Спосіб виготовлення каркасів покришок пневматичних шин
Номер патенту: 6643
Опубліковано: 29.12.1994
Автори: Воронов Володимир Миколайович, Сітало Володимир Гаврилович, Шапка Володимир Леонідович, Скорняков Едуард Сергійович, Плотник Маргарита Теймуразовна, Растєряєв Юрій Карпович, Таталін Борис Федорович, Дорошенко Володимир Іванович
Формула / Реферат
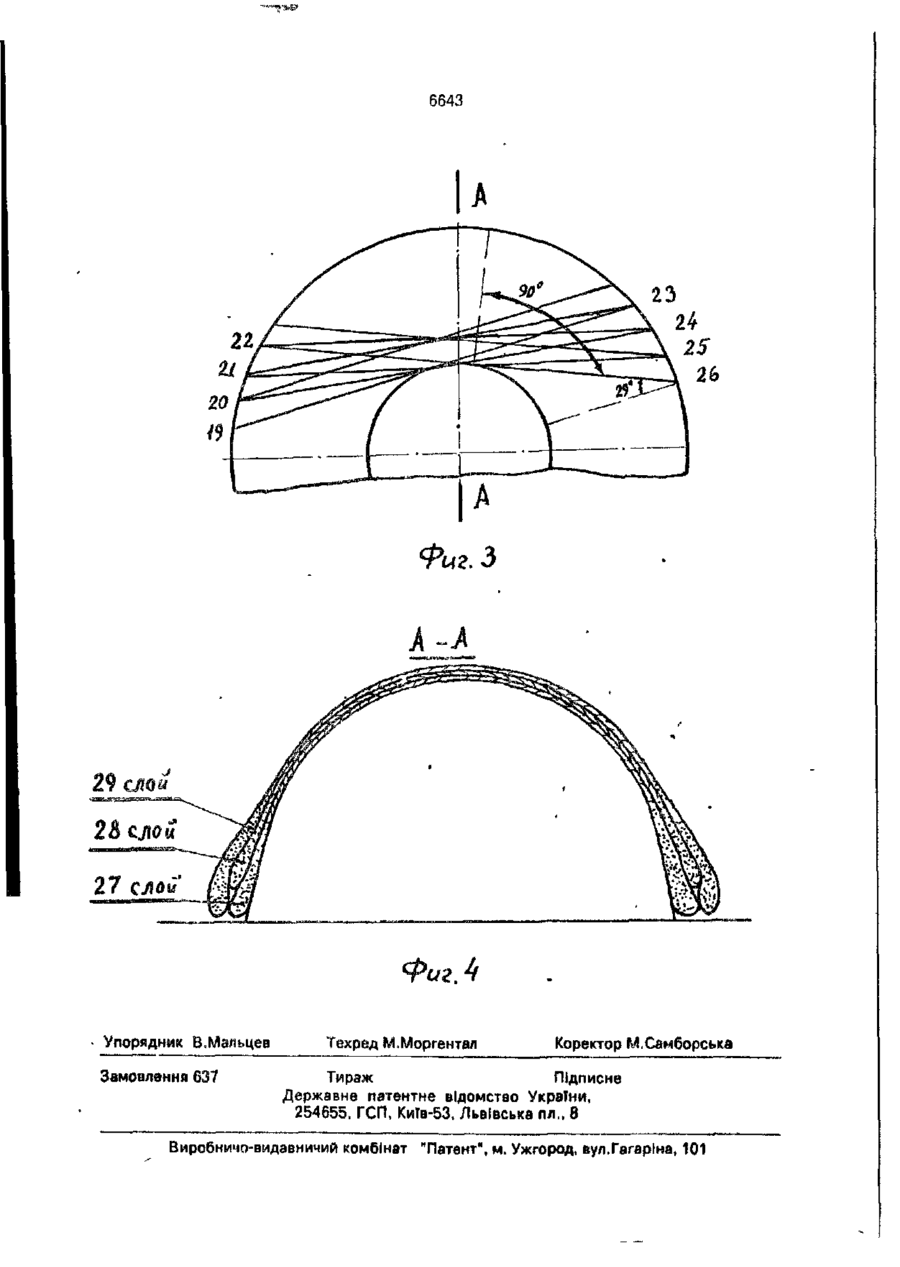
(57) Способ изготовления каркасов покрышек пневматических шин, при котором на торообразную оправку навивают обрезиненные кордные нити и образуют каркас покрышки, отличающийся тем, что справку выполняют по форме чулканизованной покрышки, а в процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладывают под углом 29° по экватору каркаса и под углом 90° в зоне бортов.
Текст
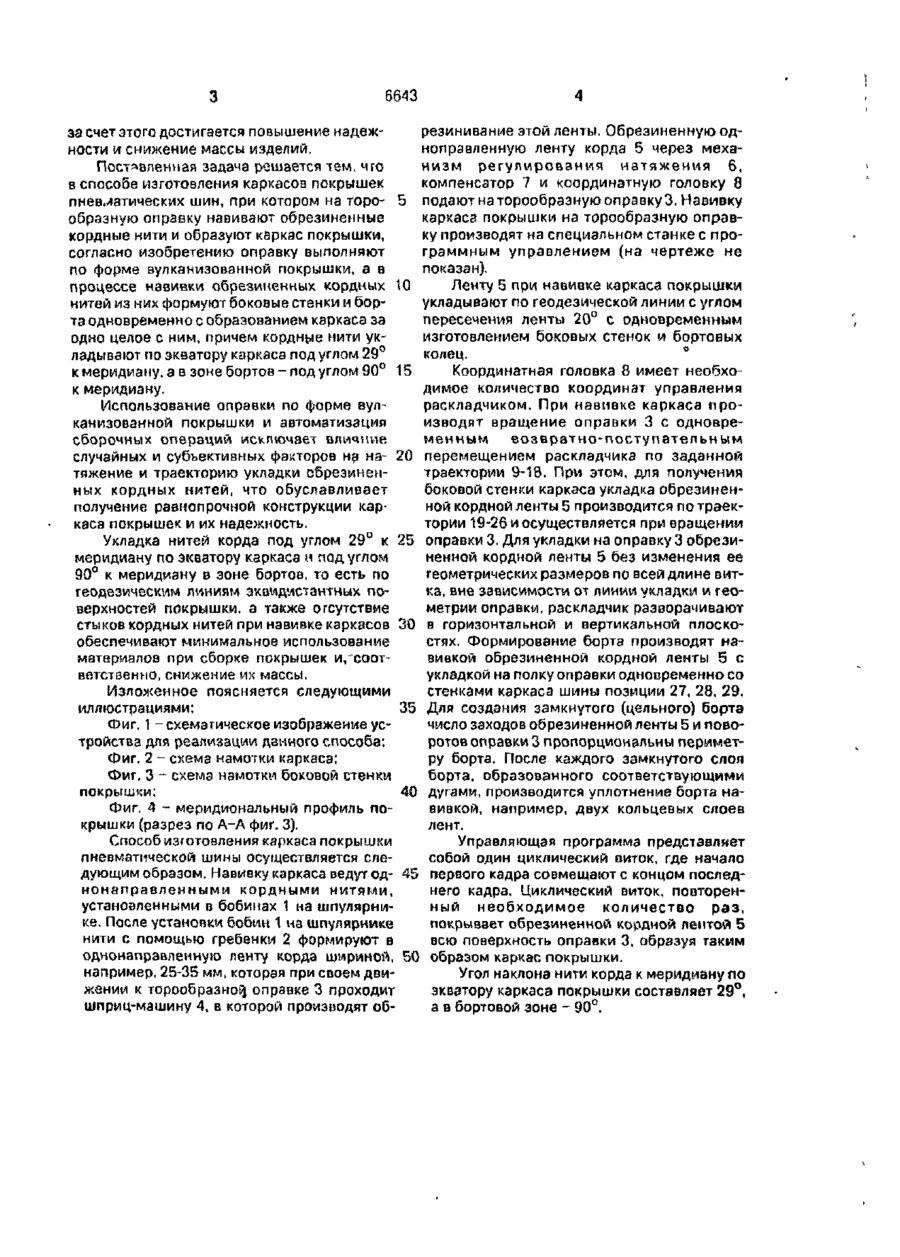
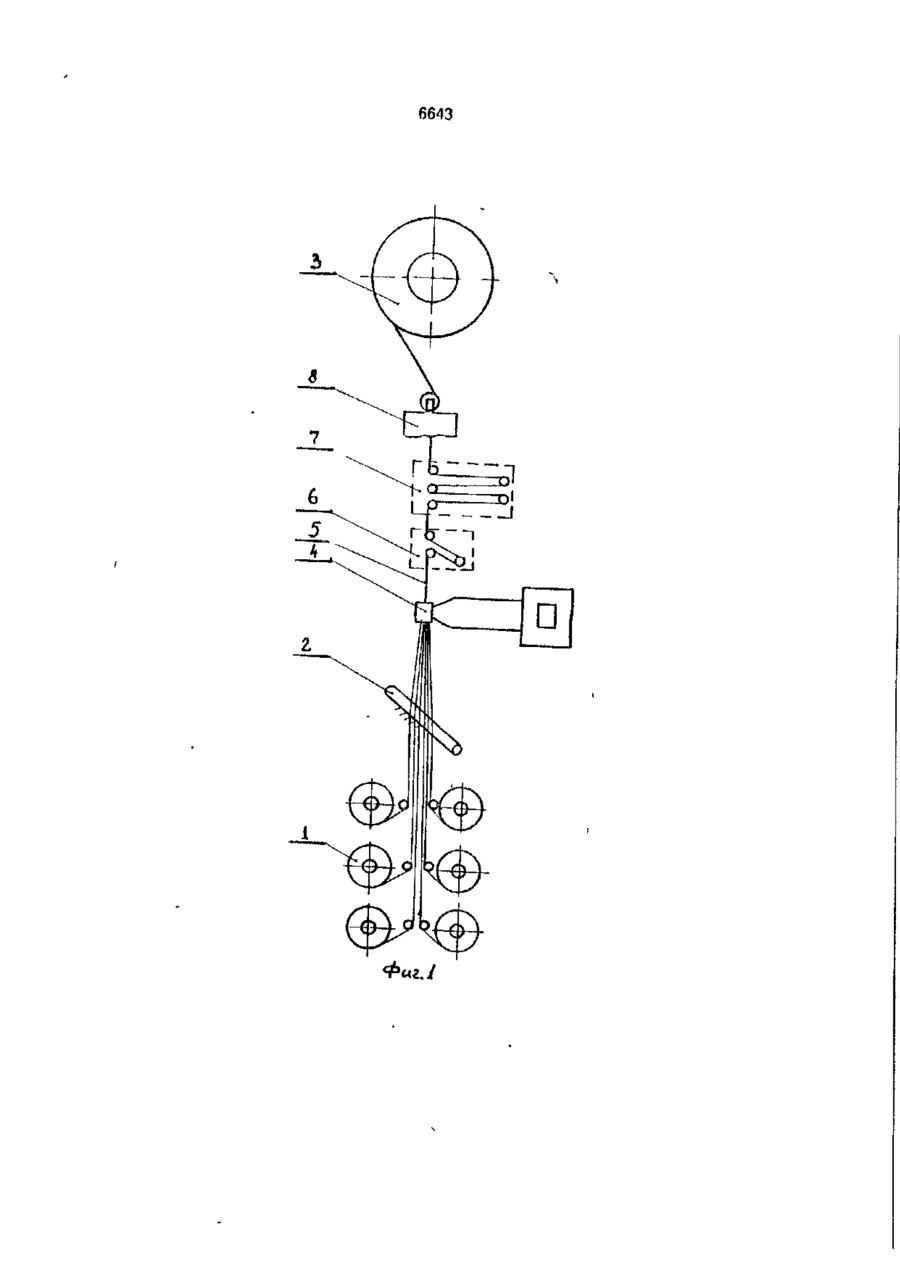
Способ изготовления каркасов покрышек пневматических шин, при котором на торообразную оправку навивают обрезиненные кордные нити и образуют каркас покрышки, отл ича ющийсятем,чт' ^правку выполняют по форме чулканизованной покрышки, а в процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладывают под углом 29° по экватору каркаса и под углом 90° в зоне бортов. Изобретение относится к способу изготовления каркасов покрышек пневматических шин и может быть использовано в шинной промышленности. Известен способ изготовления покрышек, по которому изготавливают каркас путем навивки обрезиненных нитей на тороидальную шину. Навивка нитей осуществляется путем перемещения укладчика по заданной траектории (см. патент США N* 3458146, кл. 242-4, опубл. 1969). Недостатком этого способа является низкое натяжение нитей за счет возвратно-поступательного перемещения укладчика. Известен и другой способ изготовления каркасов покрышек пневматических шин, при котором на торообразную оправку навивают обрезиненные кордные нити и образу ют каркас покрышки (см. патент США № 3620867, кл. В 29 Н 17/20, опубл. 1971). Такой способ имеет следующие особенности: - форма получаемого каркаса покрышки далека от окончательной; - при формовании покрышки теряются все преимущества навитого каркаса, так как по этому способу невозможно обеспечить постоянного натяжения наматываемых нитей корда и напряжения в нитях распределяются неравномерно. В основу изобретения поставлена задача усовершенствования способа изготовления каркасов покрышек пневматических шин, в котором использованием специальной оправки и автоматизацией сборочных операций обеспечивается создание равнопрочной конструкции каркасов покрышек и (73) Науково-дослідний Інститут великогабаритних шин (UA) чопи* 6613 резинивание этой ленты. Обрезиненную одноправленную ленту корда 5 через механизм регулирования натяжения 6, компенсатор 7 и координатную головку 8 подают на торообразную оправку 3. Навивку каркаса покрышки на торообразную оправку производят на специальном станке с программным управлением (на чертеже не показан). Ленту 5 при навмвке каркаса покрышки укладывают по геодезической линии с углом пересечения ленты 20° с одновременным изготовлением боковых стенок и бортовых колец. ° Координатная головка 8 имеет необходимое количество координат управления раскладчиком. При навивке каркаса проИспользование оправки по форме вулизводят вращение оправки 3 с одновреканизованной покрышки и автоматизация менным возвратно-поступательным сборочных операций исключает влияние случайных и субъективных факторов на на- 20 перемещением раскладчика по заданной траектории 9-18. При этом, для получения тйжение и траекторию укладки обрезиненбаковой стенки каркаса укладка обрезиненных кордных нитей, что обуславливает ной кордной ленты 5 производится по траекполучение равнопрочной конструкции картории 19-26 и осуществляется при вращении каса покрышек и их надежность. Укладка нитей корда под углом 29° к 25 оправки 3. Для укладки на оправку 3 обрезиненной кордной ленты 5 без изменения ее меридиану по экватору каркаса ti под углом геометрических размеров по всей длине вит90° к меридиану в зоне бортов, то есть по ка, вне зависимости от линии укладки и геогеодезическим линиям эквидистантных пометрии оправки, раскладчик разворачивают верхностей покрышки, а также отсутствие стыков кордных нитей при навивке каркасов 30 в горизонтальной и вертикальной плоскостях. Формирование борта производят наобеспечивают минимальное использование вивкой обрезиненной кордной ленты 5 с материалов при сборке покрышек несоотукладкой на полку оправки одновременно со ветственно, снижение мх массы. стенками каркаса шины позиции 27, 28, 29. Изложенное поясняется следующими Для создания замкнутого (цельного) борта иллюстрациями: 35 число заходов обрезиненной ленты 5 и повоФиг. 1 -схематическое изображение усротов оправки 3 пропорциональны периметтройства для реализации данного способа; ру борта. После каждого замкнутого слоя Фиг. 2 - схема намотки каркаса; борта, образованного соответствующими Фиг, 3 - схема намотки боковой стенки дугами, производится уплотнение борта напокрышки; 40 вивкой, например, двух кольцевых слоев Фиг. 4 - меридиональный профиль полент. крышки (разрез по А-А фиг. 3). Способ изготовления каркаса покрышки Управляющая программа предславлиет пневматической шины осуществляется слесобой одинциклический виток, где начало дующим образом. Навивку каркаса ведут од- 45 первого кадра совмещают с концом последненаправленными кордными нитями, него кадра. Циклический виток, повторенустановленными в бобинах 1 на шпулярниный необходимое количество раз, ке. После установки бобин 1 на шпулярнике покрывает обрезиненной кордной лентой 5 нити с помощью гребенки 2 формируют в всю поверхность оправки 3, образуя таким однонаправленную ленту корда шириной, 50 образом каркас покрышки. например, 25-35 мм, которая при своем двиУгол наклона нити корда к меридиану по жении к торообразно^ оправке 3 проходит экватору каркаса покрышки составляет 29°, шприц-машину 4, в которой производят оба в бортовой зоне - 90°. за счет этого достигается повышение надежности и снижение массы изделий. Поставленная задача решается тем, чго в способе изготовления каркасов покрышек пневматических шин, при котором на торо- 5 образную оправку навивают обрезиненные кордные нити и образуют каркас покрышки, согласно изобретению оправку выполняют по форме вулканизованной покрышки, а в процессе навивки обрезиненных кордных 10 нитей из них формуют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладывают по экватору каркаса под углом 29° к меридиану, а в зоне бортов - под углом 90° 15 к меридиану. 6643 Фиг./ 6643 6643 23 Упорядник В.Мальцев Замовлення 637 Техред ММоргентал Коректор М.Самборська Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Автори англійськоюSkorniakov Eduard Serhiiovych, Tatalin Borys Fedorovych, Doroshenko Volodymyr Ivanovych, Rastieriaiev Yurii Karpovych, Sitalo Volodymyr Havrylovych, Plotnik Marharyta Teimurazovna, Voronov Volodymyr Mykolaiovych, Shapka Volodymyr Leonidovych
Автори російськоюСкорняков Эдуард Сергеевич, Таталин Борис Федорович, Дорошенко Владимир Иванович, Растуряев Юрий Карпович, Ситало Владимир Гаврилович, Плотник Маргарита Теймуразовна, Воронов Владимир Николаевич, Шапка Владимир Леонидович
МПК / Мітки
МПК: B29D 30/08
Мітки: покришок, шин, виготовлення, спосіб, пневматичних, каркасів
Код посилання
<a href="https://ua.patents.su/6-6643-sposib-vigotovlennya-karkasiv-pokrishok-pnevmatichnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення каркасів покришок пневматичних шин</a>
Спосіб виготовлення покришок пневматичних шин
Номер патенту: 3350
Опубліковано: 27.12.1994
Автори: Таталін Борис Федорович, Гітніков Ара Гершович, Висоцький Петро Семенович, Єрохін Олександр Петрович, Андрєєв Георгій Вікторович
МПК: B29D 30/06
Мітки: виготовлення, шин, спосіб, покришок, пневматичних
Формула / Реферат:
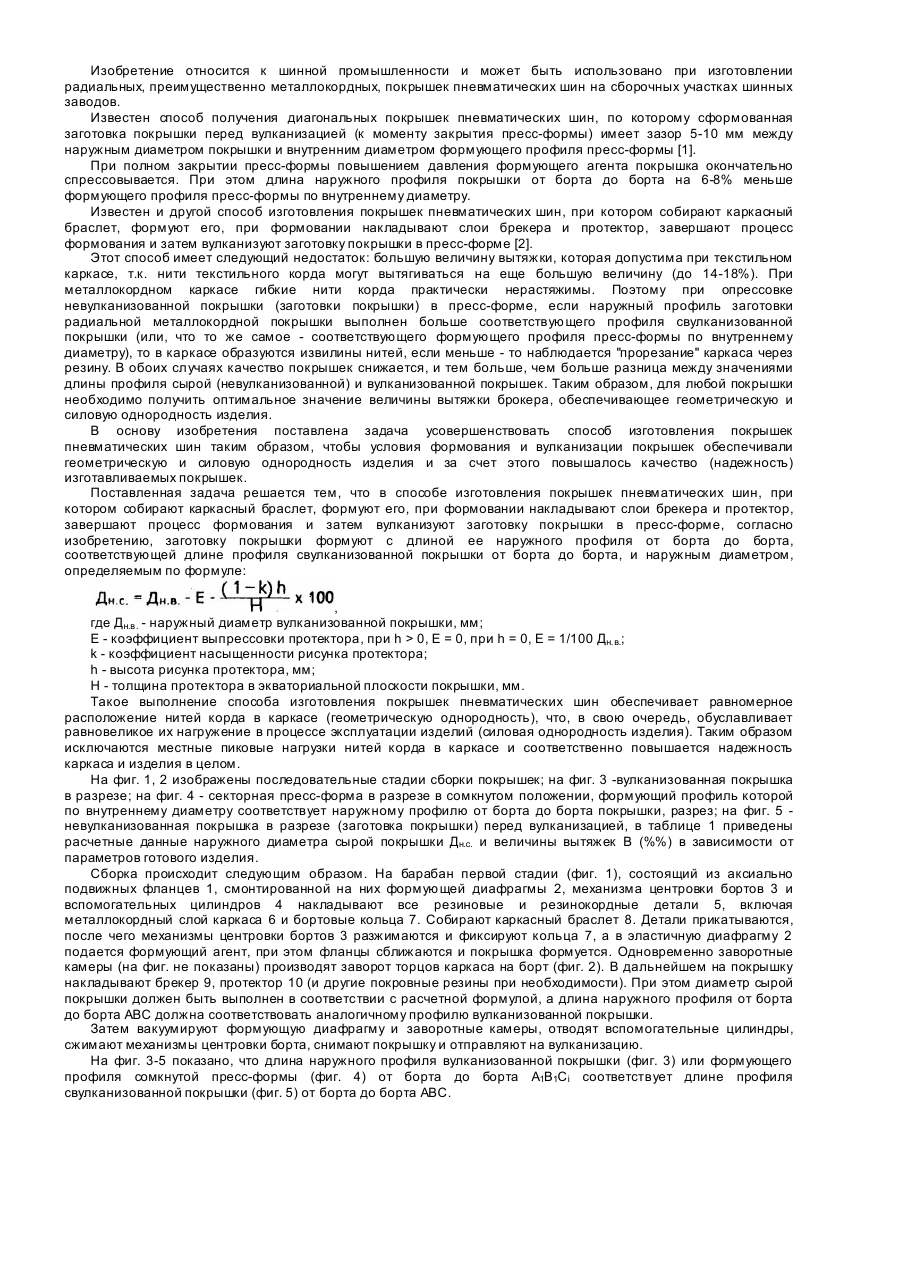
Способ изготовления покрышек пневматических шин, при котором собирают каркасный браслет, формуют его, при формовании накладывают слои брокера и протектор, завершают процесс формования и затем вулканизуют заготовку покрышки в пресс-форме, отличающийся тем, что заготовку покрышки формуют с длиной ее наружного профиля от борта до борта, соответствующей длине профиля свулканизованной покрышки от борта до борта, и наружным диаметром, определяемым...
Спосіб виготовлення брекера покришок пневматичних шин
Номер патенту: 3708
Опубліковано: 27.12.1994
Автор: Гігніков Ара Гершович
МПК: B29D 30/20, B29D 30/38
Мітки: покришок, брекера, пневматичних, виготовлення, спосіб, шин
Формула / Реферат:
Способ изготовления брокера покрышек пневматических шин, при котором изготавливают трубчатую заготовку путем навивки обрезиненных эластичных нерастяжимых нитей на цилиндрическую оправку, разрезают ее с образованием листовой заготовки, а затем получают цилиндрический слой брокера путем стыковки по торцам листовой заготовки, отличающийся тем, что, с целью повышения качества покрышек за счет уменьшения стыков в брокере, трубчатую заготовку...
Спосіб заготовлення деталей покришок пневматичних шин
Номер патенту: 3436
Опубліковано: 27.12.1994
Автори: Смірнов Олександр Генадійович, Гітніков Ара Гершович, Єрохін Олександр Петрович, Нечипоренко Олександр Григорович, Глебік Микола Михайлович, Скорняков Едуард Сергійович
МПК: B29D 30/38
Мітки: деталей, покришок, шин, спосіб, заготовлення, пневматичних
Формула / Реферат:
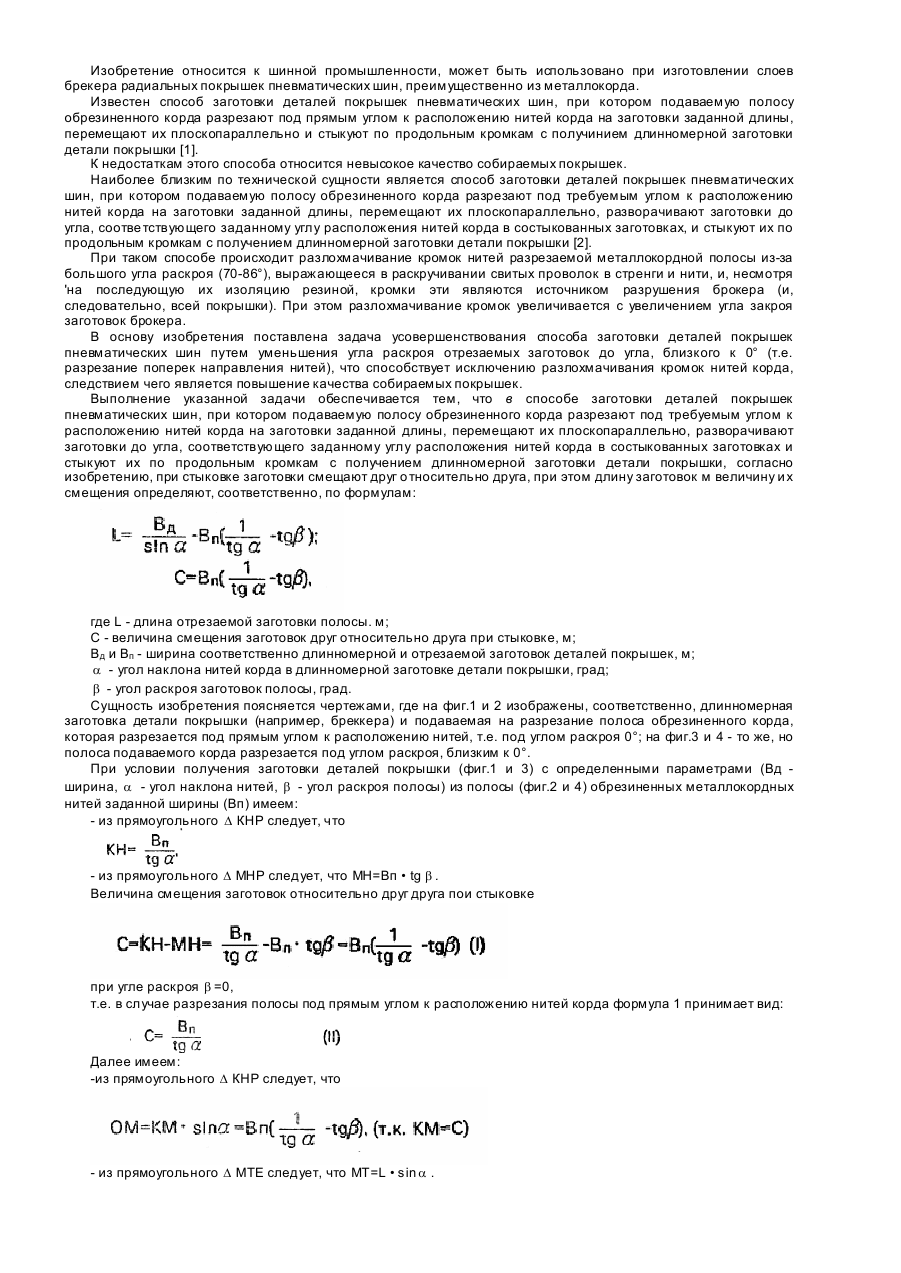
Способ заготовки деталей покрышек пневматических шин, при котором подаваемую полосу обрезиненного корда разрезают под требуемым углом к расположению нитей корда на заготовки заданной длины, перемещают их плоскопараллельно, разворачивают заготовки до угла, соответствующего заданному углу расположения нитей корда в состыкованных заготовках, и стыкуют их по продольным кромкам с получением длинномерной заготовки детали покрышки, отличающийся...
Спосіб виготовлення герметизуючого шара покришок пневматичних шин
Номер патенту: 2414
Опубліковано: 26.12.1994
Автори: Смірнов Олександр Генадійович, Смелянський Володимир Михайлович
МПК: B29D 30/00
Мітки: шин, спосіб, покришок, шара, пневматичних, герметизуючого, виготовлення
Формула / Реферат:
Способ изготовления герметизирующего слоя покрышек пневматических шин по авт. св. N1593971, отличающийся тем, что, с целью повышения качества бескамерных покрышек за счет устранения деформации изолирующего материала, перед дублированием и прикаткой всех слоев изделия верхний слой подают изолирующим материалом к транспортной ленте.
Барабан для складання покришок пневматичних шин
Номер патенту: 2679
Опубліковано: 26.12.1994
Автори: Гітніков Ара Гершович, Таталін Борис Федорович
МПК: B29D 30/20
Мітки: шин, покришок, барабан, пневматичних, складання
Формула / Реферат:
Барабан для оборки покрышек пневматических шин, содержащий смонтированное на приводном валу основание с закрепленной на нем наружной профильной обечайкой, отличающийся тем, что, с целью упрощения конструкции барабана и повышения надежности его работы, профильная обечайка выполнена в виде эластичной оболочки.
Попередній патент: Поршнева машина
Наступний патент: Магнітний сепаратор
Випадковий патент: Спосіб знефосфорювання марганцевих руд і концентратів