Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів
Номер патенту: 70069
Опубліковано: 25.05.2012
Автори: Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна
Формула / Реферат
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого інструменту за круговою траєкторією, зміщеною від поверхні отвору на відстань суми величин робочого зазору та радіусу робочого інструменту з утворенням робочого зазору у межах 0,05-0,20 мм і застосуванням розміру зерен феромагнітного абразивного порошку 5-50 мкм з обертанням робочого інструменту навколо своєї осі зі швидкістю 10-15 м/с, переміщенням його вздовж кругової траєкторії зі швидкістю 1-5 м/хв., та одночасними поздовжньо-зворотними рухами вздовж осі циліндричного отвору деталі зі швидкістю 200-350 мм/хв., та разом з поздовжньо-зворотними рухами робочий інструмент отримує додаткові високочастотні ультразвукові коливання у діапазоні 16-40 кГц, який відрізняється тим, що у робочий зазор безперервно крапельним методом подають мастильно-охолоджуючу речовину у вигляді рідкого азоту, при цьому швидкість подачі крапель повинна бути у межах 5-10 крапель за хвилину.
Текст
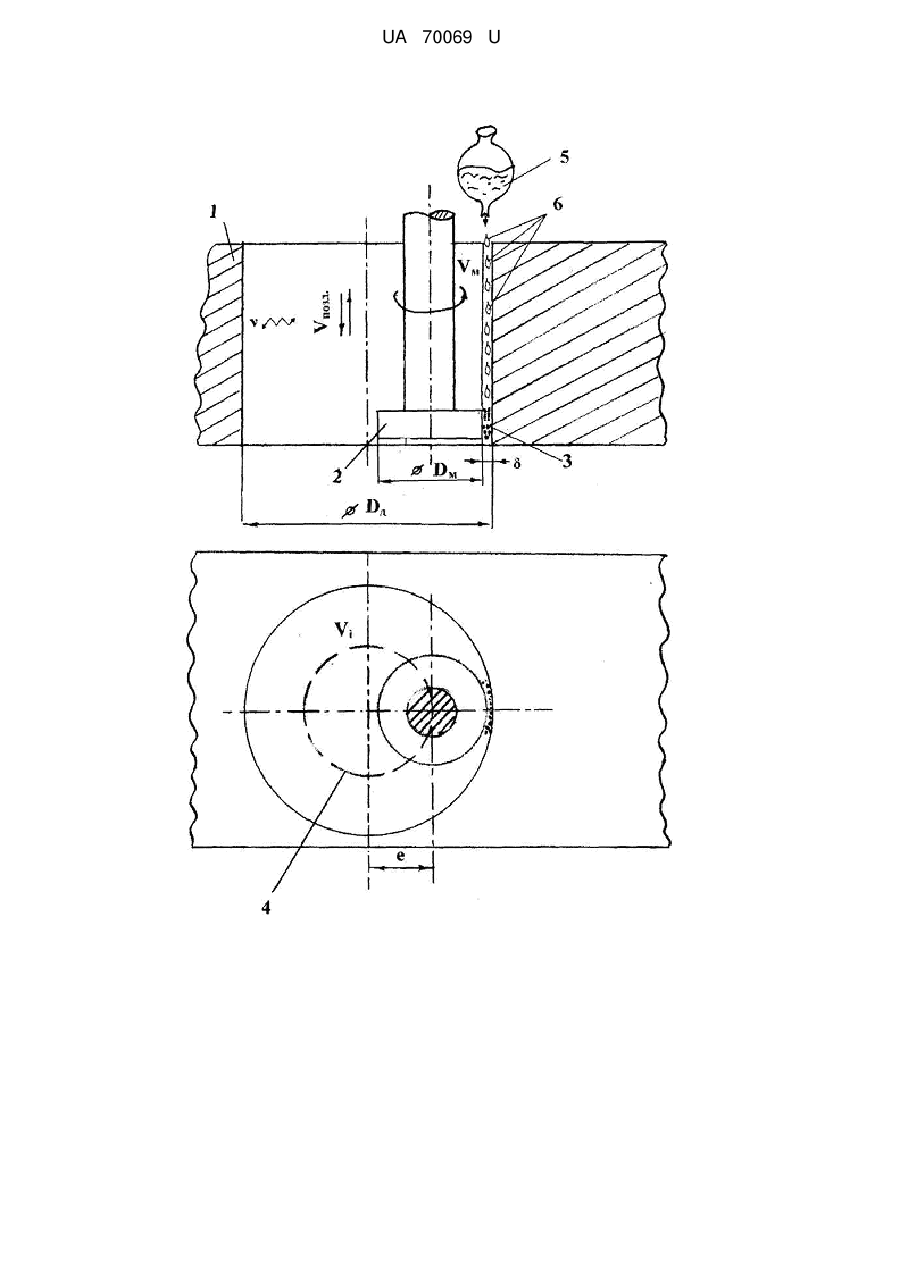
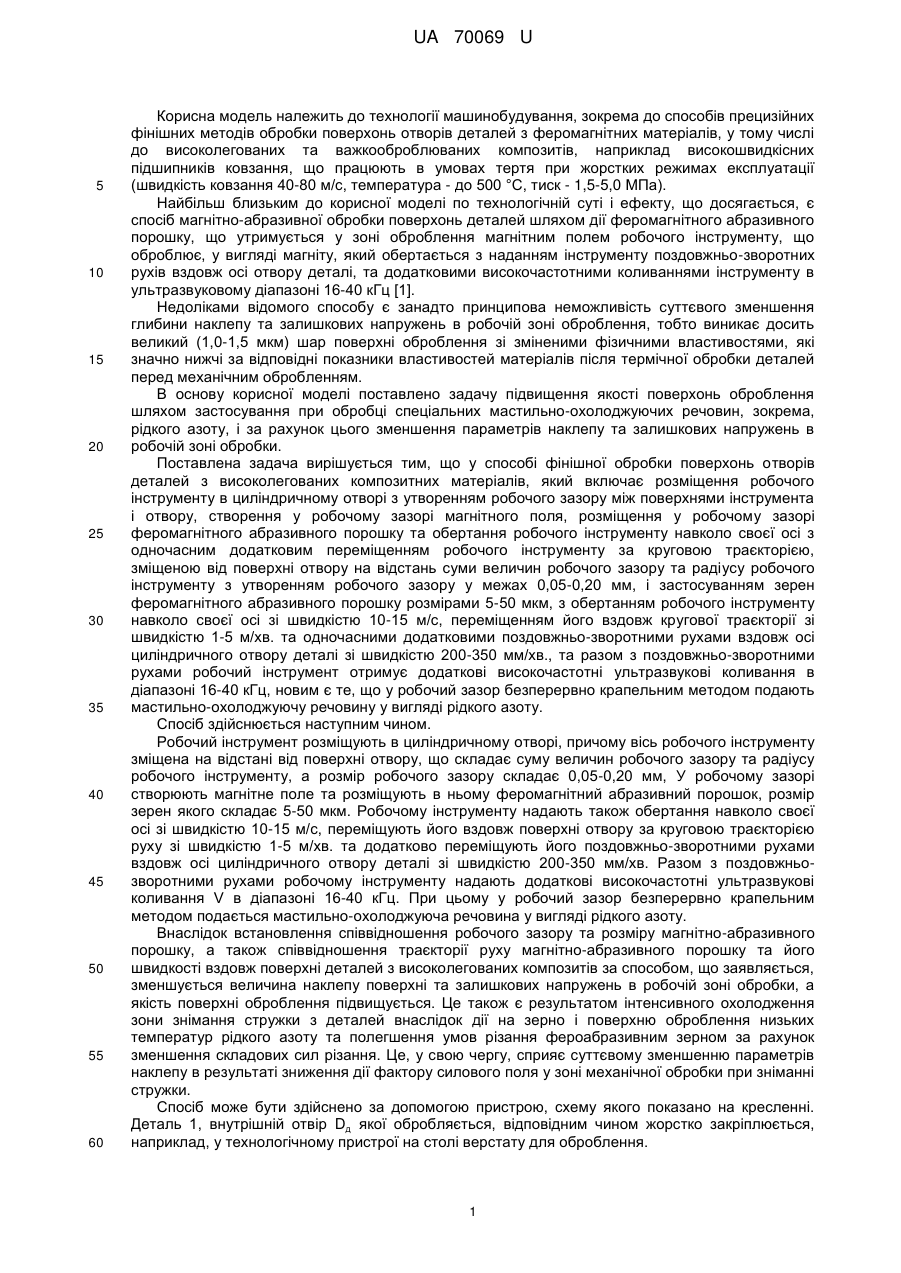
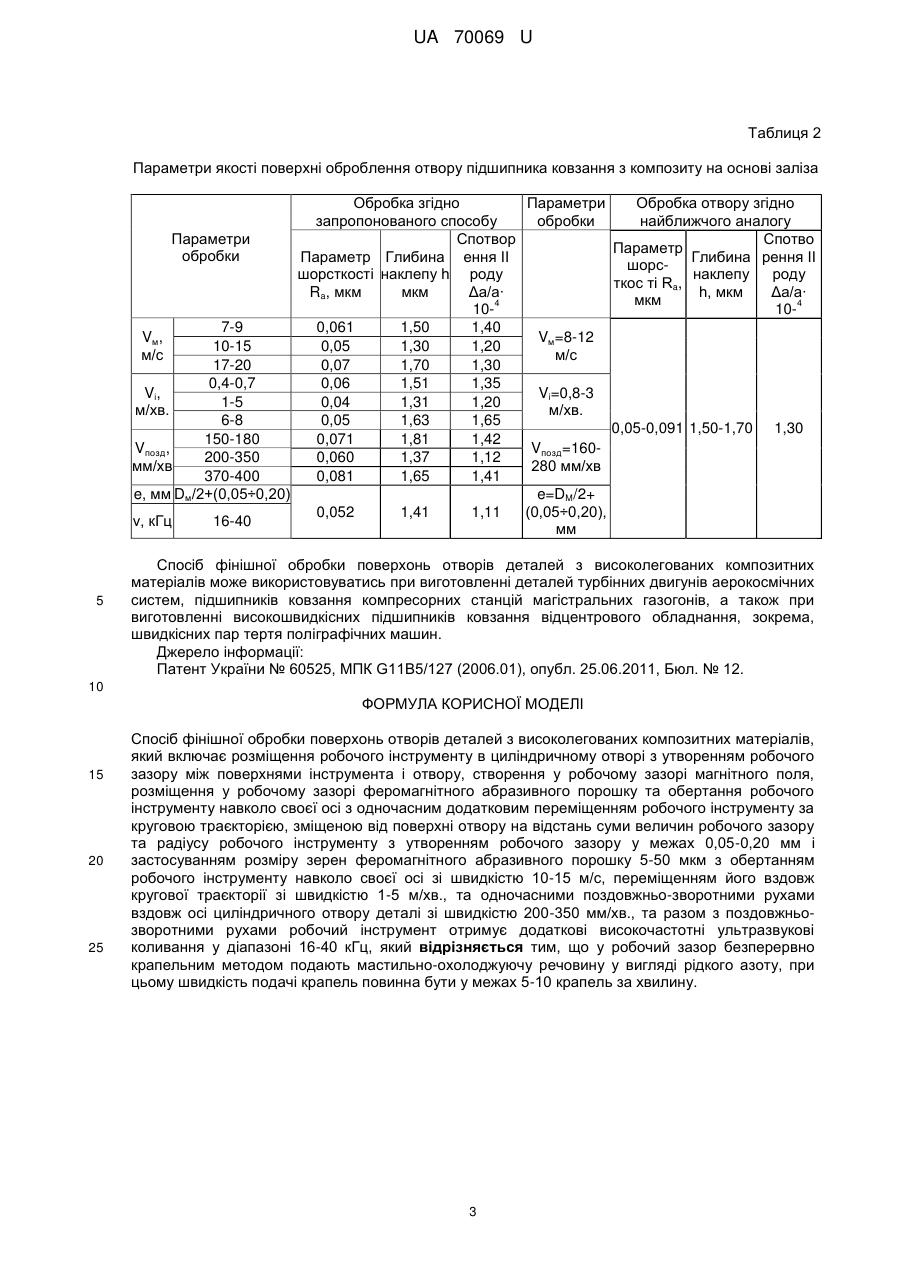
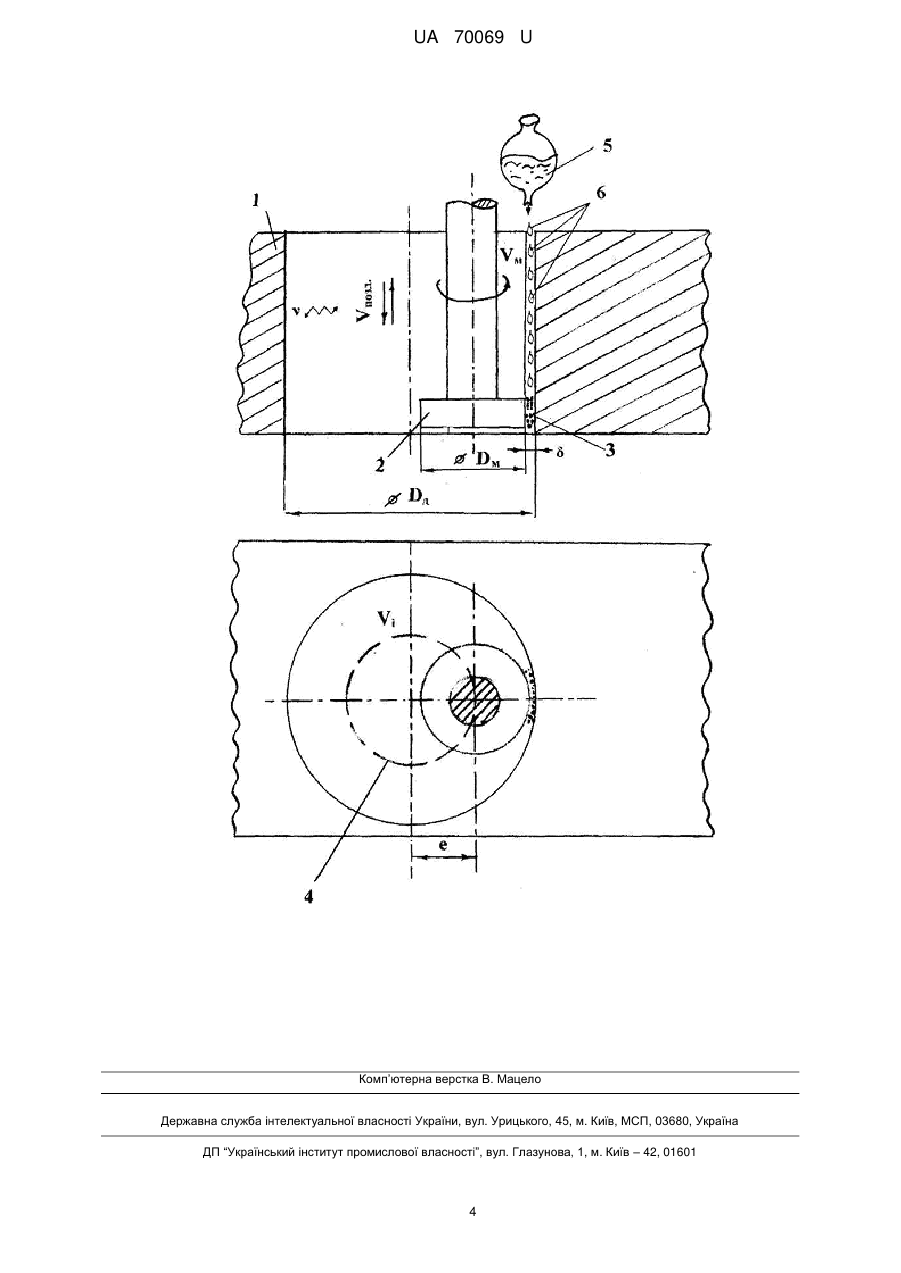
Реферат: Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого інструменту за круговою траєкторією, зміщеною від поверхні отвору на відстань суми величин робочого зазору та радіусу робочого інструменту з утворенням робочого зазору у межах 0,05-0,20 мм і застосуванням розміру зерен феромагнітного абразивного порошку 5-50 мкм з обертанням робочого інструменту навколо своєї осі зі швидкістю 10-15 м/с, переміщенням його вздовж кругової траєкторії зі швидкістю 1-5 м/хв., та одночасними поздовжньо-зворотніми рухами вздовж осі циліндричного отвору деталі зі швидкістю 200-350 мм/хв., та разом з поздовжньозворотніми рухами робочий інструмент отримує додаткові високочастотні ультразвукові коливання у діапазоні 16-40 кГц. У робочий зазор безперервно крапельним методом подають мастильно-охолоджуючу речовину у вигляді рідкого азоту. Швидкість подачі крапель повинна бути у межах 5-10 крапель за хвилину. UA 70069 U (12) UA 70069 U UA 70069 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології машинобудування, зокрема до способів прецизійних фінішних методів обробки поверхонь отворів деталей з феромагнітних матеріалів, у тому числі до високолегованих та важкооброблюваних композитів, наприклад високошвидкісних підшипників ковзання, що працюють в умовах тертя при жорстких режимах експлуатації (швидкість ковзання 40-80 м/с, температура - до 500 °C, тиск - 1,5-5,0 МПа). Найбільш близьким до корисної моделі по технологічній суті і ефекту, що досягається, є спосіб магнітно-абразивної обробки поверхонь деталей шляхом дії феромагнітного абразивного порошку, що утримується у зоні оброблення магнітним полем робочого інструменту, що оброблює, у вигляді магніту, який обертається з наданням інструменту поздовжньо-зворотних рухів вздовж осі отвору деталі, та додатковими високочастотними коливаннями інструменту в ультразвуковому діапазоні 16-40 кГц [1]. Недоліками відомого способу є занадто принципова неможливість суттєвого зменшення глибини наклепу та залишкових напружень в робочій зоні оброблення, тобто виникає досить великий (1,0-1,5 мкм) шар поверхні оброблення зі зміненими фізичними властивостями, які значно нижчі за відповідні показники властивостей матеріалів після термічної обробки деталей перед механічним обробленням. В основу корисної моделі поставлено задачу підвищення якості поверхонь оброблення шляхом застосування при обробці спеціальних мастильно-охолоджуючих речовин, зокрема, рідкого азоту, і за рахунок цього зменшення параметрів наклепу та залишкових напружень в робочій зоні обробки. Поставлена задача вирішується тим, що у способі фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого інструменту за круговою траєкторією, зміщеною від поверхні отвору на відстань суми величин робочого зазору та радіусу робочого інструменту з утворенням робочого зазору у межах 0,05-0,20 мм, і застосуванням зерен феромагнітного абразивного порошку розмірами 5-50 мкм, з обертанням робочого інструменту навколо своєї осі зі швидкістю 10-15 м/с, переміщенням його вздовж кругової траєкторії зі швидкістю 1-5 м/хв. та одночасними додатковими поздовжньо-зворотними рухами вздовж осі циліндричного отвору деталі зі швидкістю 200-350 мм/хв., та разом з поздовжньо-зворотними рухами робочий інструмент отримує додаткові високочастотні ультразвукові коливання в діапазоні 16-40 кГц, новим є те, що у робочий зазор безперервно крапельним методом подають мастильно-охолоджуючу речовину у вигляді рідкого азоту. Спосіб здійснюється наступним чином. Робочий інструмент розміщують в циліндричному отворі, причому вісь робочого інструменту зміщена на відстані від поверхні отвору, що складає суму величин робочого зазору та радіусу робочого інструменту, а розмір робочого зазору складає 0,05-0,20 мм, У робочому зазорі створюють магнітне поле та розміщують в ньому феромагнітний абразивний порошок, розмір зерен якого складає 5-50 мкм. Робочому інструменту надають також обертання навколо своєї осі зі швидкістю 10-15 м/с, переміщують його вздовж поверхні отвору за круговою траєкторією руху зі швидкістю 1-5 м/хв. та додатково переміщують його поздовжньо-зворотними рухами вздовж осі циліндричного отвору деталі зі швидкістю 200-350 мм/хв. Разом з поздовжньозворотними рухами робочому інструменту надають додаткові високочастотні ультразвукові коливання V в діапазоні 16-40 кГц. При цьому у робочий зазор безперервно крапельним методом подається мастильно-охолоджуюча речовина у вигляді рідкого азоту. Внаслідок встановлення співвідношення робочого зазору та розміру магнітно-абразивного порошку, а також співвідношення траєкторії руху магнітно-абразивного порошку та його швидкості вздовж поверхні деталей з високолегованих композитів за способом, що заявляється, зменшується величина наклепу поверхні та залишкових напружень в робочій зоні обробки, а якість поверхні оброблення підвищується. Це також є результатом інтенсивного охолодження зони знімання стружки з деталей внаслідок дії на зерно і поверхню оброблення низьких температур рідкого азоту та полегшення умов різання фероабразивним зерном за рахунок зменшення складових сил різання. Це, у свою чергу, сприяє суттєвому зменшенню параметрів наклепу в результаті зниження дії фактору силового поля у зоні механічної обробки при зніманні стружки. Спосіб може бути здійснено за допомогою пристрою, схему якого показано на кресленні. Деталь 1, внутрішній отвір Dд якої обробляється, відповідним чином жорстко закріплюється, наприклад, у технологічному пристрої на столі верстату для оброблення. 1 UA 70069 U 5 10 15 20 25 Робочий інструмент 2 з зовнішнім діаметром Dм виконано з магнітного матеріалу або є Індуктором, завдяки чому навкруги інструменту утворюється магнітне поле із заданими параметрами щодо магнітної індукції та напруженості магнітного поля, (величина яких взаємопов'язана із типом матеріалу робочого інструменту та магнітно-абразивного порошку). Робочий інструмент 2 розташовують у пристрої та додатково переміщують за круговою траєкторією, причому траєкторія вісі робочого інструменту зміщена на відстані від поверхні отвору, що складає суму величин робочого зазору та радіусу робочого інструменту e, таким чином, щоб робочий зазор δ між поверхнями робочого інструмента та отвору складав 0,05-0,20 мм. В утвореному робочому зазорі δ магнітним полем фіксуються феромагнітні абразивні зерна 3 розміром 5-50 мкм. У залежності від матеріалу, що оброблюється, робочому інструменту надають обертання навколо своєї осі зі швидкістю Vм від 10 до 15 м/с і переміщують його вздовж поверхні отвору за круговою траєкторією 4 руху зі швидкістю V i 1-5 м/хв., а інструмент 2 додатково переміщують поздовжньо-зворотними рухами вздовж осі циліндричного отвору деталі зі швидкістю Vпозд 200-350 мм/хв. При цьому разом з поздовжньо-зворотними рухами робочому інструменту надають високочастотні ультразвукові коливання V в діапазоні 16-40 кГц. Одночасно у робочий зазор із дюару 5 краплями 6 безперервно подається рідкий азот зі швидкістю подачі крапель у межах 5-10 крапель за хвилину. Запропоновані режими оброблення забезпечують підвищення параметрів якості поверхонь на 30-40 % в порівнянні зі способом, здійсненим за найближчим аналогом. При використанні технологічних режимів, що виходять за межі запропонованих діапазонів, технологічні параметри якості поверхонь знижуються (табл. 1, 2). Висока якість фінішної обробки поверхні забезпечується як для литих, так і для високолегованих композитних матеріалів. При фінішній абразивній обробці отворів деталей за технологічними режимами, що виходять за межі запропонованих діапазонів, технологічні параметри якості поверхонь знижуються. Таблиця 1 Параметри якості поверхні оброблення отвору підшипника ковзання з композиту на основі нікелю Обробка згідно з запропонованим способом Параметри обробки Vм, m/c Vi, м/хв Vпозд, мм/хв 7-9 10-15 17-20 0,4-0,7 1-5 6-8 150-180 200-350 370-400 е, мм Dм/2+(0,05÷0,20) v, кГц Параметри обробки Параметр СпотворенГлибина шорстня II роду наклепу кості Ra, Δа/а∙ h, мкм 4 мкм 100,05 0,03 0,04 0,06 0,03 0,04 0,05 0,03 0,04 0,80 0,60 0,90 0,80 0,65 0,70 1,00 0,55 0,60 0,03 0,65 0,77 0,65 0,70 0,72 0,59 0,80 0,74 0,61 0,71 0,73 16-40 2 Обробка отвору згідно з найближчим аналогом ПараСпотвометр Глибина рення II шорстнаклепу роду кості h, мкм Δа/а∙ Ra, 4 10мкм Vм=8-12 м/с Vi=0,8-3 м/хв. Vпозд, =160-280 мм/хв e=Dм/2+(0,05÷0,20), мм 0,070,08 0,701,10 1,000,75 UA 70069 U Таблиця 2 Параметри якості поверхні оброблення отвору підшипника ковзання з композиту на основі заліза Обробка згідно Параметри Обробка отвору згідно запропонованого способу обробки найближчого аналогу Параметри Спотвор Спотво Параметр обробки Параметр Глибина ення II Глибина рення II шорсшорсткості наклепу h роду наклепу роду ткос ті Ra, Ra, мкм мкм Δа/а∙ h, мкм Δа/а∙ мкм 4 4 10107-9 0,061 1,50 1,40 Vм, Vм=8-12 10-15 0,05 1,30 1,20 м/с м/с 17-20 0,07 1,70 1,30 0,4-0,7 0,06 1,51 1,35 Vi, Vi=0,8-3 1-5 0,04 1,31 1,20 м/хв. м/хв. 6-8 0,05 1,63 1,65 0,05-0,091 1,50-1,70 1,30 150-180 0,071 1,81 1,42 Vпозд, Vпозд=160200-350 0,060 1,37 1,12 мм/хв 280 мм/хв 370-400 0,081 1,65 1,41 e, мм Dм/2+(0,05÷0,20) e=DM/2+ 0,052 1,41 1,11 (0,05÷0,20), v, кГц 16-40 мм 5 Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів може використовуватись при виготовленні деталей турбінних двигунів аерокосмічних систем, підшипників ковзання компресорних станцій магістральних газогонів, а також при виготовленні високошвидкісних підшипників ковзання відцентрового обладнання, зокрема, швидкісних пар тертя поліграфічних машин. Джерело інформації: Патент України № 60525, МПК G11B5/127 (2006.01), опубл. 25.06.2011, Бюл. № 12. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого інструменту за круговою траєкторією, зміщеною від поверхні отвору на відстань суми величин робочого зазору та радіусу робочого інструменту з утворенням робочого зазору у межах 0,05-0,20 мм і застосуванням розміру зерен феромагнітного абразивного порошку 5-50 мкм з обертанням робочого інструменту навколо своєї осі зі швидкістю 10-15 м/с, переміщенням його вздовж кругової траєкторії зі швидкістю 1-5 м/хв., та одночасними поздовжньо-зворотними рухами вздовж осі циліндричного отвору деталі зі швидкістю 200-350 мм/хв., та разом з поздовжньозворотними рухами робочий інструмент отримує додаткові високочастотні ультразвукові коливання у діапазоні 16-40 кГц, який відрізняється тим, що у робочий зазор безперервно крапельним методом подають мастильно-охолоджуючу речовину у вигляді рідкого азоту, при цьому швидкість подачі крапель повинна бути у межах 5-10 крапель за хвилину. 3 UA 70069 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for finish machining of aperture surfaces of the parts made of high-alloy composite materials
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Melnyk Olena Oleksiivna, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Назва патенту російськоюСпособ финишной обработки поверхностей отверстий деталей из высоколегированных композитных материалов
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Мельник Елена Алексеевна, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: B24B 5/06, B24B 31/112, G11B 5/127, B24B 37/02
Мітки: високолегованих, деталей, отворів, обробки, фінішної, матеріалів, поверхонь, спосіб, композитних
Код посилання
<a href="https://ua.patents.su/6-70069-sposib-finishno-obrobki-poverkhon-otvoriv-detalejj-z-visokolegovanikh-kompozitnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів</a>
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович
МПК: B24B 31/112, B24B 37/02, B24B 5/06
Мітки: циліндричних, магнітно-абразивної, обробки, поверхонь, деталей, фінішної, спосіб, високолегованих, композитів, отворів
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: поверхонь, обробки, отворів, спосіб, фінішної, циліндричних, магнітно-абразивної, деталей, композитів, високолегованих
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Острик Деніс Вікторович, Мельник Олена Олексіївна, Киричок Петро Олексійович, Макаров Артем Сергійович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: основі, отворів, поверхонь, циліндричних, високолегованих, фінішної, сплавів, нікелю, деталей, обробки, магнітно-абразивної, спосіб
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном’яких сплавів на основі нікелю
Номер патенту: 48386
Опубліковано: 10.03.2010
Автори: Киричок Петро Олексійович, Віцюк Юлія Юріївна, Губар Павло Олексійович, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Мельник Олена Олексіївна, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: циліндричних, сплавів, магнітно-абразивної, обробки, фінішної, основі, магнітном'яких, отворів, деталей, нікелю, високолегованих, поверхонь, спосіб
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном'яких сплавів на основі нікелю, який включає розміщення робочого інструмента в циліндричному отворі співвісно з ним та з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі,...
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів
Номер патенту: 60525
Опубліковано: 25.06.2011
Автори: Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Острик Деніс Вікторович, Макаров Артем Сергійович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Мельник Олена Олексіївна
МПК: G11B 5/127
Мітки: фінішної, поверхонь, ковзання, отворів, високолегованих, обробки, композитів, підшипників, спосіб, циліндричних
Формула / Реферат:
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого...
Попередній патент: Вогнестійкий каркас будівлі
Наступний патент: Глушник шуму газового струменя
Випадковий патент: Спосіб оцінки комфортності матеріалів для одягу