Спосіб пакування рідкого продукту в рукав із термопластичного матеріалу
Формула / Реферат
1. Способ упаковывания жидких продуктов в рукав из термопластичного материала, предусматривающий подачу продукта через питающую трубу в рукав, сплющивание, уплотнение и разрезание рукава с образованием заполненных пакетов, отличающийся тем, что, с целью повышения качества упаковывания, в питающую трубу через жиклер или инжекционную насадку подают порцию газа, смешивая его с продуктом для вспенивания последнего.
2. Способ по п. 1, отличающийся тем, что газ представляет собой стерильный воздух.
3. Способ по пп. 1 и 2, отличающийся тем, что газ представляет собой инертный газ, преимущественно азот.
Текст
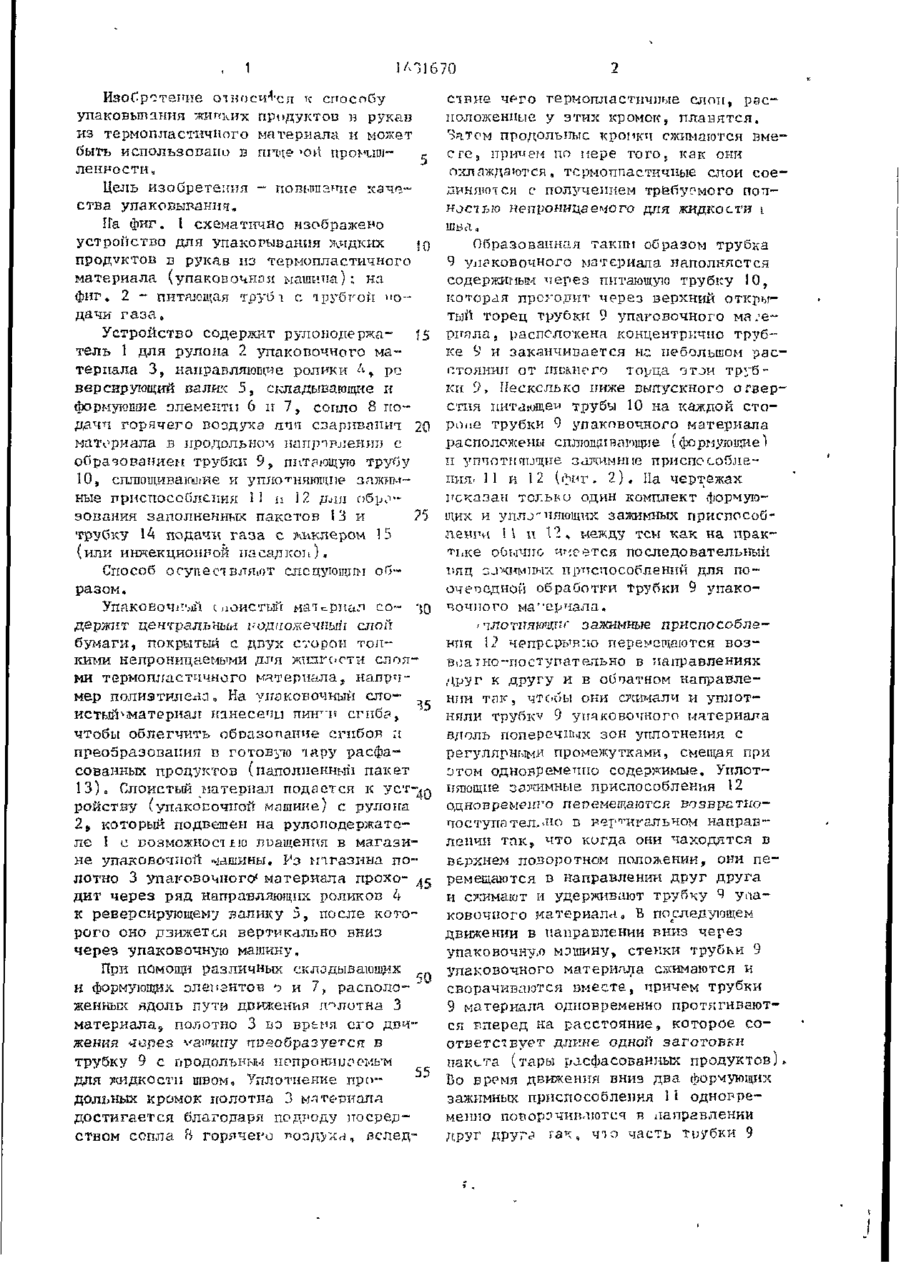
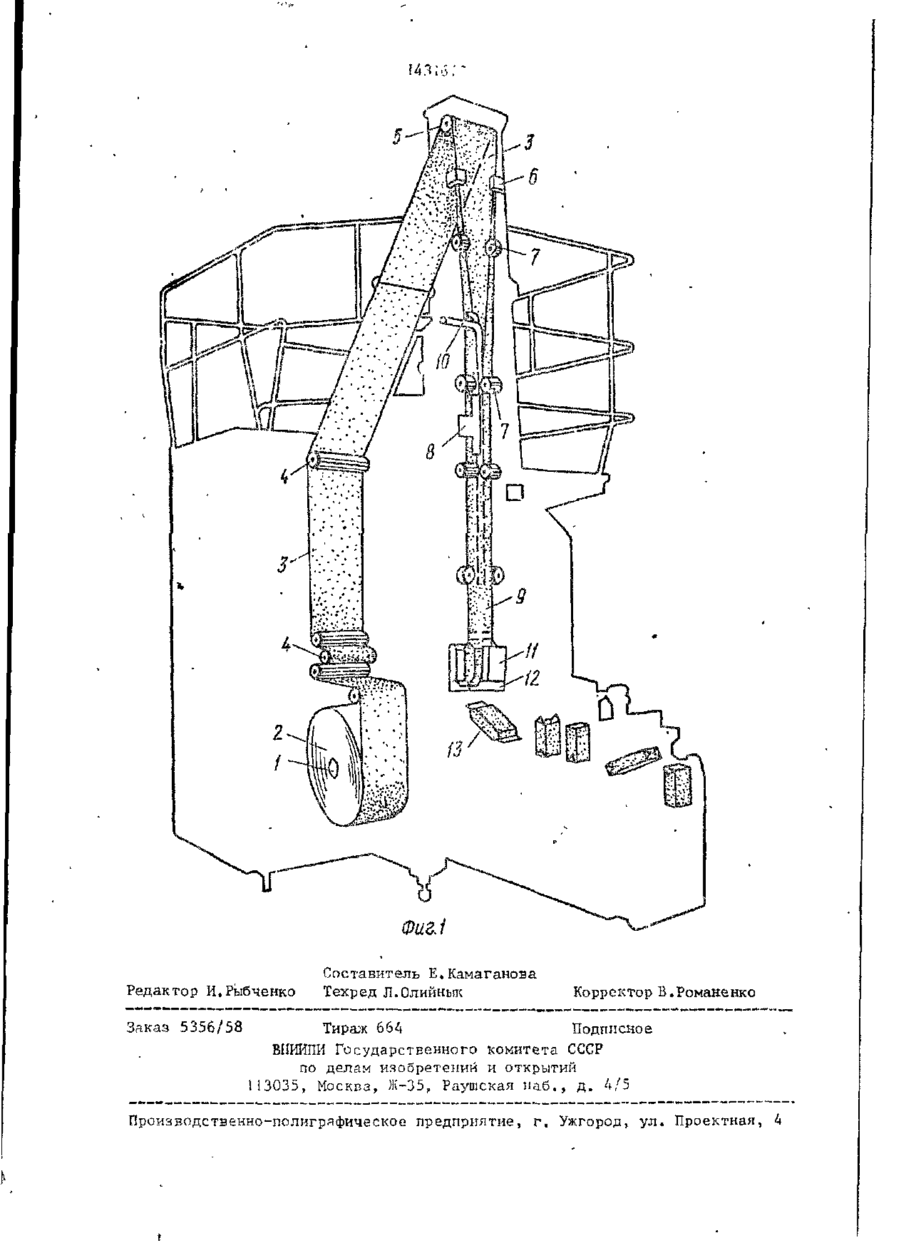
Изобретение относится к способу упаковывания жидких продуктов в ру і а-а ^ кав из термопластичного материала, может быть использовано в пищевой промышленности и направлено на повышение качества упаковывания. Перед наполнением пакетов 13 в питающую трубу 10 через трубку 14 с жиклером 15 или через инжекционную насадку по дают порцию газа, смешивая его с продуктом для вспенивания последнего Газ может быть инертный, предпочтительно азот, или стерильный воздух, В результате этого достигается требу емая форма заполненного продуктом пакета 13 без складок и других дефор маций, а также точность дозирования. 2 з.п. ф-лы, 2 ил. 1 е относился к способу упаковывания жидких продуктов в рукав из термопластичного материала и может быть использовано в пп^е *ой промышленности, Цель изобретения - ПОБНІПЗЇТПЄ к а ч е ства упаковывания» 1Га фиг. І схематично изображено устройство для упаковывания жидких 10 продуктов в рукав из термопластичного материала (упаковочна.ч машина); на фиг. 2 - питающая трубі с трубгой подачи г а з а . Устройство содержит рулонодержа15 тел ь 1 для рулона 2 упаковочного материала 3 5 направляющее ролики ^ , рс версирующий валик 5, складывающие и формуіоЕше э л е м е н т 6 и 1, сопло 8 по™ дачп горячего воздуха лгнт с з а р и в г ш т 20 материала в продольном иапрпрлешш с образованием трубки 9, питающую трубу ! 0 j сплющивающие и уплотняющие злжнмкые приспособления 11 и 12 для образования заполненных пакетов 13 и трубку 14 подачи г а з а с жиклером 15 (или инжекциоішой насадкой)* Способ огупествлялт следующим образок. Упаковочная! tлоистый материал со- " Ю держит центральный иодиожечньііі слоГі бумаги, покрытый с двух сторон тонкими непроницаемыми для жппгости слоями термопластичного материала, напрч™ мер полиэтилена, На упаковочный слоистый 4 материал нанесены пинт'н сгиб?, чтобы облегчить образование сгибов п преобразования в готовую тару расфасованных продуктов (наполненный пакет 13) в Слоистый материал подастся к устройству (упакопочион машине) с рулона 29 который подвешен на рулолодержателє І с возможностью вращения в магазине упаковочной ^аширш* Уз магазина полотно 3 упаковочного' материала прохо- 45 дит через ряд направляющих роликов 4 к реверсирующему валику 5, после которого оно движется вертикально вниз через упаковочную машину» При помощи различных складывающих и формугащих элементов о и 1, расположенных вдоль пути движения ю л и т н а 3 материала^ полотно 3 во врегш ого движения т к другу и Б обратном направлении т а к , чтобы они стамалч и уплотняли трубка 9 упаковочного материала вдоль поперечных зон уплотнения с регулярными промежуткамиj смещая при отом одновременно содержимые. Уплотняющие зажимные приспособления 12 одновременно nevсмещаются возвратнопоступательно в рег П1 игальчом направлении т а к , что когда они находятся в верхнем поворотном положении, они перемещаются в направлении друг друга и сжимают и удерживают трубку 9 упаковочного материала, В последующем движении в направлении вниз через упаковочнул мэшину, стенки трубки 9 упаковочного материала сжимаются к сворачиваются вместе, причем трубки 9 материала одновременно протягиваются вперед на расстояние, которое с о ответствует длине одной заготовки пакета (тары расфасованных продуктов), Во время движения вниз два формующих зажимных приспособления 31 одновременно повор^чинлютсч в направлении друг друг.? гак в что часть тиубки 9 3 14316 70 ся вероятность получения брака (наупаковочного материала, которая распример, складчатого формования). полагается непосредственно над упЧтобы избежать этого, производитлотняющими зажимными приспособленияся частичное наполнение пакета 13 ми 12, частично сжимается и формуется продуктом посредством непрерывной до требуемой формы, которая, в данподачи продукта через питающую трубу ном случае, означает, по существу, 10 с одновременным смешиванием проподушкообразную форму с прямоугольдукта с газом перед подачей в трубку ным поперечным сечением. Когда уплот9 упаковочного материала. Газ подаетняющие зажимные приспособления 12 10 ся через трубку 14, которая соединяетдостигают своего нижнего положения, ся с питающей трубой 10 за пределами формующие зажимные приспособления 11 трубки 9 упаковочного материала. Чторазводятся снова в положение, покабы улучшить смешивание газа и полузанное на фиг. 2, одновременно с тем, когда трубка 9 материала отреза- 15 чить требуемый размер пузырьков, трубка 14 подачи газа снабжена жиклером ется, посредством поперечного разре15 (игги кнжекционной насадкой) в точза в зоне, сжатой уплотняющими заке соединения с питающей трубог 10, жимными приспособлениями 12, В результате, ранее сформированный пакет Продукты подаются непрертгоно » ід13 с продуктом отделяется от трубки 20 ком ритме, что во время работы уро9 упаковочного материала. Пакет 13 вень продуктов остается несколько вытранспортируется дальше при помощи ше участка формования, что регулируконвейера (не показан) для дальнейется посредством управляемого поппавшей обработки и окончательного формоком клапана. Одновременно газ подавания с тем, чтобы получить пакет 13 25 ется через трубку 14 в таком количес продуктом требуемой формы (в данном стве, чтобы содержимое с газом полслучае параллелепипеда). ностью заполняло пакет 13 после уплотнения и герметизации. При помощи жиклера 15, который предпочтительно Продукты подают к нижнему торцу трубки 9 упаковочного материала чезо имеет диаметр 0,2-0,6 мм, обеспечивается получение в содержимом большого реэ питающую трубу 10. В процессе количества пузырьков. Эти пузырьки непрерывной работы упаковочной (фаимеют очень малые размеры и равномерсовочной) машины и производства полно распределены в содержимом так, что ностью наполненной тары пакетов 13 с смесь остается однородной в течение продуктом содержимое подается в таких количествах, что уровень продук- 35 времени, которое требуется для прохождения через питающую трубу 10 и тов всегда располагается над участзаполнения нижнего конца трубки 9 ком уплотнения и формовки пакета 13. упаковочного материала. Чтобы компенЭто гарантирует, что упаковки будут сировать потери газа вследствие утечполностью заполняться продуктом и деки через трубку 9 упаковочного мателает возможным формование, поскольку, риала, примешивание газа осуществляетдля достижения удовлетворительного ся с определенным избытком, который формования необходимо использовать определяется в каждом отдельном слувнутреннее противодавление, которое чае в зависимости от вязкости фасуемосоздается жидкостью, присутствующей го продукт а. Когда требуемый коэффициент в пакете 13 с продуктом. наполнения продукта равен 90% э повВ производстве не полностью заходимо подавать газ несколько больше полненных продуктом пакетов 13, 10%. Установлено, что избыток газа т.е. пакетов 13 с -воздушным простдолжен составлять 5% для относительно ранством, продукты подаются в таких подвижных продуктов, таких как молоколичествах, чтобы создавалось треко, т.е. приблизительно 15% газа буемое воздушное пространство. Эта должно добавляться к содержимому, чтодозированная подача означает, что бы получить коэффициент наполнения воздушное пространство образуется в 90%. верхнем конце пакета 13, что, в свою очередь, означает, что, во время форЭкспериментально установлено, что мования противодавление, создаваемое при расфасовке стандартного молока с продуктами^меняется в различных чассодержанием жира 1,5-3% следует податях пакета 13, при этом увеличиваетвать газ лри давлении приблизительно 5 1431670 3-4 бар через жиклер 15 с диаметром 0,2-0,6 мм, предпочтительно 0,4 мм. При этом получается большое количество хорошо распределенных газовых пу- 5 зырьков со средним диаметром приблизительно 50 мкм. Абсолютное большинство пузырьков имеет диаметр 30-60 мкм, что означает, что равномерное распределение пузырьков газа в содержимом 10 остается по существу неизменным в течение процесса формования. Только через 15-20 мин после примешивания газа имеет место заметное перераспре продуктов может осуществляться через инжекторную насадку в месте соединения с трубкой 14 подачи газа. Поток содержимого автоматически регулирует требуемое примешивание газа, что исключает необходимость подачи газа под давлением. При использовании стерильного воздуха, он может поступать непосредственно из системы стерильного воздуха упаковочной машины без использования газохранилища и компрессора. Предлагаемый способ может исполь- * деление, состоящее в том, что пузырь- 15 зоветься в асептическом, а также в ки перемещаются к верхней части нанеасептическом наполнении, т . е . в наполненного продуктом пакета 13, полнении стерильного, а также стандартного (пастеризованного) молока. Количество добавляемого газа может точно регулироваться тем, что вдувание газа через трубку 14 непрерывно кон- 20 Ф о р м у л а и з о б р е т е н и я тролируется и регулируется как функция количества продуктов (содержимого), 1, Способ упаковывания жидких прокоторые проходят через питающую трудуктов в рукав из термопластичного бу 10. Используемый газ должен быть материала, предусматривающий подачу , такого качества, чтобы не вступал в 25 продукта через питающую трубу в руреакцию с продуктом или не оказывал кав, сплющиеание, уплотнение и разрекакого-либо другого влияния на этот зание рукава с образованием заполненпродукт. В большинстве случаев может ных пакетов, о т л и ч а ю щ и й с я быть использован стерильный воздух, тем, что, с целью повышения качества но для некоторых продуктов,, например 30 упаковывания, в питающую трубу через фруктовых соков,предпочтителен инертжиклер или инжекционную насадку поданый газ, такой как азот. ют порцию газа, смешивая его с продуктом для вспенивания последнего. Таким образом, точное и однородное примешивание пузырьков газа в продук2, Способ по п. 1, о т л и ч а ты, проходящие через питающую трубу 35 ю щ и й с я тем, что газ представля10, гарантируется, с одной стороны, ет собой стерильный воздух. подачей газа через жиклер 15 малого диаметра и, с другой стороны, пода3. Способ по пп, 1 и 2, отличей газа под высоким давлением. В ч а ю щ и й с я тем, что газ предстарезультате содержимое получается пе- 40 вляет собой инертный газ, преимущестнообразного вида. Смешивание газа и венно азот. 14316 Г Редактор И.Рыбченко Заказ 5356/58 Составитель Е.Камаганова Техред Л.Олийньпс Корректор В„Романенко Тираж 664 Подписное ВИИИПИ Государственного комитета СССР по делам изобретений и открытий І 13035, Москва, Ж-35, Раушская п а б . , д . Д/5 Производственно-полиграфическое предприятие, г . Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of packing liquid products into sleeve from thermoplastic material
Назва патенту російськоюСпособ упаковки жидких продуктов в рукав из термопластичного материала
МПК / Мітки
МПК: B65B 9/00
Мітки: термопластичного, матеріалу, рідкого, спосіб, пакування, продукту, рукав
Код посилання
<a href="https://ua.patents.su/6-5599-sposib-pakuvannya-ridkogo-produktu-v-rukav-iz-termoplastichnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб пакування рідкого продукту в рукав із термопластичного матеріалу</a>
Спосіб виробництва некрученої пряжі з найменшої міри двох окремих пучків ниток з термопластичного матеріалу
Номер патенту: 2676
Опубліковано: 26.12.1994
Автор: Олександр Скотт
МПК: D02G 1/16
Мітки: термопластичного, спосіб, окремих, матеріалу, пряжі, пучків, міри, найменшої, некрученої, ниток, виробництва, двох
Формула / Реферат:
Способ производства некрученой пряжи из по меньшей мере двух раздельных пучков нитей термопластичного материала, при котором осуществляют вытягивание по меньшей мере одного пучка нитей, подачу пучков вперед с различной скоростью, затем смешивают их воздействием турбулентного потока жидкости, нагревают смешанную пряжу для усадки и охлаждают, отличающийся тем, что, с целью повышения эффективности обработки, нагревание смешанной пряжи ведут...
Спосіб здобування рідкого чавуну або продуктів сталі і відновного газу у плавильному газифікаторі
Номер патенту: 2262
Опубліковано: 26.12.1994
Автори: Вернер Кепплінгер, Рольф Хаук
МПК: C21B 13/00
Мітки: газу, спосіб, сталі, продуктів, рідкого, плавильному, відновного, чавуну, здобування, газифікаторі
Формула / Реферат:
1. Способ получения жидкого чугуна или продуктов стали и восстановительного газа в плавильном газификаторе, включающий подачу сверху угля и вдувание сбоку кислородсодержащего газа или носителя углерода для образования выше плоскости вдувания псевдоожиженного слоя из частиц угля, подачу в него сверху частиц губчатого железа или предварительно восстановленного железа с размером частиц 3 мм, отличающийся тем, что, с целью повышения...
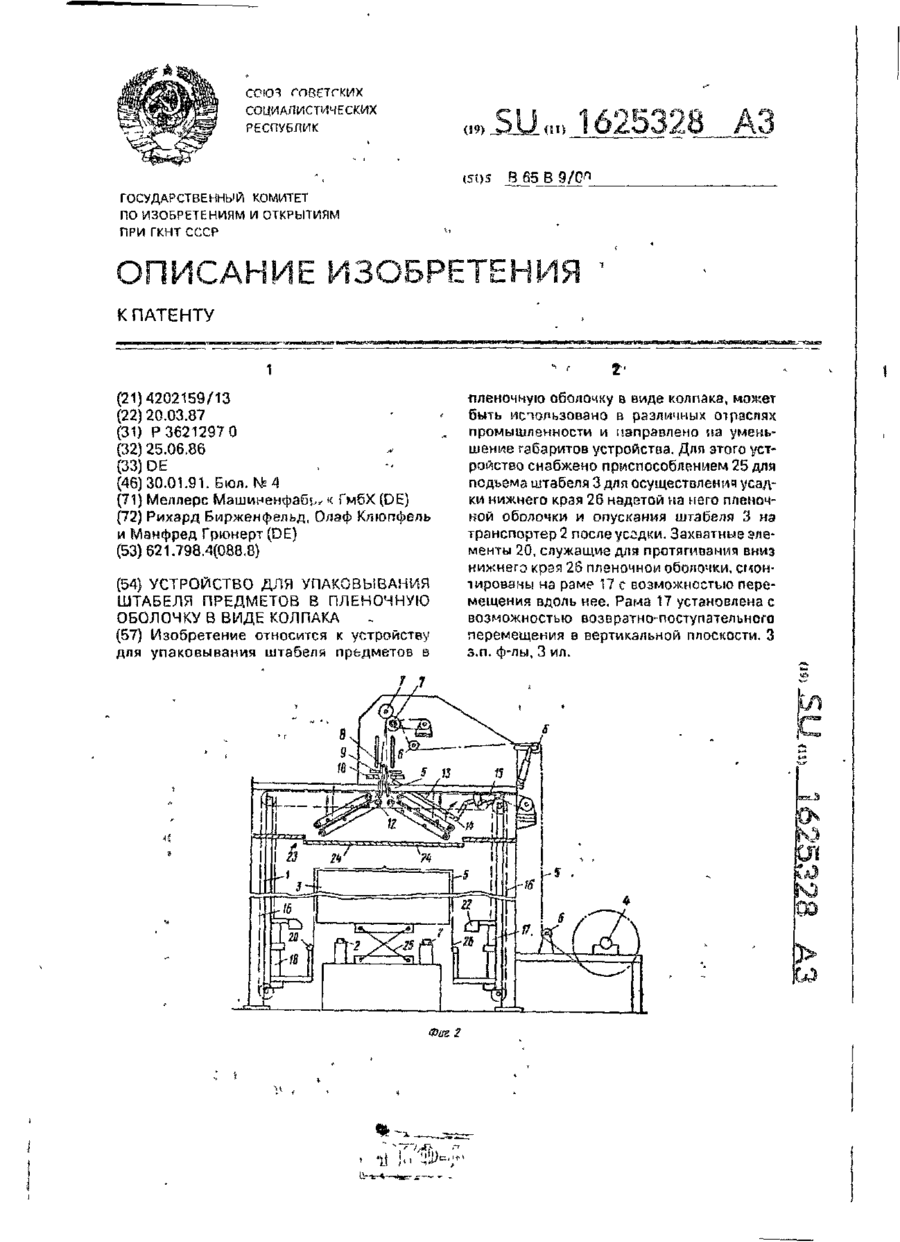
Пристрій для пакування штабелю предметів у плівочну оболонку у вигляді ковпаку
Номер патенту: 4791
Опубліковано: 28.12.1994
Автори: Олаф Клюпфєль, Манфред Грюнерт, Ріхард Бірженфельд
МПК: B65B 9/00
Мітки: плівочну, пристрій, оболонку, вигляді, штабелю, ковпаку, предметів, пакування
Формула / Реферат:
1. Устройство для упаковывания штабеля предметов в пленочную оболочку в виде колпака, содержащее транспортер для перемещения штабеля, рулонодержатель для пленочного рукавного материала, приспособление для раскрывания рукава и термоусадки, включающее установленную с возможностью возвратно-поступательного перемещения в вертикальной плоскости раму со смонтированным на ней термоусадочным приспособлением й захватными элементами для...
Спосіб здобування рідкого чавуну або сталевого напівпродукту і пристрій для його здійснення
Номер патенту: 2261
Опубліковано: 26.12.1994
Автори: Вернер Кепплінгер, Леопольд Зайрлендер, Рольф Хаук, Міхаель Нагл, Клаус Лангер, Геро Папст
МПК: C21B 13/00
Мітки: пристрій, здобування, спосіб, напівпродукту, рідкого, здійснення, чавуну, сталевого
Формула / Реферат:
Способ получения жидкого чугуна или стального полупродукта из частицеобразного, содержащего железо материала, в частности из предварительно восстановленного губчатого железа, включающий получение восстановительного газа в плавильном газификаторе, подачу в него угля и вдувание кислородсодержащего газа для образования псевдоожиженного слоя из частиц кокса, отличающийся тем, что, с целью использования дешевого топлива при использовании угля с...
Спосіб сумісного спалювання рідкого та газоподібного палива
Номер патенту: 871
Опубліковано: 15.12.1993
Автори: Троценко Віталій Васильович, Пікашов Вячеслав Сергійович, Тимощенко Павло Миколайович, Кузьменков Константін Петровіч, Великодний Володимир Олександрович, Дмітрієв Валерій Максимович, Сульжик Микола Іванович, Чеховській Роман Артьомович
МПК: F23C 1/00
Мітки: рідкого, палива, газоподібного, спосіб, сумісного, спалювання
Формула / Реферат:
Способ совместного сжигания жидкого и газообразного топлива путем их смешения при нижнем пределе соотношения "газ/жидкость", равном 0,3 кг/кг, и подачи смеси на распыление в зону горения, отличающийся тем, что в качестве жидкого топлива используют высоковязкие отходы нефтепереработки, а в качестве газообразного - нефтезаводские газы, причем верхний предел соотношения "газ/жидкость" устанавливают равным 0,8 кг/кг.
Попередній патент: Газовий змішувач з розподільником
Наступний патент: Спосіб одержання пропіленглікового ефіру заміщеної 1,4-дігідропіріділ-5-фосфорної кислоти, або його фармацевтично прийнятной солі або сольвата
Випадковий патент: Спосіб адаптації серцево-судинної та дихальної систем