Спосіб заготовлення деталей покришок пневматичних шин
Номер патенту: 3436
Опубліковано: 27.12.1994
Автори: Скорняков Едуард Сергійович, Гітніков Ара Гершович, Нечипоренко Олександр Григорович, Єрохін Олександр Петрович, Смірнов Олександр Генадійович, Глебік Микола Михайлович
Формула / Реферат
Способ заготовки деталей покрышек пневматических шин, при котором подаваемую полосу обрезиненного корда разрезают под требуемым углом к расположению нитей корда на заготовки заданной длины, перемещают их плоскопараллельно, разворачивают заготовки до угла, соответствующего заданному углу расположения нитей корда в состыкованных заготовках, и стыкуют их по продольным кромкам с получением длинномерной заготовки детали покрышки, отличающийся тем, что при стыковке заготовки смещают друг относительно друга, при этом длину заготовок и величину их смещения определяют соответственно по формулам:
где L- длина отрезаемой заготовки полосы, м;
С - величина смещения заготовок друг относительно друга при стыковке, м;
Вд - ширина длинномерной заготовки детали покрышки, м;
Вп - ширина отрезаемой заготовки полосы, м;
- угол наклона нитей корда в длинномерной заготовке детали покрышки, град;
-угол раскроя заготовок полосы, град,
Текст
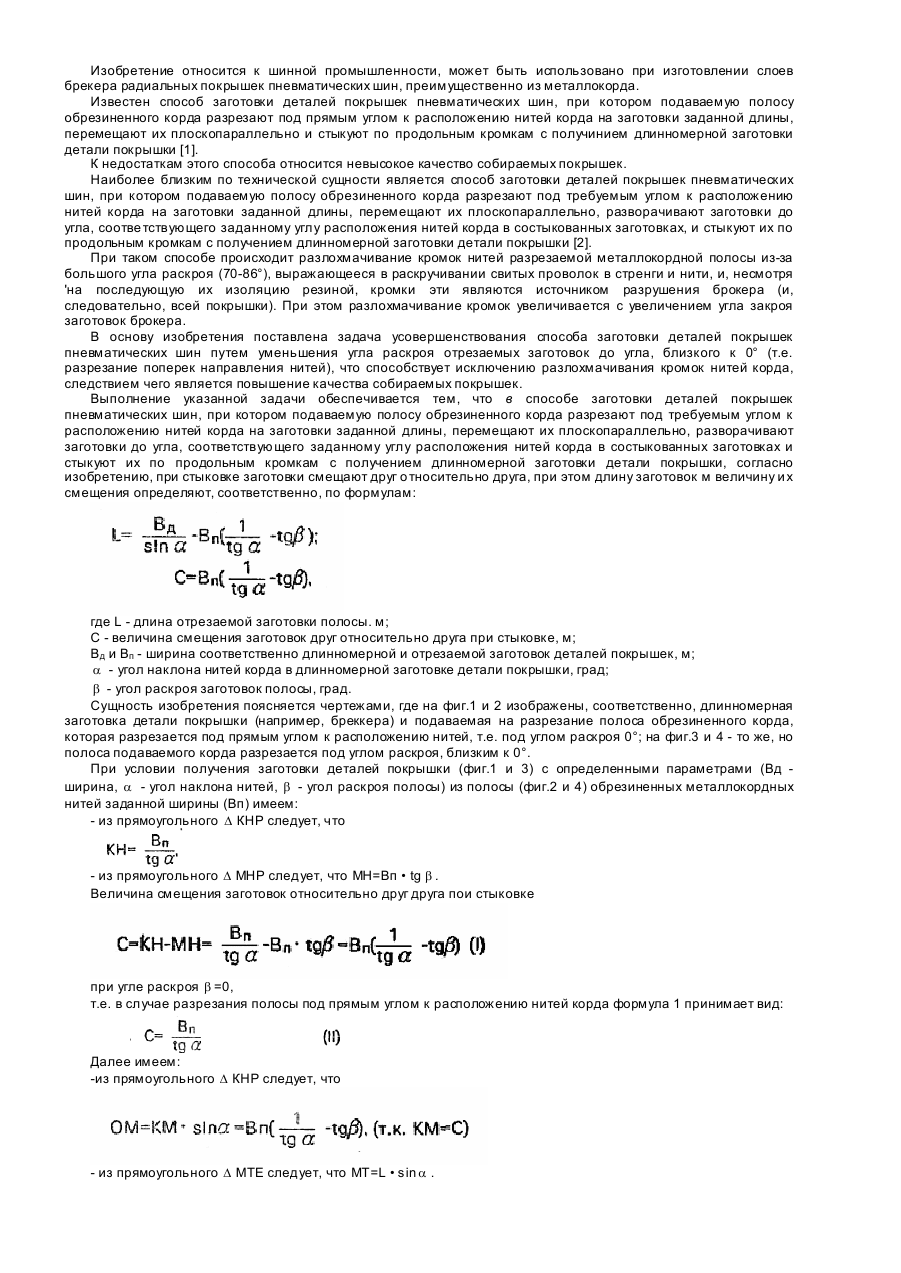
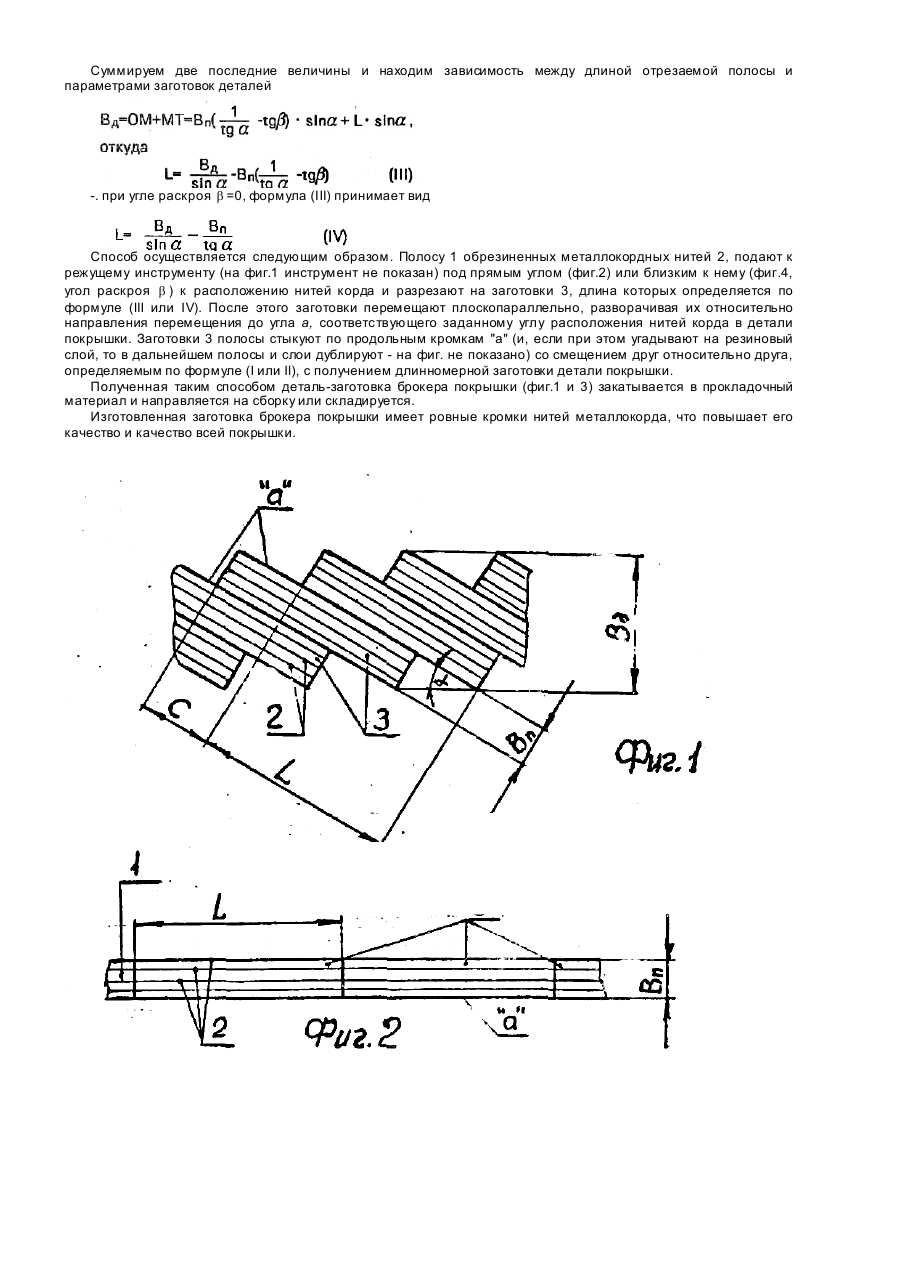
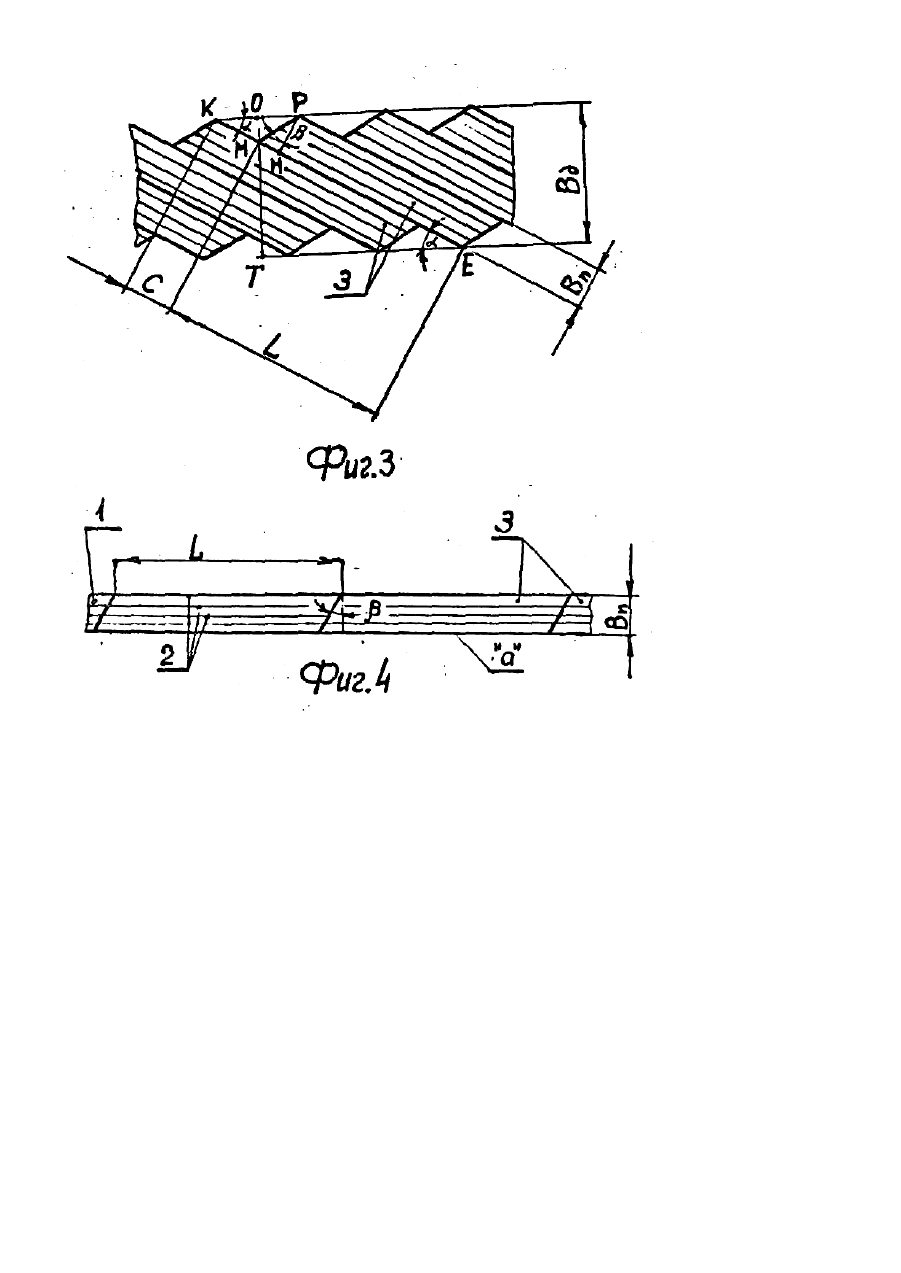
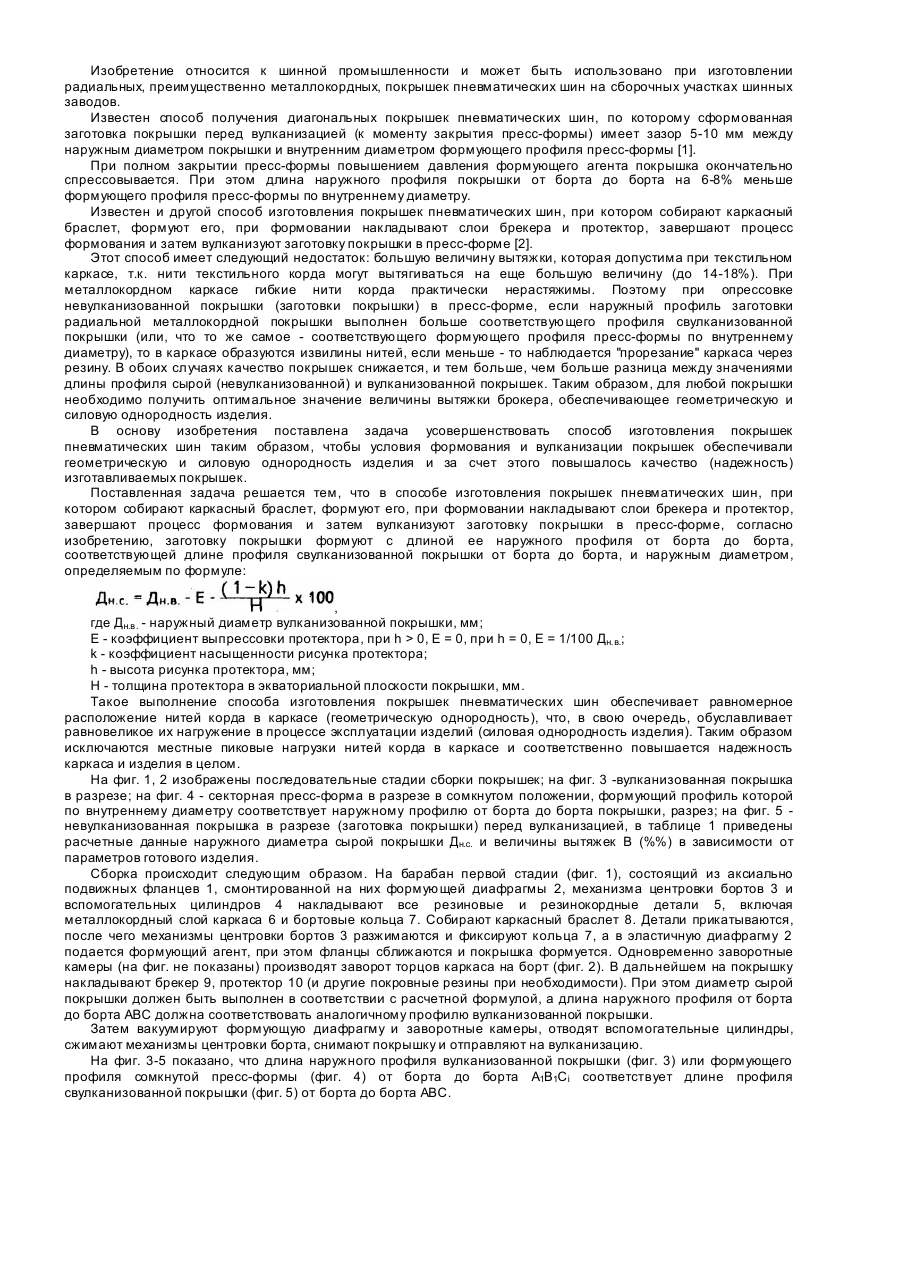
Изобретение относится к шинной промышленности, может быть использовано при изготовлении слоев брекера радиальных покрышек пневматических шин, преимущественно из металлокорда. Известен способ заготовки деталей покрышек пневматических шин, при котором подаваемую полосу обрезиненного корда разрезают под прямым углом к расположению нитей корда на заготовки заданной длины, перемещают их плоскопараллельно и стыкуют по продольным кромкам с получинием длинномерной заготовки детали покрышки [1]. К недостаткам этого способа относится невысокое качество собираемых покрышек. Наиболее близким по технической сущности является способ заготовки деталей покрышек пневматических шин, при котором подаваемую полосу обрезиненного корда разрезают под требуемым углом к расположению нитей корда на заготовки заданной длины, перемещают их плоскопараллельно, разворачивают заготовки до угла, соотве тствующего заданному углу расположения нитей корда в состыкованных заготовках, и стыкуют их по продольным кромкам с получением длинномерной заготовки детали покрышки [2]. При таком способе происходит разлохмачивание кромок нитей разрезаемой металлокордной полосы из-за большого угла раскроя (70-86°), выражающееся в раскручивании свитых проволок в стренги и нити, и, несмотря 'на последующую их изоляцию резиной, кромки эти являются источником разрушения брокера (и, следовательно, всей покрышки). При этом разлохмачивание кромок увеличивается с увеличением угла закроя заготовок брокера. В основу изобретения поставлена задача усовершенствования способа заготовки деталей покрышек пневматических шин путем уменьшения угла раскроя отрезаемых заготовок до угла, близкого к 0° (т.е. разрезание поперек направления нитей), что способствует исключению разлохмачивания кромок нитей корда, следствием чего является повышение качества собираемых покрышек. Выполнение указанной задачи обеспечивается тем, что в способе заготовки деталей покрышек пневматических шин, при котором подаваемую полосу обрезиненного корда разрезают под требуемым углом к расположению нитей корда на заготовки заданной длины, перемещают их плоскопараллельно, разворачивают заготовки до угла, соответствующего заданному углу расположения нитей корда в состыкованных заготовках и стыкуют их по продольным кромкам с получением длинномерной заготовки детали покрышки, согласно изобретению, при стыковке заготовки смещают друг о тносительно друга, при этом длину заготовок м величину и х смещения определяют, соответственно, по формулам: где L - длина отрезаемой заготовки полосы. м; С - величина смещения заготовок друг относительно друга при стыковке, м; Вд и Вп - ширина соответственно длинномерной и отрезаемой заготовок деталей покрышек, м; a - угол наклона нитей корда в длинномерной заготовке детали покрышки, град; b - угол раскроя заготовок полосы, град. Сущность изобретения поясняется чертежами, где на фиг.1 и 2 изображены, соответственно, длинномерная заготовка детали покрышки (например, бреккера) и подаваемая на разрезание полоса обрезиненного корда, которая разрезается под прямым углом к расположению нитей, т.е. под углом раскроя 0°; на фиг.3 и 4 - то же, но полоса подаваемого корда разрезается под углом раскроя, близким к 0°. При условии получения заготовки деталей покрышки (фиг.1 и 3) с определенными параметрами (Вд ширина, a - угол наклона нитей, b - угол раскроя полосы) из полосы (фиг.2 и 4) обрезиненных металлокордных нитей заданной ширины (Вп) имеем: - из прямоугольного D КНР следует, что - из прямоугольного D МНР следует, что МН=Вп • tg b . Величина смещения заготовок относительно друг друга пои стыковке при угле раскроя b =0, т.е. в случае разрезания полосы под прямым углом к расположению нитей корда формула 1 принимает вид: Далее имеем: -из прямоугольного D КНР следует, что - из прямоугольного D МТЕ следует, что МТ=L • sin a . Суммируем две последние величины и находим зависимость между длиной отрезаемой полосы и параметрами заготовок деталей -. при угле раскроя b =0, формула (III) принимает вид Способ осуществляется следующим образом. Полосу 1 обрезиненных металлокордных нитей 2, подают к режущему инструменту (на фиг.1 инструмент не показан) под прямым углом (фиг.2) или близким к нему (фиг.4, угол раскроя b ) к расположению нитей корда и разрезают на заготовки 3, длина которых определяется по формуле (III или IV). После этого заготовки перемещают плоскопараллельно, разворачивая их относительно направления перемещения до угла а, соответствующего заданному углу расположения нитей корда в детали покрышки. Заготовки 3 полосы стыкуют по продольным кромкам "а" (и, если при этом угадывают на резиновый слой, то в дальнейшем полосы и слои дублируют - на фиг. не показано) со смещением друг относительно друга, определяемым по формуле (I или II), с получением длинномерной заготовки детали покрышки. Полученная таким способом деталь-заготовка брокера покрышки (фиг.1 и 3) закатывается в прокладочный материал и направляется на сборку или складируется. Изготовленная заготовка брокера покрышки имеет ровные кромки нитей металлокорда, что повышает его качество и качество всей покрышки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of components of air tire casings
Автори англійськоюHitnikov Ara Hershovych, Hlebik Mykola Mykhailovych, Yerokhin Oleksandr Petrovych, Skorniakov Eduard Serhiiovych, Smirnov Oleksandr Henadiiovych
Назва патенту російськоюСпособ изготовления деталей покрышек пневматических шин
Автори російськоюГитников Ара Гершович, Глебик Николай Михайлович, Ерохин Александр Петрович, Скорняков Эдуард Сергеевич, Смирнов Александр Геннадиевич
МПК / Мітки
МПК: B29D 30/38
Мітки: деталей, заготовлення, покришок, пневматичних, спосіб, шин
Код посилання
<a href="https://ua.patents.su/3-3436-sposib-zagotovlennya-detalejj-pokrishok-pnevmatichnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Спосіб заготовлення деталей покришок пневматичних шин</a>
Спосіб виготовлення покришок пневматичних шин
Номер патенту: 3350
Опубліковано: 27.12.1994
Автори: Єрохін Олександр Петрович, Таталін Борис Федорович, Висоцький Петро Семенович, Гітніков Ара Гершович, Андрєєв Георгій Вікторович
МПК: B29D 30/06
Мітки: покришок, виготовлення, шин, пневматичних, спосіб
Формула / Реферат:
Способ изготовления покрышек пневматических шин, при котором собирают каркасный браслет, формуют его, при формовании накладывают слои брокера и протектор, завершают процесс формования и затем вулканизуют заготовку покрышки в пресс-форме, отличающийся тем, что заготовку покрышки формуют с длиной ее наружного профиля от борта до борта, соответствующей длине профиля свулканизованной покрышки от борта до борта, и наружным диаметром, определяемым...
Спосіб виготовлення брекера покришок пневматичних шин
Номер патенту: 3708
Опубліковано: 27.12.1994
Автор: Гігніков Ара Гершович
МПК: B29D 30/38, B29D 30/20
Мітки: спосіб, брекера, виготовлення, пневматичних, покришок, шин
Формула / Реферат:
Способ изготовления брокера покрышек пневматических шин, при котором изготавливают трубчатую заготовку путем навивки обрезиненных эластичных нерастяжимых нитей на цилиндрическую оправку, разрезают ее с образованием листовой заготовки, а затем получают цилиндрический слой брокера путем стыковки по торцам листовой заготовки, отличающийся тем, что, с целью повышения качества покрышек за счет уменьшения стыков в брокере, трубчатую заготовку...
Барабан для складання покришок пневматичних шин
Номер патенту: 2679
Опубліковано: 26.12.1994
Автори: Таталін Борис Федорович, Гітніков Ара Гершович
МПК: B29D 30/20
Мітки: барабан, покришок, пневматичних, шин, складання
Формула / Реферат:
Барабан для оборки покрышек пневматических шин, содержащий смонтированное на приводном валу основание с закрепленной на нем наружной профильной обечайкой, отличающийся тем, что, с целью упрощения конструкции барабана и повышения надежности его работы, профильная обечайка выполнена в виде эластичной оболочки.
Механізм для обробки борту до станку для складання покришок пневматичних шин
Номер патенту: 2415
Опубліковано: 26.12.1994
Автори: Смелянський Володимир Михайлович, Таталін Борис Федорович, Глебік Микола Михайлович
МПК: B29D 30/08, B29D 30/20
Мітки: складання, шин, пневматичних, обробки, станку, борту, механізм, покришок
Формула / Реферат:
Механизм для обработки борта к станку для оборки покрышек пневматических шин по авт. св. N 718293, отличающийся тем, что, с целью повышения качества обработки борта крупногабаритных шин за счет устранения расслоений слоев каркаса при сборке на барабанах с большим поднутрением заплечиков, кольцевой пневмоцилиндр установлен с возможностью аксиального перемещения и снабжен приводом его перемещения в корпусе, а заворотные рычаги шарнирно...
Діафрагма для формування покришок пневматичних шин
Номер патенту: 4258
Опубліковано: 27.12.1994
Автор: Луньов Вадим Павлович
МПК: B29D 30/06, B29D 30/08
Мітки: покришок, пневматичних, формування, шин, діафрагма
Формула / Реферат:
Диафрагма для формования покрышек пневматических шин, выполненная в виде эластичной оболочки с бортами на торцах для крепления на подвижных фланцах, армированной усилительными элементами, равномерно расположенными в меридиональном направлении, отличающаяся тем, что, с целью повышения работоспособности диафрагмы, шаг расположения усилительных элементов определяется из следующего соотношения: ...
Попередній патент: Діагонально-різальна машина для розкрою металокордного полотна
Наступний патент: Взуття для розваг
Випадковий патент: Спосіб комбінованого консервативного лікування гриж міжхребцевих дисків попереково-крижового відділу хребта