис винаходу до авторського посвідчення СРСР №1089147, С21С 7/06, бюл №15, 1984 на «Спосіб розкислення сталі алюмінієм і чушкою для його розкислення» ВІДПОВІДНО ДО способу розкислення сталі алюмінієм по прототипі, що включає введення в розплав алюмінію, поважченого чавуном, пропонується для підвищення ступеня засвоєння алюмінію і якості сталі витримувати співвідношення маси алюмінію до маси чавуна в межах 1 (2,5-5,0) У пропонованій чушці для розкислення алюмінієм поважчуючий шар виконують у виді центральної заготівлі з чавуна, а шар алюмінію рівномірно розподіляють по її ЗОВНІШНІЙ поверхні Виявлення ефективності різних способів розкислення по прототипі проводилося при випуску сталі з двох ванної печі у ківш Використовувалися чушки вагою до 25кг Указується, що при зниженні КІЛЬКОСТІ чавуна у чушці не менш 1 2,5 чушка не утримується у обсязі рідкої сталі ковша і спливає на поверхню, алюміній чушки окисляється киснем шлаку й атмосфери, що значно знижує ступінь його засвоєння Витрату алюмінію в цих умовах потрібно збільшувати лення чавунної серцевини чушки, відбувається зниження температури сталі більш, ніж на 10° С, що погіршує умови розливання металу і його якість Оптимальне відношення маси алюмінію до чавуна у чушці при експериментальному розкисленні сталі по прототипі виразно рівним 1 3,5 До істотних недоліків прототипу варто віднести наступне По-перше розміщення алюмінію безпосередньо по ЗОВНІШНІЙ поверхні центральної чавунної заготівлі не забезпечує надійну герметизацію і захист алюмінію від впливу шлаку у процесі розкислення сталі При цьому алюміній швидко розплавляється, а масивний циліндричний чавунний сердечник розплавляється значно довше По-друге, розміщення пластичного алюмінію зовні чавунної центральної заготівлі створює додаткові складності при збереженні і транспортуванні подібних алюмінієво-чавунних чушок Загальними ознаками способу виготовлення алюмінієвого розкислювача по дійсному винаході і по прототипі є - обваження алюмінію переважно чавуном, - розміщення центральної заготівлі у ливарній формі і її заливанні рівномірним шаром заданої товщини другого розплавленого металу На думку авторів винаходу, що заявляють, більш перспективним розкислювачем є саме комбінований злиток з алюмінієвим сердечником, герметично покритий рівномірним шаром утяжчуваючій оболонки з чавуна (див деклараційний патент України №38915, С 21 С 7/06, дата подачі 22 112000р. опубл бюл №4, 15 05 2001р. на «Спосіб підготовки алюмінієвого розкислювача сталі», автори Серов О І , Ярославцев Ю Г і ш ) Непрямим підтвердженням перевага виготовлення алюмінієвого розкислювача в захисній чавунній оболонці може служити стаття співробітників ВАТ «Кузнецький металургійний комбінат» Н С, Анашкіна й ш «Досвід використання чавунноалюмінієвих блоків для мікролегування рейкової сталі в мартенівських печах», Сталь, №4, 2000 (див також заявки на винахід РФ №97122016/02 і №97122152/02 від 30 12 1997р. автори Хитрих С А , Анашкін Н С і ш Заявник ВАТ "Кузнецький металургійний комбінат") До цього сталь звичайно розкислювали алюмінієм у шматках масою до 4кг Через низьку питому вагу алюмінію гнітюча частина алюмінію окислялася у шлаку ще до зіткнення з металом Виготовлення 350кг блоків з порівняно невеликою масою алюмінію, усього 30-30,5кг, організовано у ливарному цеху комбінату Перевагою є те, що чавунно-алюмінієві блоки розчиняються у верхніх шарах металу і розкислення починається вже після розчинення чавунної оболонки Удалося стабілізувати вміст алюмінію в зазначеній рейковій сталі Витрата алюмінію скоротилась з 0,120кг/г (на плавках з використанням кускового алюмінію) до 0,072кгл' (на плавках із застосуванням блоків) Досвідченим шляхом також установлено, що при перевищенні КІЛЬКОСТІ чавуна у чушці над алюмінієм більш, ніж у 5 разів, істотно збільшується КІЛЬКІСТЬ вуглецю, внесеного у сталь чавуном, а також збільшується відсоток фосфору Збільшуються також утрати тепла на нагрівання і розплав В основу винаходу поставлене завдання такого удосконалення способу виготовлення алюмінієвого розкислювача, утяжчуваного чавуном, ВІДПОВІДНО до якого за рахунок особливостей виконання операцій по заливанню алюмінію рідким чавуном у ливарній формі забезпечується підвищення тех включає використання алюмінієвого сердечника, що поміщається для захисту й обваження усередину чавунної оболонки Причому алюмінієвий сердечник зміцнюють на залізних лозинах, що вводять через шар шлаку у сталеву ванну - й утримують у ній до повного його розплавлювання Недолік цього способу полягає у тім, що подібна захисна оболонка згоряє раніш, ніж розчиниться весь алюміній, останній спливає у шлак, що веде до низького засвоєння алюмінію металом По авторському посвідченню СРСР №1382860, С21С 7/06, бюл, №11, 1988 відомий спосіб одержання поважчення зшггків розкислювача шляхом заливання гранульованого вторинного алюмінію рідким чавуном у співвідношенні 1 (5,58) Подібні чушки загальною масою 11-12кг і при ЗМІСТІ чавуна 10-10,5кг призначалися для попереднього розкислення сталі у луговій сталеплавильній печі За допомогою дозуючого пристрою 1,2-2кг гранульованого алюмінію завантажують у мульди розливальної машини і заливають його рідким чавуном Затверджується, що при заливанні рідким чавуном гранульованого алюмінію чавун проникає між гранулами алюмінію, при цьому чавун прохолоджується і кристалізується з великою швидкістю й утвориться щільна, міцна чушка, у якій алюміній рівномірно розподілений по всьому обсязі і всі гранули охоплені чавуном 53928 8 нолопчності і якості виготовлення комбінованих злитків алюмінієвого розкислювача, що дозволяє при їх використанні для розкислення сталі в процесі її розливання у ківш поліпшити засвоєння алюмінію у сталі і знизити загальну витрату алюмінію Під поліпшенням технологічності розуміються можливість організації у промисловому масштабі виробництва удосконалених комбінованих злитків алюмінієвого розкислювача при мінімальних витратах, підвищення виходу придатних Під підвищенням якості виготовлення злитків розуміють, по-перше, стабільність підтримки заданого відношення алюміній-чавун за рахунок точності відтворення заданих розмірів злитків, забезпечення рівної товщини стінок захисної чавунної оболонки, по-друге, надійність герметизації алюмінію, підвищення МІЦНОСТІ чавунної оболонки і відсутність тріщин і місць прориву алюмінію на поверхню злитка, мінімальний чад алюмінію при заливанні його рідким чавуном Поставлене завдання зважується тим, що у способі виготовлення алюмінієвого розкислювача, що полягає у обваженні алюмінію чавуном за допомогою розміщення центральної заготівлі у ливарній формі і її заливанні рівномірним шаром заданої товщини другого розплавленого металу, ВІДПОВІДНО до винаходу, як центральну заготівлю використовують попередньо відлитий злиток алюмінію заданої ваги і форми, установлюють зазначений алюмінієвий злиток меншою підставою у ливарну форму на крапкові упори, висота яких дорівнює заданій товщині шара чавуна, зверху на велику поверхню зазначеного алюмінієвого злитка установлюють попередньо відлиту по її розмірах чавунну кришку, товщина якої дорівнює заданій товщині шара чавуна, заливають розплавлений чавун у ливарну форму по її висоті до моменту заповнення чавуном литтєвого ухилу по контурі чавунної кришки, прохолоджують сформований злиток алюмінієвого розкислювача до затвердіння чавуна і витягають зазначений злиток з ливарної форми хисну оболонку забезпечує надійну герметизацію алюмінію при тривалому збереженні і при транспортуванні злитків алюмінієвого розкислювача У процесі заливання рідкого чавуна у ливарну форму в сформованому комбінованому злитку відбувається відбілювання ливарного чавуна марки СЧ10, що додатково приводить до значного підвищення МІЦНОСТІ чавунної оболонки Використання у якості центральної алюмінієвої заготівлі саме форми литого злитка дозволяє сформувати на ньому ливарні ухили і кути, що дає можливість при наступному заливанні рідким чавуном виключити можливу появу розривів і тріщин Ливарна форма алюмінієвого злитка у сполученні з технологією заливання рідкого чавуна у ливарну форму дозволяє виключити прориви алюмінію через шар чавуна, забезпечити високу якість зовнішньої поверхні злитка і забезпечити надійну герметизацію алюмінію Рівномірність товщини стінок чавунної оболонки забезпечує надалі рівномірність її розплавлювання у процесі використання зазначених комбінованих злитків при розкисленні сталі у ковші і тим самим переводить алюміній цілком у рідкий стан до моменту виходу його із розплава Основною новою істотною ознакою винаходу, що заявляється, є введення у заготівлю ливарної кришки з товщиною, рівній товщині шара чавуна по всій поверхні комбінованого злитка Численні спроби заявника одержати комбіновані злитки алюмінієвого розкислювача високої якості при литті чавуна у ливарну форму, у яку встановлюють злиток алюмінію, не увінчалися успіхом Унаслідок підплавлення алюмінію, особливо при збільшенні маси чавуна у злитку у порівнянні з масою алюмінію, практично неможливо забезпечити рівномірність товщини стінок чавунної оболонки, а також паралельність верхньої і нижньої площин злитка Крім того, при заливанні у ливарну форму рідкого чавуна алюмінієвий злиток, як правило, спливав і його необхідно було фіксувати Перераховані ознаки складають сутність винаходу, тому що є необхідними у будь-яких варіантах реалізації винаходу і достатніми для досягнення поставленої мети Конкретна ВІДМІННІСТЬ способу полягає утому, що як алюміній використовують алюміній марки АВ87, а як чавун - ливарний чавун марки СЧ10 Інша конкретна ВІДМІННІСТЬ способу полягає в тому, що злиток встановлюють у ливарній формі на чотирьох змінних упорах конічної форми Ще одна конкретна ВІДМІННІСТЬ способу полягає в тому, що співвідношення алюміній-чавун вибирають у діапазоні 1 (1-4) ВІДМІННІСТЬ полягає в тому, що оптимальний комбінований злиток алюмінієвого розкислювача марки РАЗО виготовляють при вазі злитка алюмінію 3,7кг і співвідношенні алюміній-чавун 1 2,33 Зазначені особливості реалізації винахода не є обов'язковими, а найбільш кращими з погляду заявника і не виключають можливості іншого виконання у межах заявленої сутності винаходу Причинно-наслідковий зв'язок ВІДМІТНИХ ознак і технічного результату полягає у наступному Розміщення алюмінієвого злитка у чавунну за Зазначену проблему вдалося вирішиш саме введенням литої чавунної кришки, що одночасно виконує дві функції контргруза проти спливання алюмінію і тепловідводу для найшвидшої кристалізації чавуна Зазначена лита кришка після заливання і кристалізації чавуна також служить надійним засобом герметизації алюмінію, тому що рідкий чавун "закушується" у ливарному ухилі кришці при заливанні його тільки до рівня площини кришки Подальше заливання чавуна відразу припиняється і вся інша верхня поверхня чавунної кришки залишається чистою, як у вихідному стані 3 огляду на невелику вартість ливарного чавуна марки СЧ10, а також можливість автоматизації процесу виготовлення, організація промислового випуску зазначених комбінованих злитків не представляє значних труднощів Як ілюстрацію на фотографії показаний ЗОВНІШНІЙ вигляд готового комбінованого злитка розкислювача марки РАЗО (30% алюмінію марки АВ87, 70% ливарного чавуна марки СЧ10), встановленого на меншу поверхню На ній маються чотири конусних поглиблення діаметром до 10мм як сліди від чотирьох упорів у днищі ливарної форми, част 53928 ково покритих чавуном (на фотографії не видні) Трапецієподібна форма злитка розкислювача визначається формою центрального литого злитка алюмінію Дивлячись зверху на нижню поверхню злитка розкислювача бачимо чисту поверхню литої кришки, по краях контуру залитого валиком затверділого чавуна Виготовлення зазначеного комбінованого злитка розкислювача здійснюють у такий спосіб В індукційній печі (ІАТ) чи печі тішу ОП розплавляють вихідний алюміній марки АВ87, потім розливають його в стандартні виливниці з перегородками у злитки вагою по 3,7кг із гранично припустимими відхиленнями +/-5% Форма виливниці й обрана вага центральної алюмінієвої заготівлі визначають форму і розміри злитка алюмінію, ливарні ухили, кути і т п Отримані затверділі злитки алюмінію поміщають у спеціальні ливарні форми У вагранці чи у стандартній індукційній печі (ІСТ) виплавляють ливарний чавун марки СЧ10, нагріваючи його до температури порядку 1300°С З цього ж чавуна попередньо у виливницях відливають кришки Кінцева вага злитка розкислювача 12,7кг вибирають з умови його ВІДПОВІДНОСТІ ваги стандартних алюмінієвих чушок з алюмінію марки АВ87, застосовуваних у якості розкислювача, Виходячи з вага злитка розкислювача розраховують необхідну вагу чавунця і товщину рівномірного шару чавунної оболонки, наприклад (~1213мм) Заливають чавун у спеціальну ливарну форму по висоті до моменту заповнення ухилу по контурі кришки, витримують до кристалізації чавуна і витягають злитки, Оптимальним по ефективності застосування для розкислення сталі у ковші обраний саме трапецієподібний злиток для розкислювача марки РАЗО, загальною вагою 12,7кг, що має співвідношення алюміній чавун 1 2,33 Експерименти показали, що при подачі зазначених злитків у ківш під струмінь металу вони надійно занурюються під шар шлаку і не спливають на поверхню металу Одночасно, у 5-7 разів знижується вихід пару оксидів цинку й ш плавких металів, що маються у алюмінієвому сплаві АВ87, у порівнянні з безпосереднім застосуванням чушкового алюмінію марки АВ87 При застосуванні для розкислення сталей розкислювача марки РАЗО практично не змінюється заводський технологічний процес розкислення сталей різних марок, досягається значне зростання засвоєння алюмінію Це приводить до істотної економії дорогого алюмінію, оскільки для 340т ковша потрібно завантажити усього 20-25 злитків розкислювача марки РАЗО Промислова застосовність злитка розкислювача марки РАЗО доводиться досвідом успішного його використання при проведенні плавок різних марок сталей на ряді металургійних заводів України Нижче приведені результати досліднопромислового випробування технології розкислення сталі розкислювачем марки РАЗО загальною вагою 9 800кг, реалізованого в 2001 р ВІДПОВІДНО ДО заводських технологічних указівок розкислювач РАЗО присаджували у ківш після присадки в нього твердої жужільної суміші (ТЖС) 10 КІЛЬКІСТЬ присаджуваного у ківш розкислювача РАЗО регламентували масовою часткою вуглецю у металі при початку подачі струменя у ківш Час зливу металу з конвертера складало не менш 5 хвилин Забезпечення заданого вмісту алюмінію у сталі робили шляхом введення алюмінієвого злитка при продувці аргоном за наявною технологією Як порівняльний варіант технології обрані плавки вищевказаних марок сталей, розкислених чушковим алюмінієм у сполученні з алюмінієвим злитком за цей же часовий період Технологічні показники, отримані для трьох марок сталей на 25 досвідчених плавках (з використанням розкислювача РАЗО) і на 44 порівняльних плавках (з використанням чушкового алюмінію) зведені у таблицю Результати, отримані на досвідчених і порівняльних плавках свідчать про те, що незважаючи на зменшене, у порівнянні з чушковим алюмінієм, у 2,3 рази вміст алюмінію в розкислювачу РАЗО, масова частка алюмінію в пробах металу, відібраних після усередненій продувки (2-1) у порівнюваних варіантів технології склали 0,0330% і 0,0365%, а у пробах металу, відібраних із кристалізатора у середині розливання (3-2)-0,315% і 0,315% ВІДПОВІДНО При середній питомій витраті розкислювача РАЗО 0,873кгл' максимальне навуглечченя сталі складає 0,002% при 100%-м засвоєнні металом вуглецю з чавунної оболонки розкислювача Температура металу на випуску з конвертора на досвідчених і порівняльних плавках практично однакова - 1684°С Спад температури металу у ковші, яка характеризується різницею температури випуску металу з конвертора і температури металу у ковші після усередненої продувки газом на досвідчених і порівняльних плавках склало 75-80°С и знаходиться у встановлених технологією межах Виконано аналіз розливаємості сталей по загальному числу 32 плавок із застосуванням розкислювача РАЗО Зауважень по розливанню немає Засвоєння алюмінію на етапі «випуск металу з конвертора - усереднена продувка на УДМ» підвищується з 27,1% на порівняльних плавках до 37% на досвідчених плавках, а наскрізне засвоєння алюмінію від випуску металу з конвертора до середини розливання на МНЛЗ підвищується з 20,3% до 27% ВІДПОВІДНО Питома витрата чушкового алюмінію і розкислювача РАЗО, присаджуємих у ківш під конвертором, складає на порівняльних і досвідчених плавках відносно 0,000803 і 0 000873 (коефіцієнт заміни 1,087) При загальній питомій витраті алюмовмістимих розкислювачей (алюмінієві чушки, розкислювач РАЗО і алюмінієвий злиток) для досвідченого і порівняльного варіантів технології 1,925кг/кгл' і і^бЗкг/кгл" ВІДПОВІДНО, забезпечується одержання ХІМІЧНОГО складу сталі ВІДПОВІДНО ДО існуючої нормативно-технічної документації (стандартами) Економічна ефективність від використання розкислювача РАЗО замість чушкового алюмінію складає не менш 600грн, на 1000т виплавленій сталі Таким чином, використання технології виготовлення, що заявляється, злитків алюмінієвого роз 53928 12 11 кислювача дозволяє забезпечити високу якість розкислення сталі і засвоєнні алюмінію сталлю злитків, що ефективно позначається на процесі Таблица ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ОПЫТНЫХ Уїм tvaam. «їли А!» кар 1-1 11 • м 39 34 32 2S 4,4 23 32 I.92S V 31 31,5 0.210 1,764 4,6 36 9 30.9 0.7Ї6 0.257 1.7Т2 ; і 35,! 32, і 0 7« 0.І8І 1.733 5,1 37,5 31,4 2*Л 0 739 0,3Н 1,753 36,5 31,5 24,В 3 0.767 0 737 0.225 1ЛЗЭ Опвлный с SS40O 9 0 694 0 721 0,332 1,741 A3S 9 І 136 0.737 O.3S3 2,256 Июго 35 or» 0.731 0,42 ст "ї сп 25 osos 0,746 4S400 , о.тто чушки A3S 11 Итого 44 Ко-.ффнки«п замены 0.810 0,803 7Г 2, 4 1 2, п 7 0 2 16.9 6 2, 16.0 6 0 2, 13S 2 6 2, IS 7 1 1-0 СГ-ЇЇП їй 3-І 10 тл П,5 S.C» 650 8 86 0,973 S-B2T 697 *В4 102 5-7 30 т С TtT» с С 1696 R 3 лею Kl 29,45 37 JJ 3-І 32,36 41,67 І 6 55 25.22 4І.2Ї її 12 тшс, т f Уг.и * « ™ £ Р* II С Р А В Н И Т Е Л Ь Н Ы Х П Л А В О К 37 52,0 24, Е7 35,95 54 5S 167й •s > 670 Э.ОВ 1BTS 5-645 56.0 І6Е4 яо 674 В 93 1 026 5-5 27 12 651 9,25 ачу 5-9! 5 646 5>Д5 1,00 5-7 40 «43 9,67 1,015 5-7 649 « I 1,005 5-? 27 39 И ї0,5 26.9S 14 96 38,94 53 63 І6!4 J1S 26,35 20,63 41,01 57,6 І6К> 1*Л 10,4 27,68 20ЛА 43,01 56,9 ібвз 14,6 111,9 7.7,1 203 5Й.0' 1&Ы 41 k" l,i!S7 Фіг. TOB "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 та 7 8 7 5
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making aluminium deoxidizer
Автори англійськоюSierov Oleksandr Ivanovych, Serov Oleksandr Ivanovych, Yaroslavtsev Yurii Hryhorovych, Yaroslavtsev Уurіі Hryhorovych
Назва патенту російськоюСпособ изготовления алюминиевого раскислителя
Автори російськоюСеров Александр Иванович, Ярославцев Юрий Григорьевич
МПК / Мітки
МПК: C21C 7/06
Мітки: розкислювача, виготовлення, спосіб, алюмінієвого
Код посилання
<a href="https://ua.patents.su/6-53928-sposib-vigotovlennya-alyuminiehvogo-rozkislyuvacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення алюмінієвого розкислювача</a>
Спосіб підготовки алюмінієвого розкислювача сталі
Номер патенту: 55925
Опубліковано: 15.04.2003
Автори: Балабанов Ігор Федорович, Ярославцев Юрій Григорович, Сєров Олександр Іванович
МПК: C21C 7/06
Мітки: спосіб, підготовки, розкислювача, сталі, алюмінієвого
Формула / Реферат:
Спосіб підготовки алюмінієвого розкислювача сталі, який включає розплавлення алюмінію або його сплавів, формування з цього розплаву злитків та нанесення на поверхню злитків ізолюючої оболонки з металу більшої щільності, наприклад, сталі або чавуну, який відрізняється тим, що ізолюючу оболонку виконують з одним або кількома технологічними отворами.
Спосіб виготовлення злитка алюмінію для наступного виготовлення розкислювача сталей
Номер патенту: 66972
Опубліковано: 15.06.2004
Автори: Віткалов Іван Сергійович, Левін Павло Борисович, Бондаренко Сергій Вікторович
МПК: C22C 21/00, B22D 7/00
Мітки: спосіб, сталей, наступного, виготовлення, розкислювача, злитка, алюмінію
Формула / Реферат:
Спосіб виготовлення злитка алюмінію для наступного виготовлення розкислювача сталей, який полягає в тому, що в виливницю, яка містить бічні стінки і дно з виконаними на ньому заглибленнями, заливають розплавлений алюміній, витримують алюміній до застигнення і витягають виливок у вигляді злитка алюмінію, який відрізняється тим, що перед заливанням в виливницю розплавленого металу розміщають у виїмках, які виконано на дні виливниці,...
Спосіб підготовки алюмінієвого розкиснювача сталі

Номер патенту: 38915
Опубліковано: 15.05.2001
Автори: Колесніков Георгій Іванович, Куденко Григорій Євсеевич, Сочнев Олександр Єгорович, Ярославцев Юрій Григорович, Сєров Олександр Іванович
МПК: C21C 7/06
Мітки: підготовки, алюмінієвого, спосіб, розкиснювача, сталі
Текст:
...час, не руйнуючись від взаємодії з киснем атмосферного повітря, а при зануренні цих злитків в розкислювану сталь відбувається ефективне засвоєння алюмінієвого розкислювача. Плавка 1. У відбивній індукційній печі типу ОП 2,5 розплавляють вихідний алюміній марки АВ 87, розливаючи його по 3,7 кг в стандартні дво камерні ізложниці з перегородкою. Отримані затверділі злитки алюмінію вміщують в ливарні форми. Розплавляють чавун марки СЧ-10,...
Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей

Номер патенту: 64887
Опубліковано: 15.03.2004
Автори: Бондаренко Сергій Вікторович, Левін Павло Борисович, Віткалов Іван Сергійович
МПК: C22B 21/00, B22D 21/00, B22D 7/00, B22D 3/00
Мітки: алюмінію, сталей, наступного, розкислювача, виготовлення, заготовка, злитка
Формула / Реферат:
Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей, яка містить безпосередньо злиток алюмінію трапецеподібної форми з похилими бічними стінками і паралельними між собою верхньою і нижньою стінками, причому верхня стінка алюмінієвого злитка виконана за площею більшою ніж нижня, яка відрізняється тим, що на нижній стінці злитка алюмінію жорстко закріплені металоутримуючі елементи, при цьому висота виступання...
Спосіб виготовлення алюмінієвого розкиснювача
Номер патенту: 56036
Опубліковано: 15.04.2003
Автори: Сєров Олександр Іванович, Ярославцев Юрій Григорович
МПК: C21C 7/06
Мітки: спосіб, розкиснювача, алюмінієвого, виготовлення
Формула / Реферат:
1. Спосіб виготовлення алюмінієвого розкиснювача, що включає відливку алюмінієвого злитку даної ваги та форми з наступним покриттям його поверхні шаром завданої товщини другого матеріалу, який відрізняється тим, що останній наносять на поверхню алюмінієвого злитку шляхом наморожування, напилення, обволікання або торкретирування.2. Спосіб за п. 1, який відрізняється тим, що усередині алюмінієвого злитку розміщують обважнювач з...
Попередній патент: Дріт для позапічної обробки металургійних розплавів
Наступний патент: Розподільник
Випадковий патент: Спосіб оцінки структурного порушення вугільних пластів у місці розкриття