Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей
Номер патенту: 64887
Опубліковано: 15.03.2004
Автори: Левін Павло Борисович, Віткалов Іван Сергійович, Бондаренко Сергій Вікторович

Формула / Реферат
Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей, яка містить безпосередньо злиток алюмінію трапецеподібної форми з похилими бічними стінками і паралельними між собою верхньою і нижньою стінками, причому верхня стінка алюмінієвого злитка виконана за площею більшою ніж нижня, яка відрізняється тим, що на нижній стінці злитка алюмінію жорстко закріплені металоутримуючі елементи, при цьому висота виступання металоутримуючих елементів над поверхнею злитка не менше 10% товщини алюмінієвого злитка, розмір заглиблення металоутримуючого елемента у тіло злитка не менше 10% товщини згаданого алюмінієвого злитка, згадані металоутримуючі елементи виконані кількістю не менше двох і розташовані в будь-якій частині згаданої нижньої поверхні алюмінієвого злитка як симетрично один відносно одного і нижньої поверхні злитка, так і несиметрично, торцеві поверхні виступних частин металоутримуючих елементів лежать в одній площині, паралельній щодо площини нижньої стінки злитка, причому виступна над нижньою поверхнею злитка згадана частина металоутримуючого елемента може бути будь-якої геометричної форми, а у випадку закріплення на нижній стінці злитка двох металоутримуючих елементів, їхні геометричні характеристики повинні забезпечувати його стійкість у ливарній формі.
Текст
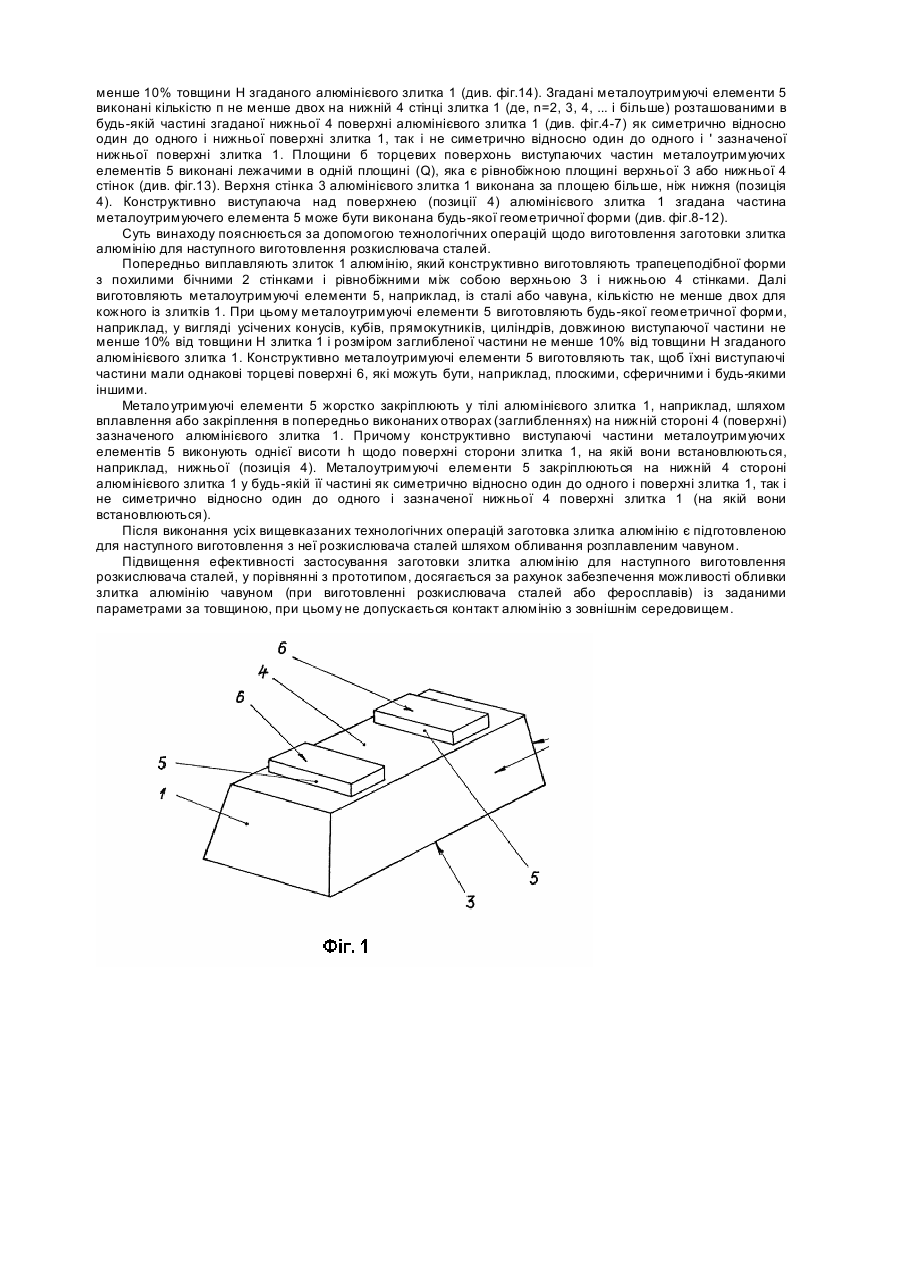
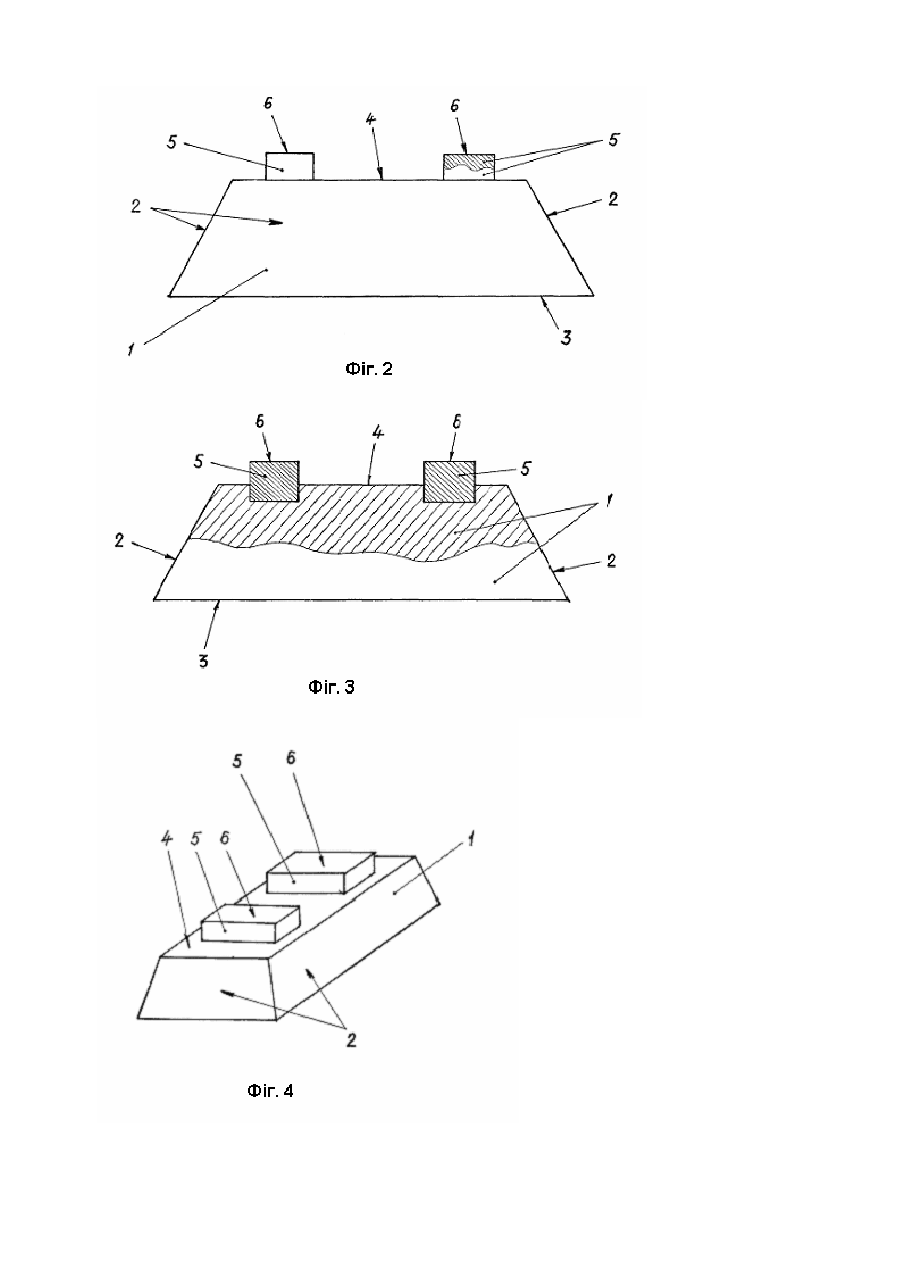
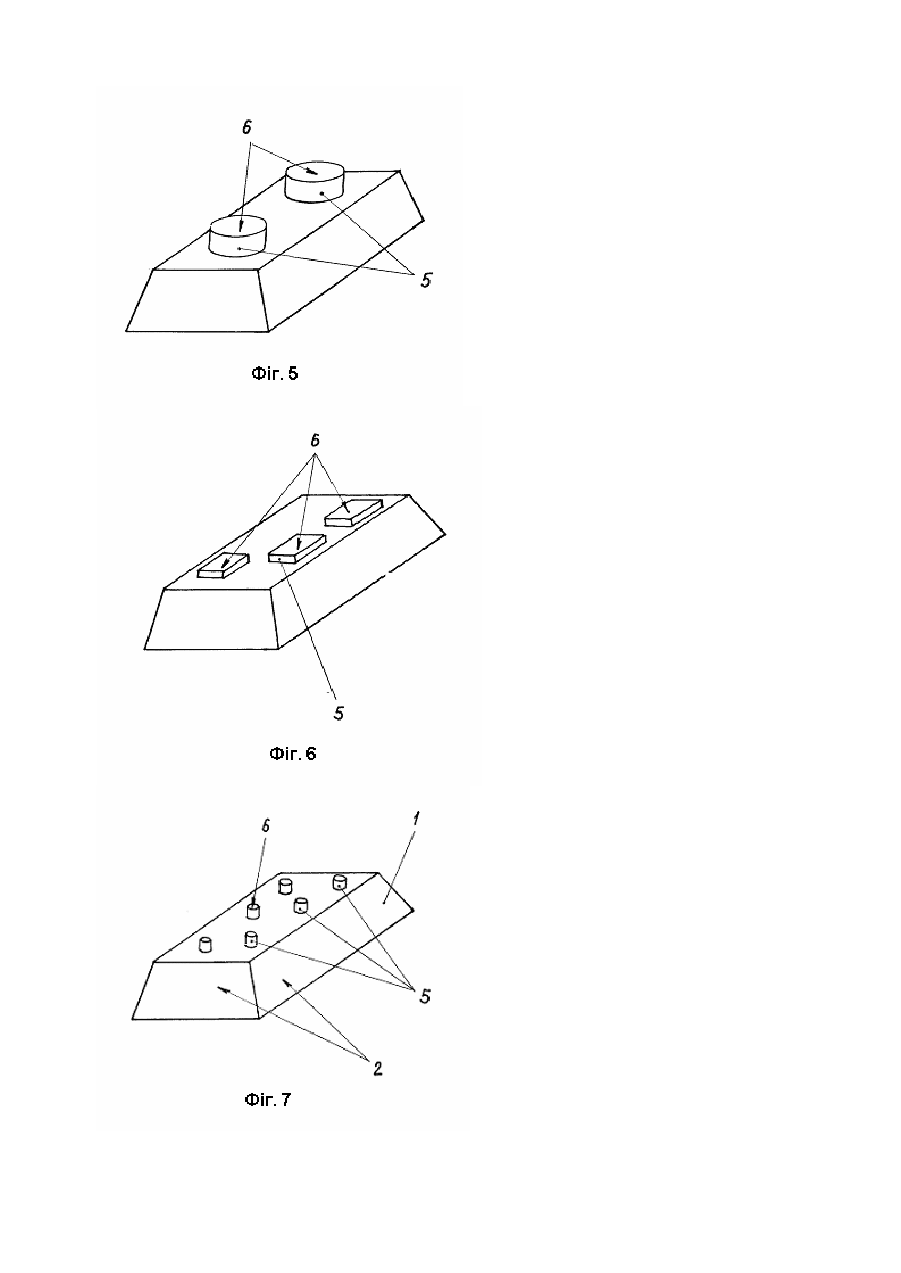
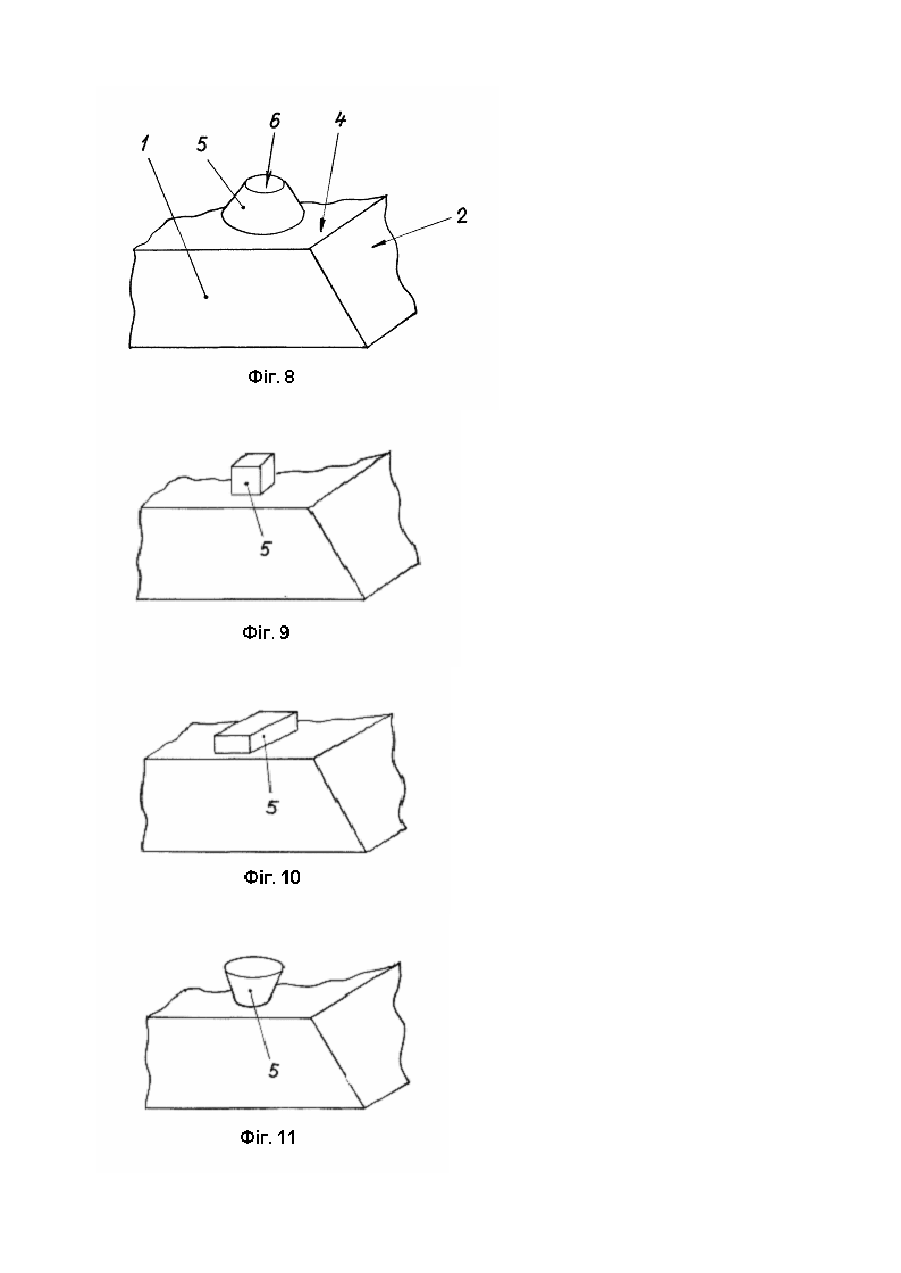
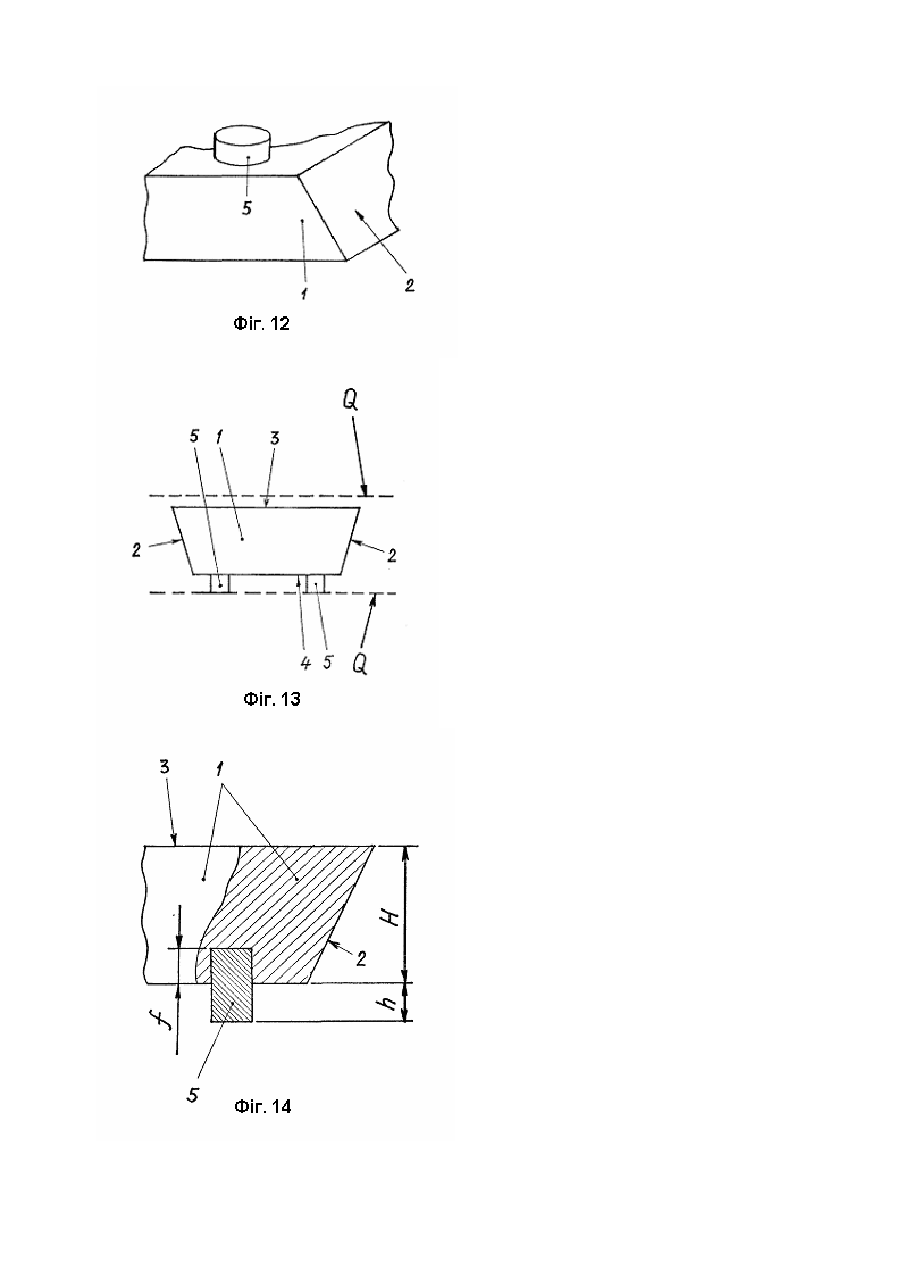
Винахід відноситься до галузі металургії, зокрема до ливарного виробництва, а саме, до заготовок злитків алюмінію для наступного виготовлення розкислювача сталей шляхом нанесення на зовнішню поверхню злитка алюмінію шару з чавуна. Відома заготовка злитка алюмінію для наступного виготовлення розкислювача сталей, яка містить безпосередньо заготовку, виконану у вигляді чушки, при цьому чушка може бути виконана різної геометричної форми (1). До недоліків відомої заготовки відноситься те, що при виготовленні розкислювача сталей шляхом нанесення на зовнішню поверхню злитка алюмінію шару з чавуна, необхідно виконувати додаткові технологічні операції щодо забезпечення рівностінності обливки злитка алюмінію чавуном і закладення технологічних отворів, у яких відбувається контакт алюмінію з навколишнім середовищем. Найбільш близьким технічним рішенням, як по суті, так і за кінцевим результатом, що досягається, яке обрано за прототип, є заготовка злитка алюмінію для наступного виготовлення розкислювача сталей, яка містить безпосередньо злиток алюмінію, виконаний трапецеподібної форми з похилими бічними стінками і рівнобіжними між собою верхньою і нижньою стінками, причому верхня стінка алюмінієвого злитка виконана за площею більшою, ніж нижня (2). До недоліків відомої заготовки, яка обрана за прототип, відноситься те, що при виготовленні розкислювача сталей шляхом нанесення на зовнішню поверхню злитка алюмінію шару з чавуна, необхідно виконувати додаткові технологічні операції щодо забезпечення рівностінності обливки чавуном злитка алюмінію і закладення технологічних отворів, у яких відбувається контакт алюмінію з навколишнім середовищем. В основу винаходу поставлена задача шляхом усунення недоліків прототипу забезпечити рівностінність обливки чавуном злитка алюмінію при виготовленні розкислювача сталей і усунення контакту алюмінію з навколишнім середовищем. Суть винаходу в заготовці злитка алюмінію для наступного виготовлення розкислювача сталей, яка містить безпосередньо злиток алюмінію, виконаний трапецеподібної форми з похилими бічними стінками і рівнобіжними між собою верхньою і нижньою стінками, причому верхня стінка алюмінієвого злитка виконана за площею більшою, ніж нижня, полягає у тому, що на нижній стінці злитка алюмінію жорстко закріплені металоутримуючі елементи. Суть винаходу полягає і в тому, що висота виступання металоутримуючих елементів над поверхнею злитка виконана не менше 10% товщини алюмінієвого злитка, розмір заглиблення металоутримуючого елемента у тіло злитка виконаний не менше 10% товщини згаданого алюмінієвого злитка, згадані металоутримуючі елементи виконані кількістю не менше двох, розташованими в будь-якій частині згаданої нижньої поверхні алюмінієвого злитка як симетрично відносно один до одного і нижньої поверхні злитка, так і не симетрично відносно один до одного і згаданої нижньої поверхні злитка, торцеві поверхні виступаючих частин металоутримуючих елементів виконані лежачими в одній площині, що є рівнобіжною щодо площини нижньої стінки злитка. Суть винаходу полягає також і в тому, що виступаюча над нижньою поверхнею злитка згадана частина металоутримуючого елемента може бути виконана будьякої геометричної форми, а у випадку закріплення на нижній стінці злитка двох металоутримуючих елементів, їхні геометричні характеристики повинні забезпечувати його усталеність у ливарній формі. Порівняльний аналіз технічного рішення з прототипом дозволяє зробити висновок, що заготовка злитка алюмінію для наступного виготовлення розкислювача сталей, яка заявляється, відрізняється тим, що на нижній стінці злитка алюмінію жорстко закріплені металоутримуючі елементи, при цьому висота виступання металоутримуючих елементів над поверхнею злитка виконана не менше 10% товщини алюмінієвого злитка, розмір заглиблення металоутримуючого елемента у тіло злитка виконаний не менше 10% товщини згаданого алюмінієвого злитка, згадані металоутримуючі елементи виконані кількістю не менше двох, розташованими в будь-якій частині згаданої нижньої поверхні алюмінієвого злитка як симетрично відносно один до одного і нижньої поверхні злитка, так і не симетрично відносно один до одного і згаданої нижньої поверхні злитка, торцеві поверхні виступаючих частин металоутримуючих елементів виконані лежачими в одній площині, що є рівнобіжною щодо площини нижньої стінки злитка, причому виступаюча над нижньою поверхнею злитка згадана частина металоутримуючого елемента може бути виконана будь-якої геометричної форми, а у випадку закріплення на нижній стінці злитка двох металоутримуючих елементів, їхні геометричні характеристики повинні забезпечувати його усталеність у ливарній формі. Таким чином, заготовка злитка алюмінію для наступного виготовлення розкислювача сталей, яка заявляється, відповідає критерію винаходу «новизна». Суть винаходу пояснюється за допомогою ілюстрацій, де на фіг.1 показаний загальний вигляд заготовки злитка алюмінію для наступного виготовлення розкислювача сталей, яка заявляється, у ракурсі 3/4 на виді спереду (як варіант конструктивного виконання), на фіг.2 показаний загальний вигляд заготовки злитка алюмінію для наступного виготовлення розкислювача сталей, яка заявляється, на виді збоку, на фіг.3 показана конструктивно-компонувальна схема заготовки злитка алюмінію для наступного виготовлення розкислювача сталей, яка заявляється, на фіг.4-7 показані варіанти розміщення металоутримуючих елементів на нижній стінці алюмінієвого злитка, на фіг.8-12 показані варіанти геометричних форм виступаючих частин металоутримуючи х елементів, на фіг.13 показана схема розміщення торцевих поверхонь виступаючих частин металоутримуючи х елементів стосовно площини нижньої стінки алюмінієвого злитка, на фіг.14 показане співвідношення виступаючих і заглиблених частин металоутримуючих елементів стосовно товщини злитка алюмінію. Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей (див. фіг.1 та фіг.2-3) конструктивно містить безпосередньо злиток 1 алюмінію, виконаний трапецеподібної форми з похилими бічними 2 стінками і рівнобіжними між собою верхньою 3 і нижньою 4 стінками. На нижній 4 стінці злитка 1 алюмінію жорстко закріплені металоутримуючі елементи 5. Конструктивно висота h виступання металоутримуючих елементів 5 над поверхнею злитка (позиція 4) виконана не менше 10% товщини Н алюмінієвого злитка 1, а розмір f заглиблення металоутримуючого елемента 5 у тіло злитка 1 виконаний не менше 10% товщини Н згаданого алюмінієвого злитка 1 (див. фіг.14). Згадані металоутримуючі елементи 5 виконані кількістю п не менше двох на нижній 4 стінці злитка 1 (де, n=2, 3, 4, ... і більше) розташованими в будь-якій частині згаданої нижньої 4 поверхні алюмінієвого злитка 1 (див. фіг.4-7) як симетрично відносно один до одного і нижньої поверхні злитка 1, так і не симетрично відносно один до одного і ' зазначеної нижньої поверхні злитка 1. Площини б торцевих поверхонь виступаючих частин металоутримуючих елементів 5 виконані лежачими в одній площині (Q), яка є рівнобіжною площині верхньої 3 або нижньої 4 стінок (див. фіг.13). Верхня стінка 3 алюмінієвого злитка 1 виконана за площею більше, ніж нижня (позиція 4). Конструктивно виступаюча над поверхнею (позиції 4) алюмінієвого злитка 1 згадана частина металоутримуючего елемента 5 може бути виконана будь-якої геометричної форми (див. фіг.8-12). Суть винаходу пояснюється за допомогою технологічних операцій щодо виготовлення заготовки злитка алюмінію для наступного виготовлення розкислювача сталей. Попередньо виплавляють злиток 1 алюмінію, який конструктивно виготовляють трапецеподібної форми з похилими бічними 2 стінками і рівнобіжними між собою верхньою 3 і нижньою 4 стінками. Далі виготовляють металоутримуючі елементи 5, наприклад, із сталі або чавуна, кількістю не менше двох для кожного із злитків 1. При цьому металоутримуючі елементи 5 виготовляють будь-якої геометричної форми, наприклад, у вигляді усічених конусів, кубів, прямокутників, циліндрів, довжиною виступаючої частини не менше 10% від товщини Н злитка 1 і розміром заглибленої частини не менше 10% від товщини Н згаданого алюмінієвого злитка 1. Конструктивно металоутримуючі елементи 5 виготовляють так, щоб їхні виступаючі частини мали однакові торцеві поверхні 6, які можуть бути, наприклад, плоскими, сферичними і будь-якими іншими. Метало утримуючі елементи 5 жорстко закріплюють у тілі алюмінієвого злитка 1, наприклад, шляхом вплавлення або закріплення в попередньо виконаних отворах (заглибленнях) на нижній стороні 4 (поверхні) зазначеного алюмінієвого злитка 1. Причому конструктивно виступаючі частини металоутримуючих елементів 5 виконують однієї висоти h щодо поверхні сторони злитка 1, на якій вони встановлюються, наприклад, нижньої (позиція 4). Металоутримуючі елементи 5 закріплюються на нижній 4 стороні алюмінієвого злитка 1 у будь-якій її частині як симетрично відносно один до одного і поверхні злитка 1, так і не симетрично відносно один до одного і зазначеної нижньої 4 поверхні злитка 1 (на якій вони встановлюються). Після виконання усіх вищевказаних технологічних операцій заготовка злитка алюмінію є підготовленою для наступного виготовлення з неї розкислювача сталей шляхом обливання розплавленим чавуном. Підвищення ефективності застосування заготовки злитка алюмінію для наступного виготовлення розкислювача сталей, у порівнянні з прототипом, досягається за рахунок забезпечення можливості обливки злитка алюмінію чавуном (при виготовленні розкислювача сталей або феросплавів) із заданими параметрами за товщиною, при цьому не допускається контакт алюмінію з зовнішнім середовищем.
ДивитисяДодаткова інформація
Назва патенту англійськоюAluminum ingot blank for subsequent manufacture of steel deoxidizer
Автори англійськоюBondarenko Serhii Viktorovych
Назва патенту російськоюЗаготовка слитка алюминия для последующего изготовления раскислителя сталей
Автори російськоюБондаренко Сергей Викторович
МПК / Мітки
МПК: B22D 21/00, B22D 3/00, B22D 7/00, C22B 21/00
Мітки: заготовка, наступного, злитка, виготовлення, сталей, розкислювача, алюмінію
Код посилання
<a href="https://ua.patents.su/6-64887-zagotovka-zlitka-alyuminiyu-dlya-nastupnogo-vigotovlennya-rozkislyuvacha-stalejj.html" target="_blank" rel="follow" title="База патентів України">Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей</a>
Спосіб підготовки алюмінієвого розкислювача сталі
Номер патенту: 55925
Опубліковано: 15.04.2003
Автори: Балабанов Ігор Федорович, Ярославцев Юрій Григорович, Сєров Олександр Іванович
МПК: C21C 7/06
Мітки: сталі, спосіб, розкислювача, алюмінієвого, підготовки
Формула / Реферат:
Спосіб підготовки алюмінієвого розкислювача сталі, який включає розплавлення алюмінію або його сплавів, формування з цього розплаву злитків та нанесення на поверхню злитків ізолюючої оболонки з металу більшої щільності, наприклад, сталі або чавуну, який відрізняється тим, що ізолюючу оболонку виконують з одним або кількома технологічними отворами.
Спосіб виготовлення заготовок з порошків інструментальних сталей
Номер патенту: 64360
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Лазоркіна Дар'я Вікторівна, Бедросова Лариса Василівна, Лазоркін Віктор Андрійович
МПК: C22C 33/02, B22F 3/12
Мітки: виготовлення, спосіб, заготовок, інструментальних, порошків, сталей
Формула / Реферат:
Спосіб виготовлення заготовок з порошків інструментальних сталей, що включає завантаження порошку в металевий контейнер, вакуумування, заповнення контейнера азотом, герметизацію, нагрів заготовки, ущільнення осьової зони, ущільнення периферійної зони нагріванням до температури плавлення шару інструментальної сталі до розплавлювання його на глибину 0,03-0,10 поперечного перерізу заготовки і наступне гаряче деформування, що відрізняється тим,...
Спосіб виготовлення дротин з порошків переважно інструментальних сталей
Номер патенту: 37935
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B22F 3/14
Мітки: переважно, порошків, сталей, дротин, виготовлення, спосіб, інструментальних
Текст:
...При цьому досягається найвища продуктивність процесу. Приклад. Для випробування використовують металевий порошок сталі Р6М5ФЗ. Контейнер діаметром 76 мм з товщиною стінки 4 мм та довжиною 400 мм заповнюють металевим порошком сталі Р6М5ФЗ і після віброущільнення та вакуумування герметизують. Далі контейнер з порошком нагрівають до 1160°С та здійснюють осьове пресування в спеціальному штампі (в закриту матрицю) без зміни діаметру контейнера при...
Спосіб виготовлення пружних елементів з сталей мартенситно-старіючого класу
Номер патенту: 16776
Опубліковано: 29.08.1997
Автори: Григоренко Віра Яківна, Руденко Валерій Федорович, Григоренко Юрій Максимович, Тарадонов Володимир Гнатович, Коломицев Евген Олександрович
Мітки: мартенситно-старіючого, елементів, класу, сталей, виготовлення, спосіб, пружних
Формула / Реферат:
Способ изготовления упругих элементов из сталей мартенситно-стареющего класса, включающий старение и штамповку, отличающийся тем, что, с целью повышения долговечности элементов при рабочих температурах, старение производят при температуре на 5-25°С выше температуры начала обратного а -* у-превращения.
Спосіб виготовлення рідинного каталізаторного комплексу хлориду алюмінію, переважно з бензольними вуглеводнями, та установка для його здійснення
Номер патенту: 53747
Опубліковано: 17.02.2003
Автори: Юшко Віталій Ларионович, Івець Олександр Петрович, Задорожна Наталія Віталіївна
МПК: B01J 35/00, B01J 37/04, B01J 31/12
Мітки: установка, алюмінію, вуглеводнями, здійснення, спосіб, каталізаторного, переважно, виготовлення, рідинного, бензольними, хлориду, комплексу
Формула / Реферат:
1. Спосіб виготовлення рідинного каталізаторного комплексу хлориду алюмінію, переважно з бензольними вуглеводнями, шляхом подачі сухого хлориду алюмінію, алкілбензольної фракції, бензолу і активатора типу води або хлористого алкілу з наступним утворенням каталізаторного комплексу в реакторі при температурі від 30°C до 60°С, який відрізняється тим, що попередньо сухий хлорид алюмінію розчиняють в алкілбензольній фракції, а активатор розчиняють...
Попередній патент: Спосіб дегазації виймальної дільниці шахти
Наступний патент: Спосіб виробництва сухої харчової добавки “кальцій-гем” з використанням крові забійної худоби та харчового кісткового напівфабрикату (хкн)
Випадковий патент: Панорамний спосіб сканування в оптично-електронних системах кругового огляду