Спосіб лазерного зварювання
Номер патенту: 68159
Опубліковано: 12.03.2012
Автори: Сіора Олександр Васильович, Бернацький Артемій Володимирович, Лукашенко Дмитро Андрійович, Хаскін Владислав Юрійович, Шелягін Володимир Дмитрович, Лукашенко Андрій Германович
Формула / Реферат
1. Спосіб лазерного зварювання металів, згідно з яким локально плавлять метал в зоні зварювання імпульсами складної форми сфокусованого лазерного випромінювання, які мають крутий передній фронт і плавно спадаючий задній фронт, який відрізняється тим, що задній фронт імпульсів містить дві похилі ділянки, верхня з яких забезпечує плавлення металу, що зварюють, без інтенсивного випаровування, а нижня забезпечує утворення дрібнозернистої структури зварного шва за рахунок створення умови зародження максимальної кількості центрів кристалізації та мінімізації лінійної швидкості росту кристалів для металу, що зварюють.
2. Спосіб за п. 1, який відрізняється тим, що нижня ділянка заднього фронту імпульсу складної форми модульована частотою ультразвукового діапазону з амплітудою, що забезпечує коливання, які деструктують кристаліти, що ростуть, фрагменти яких стають новими центрами кристалізації в області зональних фазових переходів "ліквідус-солідус".
Текст
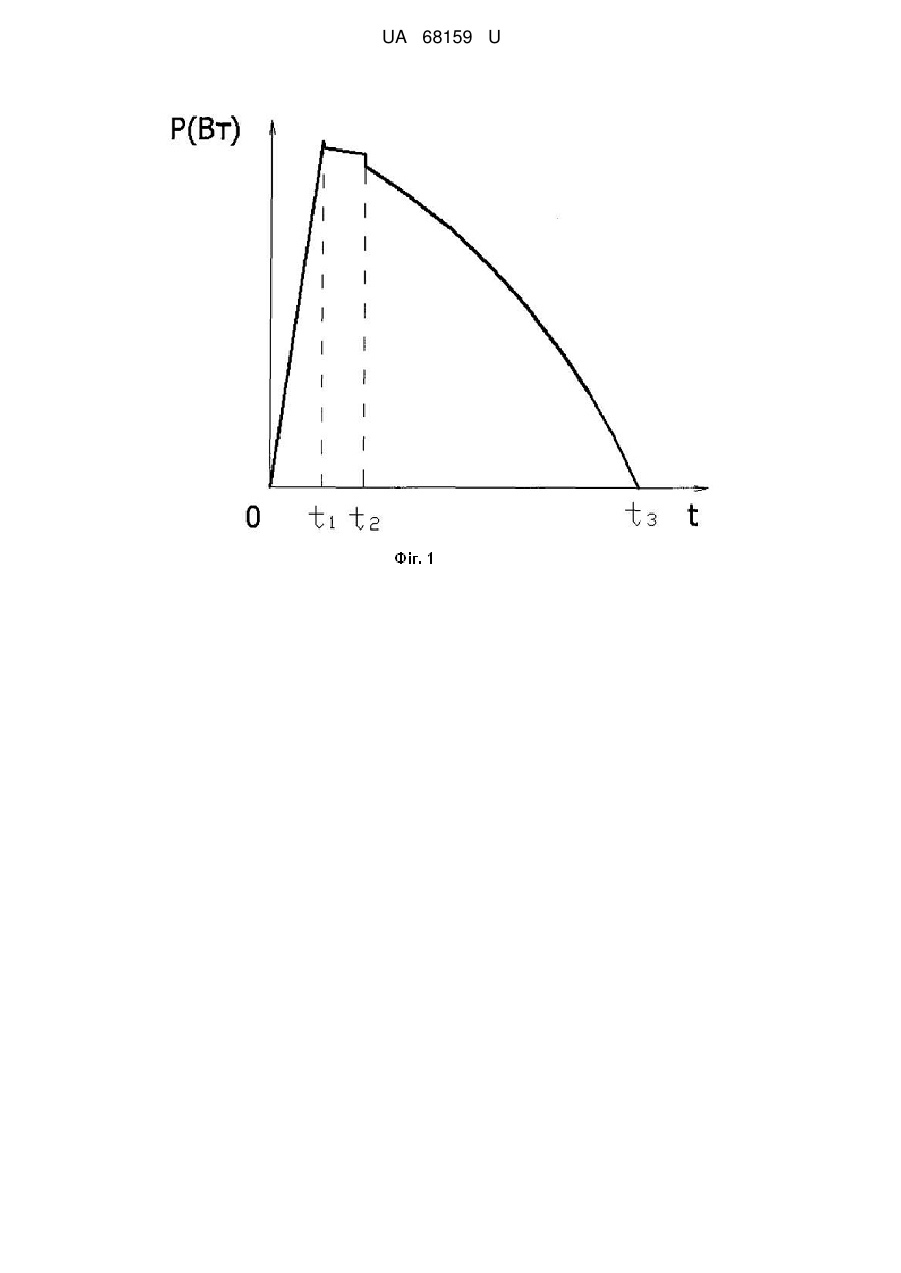
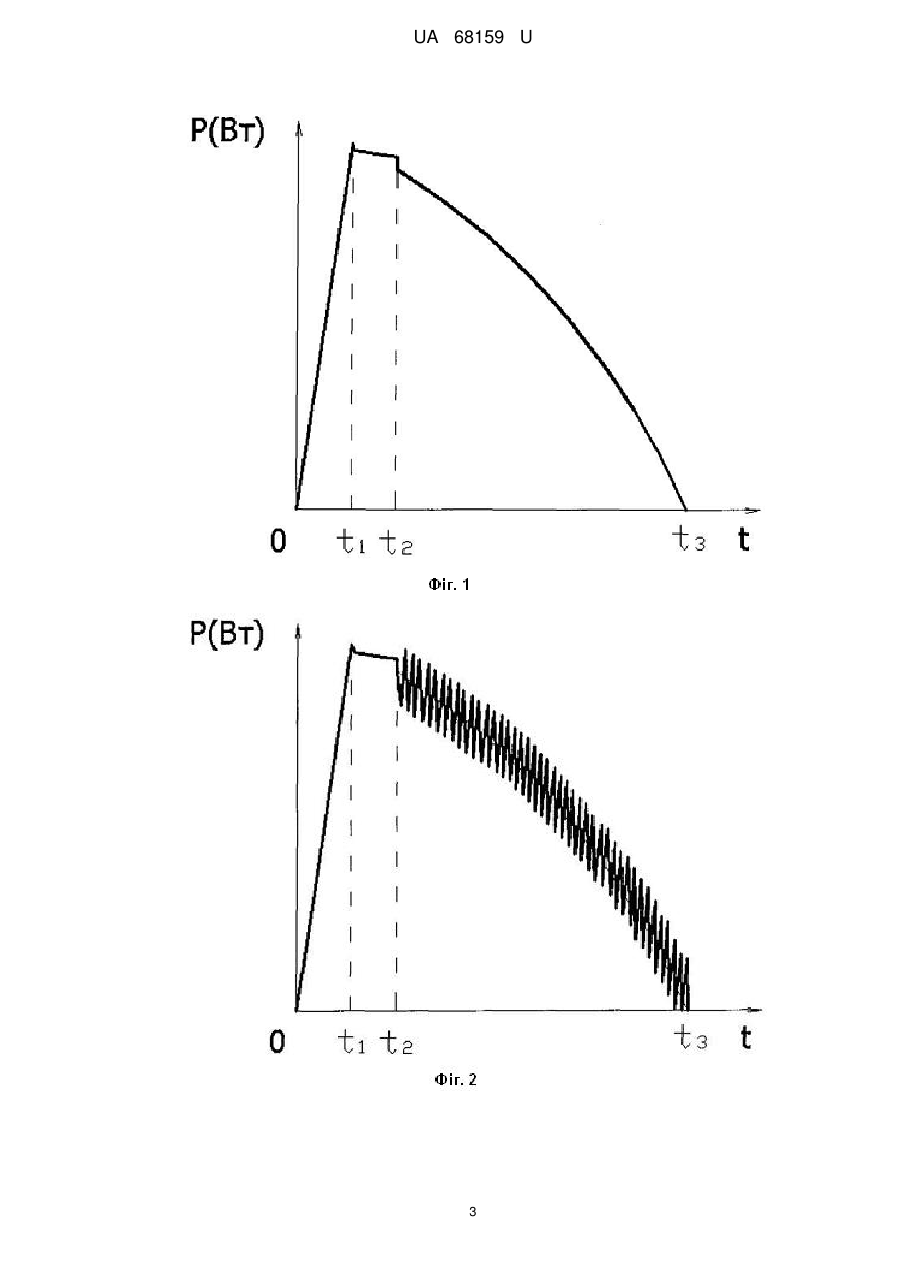
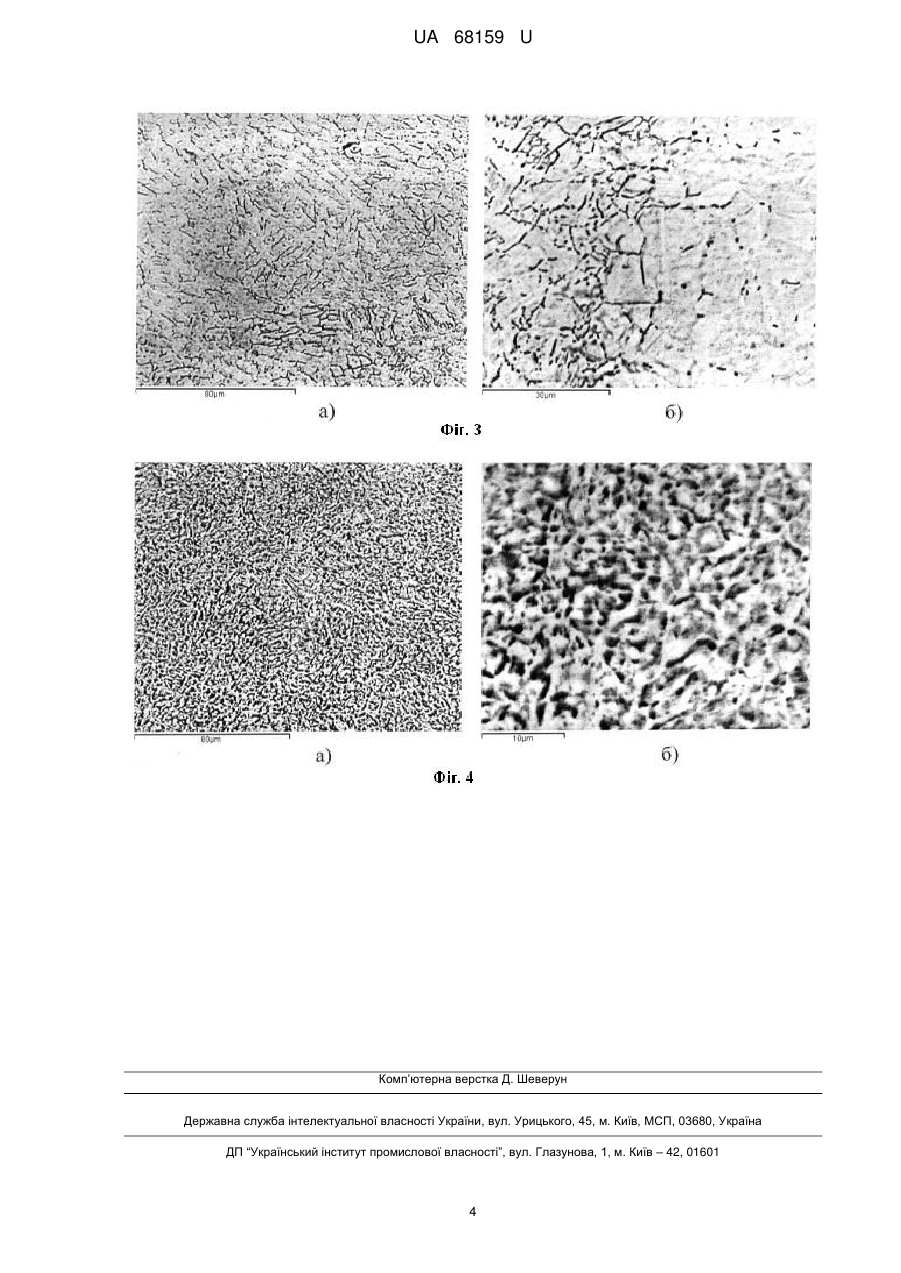
Реферат: Спосіб лазерного зварювання металів, згідно з яким локально плавлять метал в зоні зварювання імпульсами складної форми сфокусованого лазерного випромінювання, які мають крутий передній фронт і плавно спадаючий задній фронт. Задній фронт імпульсів містить дві похилі ділянки, верхня з яких забезпечує плавлення металу, що зварюють, без інтенсивного випаровування, а нижня забезпечує утворення дрібнозернистої структури зварного шва за рахунок створення умови зародження максимальної кількості центрів кристалізації та мінімізації лінійної швидкості росту кристалів для металу, що зварюють. UA 68159 U (54) СПОСІБ ЛАЗЕРНОГО ЗВАРЮВАННЯ UA 68159 U UA 68159 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів лазерного зварювання виробів з металів і сплавів. Спосіб може бути використаний у різних галузях техніки для одержання високоміцних герметичних зварних з'єднань металевих матеріалів за допомогою імпульсного лазерного випромінювання. Відомий спосіб лазерного зварювання, згідного якого імпульс лазерного випромінювання становить собою вгнуту криву в координатах густина q(t) потужності - час t [Патент Российской Федерации № 2120364: Способ импульсной лазерной сварки и установка для его 6 осуществления. Авторы: Каюков СВ., Гусев А.А., Самарцев Г.В., Канавин А.П.; МПК В23К26/00; 20.10.1998.]. Довжина початкової ділянки кривої визначається часом, необхідним для утворення достатньо великого об'єму розплаву. Густина потужності на цій ділянці не повинна перевищувати значення, яке відповідає розвиненому випаровуванню металу. Густина потужності випромінювання на початковій ділянці і довжина цієї ділянки залежать від діаметру плями фокусування лазерного випромінювання на поверхні деталей, що зварюють. Чим менший діаметр плями фокусування на поверхні стику деталей, що зварюють, тим більшою є кривизна кривої q(t). Недоліком відомого способу є те, що форма імпульсів лазерного випромінювання не передбачає термічної обробки литого металу зварних швів. Імпульси призначені лише для розплавлення без розвиненого випаровування металу деталей, що зварюють. Такий підхід може призводити до утворення небажаних крихких структур закалювання в швах. Для усунення вказаного недоліку може використовуватися наступний спосіб лазерного зварювання [Патент Российской Федерации № 2186667: Способ лазерной сварки металлов и сплавов. Авторы: Басиев Т.Т., Федин А.В., Чащин Е.А., Шилов И.В., Ковровская 7 государственная технологическая академия; МПК В23К26/20; 10.08.2002.]. Згідно даному способу для підвищення якості зварного з'єднання видаляють поверхневий шар із одночасним формуванням каналу із боковими стінками, покритими тонким шаром розплаву. Це здійснюють впливом модульного випромінювання додаткового лазера. Вплив імпульсу, що плавить, починають із часовим здвигом від початку генерації цугу імпульсів модульованого випромінювання додаткового лазера, який встановлюють із певного співвідношення. Недоліком такого способу імпульсного лазерного зварювання тонколистових металів є необхідність використання додаткового лазера. Найбільш близьким за технічною суттю (прототип) до описуваної корисної моделі є спосіб лазерного зварювання металів, що включає дію лазерного випромінювання із імпульсом складної форми на поверхню металу, що зварюють [Патент Российской Федерации №2269401: Способ лазерной сварки металлов. Авторы: Мышковец В.Н., Максименко А.В., Шалупаев СВ., Тучин А.Н., Юркевич С.Н., Гомельский государственный университет им. Ф. Скорины, 558 Авиационный ремонтный завод; МПК В23К 26/20; 10.02.2006.]. Для цього автори даного способу пропонують за рахунок впливу переднього крутого фронту імпульсу здійснювати нагрів тугоплавкої окисної плівки до температур її випаровування, а за рахунок впливу заднього фронту імпульсу здійснювати термообробку металу, що зварюють. Задній фронт, що плавно спадає, містить дві платоподібні ділянки, верхня з яких має густину потужності, що забезпечує плавлення металу, а нижня - відповідає густині потужності, яка необхідна для підтримки заданої температури термічної обробки. Недоліком описаного способу є те, що він не враховує такого важливого засобу підвищення якості зварного з'єднання і його механічної міцності, як отримання рівновісної дрібнодисперсної структури литого металу зварного шву. Використання термічної обробки частиною заднього фронту імпульсу для цього недостатньо. Потрібно враховувати умову зародження максимальної кількості центрів кристалізації та умову мінімізації лінійної швидкості росту кристалів металу, що зварюють [Теория сварочных процессов: Учеб. для вузов по спец. "Оборуд. и технология сварочн. пр-ва" / В.Н. Волченко, В.М. Ямпольский, В.А. Винокуров и др.; Под ред. В.В. Фролова. -М: Высш. шк., 1988. - 559 с]. В основу винаходу поставлена задача створення такого способу лазерного імпульсного зварювання металів і сплавів, при якому буде досягнуто підвищення пластичності та міцності зварного з'єднання. Поставлена задача створення способу лазерного зварювання вирішується за рахунок утворення в литому металі швів рівновісної дрібнозернистої структури шляхом одночасного врахування умови зародження максимальної кількості центрів кристалізації та умови мінімізації лінійної швидкості росту кристалів металу, що зварюють. Таке врахування вказаних умов є можливим у разі локального плавлення металу в зоні зварювання імпульсами складної форми сфокусованого лазерного випромінювання, які мають крутий передній фронт і плавно спадаючий задній фронт. Задній фронт імпульсів містить дві похилих ділянки, верхня з яких 1 UA 68159 U 5 10 15 20 25 30 35 40 забезпечує плавлення металу, що зварюють, без інтенсивного випаровування, а нижня забезпечує утворення дрібнозернистої структури зварного шва за рахунок створення умови зародження максимальної кількості центрів кристалізації та мінімізації лінійної швидкості росту кристалів для металу, що зварюють. Також за описаним способом можна проводити лазерне зварювання такими Імпульсами, нижня ділянка заднього фронту яких модульована частотою ультразвукового діапазону з амплітудою, що забезпечує коливання, які деструктують кристаліти, що ростуть [Корнеев Д.И., Фейгин О.О. Электрофизические методы управления кристаллизацией свариваемого металла// http://www.sciteclibrary.ru/rus/catalog/pages/6302.htmll. При цьому фрагменти деструктованих кристалітів становляться новими центрами кристалізації в області зональних фазових переходів "ліквідує -солідус". Сутність корисної моделі пояснюється кресленням Фіг. 1 і Фіг. 2. На Фіг. 1 представлена умовна форма Імпульсу лазерного випромінювання, який складається з крутого переднього фронту 0-t1, першої похилої ділянки заднього фронту t1-t2 і другої ділянки заднього фронту t2-t3. За рахунок впливу на метал, що зварюють, ділянки 0-t1 відбувається утворення в ньому парогазового каналу, ділянка t1-t2 забезпечує його плавлення без інтенсивного випаровування, а ділянка t2-t3 забезпечує утворення дрібнозернистої структури в зварному шві за рахунок створення умов зародження максимальної кількості центрів кристалізації та мінімізації лінійної швидкості росту кристалів. Для подрібнення кристалітів, які починають рости в області зональних фазових переходів "ліквідує - солідус", на ділянку t2-t3 заднього фронту імпульсу накладають частоту ультразвукового діапазону з відповідною амплітудою (Фіг. 2). Приклад результату застосування запропонованого способу лазерного зварювання наведено на Фіг. З і Фіг. 4. На Фіг. З показано мікроструктуру шва (а) і колошовної зони (б), у разі зварювання хромистої нержавіючої неперервним лазерним випромінюванням потужністю 57 Вт. На Фіг. 4 показано мікроструктуру шва (а) і колошовної зони (б), у разі зварювання тієї ж сталі імпульсним лазерним випромінюванням з частотою імпульсів 3000 Гц. Як видно з цих прикладів, імпульсна модуляція випромінювання дозволяє отримувати значно більш дрібнозернисту структуру металу шву та колошовної зони. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб лазерного зварювання металів, згідно з яким локально плавлять метал в зоні зварювання імпульсами складної форми сфокусованого лазерного випромінювання, які мають крутий передній фронт і плавно спадаючий задній фронт, який відрізняється тим, що задній фронт імпульсів містить дві похилі ділянки, верхня з яких забезпечує плавлення металу, що зварюють, без інтенсивного випаровування, а нижня забезпечує утворення дрібнозернистої структури зварного шва за рахунок створення умови зародження максимальної кількості центрів кристалізації та мінімізації лінійної швидкості росту кристалів для металу, що зварюють. 2. Спосіб за п. 1, який відрізняється тим, що нижня ділянка заднього фронту імпульсу складної форми модульована частотою ультразвукового діапазону з амплітудою, що забезпечує коливання, які деструктують кристаліти, що ростуть, фрагменти яких стають новими центрами кристалізації в області зональних фазових переходів "ліквідус-солідус". 2 UA 68159 U 3 UA 68159 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюLaser welding method
Автори англійськоюSheliahin Volodymyr Dmytrovych, Lukashenko Andrii Hermanovych, Lukashenko Dmytro Andriiovych, Khaskin Vladyslav Yuriiovych, Siora Oleksandr Vasyliovych, Bernatskyi Artemii Volodymyrovych
Назва патенту російськоюСпособ лазерной сварки
Автори російськоюШелягин Владимир Дмитриевич, Лукашенко Андрей Германович, Лукашенко Дмитрий Андреевич, Хаскин Владислав Юрьевич, Сиора Александр Васильевич, Бернацкий Артемий Владимирович
МПК / Мітки
МПК: B23K 26/00
Мітки: зварювання, лазерного, спосіб
Код посилання
<a href="https://ua.patents.su/6-68159-sposib-lazernogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерного зварювання</a>
Спосіб лазерного зварювання з глибоким проплавленням
Номер патенту: 43684
Опубліковано: 25.08.2009
Автори: Єтезад Сейедалі, Нікітін Олександр Якимович, Таран Олег Олексійович
МПК: B23K 26/00, B23K 26/16
Мітки: лазерного, проплавленням, спосіб, зварювання, глибоким
Формула / Реферат:
Спосіб лазерного зварювання з глибоким проплавленням, що включає дію лазерного випромінювання на поверхню металу з утворенням каверни та виведення приповерхневої плазми та плазми каверни, що створюються при цьому, із зони дії променя лазера, який відрізняється тим, що в міжелектродному проміжку створюють електричне поле постійного струму, напруга якого змінюється з прискоренням руху електричних заряджених часток плазми, а величину напруги...
Пристрій для лазерного зварювання з глибоким проплавленням

Номер патенту: 57085
Опубліковано: 10.02.2011
Автори: Труба Оксана Михайлівна, Таран Олег Олексійович, Нікітін Олександр Якимович
МПК: B23K 26/03
Мітки: проплавленням, зварювання, лазерного, глибоким, пристрій
Формула / Реферат:
Пристрій для лазерного зварювання з глибоким проплавленням, що містить лазерний випромінювач, фокусуючий пристрій, захисне скло, які встановлені в корпусі, джерело живлення, яке з'єднане з корпусом фокусуючого пристрою та виконане з можливістю приєднання до металу, що зварюється, який відрізняється тим, що додатково встановлена система реєстрації появи плазми, яка містить контактор, блок керування та контролю, який з'єднаний через контактор...
Спосіб однопрохідного лазерного зварювання т-подібного вузла з металевих елементів
Номер патенту: 79742
Опубліковано: 25.07.2007
Автори: Лоне Ерве, Міньо Домінік, Аллуар Мішель, Флеш Т'єрі
МПК: B23K 26/00
Мітки: металевих, однопрохідного, вузла, спосіб, т-подібного, елементів, лазерного, зварювання
Формула / Реферат:
1. Спосіб лазерного зварювання вузла з металевих елементів, розташованих у формі Т, де ніжка Т-подібного вузла утворена пластиною (10, 30) із паралельними поверхнями, і вузол є доступним тільки з боку головки Т-подібного вузла через зовнішню поверхню, при цьому зазначений спосіб включає такі стадії:- складання Т-подібного вузла з елементів, суміжних один з одним,- лазерне зварювання вузла через зовнішню поверхню головки...
Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів та спосіб його використання
Номер патенту: 47198
Опубліковано: 15.06.2004
Автор: Попадинець Юрій Васильович
МПК: B23K 26/00, G02B 6/00, B23K 26/14
Мітки: кільцевих, використання, трубопроводів, спосіб, різання, стиків, світловод, зварювання, нерухомих, лазерного
Формула / Реферат:
1. Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів, який містить поворотні дзеркала, кожне з яких закріплене на кінематичній парі, які встановлені в місцях зміни напрямку осей ланок світловоду, який відрізняється тим, що він містить п'ять поворотних дзеркал, причому кріплення поворотних дзеркал виконано з можливістю їх просторового юстування за допомогою гвинтів, кінематичні пари виконані сферичними, а...
Установка для лазерного зварювання трубопроводів
Номер патенту: 12315
Опубліковано: 16.01.2006
Автор: Новікова Ірина Юріївна
МПК: B23K 26/00
Мітки: установка, трубопроводів, зварювання, лазерного
Формула / Реферат:
1. Установка для лазерного зварювання трубопроводів, що містить пересувний пристрій, платформу з електростанцією, систему керування, магазин з розміщеними в його гніздах і призначеними для приварювання трубами, з його приводом і пристроєм підтиснення труби до трубопроводу, зварювальну головку і потужний лазер, що містить випромінювач, джерело живлення і допоміжні системи, яка відрізняється тим, що зварювальна головка, лазер або щонайменше...
Попередній патент: Світлодіодний освітлювальний пристрій
Наступний патент: Меморіальна споруда
Випадковий патент: Спосіб профілактики та лікування гнійних ускладнень післяопераційних ран у хворих, оперованих з приводу туберкульозу та неспецифічних захворювань легень та плеври