Установка для лазерного зварювання трубопроводів
Формула / Реферат
1. Установка для лазерного зварювання трубопроводів, що містить пересувний пристрій, платформу з електростанцією, систему керування, магазин з розміщеними в його гніздах і призначеними для приварювання трубами, з його приводом і пристроєм підтиснення труби до трубопроводу, зварювальну головку і потужний лазер, що містить випромінювач, джерело живлення і допоміжні системи, яка відрізняється тим, що зварювальна головка, лазер або щонайменше випромінювач лазера з'єднані механічно між собою і виконані з можливістю розміщення усередині трубопроводу, а кожне гніздо магазина оснащено штангою підводу комунікацій з розташованим на її кінці механізмом з'єднання і роз'єднання комунікацій з лазером і зварювальною головкою усередині приварюваної труби.
2. Установка за п. 1, яка відрізняється тим, що зварювальна головка оснащена колесами для контактування з внутрішньою поверхнею трубопроводу.
3. Установка за пп. 1 або 2, яка відрізняється тим, що зварювальна головка оснащена акумулятором, приводом і виконавчими механізмами переміщення усередині трубопроводу.
Текст
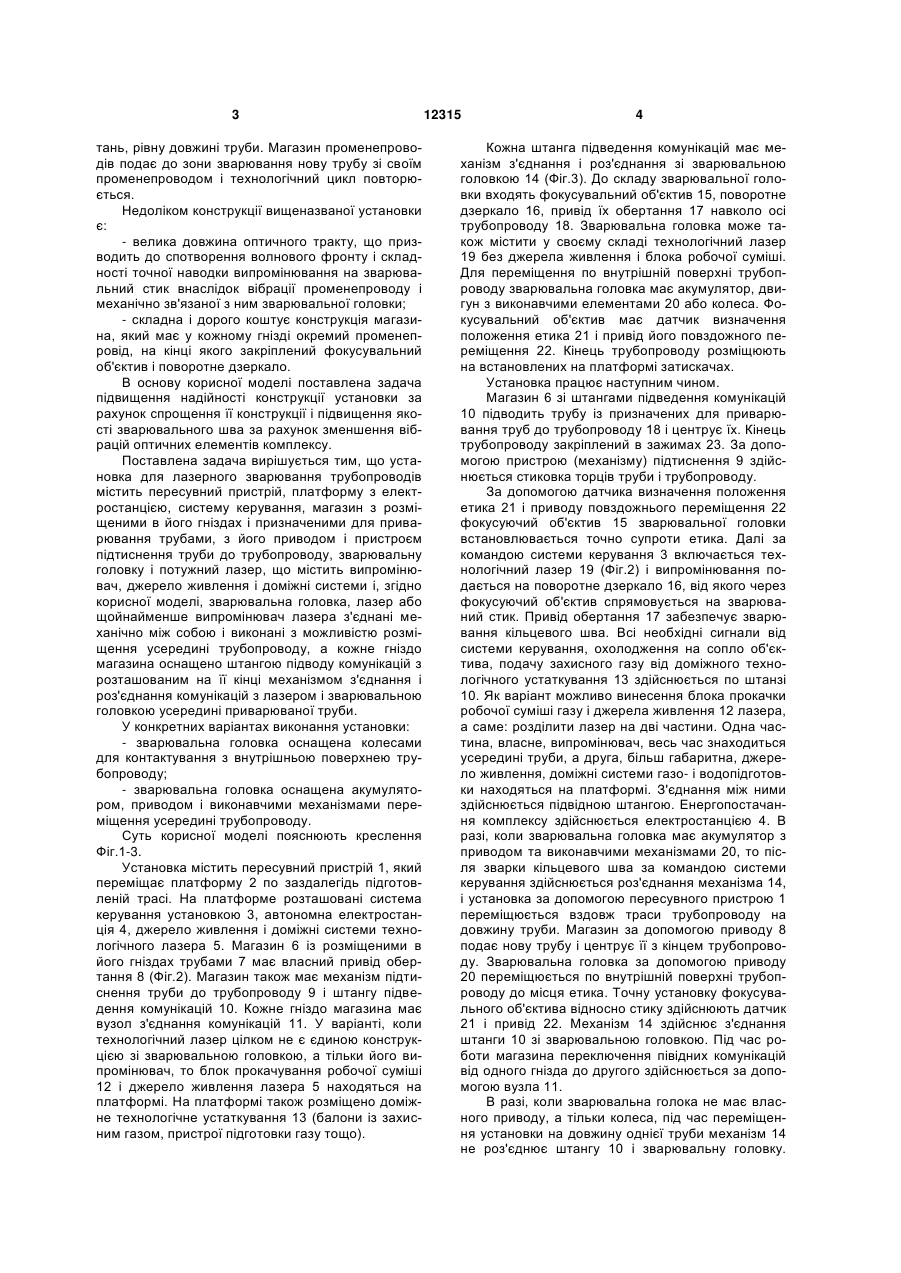
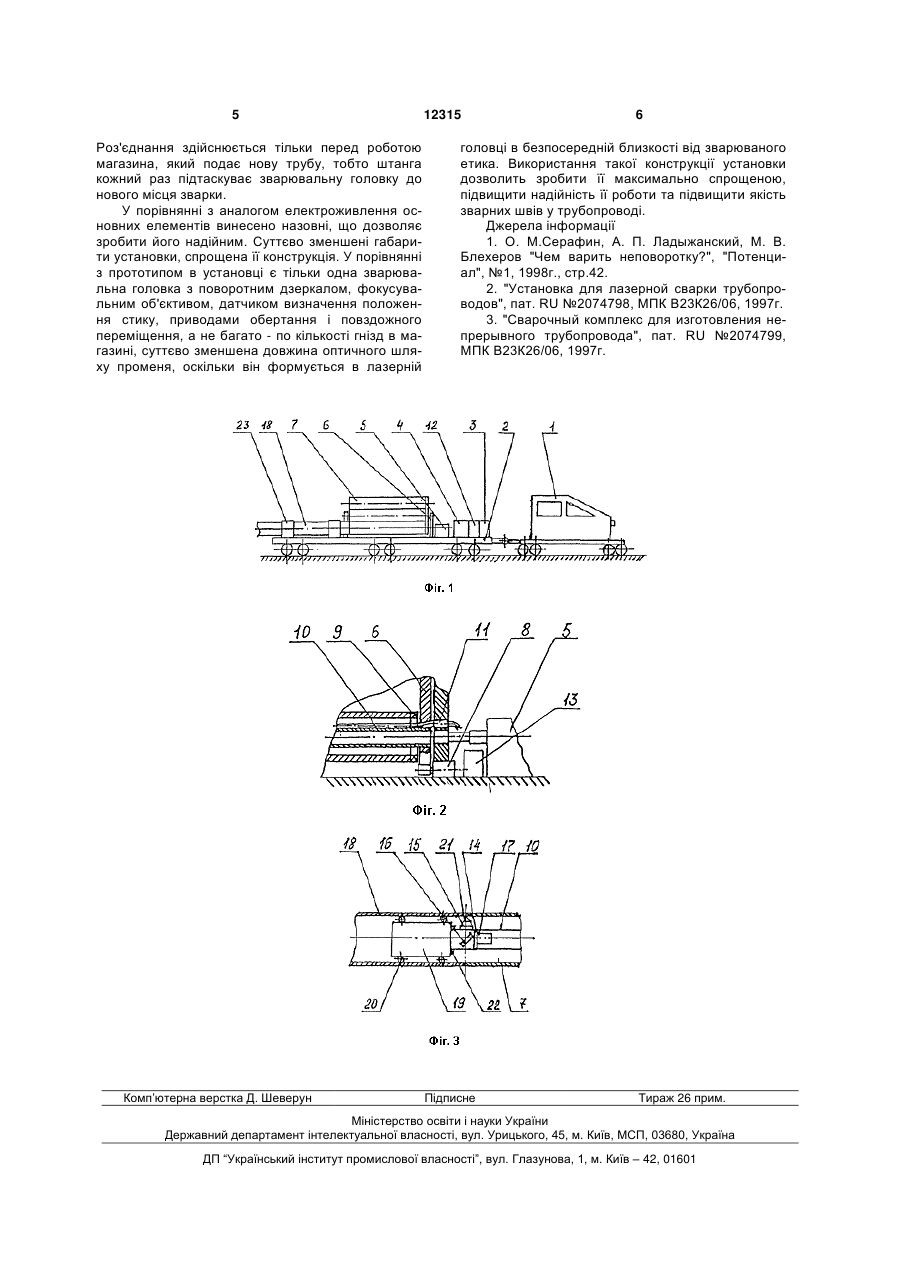
1. Установка для лазерного зварювання трубопроводів, що містить пересувний пристрій, платформу з електростанцією, систему керування, магазин з розміщеними в його гніздах і призначеними для приварювання трубами, з його приводом і пристроєм підтиснення труби до трубопроводу, зварювальну головку і потужний лазер, що містить випромінювач, джерело живлення і допоміжні системи, яка відрізняється тим, що зварювальна 3 тань, рівну довжині труби. Магазин променепроводів подає до зони зварювання нову трубу зі своїм променепроводом і технологічний цикл повторюється. Недоліком конструкції вищеназваної установки є: - велика довжина оптичного тракту, що призводить до спотворення волнового фронту і складності точної наводки випромінювання на зварювальний стик внаслідок вібрації променепроводу і механічно зв'язаної з ним зварювальної головки; - складна і дорого коштує конструкція магазина, який має у кожному гнізді окремий променепровід, на кінці якого закріплений фокусувальний об'єктив і поворотне дзеркало. В основу корисної моделі поставлена задача підвищення надійності конструкції установки за рахунок спрощення її конструкції і підвищення якості зварювального шва за рахунок зменшення вібрацій оптичних елементів комплексу. Поставлена задача вирішується тим, що установка для лазерного зварювання трубопроводів містить пересувний пристрій, платформу з електростанцією, систему керування, магазин з розміщеними в його гніздах і призначеними для приварювання трубами, з його приводом і пристроєм підтиснення труби до трубопроводу, зварювальну головку і потужний лазер, що містить випромінювач, джерело живлення і доміжні системи і, згідно корисної моделі, зварювальна головка, лазер або щойнайменше випромінювач лазера з'єднані механічно між собою і виконані з можливістю розміщення усередині трубопроводу, а кожне гніздо магазина оснащено штангою підводу комунікацій з розташованим на її кінці механізмом з'єднання і роз'єднання комунікацій з лазером і зварювальною головкою усередині приварюваної труби. У конкретних варіантах виконання установки: - зварювальна головка оснащена колесами для контактування з внутрішньою поверхнею трубопроводу; - зварювальна головка оснащена акумулятором, приводом і виконавчими механізмами переміщення усередині трубопроводу. Суть корисної моделі пояснюють креслення Фіг.1-3. Установка містить пересувний пристрій 1, який переміщає платформу 2 по заздалегідь підготовленій трасі. На платформе розташовані система керування установкою 3, автономна електростанція 4, джерело живлення і доміжні системи технологічного лазера 5. Магазин 6 із розміщеними в його гніздах трубами 7 має власний привід обертання 8 (Фіг.2). Магазин також має механізм підтиснення труби до трубопроводу 9 і штангу підведення комунікацій 10. Кожне гніздо магазина має вузол з'єднання комунікацій 11. У варіанті, коли технологічний лазер цілком не є єдиною конструкцією зі зварювальною головкою, а тільки його випромінювач, то блок прокачування робочої суміші 12 і джерело живлення лазера 5 находяться на платформі. На платформі також розміщено доміжне технологічне устаткування 13 (балони із захисним газом, пристрої підготовки газу тощо). 12315 4 Кожна штанга підведення комунікацій має механізм з'єднання і роз'єднання зі зварювальною головкою 14 (Фіг.3). До складу зварювальної головки входять фокусувальний об'єктив 15, поворотне дзеркало 16, привід їх обертання 17 навколо осі трубопроводу 18. Зварювальна головка може також містити у своєму складі технологічний лазер 19 без джерела живлення і блока робочої суміші. Для переміщення по внутрішній поверхні трубопроводу зварювальна головка має акумулятор, двигун з виконавчими елементами 20 або колеса. Фокусувальний об'єктив має датчик визначення положення етика 21 і привід його повздожного переміщення 22. Кінець трубопроводу розміщюють на встановлених на платформі затискачах. Установка працює наступним чином. Магазин 6 зі штангами підведення комунікацій 10 підводить трубу із призначених для приварювання труб до трубопроводу 18 і центрує їх. Кінець трубопроводу закріплений в зажимах 23. За допомогою пристрою (механізму) підтиснення 9 здійснюється стиковка торців труби і трубопроводу. За допомогою датчика визначення положення етика 21 і приводу повздожнього переміщення 22 фокусуючий об'єктив 15 зварювальної головки встановлювається точно супроти етика. Далі за командою системи керування 3 включається технологічний лазер 19 (Фіг.2) і випромінювання подається на поворотне дзеркало 16, від якого через фокусуючий об'єктив спрямовується на зварюваний стик. Привід обертання 17 забезпечує зварювання кільцевого шва. Всі необхідні сигнали від системи керування, охолодження на сопло об'єктива, подачу захисного газу від доміжного технологічного устаткування 13 здійснюється по штанзі 10. Як варіант можливо винесення блока прокачки робочої суміші газу і джерела живлення 12 лазера, а саме: розділити лазер на дві частини. Одна частина, власне, випромінювач, весь час знаходиться усередині труби, а друга, більш габаритна, джерело живлення, доміжні системи газо- і водопідготовки находяться на платформі. З'єднання між ними здійснюється підвідною штангою. Енергопостачання комплексу здійснюється електростанцією 4. В разі, коли зварювальна головка має акумулятор з приводом та виконавчими механізмами 20, то після зварки кільцевого шва за командою системи керування здійснюється роз'єднання механізма 14, і установка за допомогою пересувного пристрою 1 переміщюється вздовж траси трубопроводу на довжину труби. Магазин за допомогою приводу 8 подає нову трубу і центрує її з кінцем трубопроводу. Зварювальна головка за допомогою приводу 20 переміщюється по внутрішній поверхні трубопроводу до місця етика. Точну установку фокусувального об'єктива відносно стику здійснюють датчик 21 і привід 22. Механізм 14 здійснює з'єднання штанги 10 зі зварювальною головкою. Під час роботи магазина переключення півідних комунікацій від одного гнізда до другого здійснюється за допомогою вузла 11. В разі, коли зварювальна голока не має власного приводу, а тільки колеса, під час переміщення установки на довжину однієї труби механізм 14 не роз'єднює штангу 10 і зварювальну головку. 5 Роз'єднання здійснюється тільки перед роботою магазина, який подає нову трубу, тобто штанга кожний раз підтаскуває зварювальну головку до нового місця зварки. У порівнянні з аналогом електроживлення основних елементів винесено назовні, що дозволяє зробити його надійним. Суттєво зменшені габарити установки, спрощена її конструкція. У порівнянні з прототипом в установці є тільки одна зварювальна головка з поворотним дзеркалом, фокусувальним об'єктивом, датчиком визначення положення стику, приводами обертання і повздожного переміщення, а не багато - по кількості гнізд в магазині, суттєво зменшена довжина оптичного шляху променя, оскільки він формується в лазерній Комп’ютерна верстка Д. Шеверун 12315 6 головці в безпосередній близкості від зварюваного етика. Використання такої конструкції установки дозволить зробити її максимально спрощеною, підвищити надійність її роботи та підвищити якість зварних швів у трубопроводі. Джерела інформації 1. О. М.Серафин, А. П. Ладыжанский, М. В. Блехеров "Чем варить неповоротку?", "Потенциал", №1, 1998г., стр.42. 2. "Установка для лазерной сварки трубопроводов", пат. RU №2074798, МПК В23К26/06, 1997г. 3. "Сварочный комплекс для изготовления непрерывного трубопровода", пат. RU №2074799, МПК В23К26/06, 1997г. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for laser welding of pipeline
Назва патенту російськоюУстановка для лазерной сварки трубопроводов
МПК / Мітки
МПК: B23K 26/00
Мітки: лазерного, трубопроводів, установка, зварювання
Код посилання
<a href="https://ua.patents.su/3-12315-ustanovka-dlya-lazernogo-zvaryuvannya-truboprovodiv.html" target="_blank" rel="follow" title="База патентів України">Установка для лазерного зварювання трубопроводів</a>
Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів та спосіб його використання
Номер патенту: 47198
Опубліковано: 15.06.2004
Автор: Попадинець Юрій Васильович
МПК: B23K 26/00, B23K 26/14, G02B 6/00
Мітки: різання, трубопроводів, зварювання, нерухомих, використання, лазерного, стиків, спосіб, кільцевих, світловод
Формула / Реферат:
1. Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів, який містить поворотні дзеркала, кожне з яких закріплене на кінематичній парі, які встановлені в місцях зміни напрямку осей ланок світловоду, який відрізняється тим, що він містить п'ять поворотних дзеркал, причому кріплення поворотних дзеркал виконано з можливістю їх просторового юстування за допомогою гвинтів, кінематичні пари виконані сферичними, а...
Зварювальний комплекс для зварювання трубопроводів під водою

Номер патенту: 44923
Опубліковано: 15.03.2002
Автори: Казимов Борис Іванович, Кучук-Яценко Сергій Іванович, Зяхор Ігор Васильович
МПК: B23K 11/04, F16L 1/26
Мітки: зварювальний, комплекс, трубопроводів, зварювання, водою
Формула / Реферат:
1. Зварювальний комплекс для зварювання трубопроводів під водою, який містить камеру жорсткої конструкції, відкриту в нижній частині, із вирізами для труб у бокових стінках і шарнірно закріпленими біля вирізів захватами з ущільненнями для гідроізоляції кінців труб, що зварюються, зварювальну установку, розміщену всередині камери, і систему подачі газу в камеру, який відрізняється тим, що зварювальна установка виконана у вигляді підвісної...
Спосіб лазерного зварювання деталей зі скла
Номер патенту: 9176
Опубліковано: 30.09.1996
Автори: Матвіішин Галина Любомирівна, Дутка Ігор Іванович, Мартинова Віра Петрівна, Дорош Ігор Романович
МПК: C03B 23/00
Мітки: деталей, скла, лазерного, зварювання, спосіб
Формула / Реферат:
Способ лазерной сварки деталей из стекла путем установки их по контуру сварки с зазором, фокусировки лазерного луча в зове сварки и нагрева, отличающийся тем, что, с целью повышения производительности путем увеличения скорости сварки, луч лазера фокусируют на кромке верхней свариваемой детали, нагрев ведут при синхронном перемещении деталей, величину зазора Х выбирают из соотношениягде а - температуропроводность стекла,...
Установка для миття устаткування і трубопроводів
Номер патенту: 35262
Опубліковано: 15.03.2001
Автори: Нащубський Валерій Володимирович, Теренько Віктор Миколайович, Паляничко Олександр Іванович
Мітки: миття, трубопроводів, установка, устаткування
Формула / Реферат:
1. Установка для миття устаткування і трубопроводів, що містить ванну і ємність для миючого розчину, яка відрізняється тим, що ванна, в середині якої встановлена ємність для миючого розчину, виконана з теплоізоляцією і кришкою й оснащена нагрівальними елементами, встановленими усередині ванни, при цьому усередині ємності для миючого розчину та усередині ванни над дном розміщені перфоровані вставки, а ванна оснащена системою трубопроводів і...
Пристрій для контролю, суміщення напрямку та поверхонь магістральних трубопроводів
Номер патенту: 3271
Опубліковано: 15.11.2004
Автор: Таранов Віктор Васильович
МПК: F17D 1/00, G01B 11/26, G01B 11/00, G01C 3/00
Мітки: пристрій, трубопроводів, напрямку, суміщення, магістральних, контролю, поверхонь
Формула / Реферат:
Пристрій для контролю та суміщення напрямку та поверхонь магістральних трубопроводів, який складається з лазерного випромінювача, діафрагми та відбивача променя, розташованих на одному напрямку, який відрізняється тим, що напівпровідниковий лазер з коліматором розташовано на платформі з можливістю керування напрямком променя за двома координатами, при цьому платформа безпосередньо забезпечує кріплення її до трубопроводу, встановлено перший...