Спосіб виробництва поверхнево-структурової щетини, поверхнево-структурована щетина та щітка чи засіб для чищення міжзубних проміжків, виготовлений з цієї щетини


Формула / Реферат
1. Спосіб виготовлення щетинного матеріалу із структурованою поверхнею з пластику шляхом екструдування моноволокна, в якому до розплавленого першого пластичного матеріалу, що утворює головний компонент моноволокна, домішують до або під час екструзії гранульований другий пластичний матеріал, який відрізняється тим, що другий пластичний матеріал має більшу жароміцність, ніж перший пластичний матеріал, при цьому частки гранульованого матеріалу мають такі розміри, що протягом подальшого витягування у перерізах, де немає або мало гранульованого матеріалу, моноволокно піддається більшому поперечному стиканню, ніж у тих, де знаходиться велика кількість гранульованого матеріалу.
2. Спосіб за п. 1, що відрізняється тим, що абразивність другого гранульованого пластичного матеріалу принаймні така сама, як у першого пластичного матеріалу.
3. Спосіб за пп. 1-2, який відрізняється тим, що після витягування моноволокно охолоджують, потім знову витягують і стабілізують.
4. Спосіб за пп. 1-3, який відрізняється тим, що гранульований матеріал підмішують у кількості 5-30% загальної маси щетинного матеріалу.
5. Спосіб за пп. 1-4, який відрізняється тим, що розмір часток гранульованого матеріалу становить 10-50% діаметру щетинного матеріалу.
6. Спосіб за пп. 1-5, який відрізняється тим, що гранульований матеріал закладають у перший пластичний матеріал і по суті цілком оточують ним.
7. Спосіб за пп. 1-6, який відрізняється тим, що гранульований матеріал містить сферичні та/або призматичні частки.
8. Спосіб за пп. 1-7, який відрізняється тим, що гранульований матеріал одержують різанням екструдованого моноволокна по довжині.
9. Спосіб за пп. 1-8, який відрізняється тим, що гранульований матеріал одержують молоттям пластику.
10. Спосіб за пп. 1-9, який відрізняється тим, що з гранульованого матеріалу видаляють облой.
11. Спосіб за пп. 1-10, який відрізняється тим, що облой видаляють термічним та/або механічним шляхом.
12. Спосіб за пп. 1-11, який відрізняється тим, що гранульований матеріал залишають нерозплавленим при екструзії.
13. Спосіб за пп. 1-12, який відрізняється тим, що поверхню гранульованого матеріалу піддають плавленню при екструзії.
14. Спосіб за пп. 1-13, який відрізняється тим, що поверхню гранульованого матеріалу приварюють до оточуючого першого пластичного матеріалу.
15. Спосіб за пп. 1-14, який відрізняється тим, що другий гранульований пластичний матеріал міцніший за перший пластичний матеріал.
16. Спосіб за пп. 1-15, який відрізняється тим, що другий гранульований пластичний матеріал м'якіший за перший пластичний матеріал.
17. Спосіб за пп. 1-16, який відрізняється тим, що перший пластичний матеріал прозорий або напівпрозорий.
18. Спосіб за пп. 1-17, який відрізняється тим, що перший та/або другий пластичні матеріали містять наповнювач.
19. Поверхнево-структурована щетина з першого пластичного матеріалу, що становить головний компонент, яка відрізняється тим, що до першого пластичного матеріалу закладають гранульований другий пластичний матеріал по суті повністю закритим чином, при цьому другий пластичний матеріал має вищу жароміцність, ніж перший пластичний матеріал, і утворює на поверхні щетини структуру, внаслідок її поперечного стискання поверхневою структурою з першого пластичного матеріалу.
20. Щетина за п. 19, яка відрізняється тим, що абразивність другого гранульованого пластичного матеріалу щонайбільш така сама, як у першого пластичного матеріалу.
21. Щетина за пп. 19-20, яка відрізняється тим, що гранульований матеріал підмішано у кількості 5-30% загальної маси щетини.
22. Щетина за пп. 19-21, яка відрізняється тим, що розмір часток гранульованого матеріалу становить 10-50% діаметру щетини.
23. Щетина за пп. 19-22, яка відрізняється тим, що гранульований матеріал містить сферичні та/або призматичні частки.
24. Щетина за пп. 19-23, яка відрізняється тим, що поверхня гранульованого матеріалу приварена до першого пластичного матеріалу.
25. Щетина за пп. 19-24, яка відрізняється тим, що другий гранульований пластичний матеріал міцніший за перший пластичний матеріал.
26. Щетина за пп. 19-24, яка відрізняється тим, що другий гранульований пластичний матеріал м'якіший за перший пластичний матеріал.
27. Щетина за пп. 19-26, яка відрізняється тим, що перший пластичний матеріал прозорий або напівпрозорий.
28. Щітка, зокрема зубна щітка чи засіб для чищення міжзубних проміжків, з множиною щетинок, що їх можна поєднувати до жмутків, яка відрізняється тим, що принаймні деякі щетинки виконані згідно з пп. 19-27.
29. Засіб для чищення міжзубних проміжків з однією щетинкою, який відрізняється тим, що в ньому щетинка виготовлена згідно з пп. 19-27.
Текст
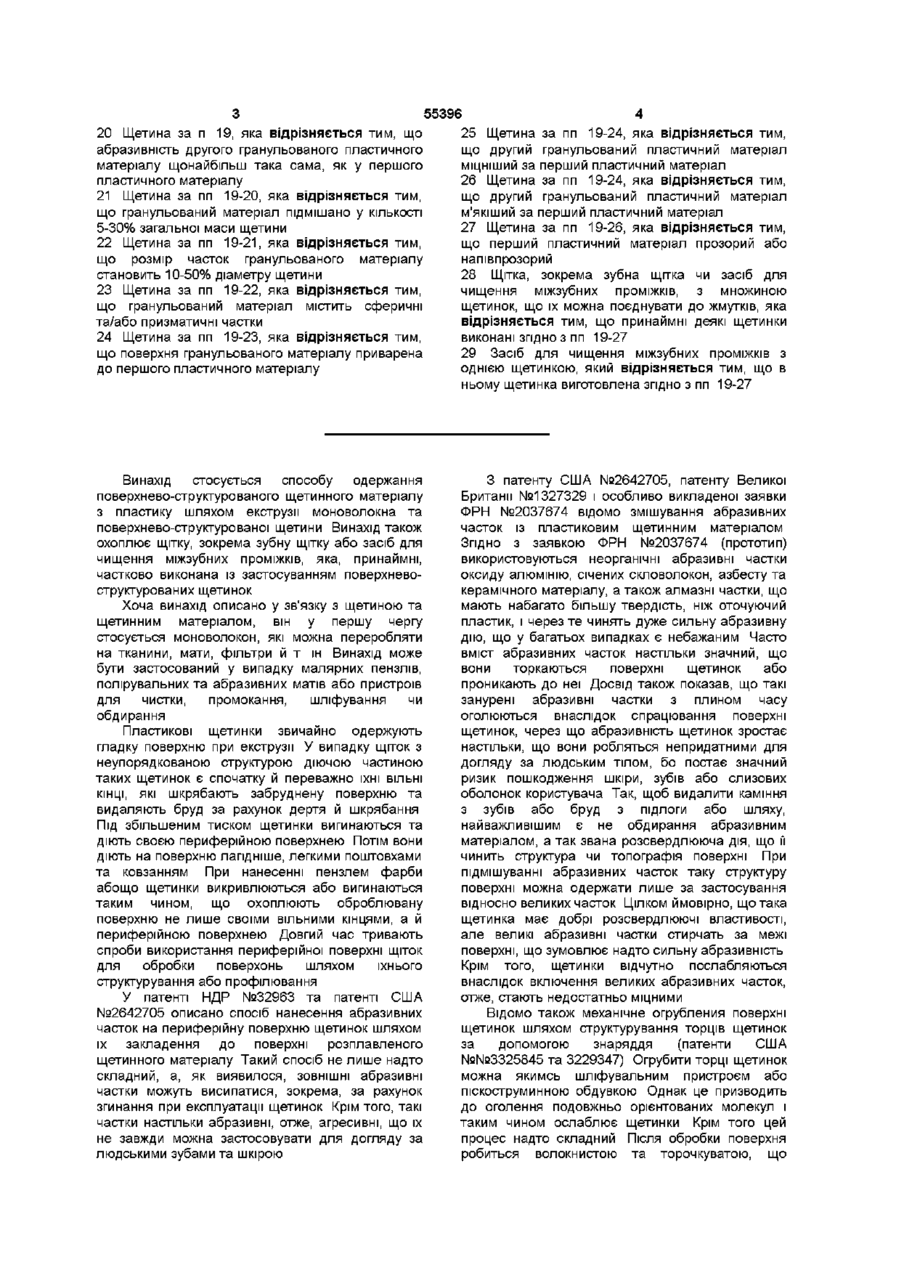
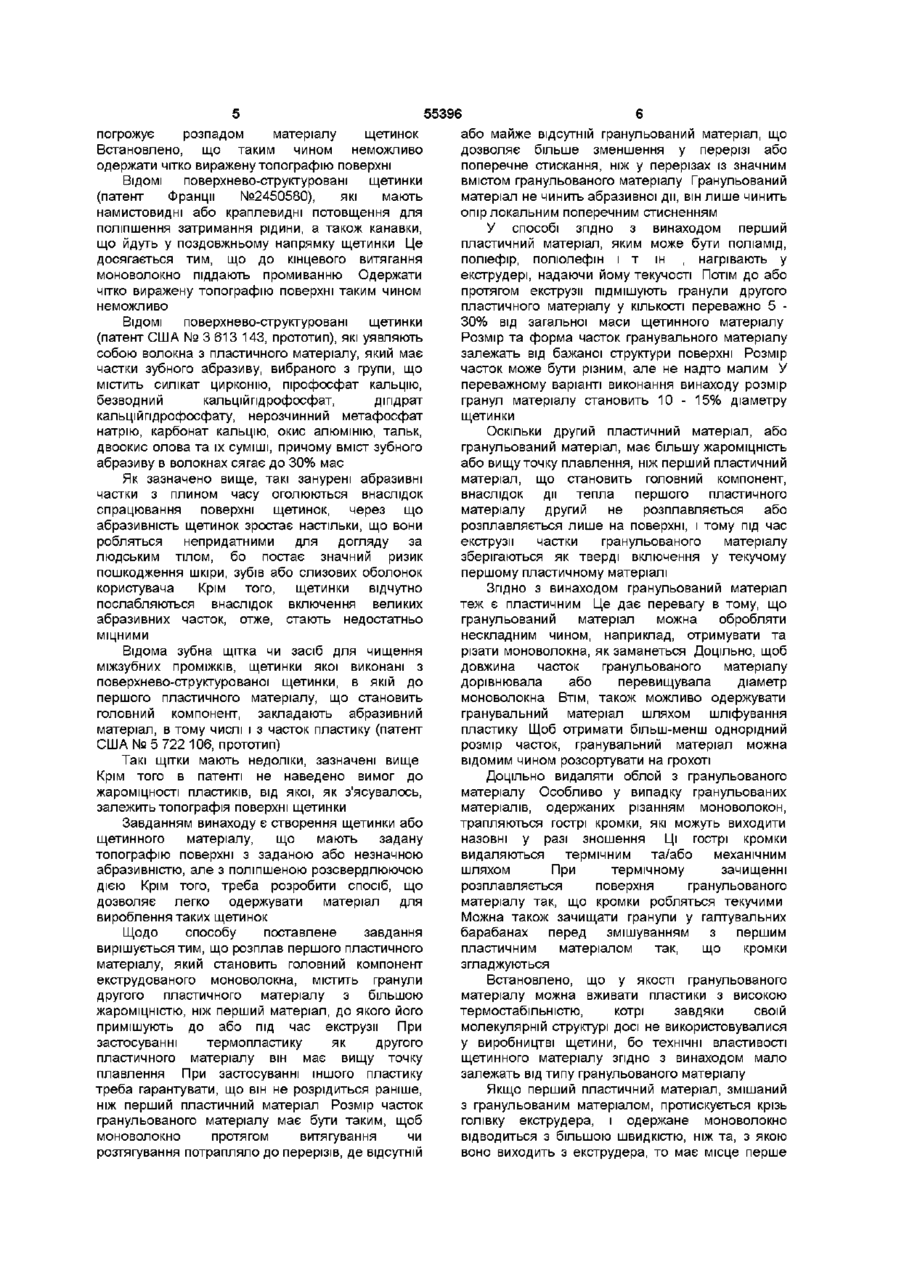
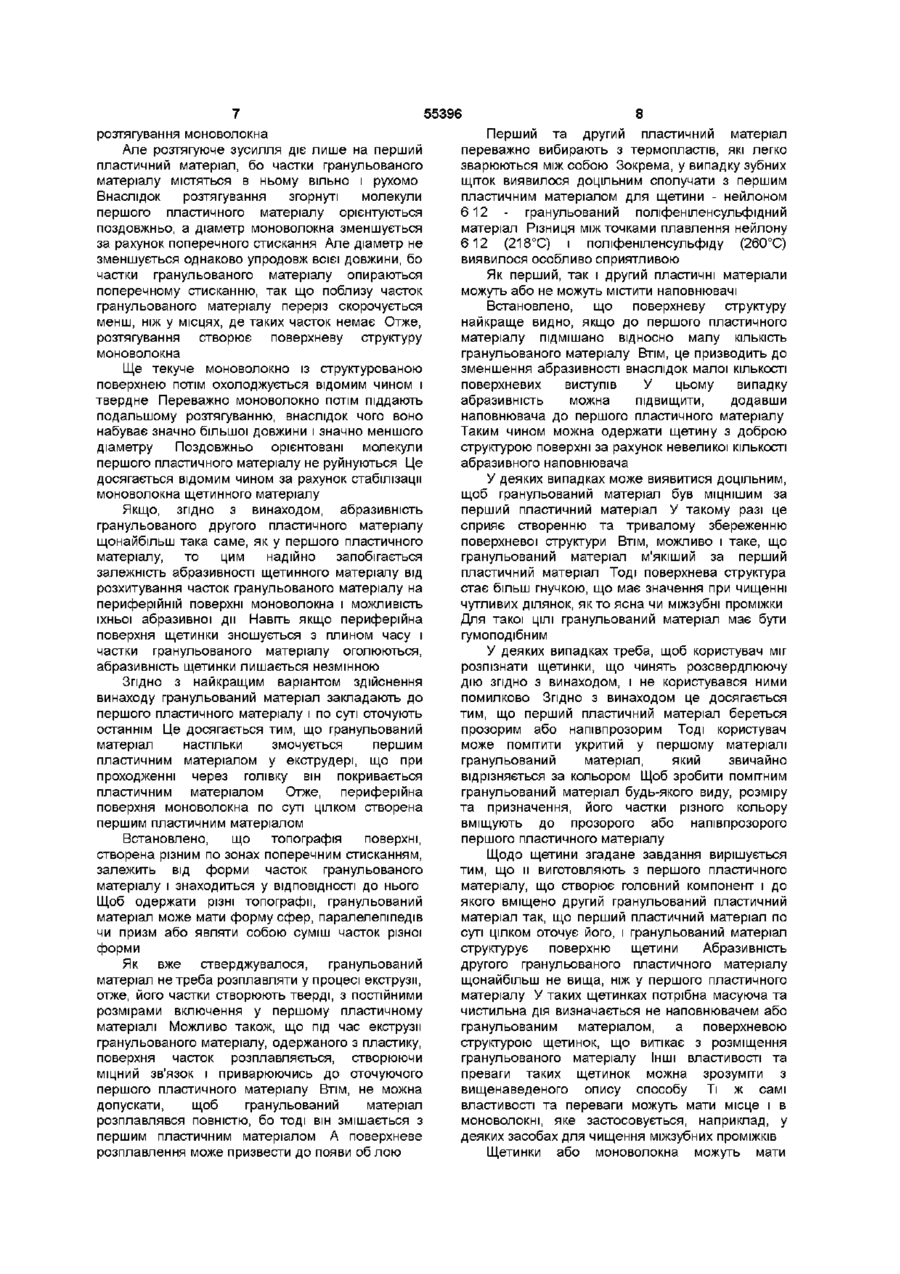
1 Спосіб виготовлення щетинного матеріалу із струїсгурованою поверхнею з пластику шляхом екструдування моноволокна, в якому до розплавленого першого пластичного матеріалу, що утворює головний компонент моноволокна, домішують до або під час екструзії гранульований другий пластичний матеріал, який відрізняється тим, що другий пластичний матеріал має більшу жароміцність, ніж перший пластичний матеріал, при цьому частки гранульованого матеріалу мають такі розміри, що протягом подальшого витягування у перерізах, де немає або мало гранульованого матеріалу, моноволокно піддається більшому поперечному стиканню, ніж у тих, де знаходиться велика КІЛЬКІСТЬ гранульованого матеріалу 2 Спосіб за п 1, що відрізняється тим, що абразивність другого гранульованого пластичного матеріалу принаймні така сама, як у першого пластичного матеріалу 3 Спосіб за пп 1-2, який відрізняється тим, що після витягування моноволокно охолоджують, потім знову витягують і стабілізують 4 Спосіб за пп 1-3, який відрізняється тим, що гранульований матеріал підмішують у КІЛЬКОСТІ 530% загальної маси щетинного матеріалу 5 Спосіб за пп 1-4, який відрізняється тим, що розмір часток гранульованого матеріалу становить 10-50% діаметру щетинного матеріалу 6 Спосіб за пп 1-5, який відрізняється тим, що гранульований матеріал закладають у перший пластичний матеріал і по суті цілком оточують ним 7 Спосіб за пп 1-6, який відрізняється тим, що гранульований матеріал містить сферичні та/або призматичні частки 8 Спосіб за пп 1-7, який відрізняється тим, що гранульований матеріал одержують різанням екструдованого моноволокна по довжині 9 Спосіб за пп 1-8, який відрізняється тим, що гранульований матеріал одержують молоттям пластику 10 Спосіб за пп 1-9, який відрізняється тим, що з гранульованого матеріалу видаляють облой 11 Спосіб за пп 1-10, який відрізняється тим, що облой видаляють термічним та/або механічним шляхом 12 Спосіб за пп 1-11, який відрізняється тим, що гранульований матеріал залишають нерозплавленим при екструзії 13 Спосіб за пп 1-12, який відрізняється тим, що поверхню гранульованого матеріалу піддають плавленню при екструзії 14 Спосіб за пп 1-13, який відрізняється тим, що поверхню гранульованого матеріалу приварюють до оточуючого першого пластичного матеріалу 15 Спосіб за пп 1-14, який відрізняється тим, що другий гранульований пластичний матеріал МІЦНІШИЙ за перший пластичний матеріал 16 Спосіб за пп 1-15, який відрізняється тим, що другий гранульований пластичний матеріал м'якіший за перший пластичний матеріал 17 Спосіб за пп 1-16, який відрізняється тим, що перший пластичний матеріал прозорий або напівпрозорий 18 Спосіб за пп 1-17, який відрізняється тим, що перший та/або другий пластичні матеріали містять наповнювач 19 Поверхнево-структурована щетина з першого пластичного матеріалу, що становить головний компонент, яка відрізняється тим, що до першого пластичного матеріалу закладають гранульований другий пластичний матеріал по суті повністю закритим чином, при цьому другий пластичний матеріал має вищу жароміцність, ніж перший пластичний матеріал, і утворює на поверхні щетини структуру, внаслідок її поперечного стискання поверхневою структурою з першого пластичного матеріалу О (О о> со ю ю 20 Щетина за п 19, яка відрізняється тим, що абразивність другого гранульованого пластичного матеріалу щонайбільш така сама, як у першого пластичного матеріалу 21 Щетина за пп 19-20, яка відрізняється тим, що гранульований матеріал підмішано у КІЛЬКОСТІ 5-30% загальної маси щетини 22 Щетина за пп 19-21, яка відрізняється тим, що розмір часток гранульованого матеріалу становить 10-50% діаметру щетини 23 Щетина за пп 19-22, яка відрізняється тим, що гранульований матеріал містить сферичні та/або призматичні частки 24 Щетина за пп 19-23, яка відрізняється тим, що поверхня гранульованого матеріалу приварена до першого пластичного матеріалу 55396 25 Щетина за пп 19-24, яка відрізняється тим, що другий гранульований пластичний матеріал МІЦНІШИЙ за перший пластичний матеріал 26 Щетина за пп 19-24, яка відрізняється тим, що другий гранульований пластичний матеріал м'якіший за перший пластичний матеріал 27 Щетина за пп 19-26, яка відрізняється тим, що перший пластичний матеріал прозорий або напівпрозорий 28 Щітка, зокрема зубна щітка чи засіб для чищення міжзубних проміжків, з множиною щетинок, що їх можна поєднувати до жмутків, яка відрізняється тим, що принаймні деякі щетинки виконані згідно з пп 19-27 29 Засіб для чищення міжзубних проміжків з однією щетинкою, який відрізняється тим, що в ньому щетинка виготовлена згідно з пп 19-27 Винахід стосується способу одержання поверхнево-структурованого щетинного матеріалу з пластику шляхом екструзії моноволокна та поверхнево-структурованої щетини Винахід також охоплює щітку, зокрема зубну щітку або засіб для чищення міжзубних проміжків, яка, принаймні, частково виконана із застосуванням поверхневоструктурованих щетинок Хоча винахід описано у зв'язку з щетиною та щетинним матеріалом, він у першу чергу стосується моноволокон, які можна переробляти на тканини, мати, фільтри й т ш Винахід може бути застосований у випадку малярних пензлів, полірувальних та абразивних матів або пристроїв для чистки, промокання, шліфування чи обдирання Пластикові щетинки звичайно одержують гладку поверхню при екструзії У випадку щіток з неупорядкованою структурою діючою частиною таких щетинок є спочатку й переважно їхні ВІЛЬНІ КІНЦІ, які шкрябають забруднену поверхню та видаляють бруд за рахунок дертя й шкрябання Під збільшеним тиском щетинки вигинаються та діють своєю периферійною поверхнею Потім ВОНИ ДІЮТЬ на поверхню лагідніше, легкими поштовхами та ковзанням При нанесенні пензлем фарби абощо щетинки викривлюються або вигинаються таким чином, що охоплюють оброблювану поверхню не лише своїми вільними кінцями, а й периферійною поверхнею Довгий час тривають спроби використання периферійної поверхні щіток для обробки поверхонь шляхом їхнього структурування або профілювання З патенту США №2642705, патенту Великої Британії №1327329 і особливо викладеної заявки ФРН №2037674 відомо змішування абразивних часток із пластиковим щетинним матеріалом Згідно З заявкою ФРН №2037674 (прототип) використовуються неорганічні абразивні частки оксиду алюмінію, січених скловолокон, азбесту та керамічного матеріалу, а також алмазні частки, що мають набагато більшу твердість, ніж оточуючий пластик, і через те чинять дуже сильну абразивну дію, що у багатьох випадках є небажаним Часто вміст абразивних часток настільки значний, що вони торкаються поверхні щетинок або проникають до неї Досвід також показав, що такі занурені абразивні частки з плином часу оголюються внаслідок спрацювання поверхні щетинок, через що абразивність щетинок зростає настільки, що вони робляться непридатними для догляду за людським тілом, бо постає значний ризик пошкодження шкіри, зубів або слизових оболонок користувача Так, щоб видалити каміння з зубів або бруд з підлоги або шляху, найважливішим є не обдирання абразивним матеріалом, а так звана розсвердлююча дія, що її чинить структура чи топографія поверхні При підмішуванні абразивних часток таку структуру поверхні можна одержати лише за застосування відносно великих часток Цілком ймовірно, що така щетинка має добрі розсвердлюючі властивості, але великі абразивні частки стирчать за межі поверхні, що зумовлює надто сильну абразивність Крім того, щетинки відчутно послабляються внаслідок включення великих абразивних часток, отже, стають недостатньо міцними У патенті НДР №32963 та патенті США №2642705 описано спосіб нанесення абразивних часток на периферійну поверхню щетинок шляхом їх закладення до поверхні розплавленого щетинного матеріалу Такий спосіб не лише надто складний, а, як виявилося, ЗОВНІШНІ абразивні частки можуть висипатися, зокрема, за рахунок згинання при експлуатації щетинок Крім того, такі частки настільки абразивні, отже, агресивні, що їх не завжди можна застосовувати для догляду за людськими зубами та шкірою Відомо також механічне огрубления поверхні щетинок шляхом структурування торців щетинок за допомогою знаряддя (патенти США №№3325845 та 3229347) Огрубити торці щетинок можна якимсь шліфувальним пристроєм або піскоструминною обдувкою Однак це призводить до оголення подовжньо орієнтованих молекул і таким чином ослаблює щетинки Крім того цей процес надто складний Після обробки поверхня робиться волокнистою та торочкуватою, що 55396 або майже відсутній гранульований матеріал, що погрожує розпадом матеріалу щетинок дозволяє більше зменшення у перерізі або Встановлено, що таким чином неможливо поперечне стискання, ніж у перерізах із значним одержати чітко виражену топографію поверхні вмістом гранульованого матеріалу Гранульований ВІДОМІ поверхнево-структуровані щетинки матеріал не чинить абразивної дії, він лише чинить (патент Франції №2450580), які мають опір локальним поперечним стисненням намистовидні або краплевидні потовщення для поліпшення затримання рідини, а також канавки, У способі згідно з винаходом перший що йдуть у поздовжньому напрямку щетинки Це пластичний матеріал, яким може бути поліамід, досягається тим, що до кінцевого витягання поліефір, полюлефін і т ін , нагрівають у моноволокно піддають промиванню Одержати екструдері, надаючи йому текучості Потім до або чітко виражену топографію поверхні таким чином протягом екструзії підмішують гранули другого неможливо пластичного матеріалу у КІЛЬКОСТІ переважно 5 30% від загальної маси щетинного матеріалу ВІДОМІ поверхнево-структуровані щетинки Розмір та форма часток гранувального матеріалу (патент США № 3 613 143, прототип), які уявляють залежать від бажаної структури поверхні Розмір собою волокна з пластичного матеріалу, який має часток може бути різним, але не надто малим У частки зубного абразиву, вибраного з групи, що переважному варіанті виконання винаходу розмір містить силікат цирконію, пірофосфат кальцію, гранул матеріалу становить 10 - 15% діаметру безводний кальційпдрофосфат, діпдрат щетинки кальційпдрофосфату, нерозчинний метафосфат натрію, карбонат кальцію, окис алюмінію, тальк, Оскільки другий пластичний матеріал, або двоокис олова та їх суміші, причому вміст зубного гранульований матеріал, має більшу жароміцність абразиву в волокнах сягає до 30% мас або вищу точку плавлення, ніж перший пластичний матеріал, що становить головний компонент, Як зазначено вище, такі занурені абразивні внаслідок дії тепла першого пластичного частки з плином часу оголюються внаслідок матеріалу другий не розплавляється або спрацювання поверхні щетинок, через що розплавляється лише на поверхні, і тому під час абразивність щетинок зростає настільки, що вони екструзії частки гранульованого матеріалу робляться непридатними для догляду за зберігаються як тверді включення у текучому людським тілом, бо постає значний ризик першому пластичному матеріалі пошкодження шкіри, зубів або слизових оболонок користувача Крім того, щетинки відчутно Згідно З винаходом гранульований матеріал послабляються внаслідок включення великих теж є пластичним Це дає перевагу в тому, що абразивних часток, отже, стають недостатньо гранульований матеріал можна обробляти міцними нескладним чином, наприклад, отримувати та різати моноволокна, як заманеться Доцільно, щоб Відома зубна щітка чи засіб для чищення довжина часток гранульованого матеріалу міжзубних проміжків, щетинки якої виконані з дорівнювала або перевищувала діаметр поверхнево-структурованої щетинки, в якій до моноволокна Втім, також можливо одержувати першого пластичного матеріалу, що становить гранувальний матеріал шляхом шліфування головний компонент, закладають абразивний пластику Щоб отримати більш-менш однорідний матеріал, в тому числі і з часток пластику (патент розмір часток, гранувальний матеріал можна США № 5 722 106, прототип) відомим чином розсортувати на грохоті Такі щітки мають недоліки, зазначені вище Крім того в патенті не наведено вимог до Доцільно видаляти облой з гранульованого жароміцності пластиків, від якої, як з'ясувалось, матеріалу Особливо у випадку гранульованих залежить топографія поверхні щетинки матеріалів, одержаних різанням моноволокон, трапляються гострі кромки, які можуть виходити Завданням винаходу є створення щетинки або назовні у разі зношення Ці гострі кромки щетинного матеріалу, що мають задану видаляються термічним та/або механічним топографію поверхні з заданою або незначною шляхом При термічному зачищенні абразивністю, але з поліпшеною розсвердлюючою розплавляється поверхня гранульованого дією Крім того, треба розробити спосіб, що матеріалу так, що кромки робляться текучими дозволяє легко одержувати матеріал для Можна також зачищати гранули у галтувальних вироблення таких щетинок барабанах перед змішуванням з першим Щодо способу поставлене завдання пластичним матеріалом так, що кромки вирішується тим, що розплав першого пластичного згладжуються матеріалу, який становить головний компонент екструдованого моноволокна, містить гранули Встановлено, що у якості гранульованого другого пластичного матеріалу з більшою матеріалу можна вживати пластики з високою жароміцністю, ніж перший матеріал, до якого його термостабільністю, котрі завдяки своїй примішують до або під час екструзії При молекулярній структурі досі не використовувалися застосуванні термопластику як другого у виробництві щетини, бо технічні властивості пластичного матеріалу він має вищу точку щетинного матеріалу згідно з винаходом мало плавлення При застосуванні іншого пластику залежать від типу гранульованого матеріалу треба гарантувати, що він не розрідиться раніше, Якщо перший пластичний матеріал, змішаний ніж перший пластичний матеріал Розмір часток з гранульованим матеріалом, протискується крізь гранульованого матеріалу має бути таким, щоб голівку екструдера, і одержане моноволокно моноволокно протягом витягування чи відводиться з більшою швидкістю, ніж та, з якою розтягування потрапляло до перерізів, де відсутній воно виходить з екструдера, то має місце перше 8 55396 розтягування моноволокна Але розтягуюче зусилля діє лише на перший пластичний матеріал, бо частки гранульованого матеріалу містяться в ньому вільно і рухомо Внаслідок розтягування згорнуті молекули першого пластичного матеріалу орієнтуються поздовжньо, а діаметр моноволокна зменшується за рахунок поперечного стискання Але діаметр не зменшується однаково упродовж всієї довжини, бо частки гранульованого матеріалу опираються поперечному стисканню, так що поблизу часток гранульованого матеріалу переріз скорочується менш, ніж у місцях, де таких часток немає Отже, розтягування створює поверхневу структуру моноволокна Ще текуче моноволокно із структурованою поверхнею потім охолоджується відомим чином і твердне Переважно моноволокно потім піддають подальшому розтягуванню, внаслідок чого воно набуває значно більшої довжини і значно меншого діаметру Поздовжньо орієнтовані молекули першого пластичного матеріалу не руйнуються Це досягається відомим чином за рахунок стабілізації моноволокна щетинного матеріалу Якщо, згідно з винаходом, абразивність гранульованого другого пластичного матеріалу щонайбільш така саме, як у першого пластичного матеріалу, то цим надійно запобігається залежність абразивності щетинного матеріалу від розхитування часток гранульованого матеріалу на периферійній поверхні моноволокна і можливість їхньої абразивної дії Навіть якщо периферійна поверхня щетинки зношується з плином часу і частки гранульованого матеріалу оголюються, абразивність щетинки лишається незмінною Згідно З найкращим варіантом здійснення винаходу гранульований матеріал закладають до першого пластичного матеріалу і по суті оточують останнім Це досягається тим, що гранульований матеріал настільки змочується першим пластичним матеріалом у екструдері, що при проходженні через голівку він покривається пластичним матеріалом Отже, периферійна поверхня моноволокна по суті цілком створена першим пластичним матеріалом Встановлено, що топографія поверхні, створена різним по зонах поперечним стисканням, залежить від форми часток гранульованого матеріалу і знаходиться у ВІДПОВІДНОСТІ ДО НЬОГО Щоб одержати різні топографи, гранульований матеріал може мати форму сфер, паралелепіпедів чи призм або являти собою суміш часток різної форми Як вже стверджувалося, гранульований матеріал нетреба розплавляти у процесі екструзії, отже, його частки створюють тверді, з постійними розмірами включення у першому пластичному матеріалі Можливо також, що під час екструзії гранульованого матеріалу, одержаного з пластику, поверхня часток розплавляється, створюючи міцний зв'язок і приварюючись до оточуючого першого пластичного матеріалу Втім, не можна допускати, щоб гранульований матеріал розплавлявся повністю, бо тоді він змішається з першим пластичним матеріалом А поверхневе розплавлення може призвести до появи об лою Перший та другий пластичний матеріал переважно вибирають з термопластів, які легко зварюються між собою Зокрема, у випадку зубних щіток виявилося доцільним сполучати з першим пластичним матеріалом для щетини - нейлоном 6 12 - гранульований поліфеніленсульфідний матеріал Різниця між точками плавлення нейлону 6 12 (218°С) і поліфеніленсульфіду (260°С) виявилося особливо сприятливою Як перший, так і другий пластичні матеріали можуть або не можуть містити наповнювачі Встановлено, що поверхневу структуру найкраще видно, якщо до першого пластичного матеріалу підмішано відносно малу КІЛЬКІСТЬ гранульованого матеріалу Втім, це призводить до зменшення абразивності внаслідок малої КІЛЬКОСТІ поверхневих виступів У цьому випадку абразивність можна підвищити, додавши наповнювача до першого пластичного матеріалу Таким чином можна одержати щетину з доброю структурою поверхні за рахунок невеликої КІЛЬКОСТІ абразивного наповнювача У деяких випадках може виявитися доцільним, щоб гранульований матеріал був МІЦНІШИМ за перший пластичний матеріал У такому разі це сприяє створенню та тривалому збереженню поверхневої структури Втім, МОЖЛИВО І таке, що гранульований матеріал м'якіший за перший пластичний матеріал Тоді поверхнева структура стає більш гнучкою, що має значення при чищенні чутливих ділянок, як то ясна чи міжзубні проміжки Для такої ЦІЛІ гранульований матеріал має бути гумоподібним У деяких випадках треба, щоб користувач міг розпізнати щетинки, що чинять розсвердлюючу дію згідно з винаходом, і не користувався ними помилково Згідно З винаходом це досягається тим, що перший пластичний матеріал береться прозорим або напівпрозорим Тоді користувач може помітити укритий у першому матеріалі гранульований матеріал, який звичайно відрізняється за кольором Щоб зробити помітним гранульований матеріал будь-якого виду, розміру та призначення, його частки різного кольору вміщують до прозорого або напівпрозорого першого пластичного матеріалу Щодо щетини згадане завдання вирішується тим, що и виготовляють з першого пластичного матеріалу, що створює головний компонент і до якого вміщено другий гранульований пластичний матеріал так, що перший пластичний матеріал по суті цілком оточує його, і гранульований матеріал структурує поверхню щетини Абразивність другого гранульованого пластичного матеріалу щонайбільш не вища, ніж у першого пластичного матеріалу У таких щетинках потрібна масуюча та чистильна дія визначається не наповнювачем або гранульованим матеріалом, а поверхневою структурою щетинок, що витікає з розміщення гранульованого матеріалу Інші властивості та преваги таких щетинок можна зрозуміти з вищенаведеного опису способу Ті ж самі властивості та переваги можуть мати місце і в моноволокні, яке застосовується, наприклад, у деяких засобах для чищення міжзубних проміжків Щетинки або моноволокна можуть мати 55396 10 голівки екструдера моноволокно 1 має по суті довільний переріз, зокрема, круглий, овальний, однорідний по довжині переріз із гладкою трикутний, квадратний, зіркоподібний і т ш периферійною поверхнею 2, а декілька часток З Винахід стосується також щітки, зокрема другого гранульованого пластичного матеріалу зубної щітки або засобу для чищення міжзубних довільно розташовані у першому пластичному проміжків, що містять множину щетинок, матеріалі 4, що створює головний компонент переважно зібраних у жмутки, в яких, щонайменш, моноволокна 1 У цьому варіанті здійснення одні декотрі виконані згідно з винаходом Щоб частки 3 гранульованого матеріалу сферичні, Інші адаптувати дію щітки до потрібних завдань, мають вигляд паралелепіпедів Перший щетинки згідно з винаходом можна сполучати й пластичний матеріал 4 текучий, а частки З обробляти разом з щетинками, що мають іншу гранульованого матеріалу створюють тверді, конфігурацію Винахід охоплює також засоби для стабільні включення Після виходу з голівки чищення міжзубних проміжків, у яких моноволокно екструдера (див стрілки на фіг1) моноволокно виконано згідно з винаходом піддають початковому розтягуванню, отже, його Крім вищезгаданих щіток, винахід може бути переріз зменшується завдяки поперечному використаним в малярних пензлях для сприяння стисканню, отже, ті перерізи, де немає або мало кращому затриманню фарби, в щітках для часток гранульованого матеріалу, піддаються волосся, що забезпечує краще чищення та значно більшому поперечному стисканню, ніж ті, видалення жиру, масажних щітках для кращого де таких часток відносно багато Це призводить до тертя, ручних та механічних швабрах для кращого неоднорідного, мінливого видута розміру перерізу вбирання бруду, шліфувальних та абразивних по довжині моноволокна, і ззовні на його подушках, де топографія поверхні забезпечує периферійній поверхні 2 створюється структура, як підвищену ефективність, а також тканих, плетених видно на фіг 2 та інших матах, обладнанні для чищення, аплікаторах, полірувальних та абразивних Після охолодження моноволокно знову пристроях, що виготовляються з щетинок чи розтягують (див стрілки на фіг 2) так, що його моноволокон Винахід може також бути початкова довжина збільшується у кілька разів Це застосовано у фільтрах, де моноволокна завдяки призводить до подальшого зменшення перерізу структуруванню мають збільшену поверхню завдяки поперечному стисканню, якому знов-таки опираються частки гранульованого матеріалу На Далі винахід детально пояснюється на фіг 3 зображено удосконалену структуру прикладі здійснення разом із кресленнями, на периферійної поверхні 2 моноволокна 1, що яких виникає внаслідок цього Як бачимо, топографія фіг 1моноволокно після екструзії у створеної поверхні залежить від форми часток повздовжньому перерізі, гранульованого матеріалу Там, де знаходяться фіг 2моноволокно після початкового сферичні частки гранульованого матеріалу, розтягування, топографія гладкіша, ніж там, де частки фіг 3моноволокно після подальшого гранульованого матеріалу мають вигляд розтягування паралелепіпедів Як видно з фіг 1, негайно після виходу з Фіг. 1 Фіг. 2 Фіг. З 11 55396 Підписано до друку 05 05 2003 р 12 Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of surface-structured bristles, sudface-structured bristles and a brush or interdental cleaning device made from the bristles
Назва патенту російськоюСпособ производства поверхностно-структурной щетины, поверхностно-структурированная щетина и щетка или средство для чистки межзубных промежутков, изготовленное из этой щетины
МПК / Мітки
МПК: D01D 5/08, D01F 1/10, A46D 1/00, A46B 1/00
Мітки: щітка, виробництва, проміжків, засіб, виготовлений, міжзубних, цієї, спосіб, поверхнево-структурової, щетина, поверхнево-структурована, щетини, чищення
Код посилання
<a href="https://ua.patents.su/6-55396-sposib-virobnictva-poverkhnevo-strukturovo-shhetini-poverkhnevo-strukturovana-shhetina-ta-shhitka-chi-zasib-dlya-chishhennya-mizhzubnikh-promizhkiv-vigotovlenijj-z-cieh-shhetini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва поверхнево-структурової щетини, поверхнево-структурована щетина та щітка чи засіб для чищення міжзубних проміжків, виготовлений з цієї щетини</a>
Зубна щітка та спосіб виготовлення щетини для зубних щіток
Номер патенту: 52706
Опубліковано: 15.01.2003
Автор: Вайграух Георг
МПК: A46D 1/00, A46B 11/00
Мітки: виготовлення, зубних, щетини, щітка, зубна, щіток, спосіб
Формула / Реферат:
1. Зубна щітка з щетиною з екструдованого полімеру, що містить, принаймні, близько від поверхні розчинні в воді і/ або в слині добавки, що мають стоматологічну дію, яка відрізняється тим, що як добавки в полімер включені в твердій дрібнодисперсній формі неорганічні сполуки фтору, які під дією води і/ або слини відщеплюють фториди.2. Зубна щітка за п. 1, яка відрізняється тим, що добавки вибираються з групи, що включає фторид натрію...
Спосіб виробництва спіральної щетини
Номер патенту: 51674
Опубліковано: 16.12.2002
Автор: Вайграух Георг
МПК: A46D 1/00, D01F 8/04, D01D 5/00
Мітки: спосіб, виробництва, щетини, спірально
Формула / Реферат:
1. Спосіб виробництва спіральної щетини з пластмаси шляхом екструзії моноволокон, який відрізняється тим, що моноволокно не круглого перерізу екструдують і після видалення з екструдера попередньо розтягують, що супроводжується зменшенням його перерізу, потім вдруге розтягують, потім скручують принаймні на частині довжини у спіральний щетинний матеріал, а після скручування стабілізують термоусадкою.2. Спосіб за п. 1, який відрізняється...
Щітка для масажу ясен та чищення зубів і спосіб виготовлення щетинок для такої щітки
Номер патенту: 47476
Опубліковано: 15.07.2002
Автор: Вайграух Георг
Мітки: щітка, масажу, щетинок, зубів, такої, ясен, щітки, спосіб, виготовлення, чищення
Формула / Реферат:
1. Щітка для масажу ясен та чищення зубів, що містить держак з ручкою та прикріплені до держака поодинці або жмутками пластикові щетинки, яка відрізняється тим, що щетинки (3) виконані хвилястими поперек своєї осі з утворенням чітко виражених штифтоподібних верхівок (5) хвиль з короткою довжиною хвилі.2. Щітка за п. 1, яка відрізняється тим, що щетинки (3) виконані хвилястими у двох або більше площинах.3. Щітка за пп. 1-2, яка...
Водна структурована композиція поверхнево-активної речовини
Номер патенту: 37191
Опубліковано: 15.05.2001
Автори: Гаулдінг Джон Реджінальд, Клеппертон Річард Мелькольм, Мессенджер Едвард Танстолл, Гровер Бойд Уілл'ям, Гатрі Ян Фостер, Уорбартен Стюарт Александр, Хеслоп Уілл'ям Пол, Ньютон Джіл Елізабет
МПК: C11D 3/26, C11D 3/24, C11D 3/37, C11D 1/00, C11D 3/06, C11D 3/14, C11D 3/18
Мітки: поверхнево-активної, водна, композиція, речовини, структурована
Формула / Реферат:
1. Водная структурированная композиция поверхностно-активного вещества, содержащая:- воду;- от 20% до 60% по массе (в расчете от общей массы композиции) одного или нескольких поверхностно-активных веществ, причем указанные одно или несколько поверхностно-активных веществ включают:(і) до 80% по массе (в расчете от общей массы поверхностно-активного вещества) анионного поверхностно-активного вещества;(іі) от 20% до...
Засіб для чищення виробів з кольорових, дорогоцінних металів і сплавів
Номер патенту: 53773
Опубліковано: 17.02.2003
Автори: Зінченко Сєргєй Івановіч, Голубовскій Геннадій Лєонідовіч
Мітки: кольорових, виробів, металів, чищення, засіб, сплавів, дорогоцінних
Формула / Реферат:
Засіб для чищення виробів з кольорових, дорогоцінних металів і їхніх сплавів, що містить тіосечовину, кислоту і воду, який відрізняється тим, що він додатково містить спирт гідролізний і ПАР, а як кислоту - лимонну кислоту при наступному співвідношенні компонентів, мас. %: Тіосечовина 3-10 Лимонна кислота 1-5 Спирт гідролізний 20 - 25 ...
Попередній патент: Зубна щітка та спосіб її виготовлення
Наступний патент: Спосіб управління пристроєм для подачі сипкого матеріалу в транспортний трубопровід
Випадковий патент: Гідравлічна система керування приводами люків протипожежного літального апарата