Апарат дробеметний “тарі”
Номер патенту: 6318
Опубліковано: 16.05.2005
Автори: Гальченко Микола Олексійович, Аніщєнко Андрєй Васільєвіч
Формула / Реферат
1. Апарат дробеметний, що містить сопло, посудину з дозатором, з'єднані між собою трубопроводом транспортним і з джерелом стиснутого газу - газопроводом, який відрізняється тим, що сопло виконане у вигляді ствола довжиною 30-120 калібрів ствола, а дозатор оснащений генератором акустичним широкосмуговим, віброзбудником багатоконтурним з ежектором, активатором і вологовіддільником відцентровим, при цьому віброзбудник виконаний з тарілками розташованими під гострими кутами, і бігунами різної маси, з патрубками тангенціальним і радіальним для подачі газу й ежектором встановленим зверху вниз, під патрубком абразивним для подання часток абразиву з порожнини активатора, що виконаний у вигляді стакана з пазами в стінці для пропускання часток абразиву і каналом для подання газу з трійника розподільного через кожух.
2. Апарат за п. 1, який відрізняється тим, що бігуни виконані у вигляді сфери, при цьому діаметр більшого дорівнює 2,3-2,4 калібру ствола, меншого - 0,9-1,0 калібру ствола, а діаметри проміжних змінюються по убутній залежності.
3. Апарат за п. 1, який відрізняється тим, що патрубок тангенціальний виконаний у вигляді сопла надзвукового з діаметром 0,95-0,98 калібру ствола.
4. Апарат за п. 1, який відрізняється тим, що активатор виконаний з каналом тангенціальним і камерою вихровою в днищі для подання газу.
5. Апарат за п. 1, який відрізняється тим, що переріз каналу тангенціального не перевищує 0,5 калібру ствола, а переріз патрубка абразивного знаходиться в межах 0,8-0,9 калібру ствола.
Текст
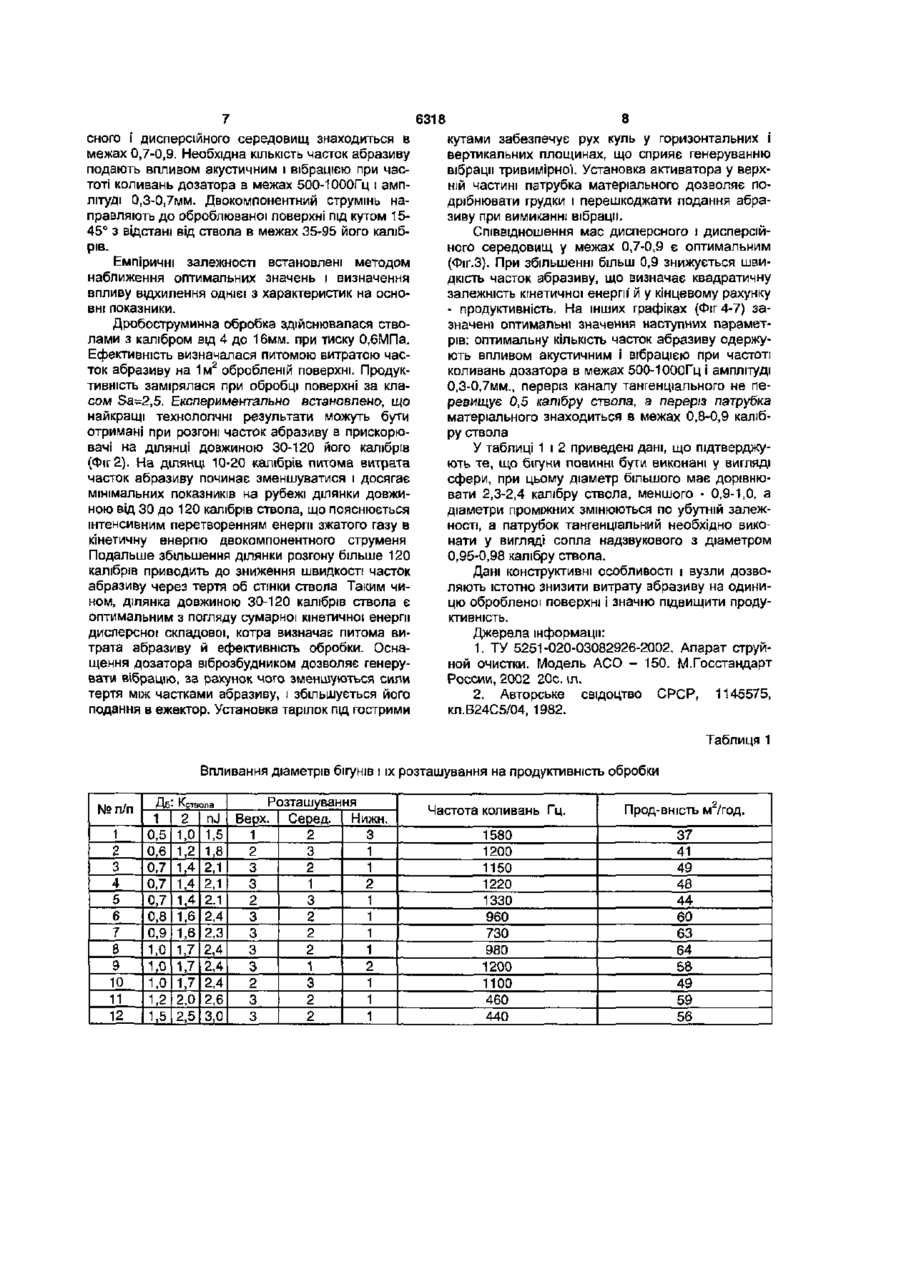
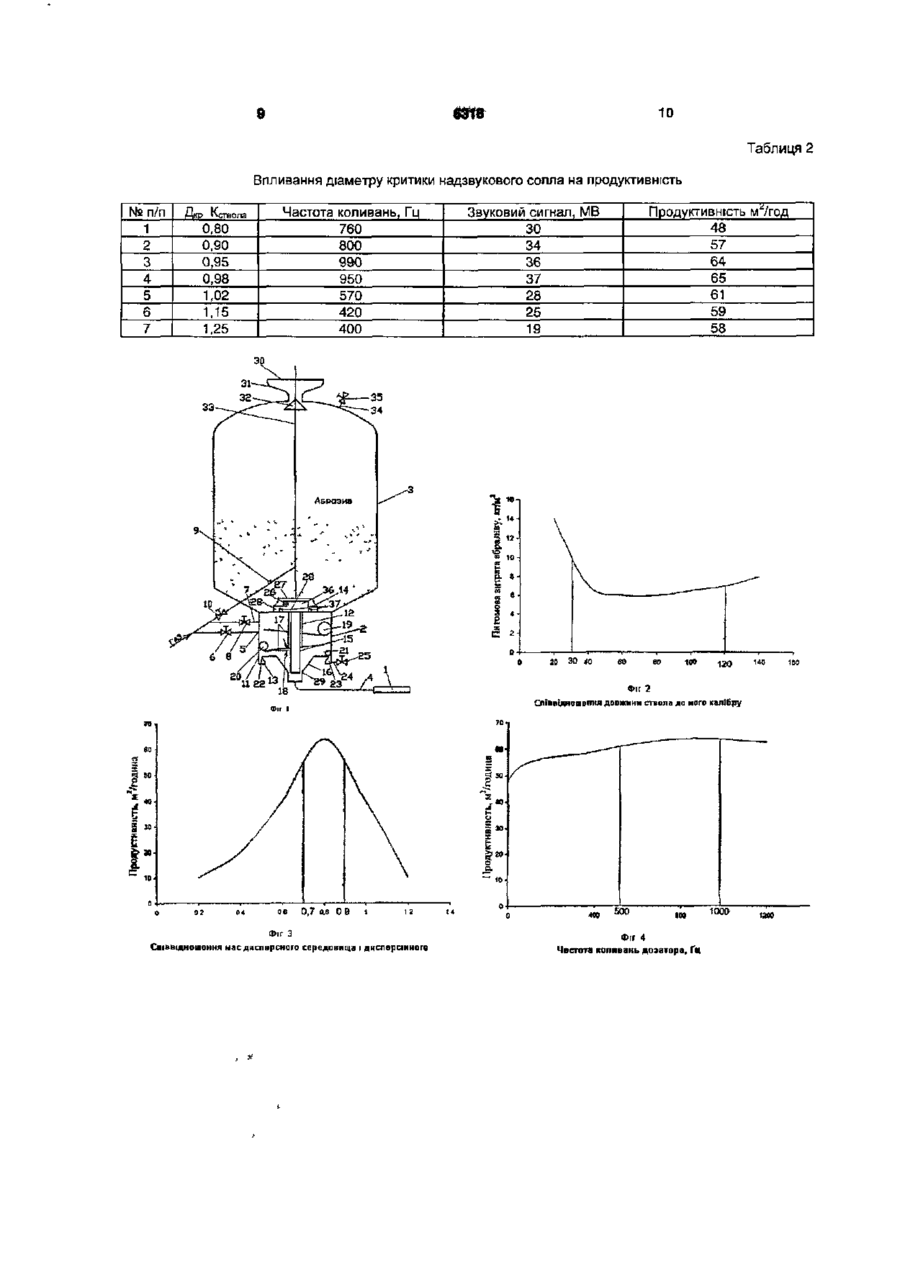
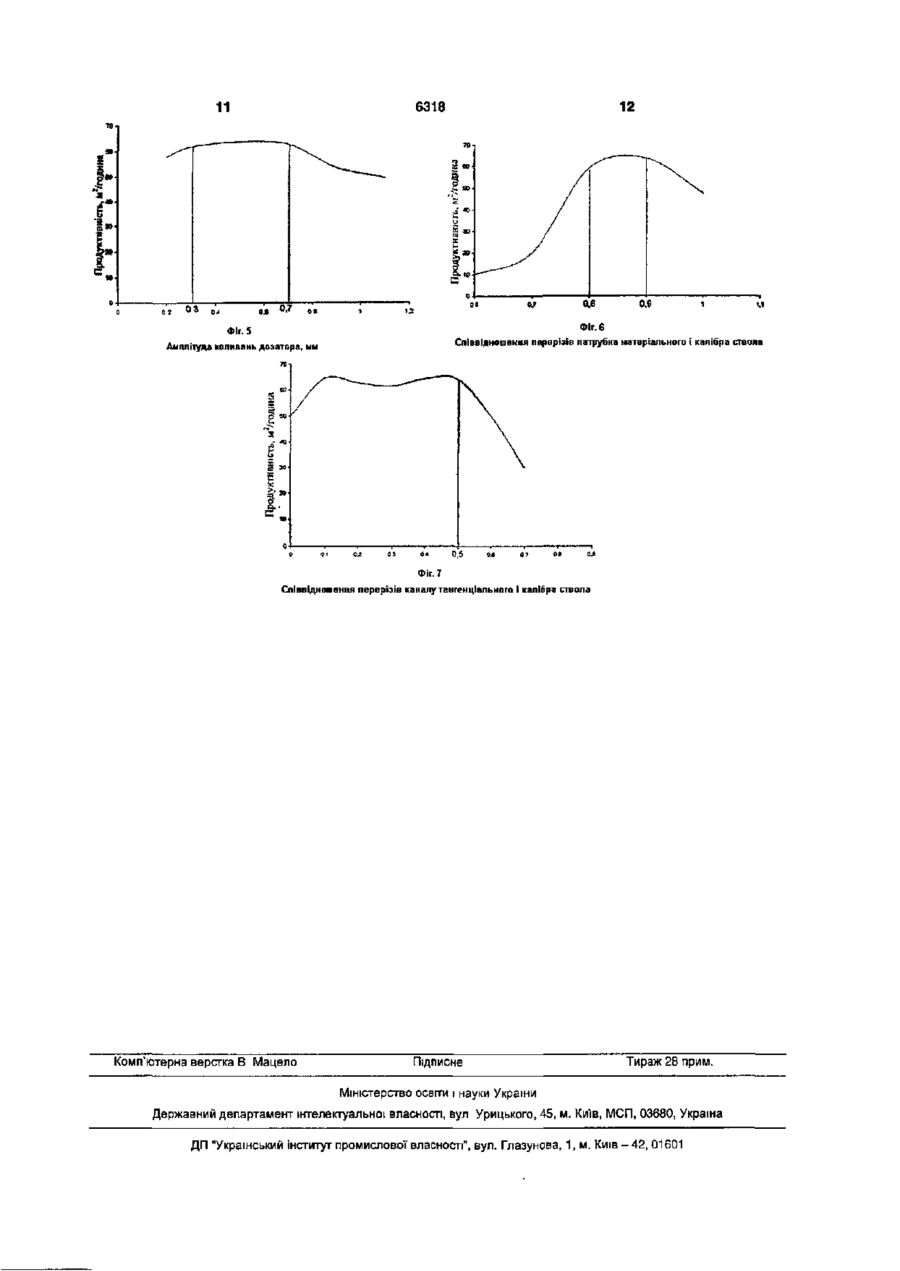
1. Апарат дробеметний, що містить сопло, посудину з дозатором, з'єднані між собою трубопроводом транспортним і з джерелом стиснутого газу - газопроводом, який відрізняється тим, що сопло виконане у вигляді ствола довжиною 30-120 калібрів ствола, а дозатор оснащений генератором акустичним широкосмуговим, віброзбудником багатоконтурним з ежектором, активатором і вологовіддільником відцентровим, при цьому віброзбудник виконаний з тарілками розташованими під гострими кутами, І бігунами різної маси, з патрубками тангенціальним і радіальним для подачі газу й ежектором встановленим зверху вниз, під патру бком абразивним для подання часток абразиву з порожнини активатора, що виконаний у вигляді стакана з пазами в стінці для пропускання часток абразиву І каналом для подання газу з трійника розподільного через кожух. 2. Апарат за п. 1, який відрізняється тим, що бігуни виконані у вигляді сфери, при цьому діаметр більшого дорівнює 2,3-2,4 калібру ствола, меншого - 0,9-1,0 калібру ствола, а діаметри проміжних змінюються по убутній залежності. 3. Апарат за п. 1, який відрізняється тим, що патрубок тангенціальний виконаний у вигляді сопла надзвукового з діаметром 0,95-0,98 калібру ствола. 4. Апарат за п. 1, який відрізняється тим, що активатор виконаний з каналом тангенціальним і камерою вихровою в днищі для подання газу. 5. Апарат за п. 1, який відрізняється тим, що переріз каналу тангенціального не перевищує 0,5 калібру ствола, а переріз патрубка абразивного знаходиться в межах 0,8-0,9 калібру ствола. Корисна модель відноситься до апаратів дробоструминної обробки і може бути використаний при очищенні мостів, резервуарів, судів, вагонів, автомобілів, будівельних конструкцій і технологічного устаткування від продуктів корозії і забруднень, зміни шорсткості І поліпшення декоративних властивостей різних поверхонь, а також при пневмотранспортуванні сипучих матеріалів. Відомий апарат струминного очищення моделі АСО-150 [1]. Він включає подання газу в судину з частками абразиву, запиранням клапаном завантажувальної горловини, створення тиску в судині, подання газу в прийомний патрубок, подання часток абразиву самопливом із судини через дозатор у прийомний патрубок і далі через рукав у сопло, формування двокомпонентного струменя, що використовується як інструмент для обробки поверхні. застосовуються невеликої довжини 80-115мм, що обумовлює незначне (3-5%) перетворення тиску газу в кінетичну енергію часток абразиву. Тому дані апарати характеризуються низькою продуктивністю (5-7м2/година) і значною витратою абразиву (60-ЭОкг/м2). Найбільш близьким технічним рішенням є в установці для абразивної обробки деталі [2], що полягає у використанні тиску газу для витиснення часток абразиву Із судини в змішувальну камеру і далі в трубопровід матеріальний через центральний І радіальний отвори живильника. Дане рішення підвищує стабільність подання часток абразиву, однак, не виключається можливість засмічення прохідного перетину дозатора, крім цього, швидкість руху газу в змішувальній камері залишається невисокою, а на ділянці подання абразивних часток - знижується, що провокує виникнення пульсації. Однак частки абразиву надходять у прийомний патрубок пульсуюче, через низький перепад тиску на вході і виході з дозатора. Крім того, сопла Суттєвим недоліком є операція по регулюванню інтенсивності подання дисперсного середови 00 со 6318 ща за рахунок зміни прохідного перерізу дозатора, крім цього, невирішене питання з вибором оптимальної ділянки розгону і формування двокомпонентного надшвидкісного струменя, а також його кута атаки і відстані до оброблюваної поверхні Технічна задача полягає в підвищенні продуктивності та ефективності дробоструминної обробки за рахунок збільшення кінетичної енергії абразиву отриманої перетворенням зі статичного тиску газу і зниження втрат енергії при руйнуванні поверхневого шару Технічна задача вирішується тим, що формування двокомпонентного струменя здійснюють впливом акустичним, вібрацією патрубка матеріального, збільшенням перепаду тисків газу на його вході і виході, при цьому через трубопровід транспортний розганяють частки абразиву в прискорювачі на ДІЛЯНЦІ довжиною 30-120 його калібрів і направляють її під кутом 15-45° до оброблюваної поверхні з відстані від стовбура в межах 35 95 його калібрів Формування двокомпонентного струменя здійснюють поданням часток абразиву в газовий потік, до співвідношення мас дисперсного і дисперсійного середовищ у межах 0,7-0,9 Забезпечують подання оптимальної КІЛЬКОСТІ часток абразиву впливом акустичним і вібрацією при частоті коливань дозатора в межах 500-1000Гц і амплітуді 0,3-0,7мм Забезпечують необхідне співвідношення дисперсного і дисперсійного середовищ саморегулюючою пневматичною системою, підвищуючи вібрацію при зменшенні витрат газу в струменю, що подають в патрубок матеріальний Дана система є саморегульованою, тому що при зменшенні КІЛЬКОСТІ газу, що проходить через активатор збільшується вібрація й акустичний вплив, що зменшує сили тертя між абразивними частками Для здійснення задачі підвищення продуктивності дробоструминної обробки розроблений апарат «Тарі» (далі - апарат), що містить сопло, посудину з дозатором, з'єднані між собою трубопроводом транспортним і з джерелом зжатого газу - газопроводом Сопло виконане у вигляді ствола довжиною 30-120 калібрів ствола, а дозатор оснащений генератором акустичним широкосмуговим, віброзбудником багато контур ним з ежектором, активатором і влаговідділювачем відцентровим Віброзбудник виконаний з тарілками розташованими під гострими кутами і бігунами різної маси, з патрубками тангенціальним і радіальним для подання газу та ежектором, установленим зверху вниз, під патрубком матеріальним для подання часток абразиву з порожнини активатора Активатор виконаний у вигляді склянки з пазами в СТІНЦІ ДЛЯ пропуску часток абразиву і каналом для подання газу з трійника розподільного через кожух Бігуни віброзбудника виконані у вигляді сфери, при цьому діаметр більшого дорівнює 2,3-2,4 калібру ствола, меншого - 0,9-1,0, а діаметри проміжних змінюються по убутній залежності Патрубок тангенціальний виконаний у вигляді сопла надзвукового з діаметром 0,95-0,98 калібру ствола Активатор виконаний з каналом тангенціальним і камерою вихровою в днищі для подання газу, при цьому переріз каналу тангенціального не перевищує 0,5 калібру ствола, а переріз патрубка матеріального знаходиться в межах 0,80,9 калібру ствола На Фіг 1 - схематично зображений апарат, на Фіг 2 - залежність питомої витрати абразиву від співвідношення довжини ствола до його калібРУна Фіг 3 - залежність продуктивності від співвідношення мас дисперсного середовища і дисперсійного, на Фіг 4 - залежність продуктивності від частоти коливань, на Фіг 5 - залежність продуктивності від амплітуди коливань, на Фіг 6 - залежність продуктивності від співвідношення перерізів каналу тангенціального і калібру ствола, на Фіг 7 - залежність продуктивності від співвідношення перерізів патрубка матеріального і калібру ствола У таблиці 1 і 2 приведені значення частоти коливань і інтенсивності звуку при зміні діаметрів бігунів, їх розташування і співвідношення критики надзвукового сопла і калібру ствола Апарат містить сопло 1 підключене до дозатора 2 та посудини 3 трубопроводом 4 абразивним Дозатор 2 з'єднаний із джерелом зжатого газу, наприклад - повітря, патрубком 5 тангенціальним виконаним у вигляді сопла надзвукового з вентилем 6 і патрубком 7 радіальним з вентилем 8, а посудина 3 зєднана трійником 9 розподільним з вентилем 10 Сопло 1 виконане у вигляді ствола довжиною 30-120 калібрів Дозатор 2 оснащений генератором 11 акустичним широкосмуговим, віброзбудником 12 із влаговідділювачем 13 відцентровим, активатором 14, патрубком 15 матеріальним і ежектором 16 Віброзбудник 12 виконаний багатоконтурним з тарілками 17, встановленими під гострими кутами 18, бігунами 19, 20 і 21 сферичної форми, різної маси, ВІДПОВІДНО більшої, середньої і малої. Влаговідділювач 13 відцентрової ди виконаний із зазором 22 коаксіальним, що з'єднує нижню частину віброзбудника 12, кишеню 23 кільцеву для збору конденсату с патрубком 24 зливальним постаченим затвором 25 гідравлічним Активатор 14 розміщений над віброзбуджувачем 12 і виконаний у вигляді склянки з пазами 37 у стінці для пропуску абразиву із посудини 3 і каналом 26 у днищі для пропуску зжатого газу з трійника 9 розподільного через кожух 27 у порожнину 28 Патрубок 15 матеріальний з'єднує порожнини 28 активатора 14, ежектора 16 і розміщений по осі дозатора 2 Ежектор 16 встановлений у днищі дозатора 2 із зазором 29 кільцевим і спрямований зверху униз від патрубка 15 матеріального до трубопроводу 4 матеріального Посудина 3 виконана з віброситом ЗО і лійкою 31 завантажувальною, котра постачена клапаном 32 запірним установленим на патрубку 33 верхньому трійника 9 розподільного Поблизу від лійки 31 завантажувальної встановлений патрубок 34 вихлопний з краном 35 При цьому бігуни виконані у вигляді сфери з діаметром більшого 19 рівним 2,3-2,4 калібру ствола 1, меншого 21-0,9-1,0 і середнього 20-1,6-1,7, тобто діаметри змінюються зверху вниз по убутній залежності Патрубок 5 тангенціальний виконаний у вигляді сопла надзвукового з діаметром критики 6318 0,95-0,98 калібру ствола 1. Активатор 14 виконаний з камерою 36 вихровою і каналом 26 тангенціальним для подання газу з трійника 9 розподільного через кожух 27. Переріз каналу 26 тангенціального не перевищує 0,5 калібру ствола 1. Переріз патрубка 15 матеріального знаходиться в межах 0,8-0,9 калібру ствола 1. Апарат працює в такий спосіб: посудина 3 заповнюється абразивом, наприклад карбідом кремнію зеленим, зернистістю 500 (0,476-0,510мм) за ДСТ 26327-83, через вібросито ЗО і лійку 31 завантажувальну. Для цього закривають вентиль 10, відкривають кран 35, стравлюють зжатий газ з посудини 3 через патрубок 34 вихлопний та опускають клапан 32 запірний. Відкривають затвор 25 гідравлічний, закривають вентиль 8, відкривають вентиль 6 і подають зжатий газ у патрубок 5 тангенціальний і віброзбудник 12. Зжатий газ закручуючись під дією відцентрових сил притискається до стінки вібровзбудника 12. Розганяючи за рахунок аеродинамічних сил бігуни 19,20 і 21 при русі до виходу через влаговідділювач 13 відцентрової дії й ежектор 16 газовий потік спочатку розширюється, а потім звужується. Швидкість закручування потоку в напрямку від периферії до осі віброзбудника 12 росте зі зменшенням радіуса, при проходженні ежектора 16, тобто надлишковий статичний тиск переходить у швидкісний напір. Тиск падає нижче атмосферного. Під дією перепаду тисків частки абразиву через пази 37 І повітря з пилом з лійки 31 завантажувальної, через патрубок 33 верхній трійника 9 розподільного, канал 26 у днищі активатора 14 і порожнину 28 надходять у патрубок 15 матеріальний і далі в ежектор 16 І зазор 29 кільцевий, де під дією сил тертя утворюється центральний змушений вихор і через трубопровід 4 матеріальний і ствол 1 стікають. Обертання бігунів 19, 20 і 21 генерує вібрацію, яка через посудину 3 і лійку 31 завантажувальну пускає в хід вібросито ЗО, що підвищує якість і швидкість завантаження абразиву. Плавне регулювання частоти від декількох герців до двох кілогерців і амплітуди в діапазоні 0,30,7мм здійснюється зміною кількості зжатого газу вентилем 6. При цьому ствол 1 направляють на поверхню і роблять одночасно з завантаженням попередню обробку. Завантаження абразиву закінчують після заповнення посудини 3 до рівня клапана 32 запірного. Дробоструминну обробку продовжують у такий спосіб: ствол 1 направляють на поверхню з відстані 35-95 калібрів і під кутом 15-45° впливають двокомпонентним швидкісним струменем, установлюючи при цьому співвідношення мас дисперсного середовища і дисперсійного в межах 0,7-0,9. Для цього закривають кран 35 і перешкоджають виходу зжатого газу через патрубок 34 вихлопний. Відкривають вентиль 10 і подають зжатий газ у посудину 3 через трійник 9 розподільний. Клапан 32 запірний видавлюється нагору і перекриває лійку 31 завантажувальну. Потім зжатий газ надходить у камеру 36 вихрову через канал 26 тангенціальний із трійника 9 розподільного, через кожух 27. Газ заповнює посудину 3, через пази 37, розпушуючи злежалі частки абразиву. Після заповнення газом посудини 3 частки абразиву надходять через пази 37 активатора 14 підхоплюються струменем газу з камери 36 вихрової і захоплюються в патрубок 15 матеріальний дозатора 2, а потім в ежектор 16, де змішуються з потоком газу і подаються в трубопровід 4 і далі в ствол 1. Подання газу з патрубка 5 тангенціального виконаного у вигляді сопла надзвукового на стінку генератора 11 акустичного широкосмугового, обумовлює виникнення турбулентного прикордонного шару, що разом із бігунами, що обертаються 19, 20 і 21 по тарілках 17, установлених під гострими кутами 18, є джерелом звуку, що впливає на частки абразиву в посудині 3. Частки абразиву розганяють у стволі 1 на ділянці довжиною 30-120 його калібрів і направляють двокомпонентний струмінь під кутом 15-45° до оброблюваної' поверхні з відстані від ствола 35-95 його калібрів. При цьому формують двокомпонентний струмінь поданням абразивних часток у газовий потік до співвідношення мас дисперсного середовища і дисперсійного в межах 0,7-0,9. Оптимальну кількість часток абразиву забезпечують акустичним впливом і вібрацією при частоті коливань дозатора в межах 500-1000Гц і амплітуді 0,3-0,7мм. Необхідне співвідношення мас дисперсного і дисперсійного середовищ підтримується саморегульованою пневматичною системою, підвищуючи вібрацію при зменшенні витрати газу в струмені, який подають в патрубок 15 матеріальний. Дробоструминну обробку припиняють у такий спосіб. Закривають вентиль 10 і припиняють подання газу в трійник 9 розподільний, кожух 27. Перекривають вентиль 6 і припиняють акустичний вплив і вібрацію патрубка 15 матеріального. Відкривають вентиль 8 патрубка 7 радіального і затвор 25 гідравлічний для скидання конденсату з кишені 23 кільцевого дозатора 2 через зазор 22 коаксіальний і патрубок 24 зливальний, при цьому зменшують тиск газу в сопло 1 через трубопровід 4 матеріальний. Відкривають кран 35, стравлюють зжатий газ з посудини 3 через патрубок 34 вихлопний й опускають клапан 32 запірний. Завдяки запропонованим конструктивним і технологічним рішенням, створений апарат має високу ефективність і розширює експлуатаційні можливості. Розроблений дозатор - довговічний, надійний і компактний, а прискорювач - ствол довжиною 30-120 його калібрів дозволяє одержати максимальну кінетичну енергію дисперсійного середовища. Вплив цього двокомпонентного струменя на оброблювану поверхню, з визначеної відстані і під необхідним кутом, дозволяє досягти найвищу продуктивність, при високій однорідності і необхідній шорсткості. Оцінка дробоструминної обробки за ДСТ 9.402-80 і міжнародному стандарту ISO 8501-1/1988 свідчить про відповідність властивостей отриманої поверхні найвищій якості, відповідно ступеню очищення 1 і класу Sa=3. Виконання ствола довжиною 30-120 його калібрів, бігунів, більшого, проміжного і меншого, сопла надзвукового, каналу тангенціального з зазначеними діаметрами ВІДПОВІДНИМИ прийнятому калібру ствола: 2,3-2,4; 1,6-1,7; 0,9-1,0; 0,95-0,96; (0,5; 0,8-0,9 - є оптимальним). Відхилення від зазначених величин знижує ефективність роботи апарата. Оптимальне співвідношення масдиспер 6318 сного і дисперсійного середовищ знаходиться в межах 0,7-0,9. Необхідна КІЛЬКІСТЬ часток абразиву подають впливом акустичним і вібрацією при частоті коливань дозатора в межах 500-1000Гц і амплітуді 0,3-0,7мм. Двокомпонентний струмінь направляють до оброблюваної поверхні під кутом 1545° з відстані від ствола в межах 35-95 його калібрів. Емпіричні залежності встановлені методом наближення оптимальних значень і визначення впливу відхилення однієї з характеристик на основні показники. Дробоструминна обробка здійснювалася стволами з калібром від 4 до 16мм. при тиску 0,6МПа. Ефективність визначалася питомою витратою часток абразиву на 1 м 2 обробленій поверхні. Продуктивність замірялася при обробці поверхні за класом Sa=2,5. Експериментально встановлено, що найкращі технологічні результати можуть бути отримані при розгоні часток абразиву в прискорювачі на ділянці довжиною 30-120 його калібрів (Фіг 2). На ділянці 10-20 калібрів питома витрата часток абразиву починає зменшуватися і досягає мінімальних показників на рубежі ділянки довжиною від ЗО до 120 калібрів ствола, що пояснюється інтенсивним перетворенням енергії зжатого газу в кінетичну енергію двокомпонентного струменя Подальше збільшення ділянки розгону більше 120 калібрів приводить до зниження швидкості часток абразиву через тертя об стінки ствола Таким чином, ділянка довжиною 30-120 калібрів ствола є оптимальним з погляду сумарної кінетичної енергії дисперсної складової, котра визначає питома витрата абразиву й ефективність обробки. Оснащення дозатора ві б розбуди и ком дозволяє генерувати вібрацію, за рахунок чого зменшуються сипи тертя між частками абразиву, і збільшується його подання в ежектор. Установка тарілок під гострими 8 кутами забезпечує рух куль у горизонтальних і вертикальних площинах, що сприяє генеруванню вібрації тривимірної. Установка активатора у верхній частині патрубка матеріального дозволяє подрібнювати грудки і перешкоджати подання абразиву при вимиканні вібрації. Співвідношення мас дисперсного і дисперсійного середовищ у межах 0,7-0,9 є оптимальним (Фіг.З). При збільшенні більш 0,9 знижується швидкість часток абразиву, що визначає квадратичну залежність кінетичної енергії й у кінцевому рахунку - продуктивність. На інших графіках (Фіг 4-7) зазначені оптимальні значення наступних параметрів: оптимальну кількість часток абразиву одержують впливом акустичним і вібрацією при частоті коливань дозатора в межах 500-ЮООГц і амплітуді 0,3-0,7мм., переріз каналу тангенціального не перевищує 0,5 калібру ствола, а переріз патрубка матеріального знаходиться в межах 0,8-0,9 калібру ствола У таблиці 1 і 2 приведені дані, що підтверджують те, що бігуни повинні бути виконані у вигляді сфери, при цьому діаметр більшого має дорівнювати 2,3-2,4 калібру ствола, меншого - 0,9-1,0, а діаметри проміжних змінюються по убутній залежності, а патрубок тангенціальний необхідно виконати у вигляді сопла надзвукового з діаметром 0,95-0,98 калібру ствола. Дані конструктивні особливості і вузли дозволяють істотно знизити витрату абразиву на одиницю обробленої поверхні і значно підвищити продуктивність. Джерела інформації: 1. ТУ 5251-020-03082926-2002. Апарат струйной очистки. Модель АСО - 150. М.Госстандарт России, 2002 20с. іл. 2. Авторське свідоцтво СРСР, 1145575, КЛ.В24С5/04, 1982. Таблиця 1 Впливання діаметрів бігунів і їх розташування на продуктивність обробки №п/п 1 2 3 4 5 6 7 8 9 10 11 12 дб 1 0,5 0,6 0,7 0,7 0,7 0,8 0,9 1,0 1,0 1,0 1,2 1,5 Розташування nJ Верх. Серед. Нижн. 1 2 3 1,5 2 3 1 1.8 2 1 2,1 3 2,1 3 1 2 2.1 2 3 1 2,4 1 3 2 2,3 2 1 3 2,4 1 3 2 1 2 3 U 2,4 1 1,7 2,4 2 3 2,0 2,6 1 3 2 2,5 3,0 3 2 1 Кствопа 2 1,0 1,2 1,4 1,4 1.4 1,6 1,6 1,7 Частота коливань Гц. Прод-вність м2/год. 1580 1200 1150 1220 1330 960 730 980 1200 1100 460 440 37 41 49 48 44 60 63 64 58 49 59 56 6318 10 Таблиця 2 Впливання діаметру критики надзвукового сопла на продуктивність № п/п 1 2 3 4 5 6 7 Дкр "ствола 0,80 0,90 0,95 0,98 1,02 1,15 1,25 Частота коливань, Гц 760 800 990 950 570 420 400 Продуктивність м^/год 48 57 64 65 61 59 58 Звуковий сигнал, MB ЗО 34 36 37 28 25 19 33 З*Q 0 20 ЗО 1 4 D Фіг 2 Співвідновенкя ДОВЖИНИ ствола до його калібру 70 / s \ § 50 •j а» І 5 »• 02 о* ое 0,7 ол 0 8 і и Фіг З Співвідношення мас дисперсного середовища і дислерсіиного «0 °^ «00 Фіг 4 Частота коливань дозатора, Гц 1000 1 В 0 12 6318 11 Фіг. 5 Амплітуда коливань дозатора, мм Фіг. 6 Співвідношення перерізів патрубка матеріального і калібра ствола 0,5 о* о» о« Фіг. 7 Співвідношення перерізів каналу тангенціального і калібра ствола Комп'ютерна верстка В Мацело Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Киш, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42,01601
ДивитисяДодаткова інформація
Назва патенту англійськоюShot-blaster “tari”
Автори англійськоюHalchenko Mykola Oleksiiovych, Anischienko Andriei Vasilievich
Назва патенту російськоюАппарат дробеструйный "тари"
Автори російськоюГальченко Николай Алексеевич, Анищенко Андрей Васильевич
МПК / Мітки
МПК: B24C 5/00, B24C 1/00, B24C 7/00
Мітки: дробеметний, тари, апарат
Код посилання
<a href="https://ua.patents.su/6-6318-aparat-drobemetnijj-tari.html" target="_blank" rel="follow" title="База патентів України">Апарат дробеметний “тарі”</a>
Апарат для електрохімічної очистки забрудненої рідини

Номер патенту: 296
Опубліковано: 26.02.1999
Автори: Дегтярьов Павло Григорович, Коляда Володимир Александрович, Аксенко Олександр Олександрович, Котова Тетяна Павлівна, Матаєв Аркадій Романович
МПК: C02F 1/46
Мітки: апарат, рідини, забрудненої, очистки, електрохімічної
Формула / Реферат:
Апарат для електрохімічної очистки забрудненої рідини, що містить відстійник з коаксіально встановленою в ньому циркуляційною трубою, в нижній частині якої розташовані електроди, що розчиняються, а днище труби виконано конічним і з'єднано ерліфтним трубопроводом з відстійником і з патрубком для відведення шламу, а також патрубки для подання забрудненої та відведення очищеної рідини, Який відрізняється тим, що він додатково обладнаний...
Випарний апарат для рідин, що піняться
Номер патенту: 54491
Опубліковано: 17.03.2003
Автор: Костенко Григорій Сергійович
МПК: B01D 1/00
Мітки: випарний, рідин, апарат, піняться
Формула / Реферат:
Випарний апарат для рідин, що піняться, який містить нагрівальну камеру, сполучений з нею за допомогою циркуляційної труби та патрубка подання парорідинної суміші сепаратор, який має спіральний жолоб з похилими лопатками, патрубки уводу вихідного розчину, виводу розчину, що упарився, і вторинної пари, який відрізняється тим, що похилі лопатки виконані угнутими, а нижні краї лопаток зубчатими.
Апарат для комплексної очистки газу

Номер патенту: 29941
Опубліковано: 15.11.2000
Автори: Шушляков Дмитро Олександрович, Харитонова Валерія Сергіївна, Шушляков Олександр Васильович, Шило Віталій Васильович
МПК: B01D 53/34
Мітки: апарат, комплексної, газу, очистки
Формула / Реферат:
Апарат для комплексної очистки газу, що містить робочу та розподільчу камери, завихрювач, сопла, патрубки для підведення газу, що очищується, і відведення очищеного газу, центральну трубу, бункер для збору вловлених продуктів, патрубок для їхнього вилучення, який відрізняється тим, що має блок-випромінювач, встановлений по осі центральної труби, елементи фільтра для уловлювання субмікронних домішок та продуктів, розташованих у верхній частині...
Вихровий апарат
Номер патенту: 1417
Опубліковано: 15.10.2002
Автори: Носач Ванадій Олексійович, Балакін Лев Андрійович, Жидков Михайло Андрійович, Азаров Микола Іванович, Кошовець Микола Володимирович, Вшивцев Станіслав Петрович, Невечеря Анатолій Андрійович
Формула / Реферат:
1. Вихровий аппарат, який складається з корпусу з вхідним патрубком, тангенційного соплового уводу прямокутного перерізу, кільцевого зазору та пристрою для регулювання витрат стисненого газу, що включає робочий орган, виконаний у вигляді тіла, що має переріз, нерівномірно спадний по ходу газу, встановлений у сопловому уводі і взаємодіючий зі штоком, установленим з можливістю зворотно-поступального руху, який відрізняється тим, що він...
Малогабаритна установка розрідження меду в металевій тарі
Номер патенту: 37962
Опубліковано: 15.04.2003
Автор: Філіпов Роберт Леонідович
МПК: A01K 59/00
Мітки: розрідження, металевій, меду, установка, тари, малогабаритна
Формула / Реферат:
Малогабаритна установка розрідження меду в металевій тарі електромагнітним полем НВЧ, що включає станину, блок НВЧ, хвилевід, яка відрізняється тим, що хвилевід установлений вертикально, закритий екраном опуклої форми, прозорим для електромагнітного поля НВЧ, виконаний формоутворювач поля НВЧ, при цьому установка оснащена теплообмінником і нагрівачем.
Попередній патент: Спосіб визначення успадкування стійкості картоплі до збудника раку synchytrium endobioticum (schilb.) perc. шляхом аналізу нуклеїнових кислот
Наступний патент: Продукт
Випадковий патент: Спосіб експрес-оцінки ефективності інгібіторів корозії за умов механічного руйнування пасивної плівки на поверхні металу