Спосіб однопрохідного лазерного зварювання т-подібного вузла з металевих елементів
Номер патенту: 79742
Опубліковано: 25.07.2007
Автори: Флеш Т'єрі, Лоне Ерве, Аллуар Мішель, Міньо Домінік
Формула / Реферат
1. Спосіб лазерного зварювання вузла з металевих елементів, розташованих у формі Т, де ніжка Т-подібного вузла утворена пластиною (10, 30) із паралельними поверхнями, і вузол є доступним тільки з боку головки Т-подібного вузла через зовнішню поверхню, при цьому зазначений спосіб включає такі стадії:
- складання Т-подібного вузла з елементів, суміжних один з одним,
- лазерне зварювання вузла через зовнішню поверхню головки Т-подібного вузла двома зварними швами, виконуваними одночасно і паралельно один одному і перпендикулярно зовнішній поверхні головки Т-подібного вузла так, що кожна з двох осей (21) зварювання є дотичною до однієї з поверхонь пластини (10, 30), що утворює ніжку Т-подібного вузла.
2. Спосіб лазерного зварювання за п. 1, який відрізняється тим, що два зварних шви виконують одночасно за допомогою двофокусної зварювальної головки (20).
3. Спосіб лазерного зварювання за п. 1, який відрізняється тим, що пластину (10) ніжки забезпечують лапками (11) заданої довжини і товщини, і зазначений вузол містить другий елемент - головку (15), що утворює головку Т-подібного вузла і забезпечений прорізами (16), довжина і товщина яких відповідають розмірам лапок (11).
4. Спосіб лазерного зварювання за п. 3, який відрізняється тим, що висота лапок (11) є трохи більшою за товщину головки (15).
5. Спосіб лазерного зварювання за п. 1, який відрізняється тим, що головка Т-подібного вузла утворена двома пластинами (35D і 35G), які встановлені перпендикулярно пластині ніжки (30) Т-подібного вузла і контактують своїми крайками з пластиною ніжки.
Текст
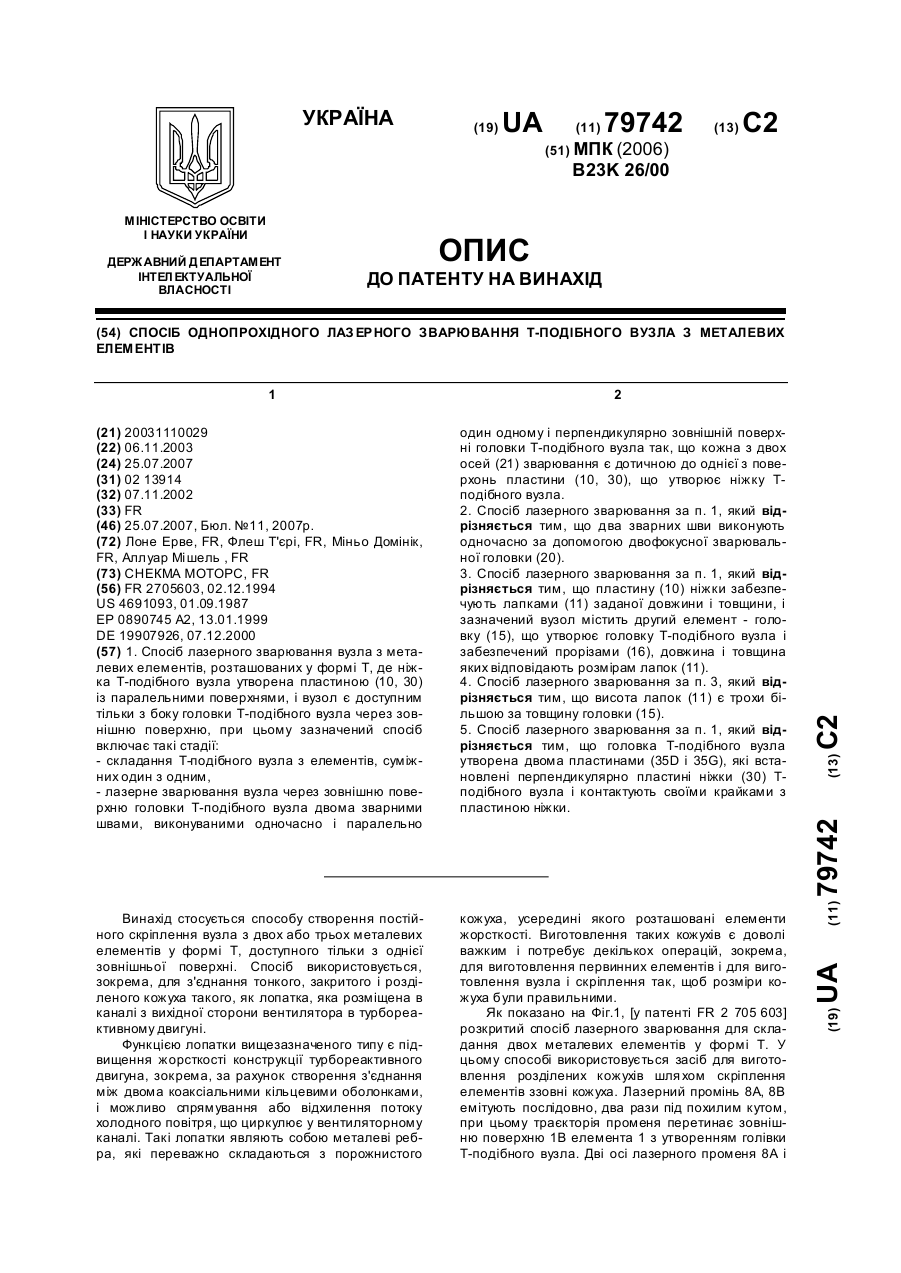
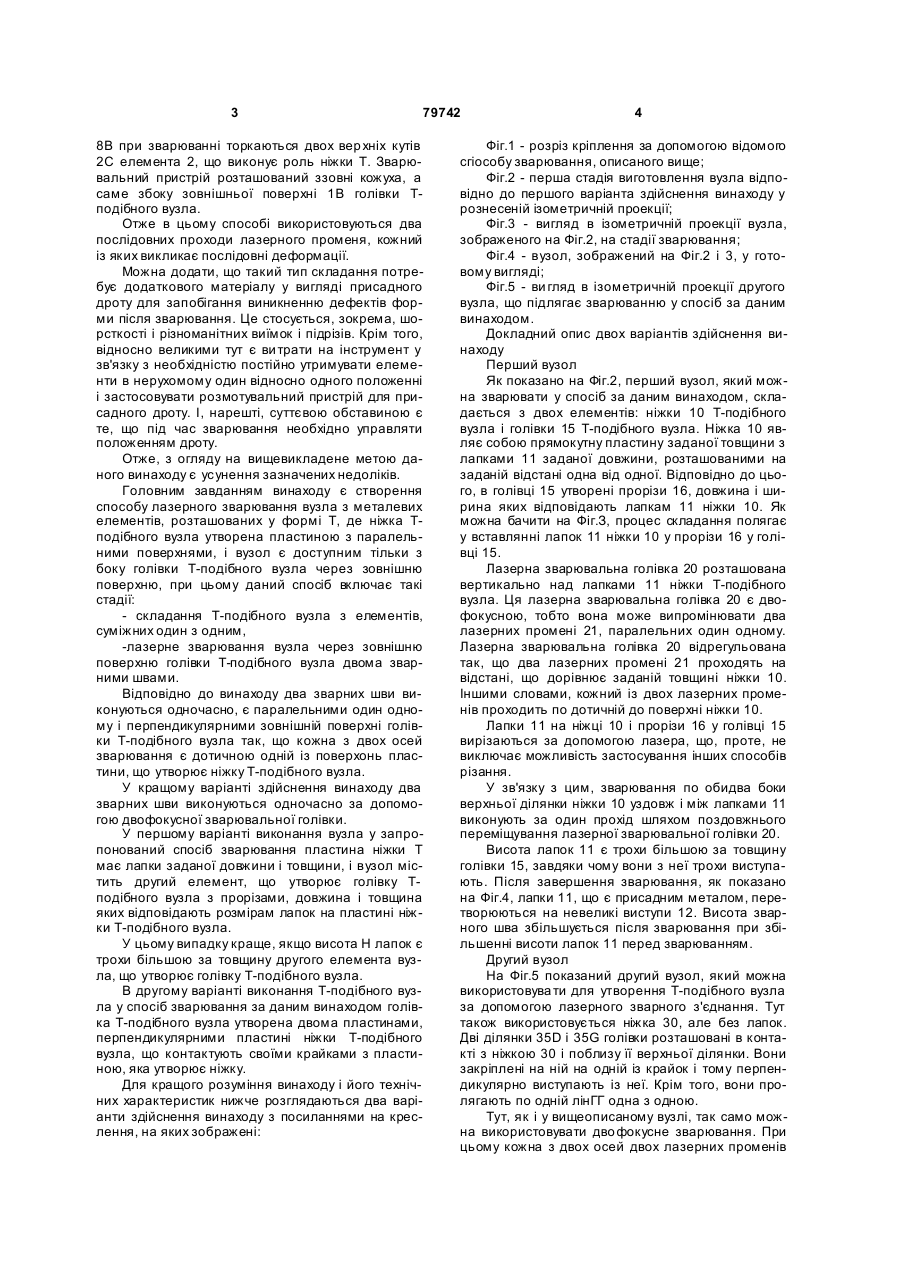
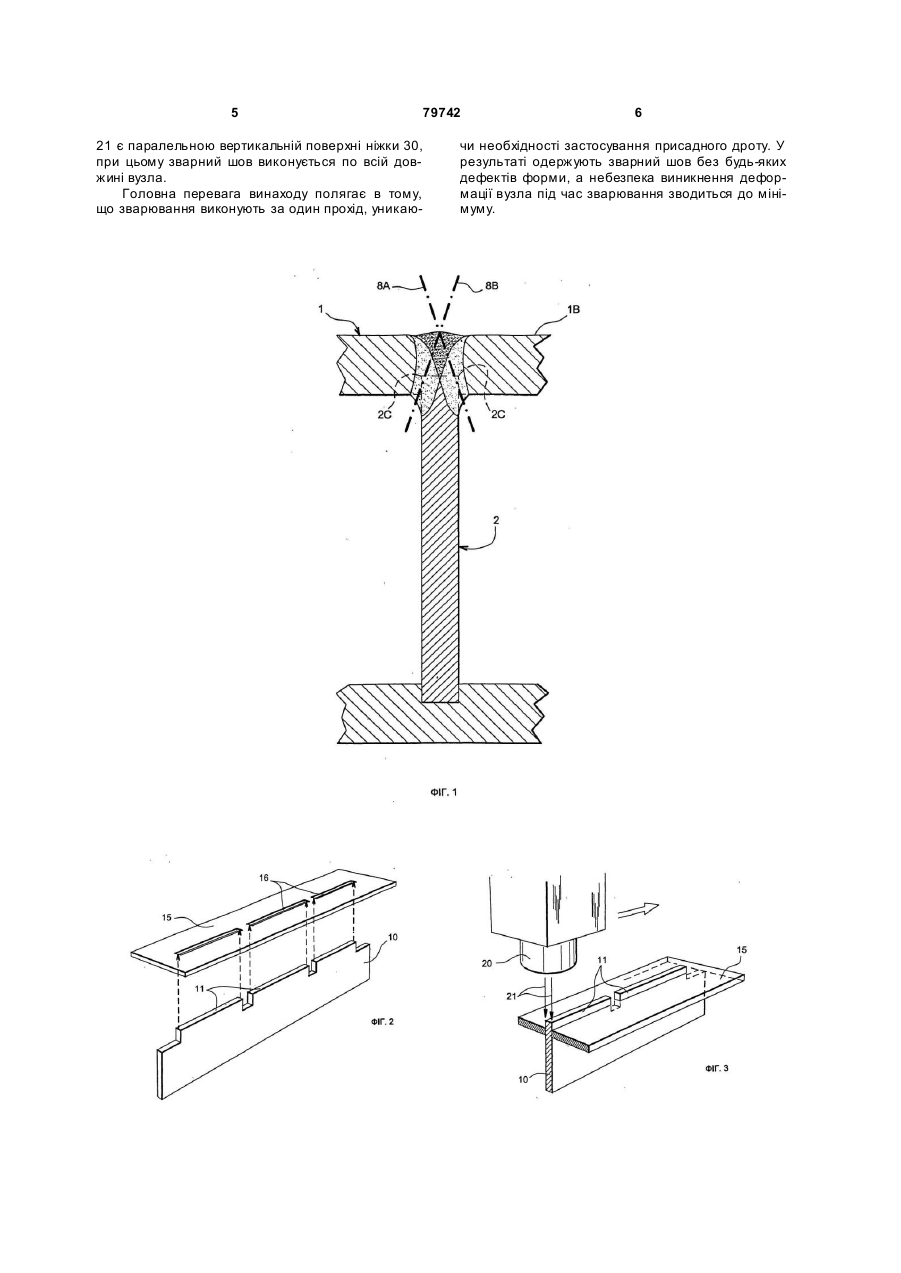
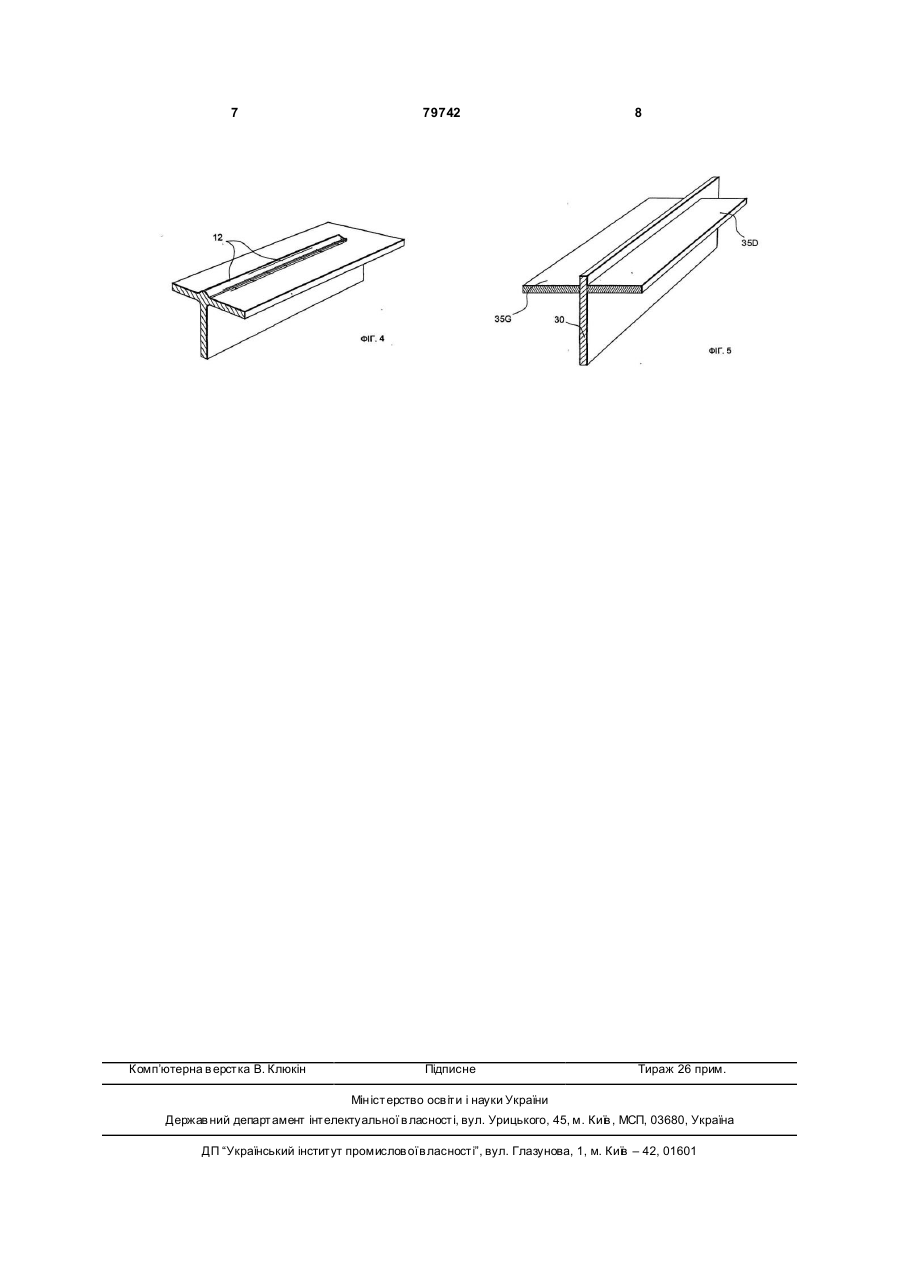
1. Спосіб лазерного зварювання вузла з металевих елементів, розташованих у формі Т, де ніжка Т-подібного вузла утворена пластиною (10, 30) із паралельними поверхнями, і вузол є доступним тільки з боку головки Т-подібного вузла через зовнішню поверхню, при цьому зазначений спосіб включає такі стадії: - складання Т-подібного вузла з елементів, суміжних один з одним, - лазерне зварювання вузла через зовнішню поверхню головки Т-подібного вузла двома зварними швами, виконуваними одночасно і паралельно C2 2 (19) 1 3 79742 8В при зварюванні торкаються двох вер хніх кутів 2С елемента 2, що виконує роль ніжки Т. Зварювальний пристрій розташований ззовні кожуха, а саме збоку зовнішньої поверхні 1В голівки Тподібного вузла. Отже в цьому способі використовуються два послідовних проходи лазерного променя, кожний із яких викликає послідовні деформації. Можна додати, що такий тип складання потребує додаткового матеріалу у вигляді присадного дроту для запобігання виникненню дефектів форми після зварювання. Це стосується, зокрема, шорсткості і різноманітних виїмок і підрізів. Крім того, відносно великими тут є ви трати на інструмент у зв'язку з необхідністю постійно утримувати елементи в нерухомому один відносно одного положенні і застосовувати розмотувальний пристрій для присадного дроту. І, нарешті, суттєвою обставиною є те, що під час зварювання необхідно управляти положенням дроту. Отже, з огляду на вищевикладене метою даного винаходу є усунення зазначених недоліків. Головним завданням винаходу є створення способу лазерного зварювання вузла з металевих елементів, розташованих у формі Т, де ніжка Тподібного вузла утворена пластиною з паралельними поверхнями, і вузол є доступним тільки з боку голівки Т-подібного вузла через зовнішню поверхню, при цьому даний спосіб включає такі стадії: - складання Т-подібного вузла з елементів, суміжних один з одним, -лазерне зварювання вузла через зовнішню поверхню голівки Т-подібного вузла двома зварними швами. Відповідно до винаходу два зварних шви виконуються одночасно, є паралельними один одному і перпендикулярними зовнішній поверхні голівки Т-подібного вузла так, що кожна з двох осей зварювання є дотичною одній із поверхонь пластини, що утворює ніжку Т-подібного вузла. У кращому варіанті здійснення винаходу два зварних шви виконуються одночасно за допомогою двофокусної зварювальної голівки. У першому варіанті виконання вузла у запропонований спосіб зварювання пластина ніжки Т має лапки заданої довжини і товщини, і вузол містить другий елемент, що утворює голівку Тподібного вузла з прорізами, довжина і товщина яких відповідають розмірам лапок на пластині ніжки Т-подібного вузла. У цьому випадку краще, якщо висота Н лапок є трохи більшою за товщину другого елемента вузла, що утворює голівку Т-подібного вузла. В другому варіанті виконання Т-подібного вузла у спосіб зварювання за даним винаходом голівка Т-подібного вузла утворена двома пластинами, перпендикулярними пластині ніжки Т-подібного вузла, що контактують своїми крайками з пластиною, яка утворює ніжку. Для кращого розуміння винаходу і його технічних характеристик нижче розглядаються два варіанти здійснення винаходу з посиланнями на креслення, на яких зображені: 4 Фіг.1 - розріз кріплення за допомогою відомого сгіособу зварювання, описаного вище; Фіг.2 - перша стадія виготовлення вузла відповідно до першого варіанта здійснення винаходу у рознесеній ізометричній проекції; Фіг.3 - вигляд в ізометричній проекції вузла, зображеного на Фіг.2, на стадії зварювання; Фіг.4 - вузол, зображений на Фіг.2 і 3, у готовому вигляді; Фіг.5 - ви гляд в ізометричній проекції другого вузла, що підлягає зварюванню у спосіб за даним винаходом. Докладний опис двох варіантів здійснення винаходу Перший вузол Як показано на Фіг.2, перший вузол, який можна зварювати у спосіб за даним винаходом, складається з двох елементів: ніжки 10 Т-подібного вузла і голівки 15 Т-подібного вузла. Ніжка 10 являє собою прямокутну пластину заданої товщини з лапками 11 заданої довжини, розташованими на заданій відстані одна від одної. Відповідно до цього, в голівці 15 утворені прорізи 16, довжина і ширина яких відповідають лапкам 11 ніжки 10. Як можна бачити на Фіг.З, процес складання полягає у вставлянні лапок 11 ніжки 10 у прорізи 16 у голівці 15. Лазерна зварювальна голівка 20 розташована вертикально над лапками 11 ніжки Т-подібного вузла. Ця лазерна зварювальна голівка 20 є двофокусною, тобто вона може випромінювати два лазерних промені 21, паралельних один одному. Лазерна зварювальна голівка 20 відрегульована так, що два лазерних промені 21 проходять на відстані, що дорівнює заданій товщині ніжки 10. Іншими словами, кожний із двох лазерних променів проходить по дотичній до поверхні ніжки 10. Лапки 11 на ніжці 10 і прорізи 16 у голівці 15 вирізаються за допомогою лазера, що, проте, не виключає можливість застосування інших способів різання. У зв'язку з цим, зварювання по обидва боки верхньої ділянки ніжки 10 уздовж і між лапками 11 виконують за один прохід шляхом поздовжнього переміщування лазерної зварювальної голівки 20. Висота лапок 11 є трохи більшою за товщину голівки 15, завдяки чому вони з неї трохи виступають. Після завершення зварювання, як показано на Фіг.4, лапки 11, що є присадним металом, перетворюються на невеликі виступи 12. Висота зварного шва збільшується після зварювання при збільшенні висоти лапок 11 перед зварюванням. Другий вузол На Фіг.5 показаний другий вузол, який можна використовува ти для утворення Т-подібного вузла за допомогою лазерного зварного з'єднання. Тут також використовується ніжка 30, але без лапок. Дві ділянки 35D і 35G голівки розташовані в контакті з ніжкою 30 і поблизу її верхньої ділянки. Вони закріплені на ній на одній із крайок і тому перпендикулярно виступають із неї. Крім того, вони пролягають по одній лінГГ одна з одною. Тут, як і у вищеописаному вузлі, так само можна використовувати дво фокусне зварювання. При цьому кожна з двох осей двох лазерних променів 5 79742 21 є паралельною вертикальній поверхні ніжки 30, при цьому зварний шов виконується по всій довжині вузла. Головна перевага винаходу полягає в тому, що зварювання виконують за один прохід, уникаю 6 чи необхідності застосування присадного дроту. У результаті одержують зварний шов без будь-яких дефектів форми, а небезпека виникнення деформації вузла під час зварювання зводиться до мінімуму. 7 Комп’ютерна в ерстка В. Клюкін 79742 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSingle-pass laser welding method of a t assembly of metallic parts
Назва патенту російськоюСпособ однопроходной лазерной сварки т-образного узла из металлических элементов
МПК / Мітки
МПК: B23K 26/00
Мітки: вузла, однопрохідного, елементів, спосіб, лазерного, т-подібного, металевих, зварювання
Код посилання
<a href="https://ua.patents.su/4-79742-sposib-odnoprokhidnogo-lazernogo-zvaryuvannya-t-podibnogo-vuzla-z-metalevikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб однопрохідного лазерного зварювання т-подібного вузла з металевих елементів</a>
Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння
Номер патенту: 51677
Опубліковано: 16.12.2002
Автори: Письменний Олексій Олександрович, Макаревич Володимир Вікторович, Дубко Андрій Григорович, Бондарев В`ячеслав Андрійович, Прокоф`єв Олексій Сергійович, Письменний Олександр Семенович
МПК: B23K 1/00
Мітки: подібного, з'єднання, нерознімного, труб, довжини, допомогою, утворення, елементів, вигляді, трубчатих, спосіб, зварювання-паяння, обмежено, паяння, трійників
Формула / Реферат:
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують...
Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів та спосіб його використання
Номер патенту: 47198
Опубліковано: 15.06.2004
Автор: Попадинець Юрій Васильович
МПК: B23K 26/00, B23K 26/14, G02B 6/00
Мітки: нерухомих, лазерного, кільцевих, світловод, використання, різання, стиків, спосіб, зварювання, трубопроводів
Формула / Реферат:
1. Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів, який містить поворотні дзеркала, кожне з яких закріплене на кінематичній парі, які встановлені в місцях зміни напрямку осей ланок світловоду, який відрізняється тим, що він містить п'ять поворотних дзеркал, причому кріплення поворотних дзеркал виконано з можливістю їх просторового юстування за допомогою гвинтів, кінематичні пари виконані сферичними, а...
Установка для лазерного зварювання трубопроводів
Номер патенту: 12315
Опубліковано: 16.01.2006
Автор: Новікова Ірина Юріївна
МПК: B23K 26/00
Мітки: установка, зварювання, лазерного, трубопроводів
Формула / Реферат:
1. Установка для лазерного зварювання трубопроводів, що містить пересувний пристрій, платформу з електростанцією, систему керування, магазин з розміщеними в його гніздах і призначеними для приварювання трубами, з його приводом і пристроєм підтиснення труби до трубопроводу, зварювальну головку і потужний лазер, що містить випромінювач, джерело живлення і допоміжні системи, яка відрізняється тим, що зварювальна головка, лазер або щонайменше...
Спосіб та система корекції декорування для вузла формування і зварювання
Номер патенту: 78206
Опубліковано: 15.03.2007
Автори: Хельберг Бо, Боргі Давід, Фаскхуді Беруз
МПК: B65B 41/00
Мітки: формування, спосіб, декорування, корекції, зварювання, система, вузла
Формула / Реферат:
1. Спосіб корекції декорування для вузла (1) формування і зварювання, котрий застосовується для виготовлення герметичних упаковок розливного харчового продукту з труби (2) пакувального матеріалу, що подається уздовж каналу подавання, і котрий містить дві пари губок (7), що можуть рухатися уздовж згаданого каналу подавання і з допомогою відповідних привідних елементів (15, 16, 18), керованих серводвигунами (20), які виконані з можливістю...
Спосіб дугового зварювання різнотовщинних елементів трубопроводу
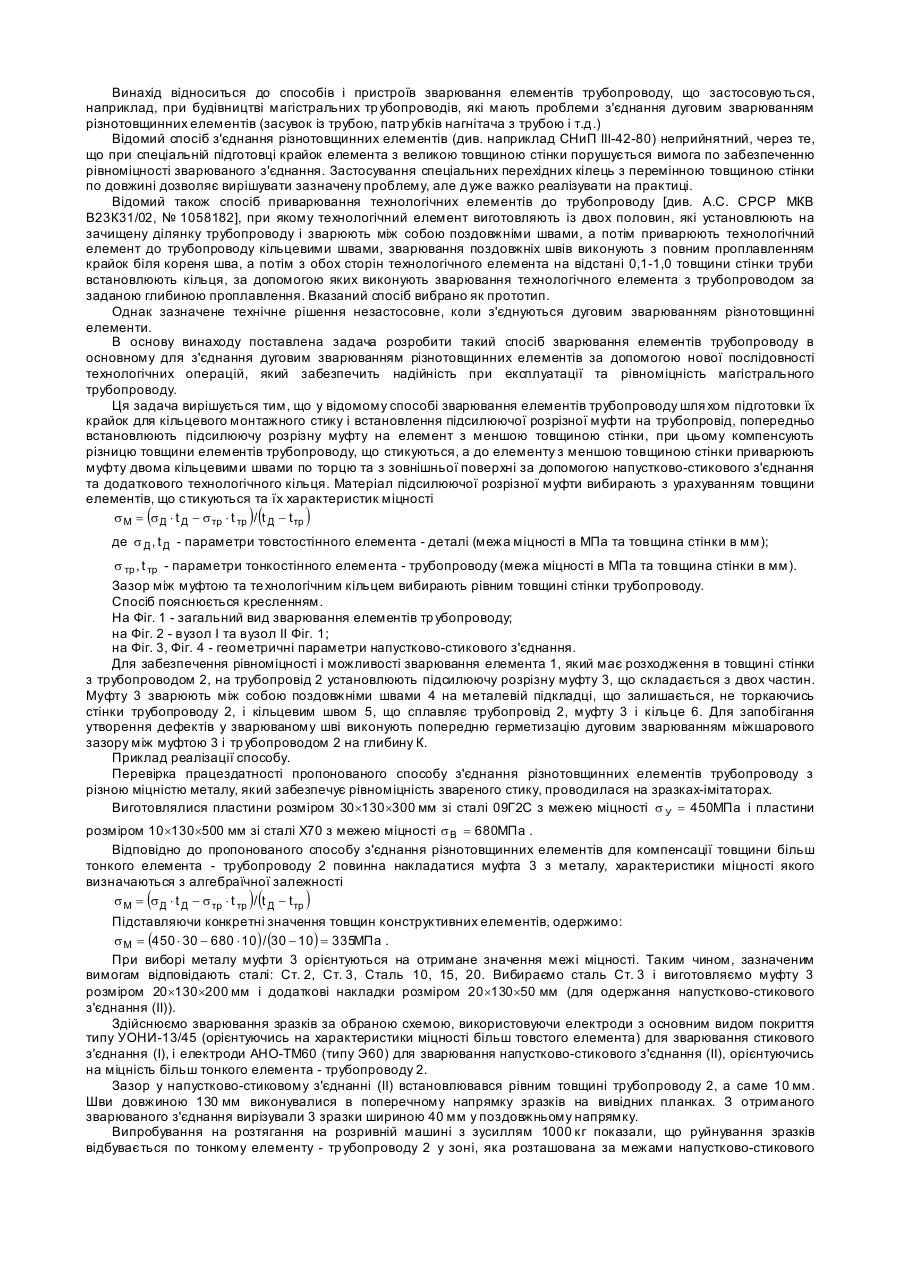
Номер патенту: 68285
Опубліковано: 15.07.2004
Автори: Максимов Сергій Юрійович, Дрогомирецький Михайло Миколайович, Беккер Михайло Вікторович, Бут Віктор Степанович, Педько Борис Іванович, Коломєєв Валентин Миколайович
МПК: F16L 13/00, B23K 31/02
Мітки: елементів, спосіб, дугового, різнотовщинних, трубопроводу, зварювання
Формула / Реферат:
1. Спосіб дугового зварювання різнотовщинних елементів трубопроводу, які переважно мають різні характеристики міцності металу, шляхом спеціальної підготовки крайок і зварювання кільцевого монтажного стику, який відрізняється тим, що перед зварюванням монтажного кільцевого стику встановлюють підсилюючу розрізну муфту на елемент з меншою товщиною стінки, при цьому компенсують різницю товщин елементів трубопроводу, що стикуються, а до елемента...
Попередній патент: Спосіб вилучення домішок з 2-нітро-4-метилсульфонілбензойної кислоти, очищена 2-нітро-4-метилсульфонілбензойна кислота та спосіб одержання мезотриону
Наступний патент: Пристрій та спосіб зниження вібрації в ньому
Випадковий патент: Сорбент для очищення води від іонів важких металів