Спосіб модернізації броньованої машини
Номер патенту: 59418
Опубліковано: 15.09.2003
Автори: Бусяк Юрій Митрофанович, Мухар Олександр Володимирович, Горожанин Юрій Георгийович, Магерамов Лютфалій Курбан-Алієвич, Бершов Олександр Вікторович, Борисюк Михайло Дем'янович, Кудров Володимир Михайлович
Формула / Реферат
1. Спосіб модернізації броньованої машини, що включає демонтаж замінного моторно-трансмісійного блока, переробку корпусу броньованої машини, що модернізується, і монтаж установлюваного моторно-трансмісійного блока, який відрізняється тим, що спочатку визначають відношення ![]() де:
де:
A1 - габарит установлюваного моторно-трансмісійного блока, мм;
А2 - габарит замінюваного моторно-трансмісійного блока, мм; і здійснюють переробку корпусу броньованої машини, що модернізується, в залежності від величини одержаного відношення, причому при К>1, відрізають відповідну моторно-трансмісійному відділенню частину корпусу броньованої машини, що модернізується, встановлюють попередньо виготовлену частину корпусу броньованої машини у зборі з моторно-трансмісійним блоком і приварюють її до корпусу броньованої машини, що модернізується, а при ![]() коректують габаритні розміри моторно-трансмісійного відділення броньованої машини, що модернізується, шляхом виконання вирізів у бортах і днищі корпусу і за допомогою встановлення проставок.
коректують габаритні розміри моторно-трансмісійного відділення броньованої машини, що модернізується, шляхом виконання вирізів у бортах і днищі корпусу і за допомогою встановлення проставок.
2. Спосіб за п. 1, який відрізняється тим, що після демонтажу замінюваного моторно-трансмісійного блока на бортах і днищі корпусу броньованої машини, що модернізується, розмічають лінії розрізу, потім на кожному борту корпусу броньованої машини, що модернізується, на відстані від ліній розрізу розмічають вертикальну і горизонтальну лінії, вимірюють відстань від осі коробки передач до розмічених вертикальних і горизонтальних ліній і запам'ятовують величини виміряних відстаней.
3. Спосіб за п. 1, який відрізняється тим, що перед установленням попередньо виготовленої частини корпусу по стикувальних кромках броньованої машини, що модернізується, виконують фаски.
4. Спосіб за п. 1, 3, який відрізняється тим, що перед проведенням зварювальних робіт теплоізолюють обладнання, розташоване поблизу стикувальних кромок корпусу броньованої машини, що модернізується, і встановлюваної частини корпусу.
5. Спосіб за п. 1, 2, який відрізняється тим, що в процесі монтажу встановлюваного моторно-трансмісійного блока, контролюють правильність його встановлення шляхом вивірення положення осі коробки передач відносно вертикальних і горизонтальних ліній, розмічених на бортах броньованої машини, що модернізується, з урахуванням попередньо зафіксованих (запам'ятованих) величин відстаней.
Текст
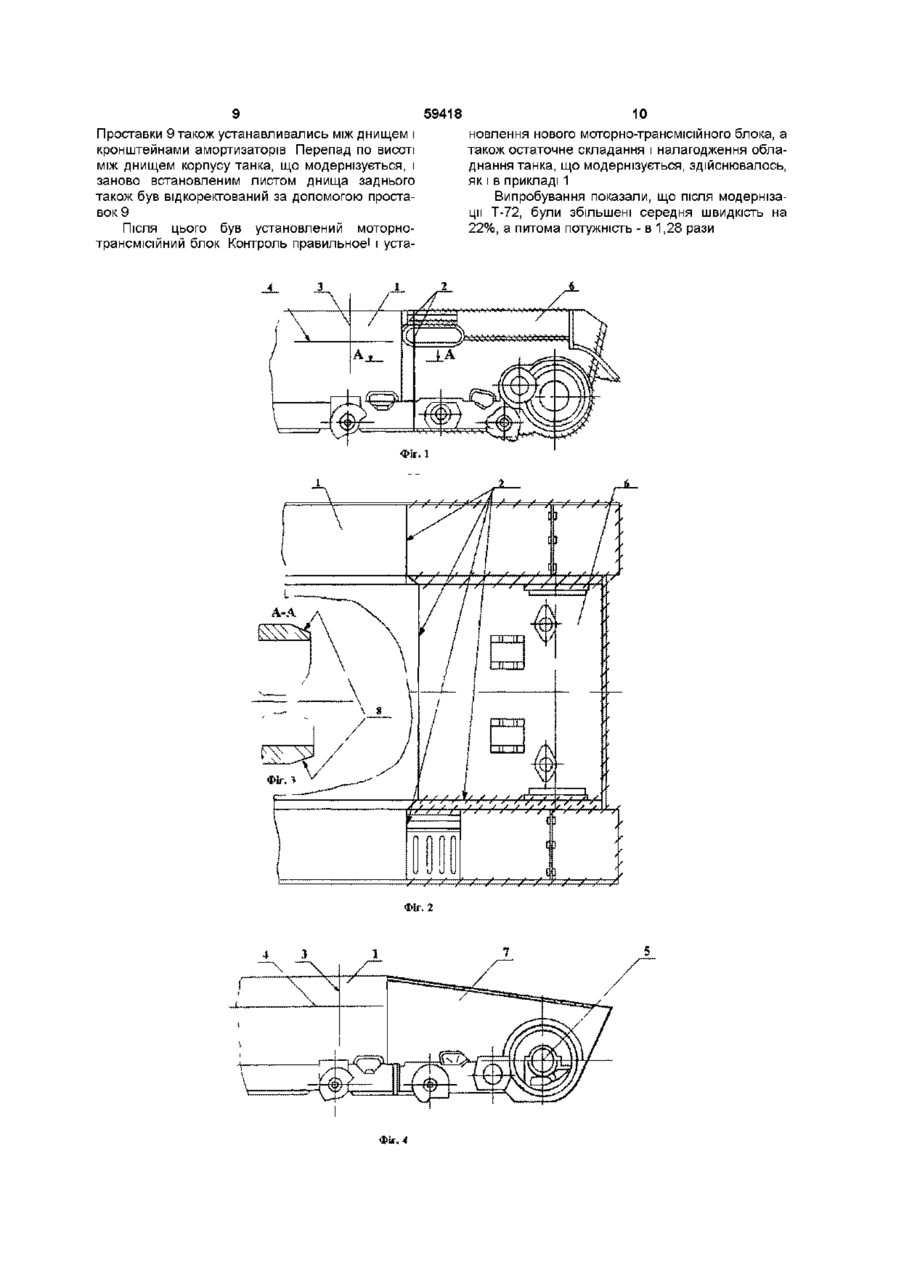
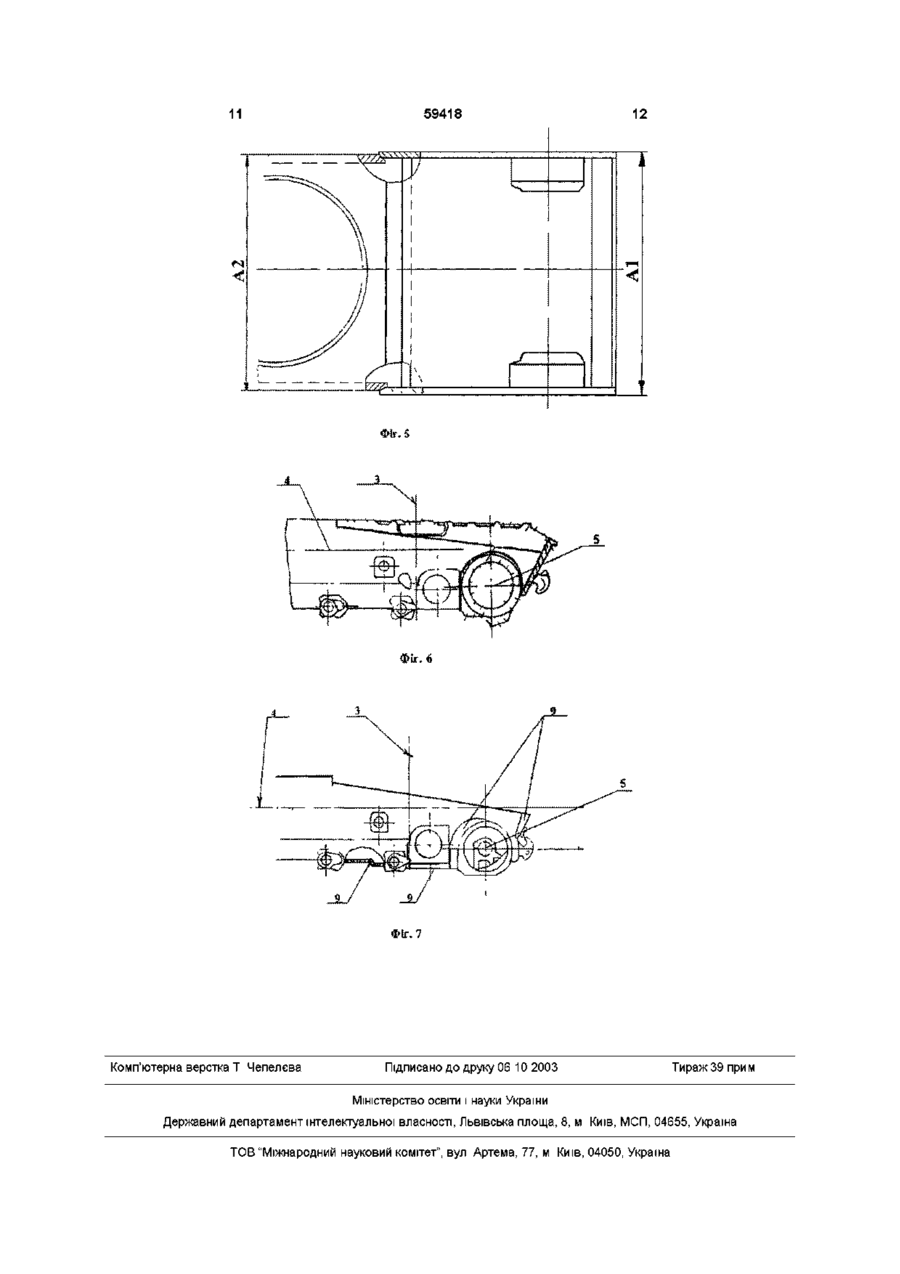
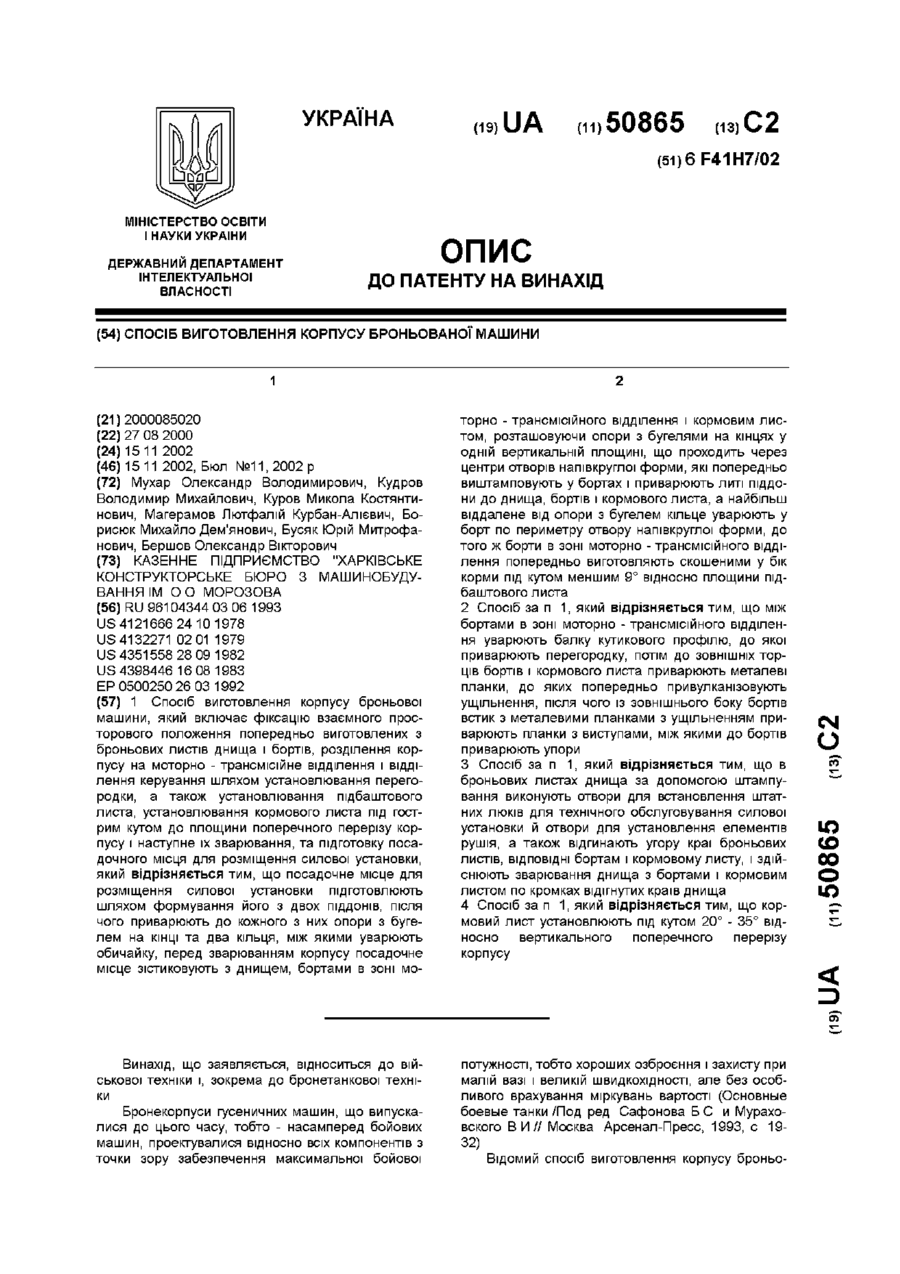
1 Спосіб модернізації броньованої машини, що включає демонтаж замінного моторнотрансмісійного блока, переробку корпусу броньованої машини, що модернізується, і монтаж установлюваного моторно-трансмісійного блока, який відрізняється тим, що спочатку визначають відА2 А1 габарит установлюваного моторнотрансмісійного блока, мм, А2 - габарит замінюваного моторно-трансмісійного блока, мм, і здійснюють переробку корпусу броньованої машини, що модернізується, в залежності від величини одержаного відношення, причому при К>1, відрізають відповідну моторнотрансмісійному відділенню частину корпусу броньованої машини, що модернізується, встановлюють попередньо виготовлену частину корпусу броньованої машини у зборі з моторно-трансмісійним блоком і приварюють її до корпусу броньованої машини, що модернізується, а при К 1 відрізають відповідну моторно трансмісійному відділенню частину корпусу броньованої машини, що модернізується, установлюють попередньо виготовлену частину корпусу броньованої машини у зборі з моторнотрансмісійним блоком і приварюють її до корпусу броньованої машини, що модернізується При К1, Фіг 2 - схема нанесення ЛІНІЙ розрізу на днищі корпусу при К>1, Фіг 3 - стикувальні кромки частин корпусу з фасками, Фіг 4 - схема розмітки вертикальних і горизонтальних ЛІНІЙ на бортах корпусу, Фіг 5 - схема стикування корпусу броньованої машини з установлюваною частиною корпусу, Фіг 6 - схема нанесення ЛІНІЙ розрізу при К1 демонтаж башти, ходової частини, органів керування, покрівлі моторнотрансмісійного відділення, а також демонтують допоміжне й обслуговуюче обладнання, розміщене поблизу перегородки моторно-трансмісійного відділення При К1 попередньо виготовлену частину корпусу в зборі з моторно-трансмісійним блоком стикують по стикувальних кромках з частиною корпусу броньованої машини, що залишилася, і фіксують їх взаємне розташування Процесі монтажу установлюваного моторнотрансмісійного блока (К1), контролюють шляхом вивірення положення осі КП по раніше розмічених вертикальних і горизонтальних ЛІНІЯХ, розмічених на бортах корпусу броньованої машини, що модернізується, з урахуванням попередньо зафіксованих (запам'ятованих) величин відстаней від осі КП до цих ЛІНІЙ Перед проведенням зварювальних робіт обладнання, розташоване поблизу стикувальних кромок корпусу броньованої машини, що модернізується, і встановлюваної частини корпусу в зборі з силовою установкою, теплоізолюють, наприклад, за допомогою відбивальних екранів і азбестового полотна Після ЦЬОГО проводять зварювальні роботи При К>1 по стикувальних кромках зварюють дві частини корпусу При К1 , отже переробку корпусу 1 А2 2010 броньованої машини, що модернізується, проводили шляхом заміни частини корпусу 1, що відповідає МТВ З броньованої машини демонтували башту і встановили корпус 1 на підставку висотою 1,5м Демонтували ходову частину зняли котки, балансири, ведучі колеса, напрямні колеса Зняли покрівлю МТВ і здійснили демонтаж органів керування (куліси), а також демонтаж допоміжного й обслуговуючого обладнання, розміщеного поблизу перегородки МТВ На стінках і днищі корпусу 1 броньованої машини розмітили лінії 1 і 2 розрізу Розмітку проводили відомим способом, наприклад, за допомогою ЛІНІЙОК і керна На кожному борту (лівому і правому) на відстані, наприклад, 200мм і 150мм від розмічених ЛІНІЙ 2 розрізу розмітили вертикальну і горизонтальну лінії 3 і 4 ВІДПОВІДНО Ліни 3 і 4 також нанесли відомим способом з попередньою керновкою в декількох місцях Виміряли відстань від осі 5 КП до ЛІНІЙ 3 і 4 Одержали такі величини для правого борту 200мм і 150мм ВІДПОВІДНО, ДЛЯ ЛІВОГО борту 200мм і 150мм ВІДПОВІДНО, ЯК запам'ятовували По розмічених ЛІНІЯХ 2 розрізу від корпусу 1 танка відрізали кормову частину 6, що відповідає МТВ Спосіб різання - газовий пальник, плазмове або електродугове різання По стикувальних кромках корпусу 1 і встановлюваній частині 7 корпусу виконали фаски 8 Установлюваний моторно-трансмісійний блок змонтували в попередньо виготовлену частину 7 корпусу, яка також, як і встановлюваний моторнотрансмісійний блок, була виготовлена в умовах серійного виробництва з проведенням усіх необхідних випробувань і операцій контролю Перед стикуванням обох частин корпусу одна з одною з установлюваною частиною 7 корпусу демонтували покрівлю МТВ і маслобак з підігрівником Для теплової ізоляції обладнання, яке розміщене поблизу стикувальних кромок корпусу 1 і частини 7 корпусу (трубопроводи, електричні кабелі і т ш), закрили азбестовим полотном, а потім установили захисні екрани з алюмінієвої фольги і металевих листів Установлювану частину 7 корпусу за допомогою підйомного крана (вантажопідйомність не менше 10т) підняли і підвели до частини корпусу 1 танка, що залишилася, зістикували обидві частини по стикувальних кромках корпусу і зафіксували за допомогою пристрою для фіксації, який виконаний, наприклад, у вигляді двох потужних балок з чотирма посадочними базами з кожного боку К = 8 Пристрій установлюють на третій і четвертий кронштейни балансирів, які розташовані на корпусі танка і на п'яті кронштейни балансирів і кронштейни амортизаторів, розташовані на відсіку Пристрій фіксують валами і фланцями В процесі встановлення і фіксації положення частини 7 корпусу відносно частини корпусу 1, що залишилась, контролювали правильність її встановлення шляхом вивірення положення осі 5 КП СПІВВІСНІСТЬ осі 5 КП перевірялась відносно розмічених раніше ЛІНІЙ 3 і 4 з урахуванням величини зміщення цих ЛІНІЙ 3 і 4 відносно необхідного положення осі 5 КП, тобто з урахуванням попередньо зафіксованих запам'ятованих величин відстані осі 5 КП від ЛІНІЙ 3 і 4 Зварювальні роботи зістикованих частин корпусу 1 провели відомим способом з використанням, наприклад, аустенітних матеріалів Після закінчення зварювальних робіт були встановлені демонтовані раніше вузли, агрегати, обладнання і виконані всі необхідні роботи по відновленню працездатності Провели регулювання і контроль працездатності встановленого обладнання регулювання тяг керування, перевірку приводів зчеплення, педалі подачі палива і т ш Після вищевказаних перевірок здійснили остаточне складання модернізованого танка і пробігові його випробування Випробування показали, що в результаті модернізації максимальна швидкість була збільшена на 30%, а питома потужність - в 1,46 рази Приклад 2 Модернізація броньованих машин, на приклад танка Т-72, проводилась шляхом заміни моторно-трансмісійного блока з двигуном В-46-5 з габаритом А2=2010мм+140мм=2150мм на моторнотрансмісійний блок з двигуном 6ТД-1 з габаритом А1=1995мм+140мм=2135мм При цьому А1 2030 < 1 , отже переробку корпусу 1 А2 2010 проводили шляхом корекції габаритних розмірів МТВ танка, що модернізується Демонтували замінний моторнотрансмісійний блок Потім вирізали перегородку МТВ, лист днища заднього і лист корми, а також картери КП На бортах і днищі корпусу 1 розмітили лінії 2 розрізу, вертикальні і горизонтальні лінії 3 і 4, виміряли відстань від осі 5 КП до ЛІНІЙ 3 І 4 І запам'ятали результати вимірювань 250мм і 400мм для правого і левого бортів ВІДПОВІДНО Операції розмітки ЛІНІЙ 2,3 і 4 провели ,як і в прикладі 1 По розмічених ЛІНІЯХ 2 розрізу в бортах і днищі корпусу 1 виконали вирізи Способи виконання вирізів ВІДОМІ Установили нові листи корми і днища заднього і приварили їх Перед установленням картерів в КП були відкоректовані габаритні розміри внутрішнього об'єму МТВ за допомогою встановлення проставок 9 Проставки 9 у вигляді секторів устанавливались між бортами і заново встановленими картерами КП Після НЬОГО картери КП були приварені К = 59418 Проставки 9 також устанавливались між днищем і кронштейнами амортизаторів Перепад по висоті між днищем корпусу танка, що модернізується, і заново встановленим листом днища заднього також був відкоректований за допомогою проставок 9 Після ЦЬОГО був установлений моторнотрансмісійний блок Контроль правильное! і уста ФІГ. І Фіг. 2 4 З Фіг, 4 10 новлення нового моторно-трансмісійного блока, а також остаточне складання і налагодження обладнання танка, що модернізується, здійснювалось, як і в прикладі 1 Випробування показали, що після модернізації 1-12, були збільшені середня швидкість на 22%, а питома потужність - в 1,28 рази 11 59418 12 У "'""Г Фіг. 5 Фіг. 6 Фіг. 7 Комп'ютерна верстка Т Чепелсва Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for modernization of armored vehicle
Автори англійськоюBorysiuk Mykhailo Dem'ianovych, Kudrov Volodymyr Mykhailovych, Horozhanin Yurii Heorhiiovych, Busiak Yurii Mytrofanovych, Maheramov Liuftfalii Kurban-Alievych, Maheramov Liutfalii Kurban-Aliievych, Bershov Oleksandr Viktorovych
Назва патенту російськоюСпособ модернизации бронированной машины
Автори російськоюБорисюк Михаил Демьянович, Кудров Владимир Михайлович, Горожанин Юрий Георгиевич, Бусяк Юрий Митрофанович, Магерамов Лютфалий Курбан-Алиевич, Бершов Александр Викторович
МПК / Мітки
МПК: F41H 7/02
Мітки: машини, броньованої, модернізації, спосіб
Код посилання
<a href="https://ua.patents.su/6-59418-sposib-modernizaci-bronovano-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб модернізації броньованої машини</a>
Спосіб виготовлення корпусу броньованої машини
Номер патенту: 50865
Опубліковано: 15.11.2002
Автори: Куров Микола Костянтинович, Кудров Володимир Михайлович, Бершов Олександр Вікторович, Бусяк Юрій Митрофанович, Магерамов Лютфалій Курбан-Алієвич, Борисюк Михайло Дем'янович, Мухар Олександр Володимирович
МПК: F41H 7/02
Мітки: машини, корпусу, спосіб, броньованої, виготовлення
Формула / Реферат:
1. Спосіб виготовлення корпусу броньової машини, який включає фіксацію взаємного просторового положення попередньо виготовлених з броньових листів днища і бортів, розділення корпусу на моторно - трансмісійне відділення і відділення керування шляхом установлювання перегородки, а також установлювання підбаштового листа, установлювання кормового листа під гострим кутом до площини поперечного перерізу корпусу і наступне їх зварювання, та...
Пристрій для виявлення лазерного опромінення броньованої машини
Номер патенту: 50850
Опубліковано: 15.11.2002
Автори: Вакуленко Володимир Вікторович, Роленко Сергій Олександрович, Бусяк Юрій Митрофанович, Калмиков Дмитро Анатольйович, Борисюк Михайло Дем'янович, Куров Микола Костянтинович, Арбузов Юрій Васильович, Прохоров Микола Олексійович, Глібов Василь Васильович
МПК: G01J 5/50, F41H 11/00
Мітки: опромінення, машини, пристрій, виявлення, броньованої, лазерного
Формула / Реферат:
1. Пристрій для виявлення лазерного опромінення броньованої машини, що містить принаймні чотири детекторні головки, кожна з яких містить установлений зовні броньованої машини броньований корпус з амбразурами, усередині якого розміщений принаймні один детектор лазерного випромінювання, який відрізняється тим, що броньований корпус кожної детекторної головки виконаний у вигляді багатогранника, у кожній з амбразур установлений виконаний з...
Повітрозабірний пристрій броньованої машини
Номер патенту: 51829
Опубліковано: 16.12.2002
Автори: Лазурко Олександр Васильович, Бусяк Юрій Митрофанович, Кудров Володимир Михайлович, Магерамов Лютфалій Курбан-Алієвич
МПК: F41H 7/02
Мітки: пристрій, повітрозабірний, броньованої, машини
Формула / Реферат:
1. Повітрозабірний пристрій броньованої машини, що містить повітровід у вигляді висувної труби, встановленої в кожусі, вузол кріплення труби, привід піднімання й опускання труби і вузол фіксації труби, який відрізняється тим, що пристрій споряджений датчиками верхнього і нижнього положення труби і контактним елементом, привід піднімання й опускання труби виконаний у вигляді пневмоциліндра, закріпленого на основі кожуха, до штока...
Рознімний пристрій газовипускної труби двигуна внутрішнього згоряння броньованої машини
Номер патенту: 1161
Опубліковано: 15.02.2002
Автори: Зарянов Володимир Анатолійович, Кудров Володимир Михайлович, Кравченко Олексій Олександрович
МПК: F15D 1/00, F16L 27/02
Мітки: трубі, згоряння, рознімний, пристрій, газовипускної, двигуна, машини, внутрішнього, броньованої
Формула / Реферат:
1. Рознімний пристрій газовипускної труби двигуна внутрішнього згоряння броньованої машини, що містить верхню і нижню секції газовипускної труби з верхнім і нижнім фланцями відповідно, які установлені з осьовим зазором відносно один одного, першу і другу обичайки, охоплюючі газовипускну трубу, одна з яких прилягає до ущільнювального підпружиненрго кільця, розміщеного в нижньому фланці, який виконаний у вигляді фасонної відбортовки і...
Погон броньованої башти
Номер патенту: 58464
Опубліковано: 15.07.2003
Автори: Комнацький Олександр Леонідович, Слободяник Володимир Іванович, Баранчук Олександр Іванович
МПК: F41H 7/02
Мітки: башти, броньованої, погон
Формула / Реферат:
Погон броньованої башти, що складається із верхньої та нижньої частин, а між ними розташовані опорні кульки, який відрізняється тим, що верхня частина погона складається із трьох кілець, скріплених гвинтами, при цьому середнє кільце служить для компенсації зазору, який виникає між біговими доріжками та опорними кульками, бігові доріжки мають конусну поверхню.
Попередній патент: Борт панчішно-шкарпеткового виробу
Наступний патент: Спосіб амінування
Випадковий патент: Спосіб комплексного водневого та термобарохімічного впливу на привибійну зону продуктивного пласта