Брикет, придатний до розрідження металургійного шлаку, та спосіб виготовлення брикету
Номер патенту: 70384
Опубліковано: 15.10.2004
Автори: Лєщінскій Вольф Міхайловіч, Княп Карел, Болдєнков Віктор Івановіч, Стєпанєнко Алєксандр Ніколаєвіч, Нікітіна Любовь Арсєнтьєвна
Формула / Реферат
1. Брикет для розрідження металургійного шлаку, виготовлений із суміші, до складу якої входить шлак від вторинної переробки алюмінію як основна складова, а також полімерна зв’язуюча речовина та вода, який відрізняється тим, що суміш містить, мас. %:
шлак від вторинної переробки алюмінію 85-98
полівінілацетатна дисперсія як зв`язуюча речовина 1-8
вода решта,
а також тим, що брикет містить воду як залишкову вологу у кількості до 1,5% відносно загальної маси брикету, при цьому брикет має питому густину від 1500 до 5000 кг/м3 і міцність на стиск принаймні 20 МПа.
2. Брикет згідно з п. 1, який відрізняється тим, що має залишкову вологість в кількості до 0,5 мас.% відносно загальної маси брикету.
3. Брикет згідно з пп. 1 або 2, який відрізняється тим, що суміш в масі містить 90 - 92 % шлаку від вторинної переробки алюмінію, 1-3% полівінілацетатної дисперсії, а решта - вода.
4. Брикет згідно з пп. 1 або 2, або 3, який відрізняється тим, що суміш також містить 0,5-2 мас.% ненасиченої кислоти, вибраної з групи, яка включає олеїнову та/або пальмітинову, та/або стеаринову кислоту як гідрофобну присадку.
5. Брикет згідно з пп. 1-4, який відрізняється тим, що має циліндричну форму.
6. Спосіб виготовлення брикету згідно з пп. 1-5, який відрізняється тим, що різні складові суміші, а саме шлак від вторинної переробки алюмінію, полівінілацетатну дисперсію як клейку речовину, воду, а також гідрофобну присадку, якщо така використовується, змішують у змішувачі впродовж 10-60 секунд до досягнення гомогенного стану; одержану гомогенну суміш пресують з питомим тиском 110-130 МПа, надаючи суміші форму брикету, який послідовно висушують за температури між 120 та 200°С впродовж 30-60 хвилин в залежності від маси брикету, доки вміст залишкової води не знизиться до максимальної величини 1,5 мас.%; після сушіння гарячий брикет охолоджують, а охолоджений брикет упаковують для запобігання відволожуванню до його подальшого використання або переробки.
7. Спосіб згідно з п. 6 , який відрізняється тим, що при змішуванні складових до досягнення гомогенного стану суміші її одночасно підігрівають до температури в межах 25–99°С .
8. Спосіб згідно з п. 6 або 7, який відрізняється тим, що після сушіння перед упакуванням гарячий брикет охолоджують до температури 30–50°С.
Текст
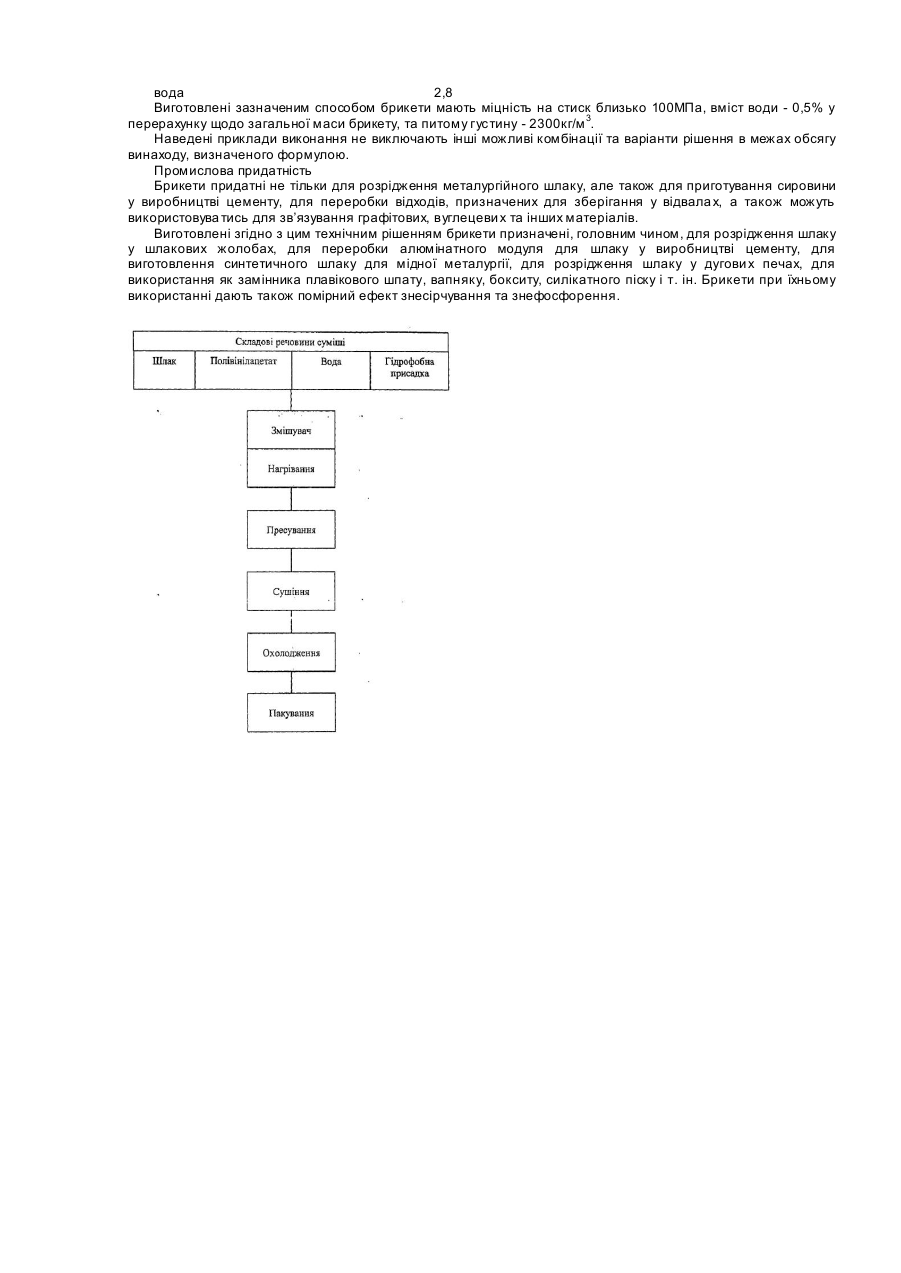
Винахід стосується брикету для розрідження металургійного шлаку . виготовленого із суміші, яка містить шлак вторинної переробки алюмінію, як основну складову, а також полімерне зв'язуюче та воду. Винахід стосується також способу виготовлення цього брикету. При виробництві алюмінію створюються шлаки з різним вмістом супутніх елементів та їх сполук . Шлаки від вторинної переробки алюмінію вважаються зараз відходами виробництва алюмінію та займають великі корисні площі у вигляді звалищ. Крім цього, шлак, який знаходиться на звалищах, під впливом атмосферних явищ розкладається і виділяє шкідливий аміак, який до того ж тхне, що суттєво погіршує оточуюче середовище. Під час складування цей шлак набуває поступово дрібнозернистої консистенції і, таким чином, створюється багато як мінерального, так і алюмінатного пилу. Шлак від виробництва алюмінію потім переробляють шляхом подрібнення та вимивання для одержання залишкового алюмінію. Більша частина залишків, які містять суміш окислів, хлоридів, фторидів та металічних частинок, головним чином на основі Аl, Na, Κ, Si, ідуть у відвали або ж їм знаходять використання з великими труднощами. Багато з вже впроваджених технологій спрямовані або на використання металічної частини з піни, або ж після подрібнення ці піна та шлаки вимивають водою. При першому способі утворюється частина відходів, що не переробляється, тобто згадана вище суміш металічних частин та окисів. В інших випадках, коли з цих відходів щось видобувають, подрібнюючи їх, створюється велика кількість газів, серед яких аміак, ацетилен, метан, іноді арсин (миш'яковистий водень), фосфіни на додаток до соляних розчинів та шламу. Недоліками цих виробничих процесів є виникнення небезпечних газів, соляних розчинів та шламу, усунення яких потребує або великих витрат енергії, або вимагає використання складного обладнання. Наприклад, в опублікованій чеській заявці №PV 830-95 описано спосіб переробки пилової фракції алюмінієвої піни, згідно з яким піна та алюмінієві відходи без будь-якої попередньої обробки вищолочують та розчиняють без доступу повітря в лужному розчині, який містить хлористі іони, в якому розкладаються карбіди та нітриди і вступає в реакцію алюміній. Аміак, водень, метан і можливо фосфіни, арсини та інші продукти, які виникають спалюють за температури 800-1000°С. Залишковий шлам відфільтровують. З водного розчину при нагріванні викристалізовується суміш хлоридних солей. Фільтрувальний "пиріг" висушують і вже без карбідів і карбонітридів, металічного алюмінію і т. ін. гранулюють в к ульки або в брикети. Недоліком цього вирішення є складність машинного обладнання, яке, головним чином, виготовляють з нержавіючої сталі або якимось іншим способом захищають від корозії, а також проблеми екологічного та санітарного характеру, пов’язані з уловлюванням тазів, що вивільняються. При цьому, відносно складний спосіб є енергоємним і вимагає великих витрат на інвестиції та виробництво. Певних переваг надає комплексний реагент, який описано в чеській опублікованій заявці на винахід №PV 2914-90, який призначений для розріджування шлаку з знесірчувальною дією. Коли в процесі рафінування у сталеварінні застосовують як складову, яка розріджує шлак, кріолітові відкладення, які є відходами електролітичного виробництва первинного алюмінію. Комплексний реагент можна використовувати у подрібненому стані без подальшого обробляння і додавання інших компонентів. Цей винахід не вирішує проблему використання відходів виробництва вторинного алюмінію, при якому необхідно забезпечити ущільнення пилових та дрібнозернистих фракцій шлаку. В металургії при плавленні чавуну та сталі, з метою зниження в’язкості та полегшення видалення шлаку при, плавленні, як одну із складових для розрідження шлаку застосовують фторид, який є дефіцитним та дорогим матеріалом. Рівноцінною заміною фториду міг би бути шлак від вторинної обробки алюмінію, який навіть і зараз відносять до відходів виробництва. Застосування шлаку від вторинної обробки алюмінію в чорній металургії як розріджуючої складової в первісному вигляді сипкого та порошкового матеріалу є неможливим, тому що він незручний у використанні і призводить до запилення робочих місць, що суперечить правилам безпеки праці. Тому в металургії ча вуну та сталі при використовуванні шлаку від вторинної обробки алюмінію найбільш раціональним є його брикетування, яке дозволить поліпшити екологію оточуючого середовища та робочих місць. Для виробництва брикетівіз шлаку використовують різні типи звичайних клейких речовин, наприклад рідке скло, вапняне молоко, кормова патока та інші типи підходящих клейких субстанцій, які, однак, не забезпечують достатню міцність брикетів. В патенті Австрії AT №390965 описано технологію переробки алюмінієвої піни, тобто подрібненого крупнозернистого алюмінієвого шлаку. З нього одержують металічний алюміній, а твердий залишок потім переробляють у брикети для розрідження металургійного шлаку. Як клейку речовину застосовують складні полімери з великим вмістом радикалів, наприклад метальну груп у СН 3, амонієву груп у NH4, фенільні групи, цианісті групи CN та вкраплення металів. Такі полімери одержують, застосовуючи складні технології. Крім цього, за високих температур вони розпадаються і виділяють отруйні речовини, якими є, наприклад, синильна кислота. Для полімеризації використовують дуже високі температури від 1800 до 2800°F (900-1540°С), Нагрівання до таких температур робить процес полімеризації дуже дорогим та складним. Зазначена технологія грануляції непридатна для шлаку від вторинної переробки алюмінію, оскільки через його велику реакційну здатність в гранулах буде відбуватися реакція розкладання, що призведе до зниження міцності гранул і їхньої стійкості щодо розпаду. Найбільша міцність в одержаних гранулах дорівнює 21,9псі, що відповідає 0,16МПа, що не є достатнім для брикетів з алюмінієвого шлаку. Додавання глини з метою склеювання частинок алюмінієвого шлаку також не здається надто підходящою через суттєве підвищення вмісту SіО 2 в суміші і високих температур випалу - 2800°F (1540°С). Зниження вмісту глини призводить до швидкого зниження міцності брикету до величини 0,016-0,02МПа. З цього очевидно, що склад клейкої речовини та приготування гранул не дуже підходять для брикетування шлаку від вторинної переробки алюмінію. Метою технічного рішення, що пропонується, є одержання дешевої розріджувальної компоненти зі шлаку від вторинної переробки алюмінію, яка має ідентичні з флюоритом властивості при розрідженні металургійного шлаку, причому таким способом або на такому обладнанні, які б зводили до мінімуму зазначені вище недоліки. Мета винаходу досягається за допомогою брикетів для розрідження металургійного шлаку, виготовлених із суміші, до складу якої входять шлак від вторинної обробки алюмінію, як основна складова, а також полімерна клейка речовина та вода. Суть винаходу полягає у тому, що суміш містить 85-98% мас. шлаку від вторинної переробки алюмінію, 1-8% мас. полівінілацетатної дисперсії як полімерної зв’язуючої речовини і решту води, а також у тому, що брикет має у своєму складі воду як залишкову вологу у кількості до 1,5% мас., оптимально до 0,5% мас. по відношенню до загальної маси брикету. При цьому брикет має питому густин у від 1500 до 5000кг/м 3 і міцність на стиск принаймні 20МПа. Найкраще, коли суміш містить 90-92% мас. шлаку від вторинної переробки алюмінію, 1% мас. полівінілацетатної дисперсії і залишок - воду. Краще, коли суміш також містить від 0,5 до 2% мас. насичену кислоту, вибрану з групи, яка включає олеїнову кислоту та/або пальмітинову та/або стеаринову кислоту як гідрофобну присадку. У найкращому варіанті виконання брикет має циліндричну форму. Брикет згідно з цим винаходом одержують способом виготовляння, суть якого полягає в тому, що окремі складові суміші, а саме шлак від вторинної переробки алюмінію, полівінілацетатну дисперсію як клейку речовину, воду, а можливо і гідрофобну присадку, змішують у змішувачі впродовж від 10 до 60сек. до досягання гомогенного стану. Одержану гомогенну суміш пресують під питомим тиском пресування 110130МПа для одержання необхідної форми брикету. Після цього брикет висушують впродовж 30-60 хвилин за температури 120-200°С в залежності від маси брикету до досягання максимального вмісту залишкової води в брикеті - 1,5% від загальної маси. Після сушіння гарячий брикет охолоджують. Охолоджений брикет упаковують для захисту від відволожування до подальшого його використання або обробки. При змішуванні складових у змішувачі до досягнення гомогенного стану бажано одночасно підігрівати суміш до температури в межах від 25 до99°С. Після сушіння і перед упакуванням гарячий брикет можна примусово охолодити до температури 30-50°С. Головною перевагою цього винаходу є можливість використання шлаку як розріджувача в металургії, наприклад у виробництві чавун у та сталі для зниження в’язкості розплаву, внаслідок чого суттєво знижуються витрати. Таким чином утилізуються відходи виробництва алюмінію, які, знаходячись на звалищах під впливом кліматичних умов, розкладаються, утворюючи при цьому речовини, які тхн уть, або шкідливі речовини, такі як аміак, метан, водень, фосфіни і т. ін.. З цього витікає ще одна перевага цього винаходу, а саме поліпшенім екології оточуючого середовища та робочих місць, а також вивільнення корисних площ від шлакових звалищ. Таким чином, стає можливою переробка тої частини піни, яку важко обробляти, у виріб, який має позитивні характеристики з точки зору охорони оточуючого середовища. З метою одержання брикетів з достатньою міцністю на стиск - не менше 20МПа - запропонували брикети, які містять полімерну клейку речовину, а саме полівінілацетат. Брикети для розрідження металургійного шлаку можуть мати різну міцність і стабільність при складуванні в залежності від вибору відповідного типу полімерної субстанції та її стр уктури. Найбільшу міцність мають брикети циліндричної форми з масою в межах від 50 до 250г. Для рівномірного розподілу клейких частинок полімерної субстанції у брикети містять воду між частинками шлаку. За своїми фізичними властивостями шлак являє собою ущільнену речовину. Питома густина шлаку перед брикетуванням становить близько 1100кг/м 3. Для виробництва достатньо міцних брикетів необхідно, щоб їхня питома густина дорівнювала 1500-5000кг/м 3. У винаході, що пропонується, застосовують дуже простий і дешевий з точки зору виробництва полімер полівінілацетат який має один радикал, а саме ацетатну гр упу ОСОСН 3. При розпаді цього полімеру виділяються нешкідливі для живих організмів речовини, такі як вода, диоксид вуглецю та оцтова кислота. По суті це полімерна крупнодисперсна, непластифікована в’язка рідина білого кольору з легкою жовтизною, з частинками розміром 1-3 мікрони, без грудочок та сторонніх механічних домішок. Масова доля сухого залишку становить не менше 51%. Масова доля залишкового мономеру дорівнює 0,5%. Звичайна в’язкість за методом стандартного мірного посуду для високомолекулярної сполуки дорівнює 11-40 і виражена числом Сейболта. Здатність до склеювання становить не менше 450Н/м. Для того, щоб брикети могли бути використані згідно з цим винаходом для розрідження металургійного шлаку, вони повинні мати не тільки достатню міцність і стабільність при складуванні, але також і мінімальну вартість. При підвищенні вмісту полімерної присадки у складі брикетів їхні міцність та опір розпаду підвищуються, однак зростає собівартість, причину 10-20 разів. З цієї причини для збереження мінімальної собівартості і досягнення необхідних міцності та стійкості брикетів полімерна субстанція може бути частково замінена гідрофобними присадками. Додання принаймні однієї гідрофобної присадки до суміші для виробництва брикетів у кількості 0,5-2% мас. надає водовідштовхувальної властивості і суттєво знижує здатність брикетів до водопоглинення, а також різко підвищує термін їхнього зберігання на складі. Як гідрофобну присадку використовують ненасичені кислоти, наприклад пальмітинову, стеаринову та олеїнову. Найбільш часто застосовується олеїнова кислота, яка має хімічну формулу С 17Н33СООН і існ ує у дво х кристалічних модифікаціях альфа і бета з температурами плавлення 13,4 та 16,3°С. За кімнатної температури ця кислота має питому густину 0,089г/см 3. Обидві ці кислоти можуть бути використані як чисті хімічні реактиви або у вигляді сумішей від 0 до 100% у взаємній комбінації. Ці кислоти знижують гігроскопічні властивості суміші і подальше вбирання вологи з повітря. їх також використовують як мастило для пресувальних машин. Для рівномірного розподілу клейких частинок полімерної субстанції та гідрофобної присадки, між частинками шлаку, а також для зменшення зовнішніх та вн утрішніх сил тертя, які виникають внаслідок пресування, до брикетів додають воду, яка може бути водопровідною або технічною. Для того, щоб брикети, виготовлені з матеріалу вторинної переробки алюмінію, могли бути використані для розрідження металургійного шлаку, вони повинні мати достатню міцність і опір до розпаду. Виробництво брикетів з матеріалу вторинної переробки алюмінію згідно із звичайною зволожуючою технологією є .неможливим, тому що виготовлені брикети під час сушіння на чистому повітрі впродовж 20-40 хвилин розпадаються. Це відбувається тому, що деякі складові шлаку, наприклад нітриди алюмінію AlxNy та алюміній Аl вступають в хімічну реакцію з водою, під час якої відбувається виділення тепла та газів, наприклад аміаку та водню. Гази, що вивільняються, порушують зв’язок між частинками, брикет розпадається. Складові речовини суміші, з якої виготовляють брикети, змішують у змішувачі до досягнення гомогенного, стану впродовж 10-60сек. Час змішування 10сек. є мінімальним часом, необхідним для достатнього зволожування суміші, час 60сек. є максимальним часом змішування для запобігання прискорення підвищеного розпаду шлаку. Спочатку змішують клейкі присадки і воду у спеціальному змішувачі, наприклад кільцевого типу. В цьому ж змішувачі потім змішують полімерну дисперсію зі шлаком від вторинної переробки алюмінію. Суміш вважається гомогенною тоді, коли гомогенізована суміш для брикетів легко стискається і її окремі компоненти не відділяються. Пресування заготовки брикету здійснюють з питомим тиском пресування від 110 до 130МПа, який надає брикету необхідної міцності і забезпечує витиснення клейкої речовини або гідрофобної присадки на поверхню частинок шлаку. Для сушіння брикетів рекомендується застосовувати температури 120-200°С, які мають діяти впродовж 30-60 хвилин в залежності від маси брикету, для того, щоб вода, необхідна для зволожування поверхні шлаку, була видалена для запобігання небажаного розпаду шлаку. Температури для здійснення полімеризації і сушіння брикетів є достатньо низькі, що суттєво знижує вартість обробки. Сушіння можна здійснювати в обладнанні для сушіння ротаційного типу. Після сушіння гарячий брикет легко охолоджується. Якщо цього не зробити, брикет знову почне вбирати вологу і розпадеться. Брикет може бути охолоджений примусово до 30-50°С в залежності від упаковки, яка буде використана. Охолодження може здійснюватися повільно і примусово на охолоджуючому конвеєрі. Охолоджені брикети упаковують для запобігання відволожування, наприклад під дією атмосферних опадів та надмірної вологості, до моменту їхнього подальшого використання або обробки. Спосіб, який пропонується, дозволяє переробити частину піни, яка важко піддається обробці, у виріб, який з точки зору охорони оточуючого середовища є прийнятним і, в той же час, зберігає сировинні ресурси, головним чином плавіковий шпат, кварцовий пісок, окис алюмінію або боксит. Нижче наведено детальний опис винаходу з можливими варіантами виконання. Технологічний процес виробництва брикетів схематично і скорочено зображено на кресленні, що додається. Приклади виконання винаходу Приклад 1 Шлак, одержаний при вторинній переробці алюмінію і призначений для брикетування, має наступний хімічний склад відомих субстанцій, мас. %: 60-65% Аl2О 3 8-10% SiO2 5-10% Аl(ОН)3 7-10% MgO 5-7% NaCl+KCl до 3% Na3AlF6 до 1,5% ZnO до 1,5% СаО до 1,5% АlхМу до 1,5% Fe до 1,5% Сu сліди до 25%Al сліди: Ρ, As, C, Ni, V, Cr, Mo, Ті. З точки зору мінералогії шлак являє собою алюмосилікат. Модуль активності Ма коливається біля величини 6,5. Модуль лужності звичайно дорівнює 0,17. Шлак є кислотним і довільно розпадається при зберіганні. Він містить гігроскопічні складові, такі як нітриди, карбіди і реагуючий алюміній, які поглинають вологу з оточуючого середовища. Складові, такі як нітриди алюмінію AlxN y і алюміній Аl при взаємодії з водою розпадаються і виділяють велику кількість тепла і газів, наприклад аміаку і водню АlN+3Н2О=Аl(ОН)3+ΝH3 2Аl+6Н2О=2Аl(ОН)3+3Н2 Під дією газів, що виділяються, шлак розпадається на дрібні частинки розміром від 0,1 до 1,5мм. Такий розмір цілком відповідає вимогам щодо зернистості шихти при виробництві брикетів і сприяє операції подрібнення шлаку. При виробництві брикетів шлак подають до змішувача безпосередньо зі звалищ у природному вигляді або з подрібнювального пристрою. Як домішки придатні пилові та окремі крупні частинки від 4 до 6мм. Перед додаванням до шлаку полівінілацетатну дисперсію розчиняють у воді. Присутність води необхідна для рівномірного розподілення частинок полівінілацетатної дисперсії між частинками шлаку, а також для зменшення внутрішніх та зовнішніх сил тертя, які виникають в результаті пресування шлаку. Воду тут треба застосовувати тільки в певній кількості, оскільки її надлишок в процесі пресування витікає через кромки пресувального пристрою, внаслідок чого виникають технологічні труднощі, псується обладнання і забруднюється робоче місце. І навпаки, нестача води призводить до нерівномірного pi/зміщення частинок полімерної клейкої речовини, що також негативно впливає на властивості виготовлених брикетів. Вода в дійсності є шкідливою для брикетів, її вміст в практичних виконаннях винаходу визначено як оптимальний для конкретного типу шлаку. В дійсності вміст води задовольняє склад шлаку, що міняється, особливо стосовно нітридів, металічного алюмінію, карбонітридів і, можливо, і інших сполук. Брикети для розрідження металургійного шлаку згідно з технічним рішенням, що пропонується, виготовляють так, як описано нижче. Спочатку в окремому змішувачі змішують полівінілацетат з водою і одержану полівінілацетатну дисперсію в певній кількості подають до наступного змішувача, де її ретельно змішують зі шлаком та гідрофобною присадкою. Після змішування одержану суміш для брикетування подають до пресу, де пресують брикети з питомим тиском пресування 110-130МПа, оптимальна величина - 1254МПа. Після пресування брикети подають до сушильного пристрою кільцевого типу з охолоджуючим конвеєром. Після охолодження брикети упаковують, наприклад у поліетилен. Що стосується дозування, то існує дозуючий агрегат, який застосовують у виробництві бетону, з плавним та циклічним режимом. При виробництві шлакових сумішей необхідне точне дозування окремих складових, тому для цієї технології придатні об’ємні дозатори. Приготування шлакової суміші супроводжується виділенням алюмінієвого пилу, що негативно впливає на стан робочого середовища і тому бажано виключити присутність людини при керуванні процесом змішування. З цією метою доцільно в циклічних дозаторах застосовувати автоматичні системи керування завантаженням, дозуванням та вивантаженням матеріалів. Автоматичні вагові дозатори непрямої дії за принципом створення системи автоматичного регулювання діляться на дозатори безпосередньої та непрямої дії. Дозатори безпосередньої дії мають в одному агрегаті пристрій для зважування та дозування матеріалу. Дозатори непрямої дії мають два окремих агрегати, один для зважування та другий для дозування матеріалу. Дозатори маси складаються з таких основних частин: ваговий дозуючий бункер, завантажувальний пристрій, ваги для приймання вантажу, ваговий механізм і механізм керування. Завантажувальний пристрій може бути виконаний як заслінка, яка впускає та регулює потік матеріалу, який подається до дозатора з бункера. При приготуванні шлакової суміші можна використовувати спеціальні дозатори для дозування шлаку та для дозування рідини. Автоматичний дозатор для рідини може бути двосекційним і дозволяти зважувати дві складові: воду та полімерну присадку. Автоматичний дозатор для шлаку може бути як односекційним, так і двосекційним . Автоматичні дозатори цих типів можуть мати різні модифікації, що робить можливим їхнє застосування для виробничих ліній різної продуктивності. Для забезпечення роботи дозаторів в автоматичному режимі цифрові індикатори, обладнано пристроєм регулювання дози і пристроєм для дистанційного передавання даних і автоматичного керування. Що стосується змішувального пристрою, то в процесі змішування шлаку з полімерною речовиною, як вже було зазначено раніше, необхідно, щоб кількість води в шлаковій суміші була б, по-перше, мінімальною, а подруге необхідно, щоб змішування шлаку з полімерною присадкою мало гомогенний, характер. Тому змішувач, який здійснює змішування найбільш продуктивно, повинен забезпечувати гомогенне змішування окремих складових впродовж короткого часу, високу продуктивність і повинен мати достатню ємність змішувальної ванни. В ході досліджень було встановлено, що із змішувачів різних типів зазначеним вимогам найбільше відповідають циклічні змішувачі бетону з примусовим змішуванням складових ротаційного та турбулентного типів. Технічні параметри цих змішувачів змінюються в таких межах: час змішування 10-60 секунд, продуктивність 2,6-32м 3/год. Зазначені технічні характеристики дозволяють використовувати ці змішувачі для виробничих ліній різної продуктивності. Шлакову суміш для брикетування, яка має заданий склад, одержують за умови точного дозування окремих складових, тобто шлаку, води та присадки, перед їхньою подачею до змішувача шлаку. Неточність дозування окремих складових шлакової суміші допускається для води та присадок ±2%, для шлаку ±3% від загальної маси. Після змішування у змішувачі шлакова суміш надходить до пресу, який здійснює процес брикетування. Зазначений вище шлак за своїми фізичними властивостями являється ущільненою речовиною. Для виготовлення достатньо міцних брикетів необхідно, щоб їхня питома густина дорівнювала не менше 1500кг/м 3, можливо навіть 5000кг/м 3. Такої питомої густини досягають за допомогою тиску пресування, який дорівнює приблизно 110±130МПа; оптимальною є величина, наприклад, 125МПа, яка дозволяє використовувати пресувальне обладнання малої потужності. Якщо виробничий процес потребує високої продуктивності, то можна здійснювати пресування касетним способом, на пресах з великим зусиллям пресування. Для підвищення продуктивності ліній необхідно також застосовувати автоматичні преси, які дозволяють здійснювати автоматичне завантаження та вивантаження пресу. Процес сушіння брикетів має вирішальне значення для виготовлення брикетів із шлаку від вторинної переробки алюмінію. Як вже зазначалося вище, вода, яка є необхідною для процесу брикетування має наприкінці негативний вплив на міцність брикетів. Після пресуванні, завдяки присутності в брикеті Alx Ny та Н 2О, впродовж 25-40 хвилин відбувається хімічна реакція, після якої брикет втрачає свою міцність і розпадається. Саме ця причина впливала до теперішнього часу на те, що не можна було застосовувати шлак від вторинної переробки алюмінію без попередньої його обробки для виробництва чавуну та сталі. Додавання полімерної присадки не тільки взаємно зв’язує частинки шлаку, але також суттєво уповільнює швидкість перебігу реакції, хоча і не може повністю припинити її. Тому брикети одразу ж після пресування необхідно піддати сушінню. Як сушильний пристрій може бути використаний будь-який нагрівальний агрегат, в робочій камері якого можна добитися температури 200°С. Процес сушіння необхідно здійснювати до досягнення мінімальної вологості в брикеті за температури 120-200°С впродовж 30-60 хвилин в залежності від маси брикету. Згідно з результатами досліджень, форма та розміри брикету певним чином впливають на його міцність та стійкість. Найбільш міцними та стійкими виявилися брикети невеликої циліндричної форми, маса яких перебувала в межах 50-250г, оптимальною була маса близько 120г. Шлак від вторинної переробки алюмінію є гігроскопічним матеріалом, що призводить до поступової появи вологи в брикеті. Це є причиною зниження міцності брикету та скорочення терміну його зберігання. Брикети поступово втрачають свою міцність, а через деякий час стають непридатними для їхнього подальшого використання. Наприклад, для брикетів циліндричної форми з масою від 100 до 150г цей термін дорівнює 5-7 місяців. Певним чином на стійкість брикетів може впливати їхнє упакування в поліетилен, а також і складування в приміщеннях з низькою відносною вологістю. Застосовуючи описаний спосіб, виготовляють брикети з брикетної суміші, до складу якої входять, мас. %: шлак від вторинної переробки алюмінію - більш ніж 95%; полівінілацетатний полімер - до 5%, оптимально - до 1,5%; залишкова волога - максимально 1,5% води, оптимально - не більше 1,5% в перерахунку до всієї маси брикету з питомою густиною 1500-5000кг/м 3, оптимально - близько 2000кг/м 3, та з міцністю на стиск не менше як 20Мпа, оптимально - близько 100МПа. Якість виготовленого брикету залежить не тільки від похідної сировини (перш за все складу і властивостей шлаку, вмісту полівінілацетатної дисперсії, гідрофобної присадки, якщо її використовували, та води), але також і від способу переробки цього шлаку, який також впливає на питому густин у та міцність на стиск брикетів різної форми. Нижче наведено оптимальний склад суміші для брикетування, мас %: Приклад 1 шлак від вторинної переробки алюмінію 92 полівінілацетатна дисперсія 1 вода 7 Із суміші для брикетування зазначеного складу виготовляють брикет з оптимальними властивостями у формі циліндра діаметром від 35 до 55мм, висотою від 15 до 50мм, масою в межах близько 120г, з питомою густиною близько 2000кг/м 3 з міцністю щодо розпаду при стискуванні близько 100МПа, із вмістом залишкової води максимально до 0,5% та стійкістю проти розпаду після упакування близько 7 місяців і більше. Інші можливі приклади виготовлення суміші для брикетування і брикетів зі стійкістю проти розпаду - 7 місяців і більше - описані нижче. Приклад 2 Суміш для брикетування містить, мас. %: шлак від вторинної обробки алюмінію 91 полівінілацетатна дисперсія 2 вода 7 Виготовлені згідно з описаним способом брикети мають міцність на стиск 95МПа, вміст води, мас.% - 0,6 у перерахунку щодо загальної маси брикету, і питому густин у - 2000кг/м 3. Приклад 3 Суміш для брикетування містить, мас. %: шлак від вторинної переробки алюмінію 90 полівінілацетатна дисперсія 3 вода 7 Виготовлені згідно з описаним способом брикети мають міцність на стиск - 95МПа, вміст води, мас. % - 0,4 у перерахунку щодо загальної маси брикету, і питому густину - 2100кг/м 3. Приклад 4 Суміш для брикетування містить, мас. %: шлак від вторинної переробки алюмінію 91,5 полівінілацетатна дисперсія 1,0 гідрофобна присадка, а саме – олеїнова кислота 0,5 Виготовлені зазначеним способом брикети мають міцність на стиск близько 85МПа, вміст води 0,5% в перерахунку на загальну масу брикету, питому густину - 2100кг/м 3. Приклад 5 Суміш для брикетування містить, мас. %: шлак від вторинної переробки алюмінію 91 гідрофобна присадка, а саме - олеїнова кислота та/або стеаринова кислота 1 вода 7 Виготовлені зазначеним способом брикети мають міцність на стиск близько 90МПа, вміст води - 0,5% в перерахунку щодо загальної маси брикету, та питому густину - 2000кг/м 3. Приклад 6 Суміш для брикетування містить, мас. %: шлак від вторинної переробки алюмінію 87,5 полівінілацетатна дисперсія 8,0 гідрофобна присадка, а саме - олеїнова кислота та/або пальмітинова кислота 0,5 вода 4,0 Виготовлені зазначеним способом брикети мають міцність на стиск близько 110МПа, вміст води - 0,5% у перерахунку щодо загальної маси брикету, та питому густину 2300кг/м 3. Приклад 7 Суміш для брикетування містить, мас. %: шлак від вторинної переробки алюмінію 95,0 полівінілацетатна дисперсія 2,0 гідрофобна присадка, а саме - олеїнова кислота 0,2 вода 2,8 Виготовлені зазначеним способом брикети мають міцність на стиск близько 100МПа, вміст води - 0,5% у перерахунку щодо загальної маси брикету, та питому густину - 2300кг/м 3. Наведені приклади виконання не виключають інші можливі комбінації та варіанти рішення в межах обсягу винаходу, визначеного формулою. Промислова придатність Брикети придатні не тільки для розрідження металургійного шлаку, але також для приготування сировини у виробництві цементу, для переробки відходів, призначених для зберігання у відвала х, а також можуть використовува тись для зв’язування графітових, вуглецеви х та інших матеріалів. Виготовлені згідно з цим технічним рішенням брикети призначені, головним чином, для розрідження шлаку у шлакових жолобах, для переробки алюмінатного модуля для шлаку у виробництві цементу, для виготовлення синтетичного шлаку для мідної металургії, для розрідження шлаку у дугови х печах, для використання як замінника плавікового шпату, вапняку, бокситу, силікатного піску і т. ін. Брикети при їхньому використанні дають також помірний ефект знесірчування та знефосфорення.
ДивитисяДодаткова інформація
Назва патенту англійськоюThe briquette suitable for rarefaction of metallurgical slag and a method for producing the briquette
Назва патенту російськоюБрикет, пригодный к разжижению металлургического шлака, и способ изготовления брикета
МПК / Мітки
МПК: C22B 1/24, C22B 1/244, C04B 26/04, C22B 21/00, C04B 18/14
Мітки: спосіб, придатній, брикет, виготовлення, шлаку, брикету, металургійного, розрідження
Код посилання
<a href="https://ua.patents.su/6-70384-briket-pridatnijj-do-rozridzhennya-metalurgijjnogo-shlaku-ta-sposib-vigotovlennya-briketu.html" target="_blank" rel="follow" title="База патентів України">Брикет, придатний до розрідження металургійного шлаку, та спосіб виготовлення брикету</a>
Залізовуглецевий брикет для металургійного виробництва
Номер патенту: 70245
Опубліковано: 15.09.2004
Автори: Томаш Олександр Анатольович, Кладіті Георгій Олександрович, Бойко Володимир Семенович, Фентісов Ігор Миколайович, Бочек Анатолій Павлович, Прахнін Вячеслав Леонідович, Коваль Сергій Олексійович, Климанчук Владислав Владиславович, Ожогін Володимир Володимирович, Чернова Світлана Генадіевна, Лещенко Єгор Миколайович, Ткачов Василь Миколайович
МПК: C22B 1/00
Мітки: металургійного, виробництва, брикет, залізовуглецевий
Формула / Реферат:
Залізовуглецевий брикет для металургійного виробництва, що містить залізорудний концентрат, вуглецевий відновник у вигляді коксику чи антрацитового штибу фракції ≤3 мм, вапняний флюс у гідратованому вигляді і сполучне - рідке скло, який відрізняється тим, що в нього додатково введений сталеплавильний шлам при наступному співвідношенні сухих компонентів, мас. %: залізорудний концентрат 50-70 ...
Спосіб поділу металургійного шлаку та пересувний комплекс для його здійснення
Номер патенту: 24816
Опубліковано: 15.05.2002
Автор: Павлушин Олександр Григорович
МПК: E21C 41/26, B03B 9/04
Мітки: поділу, комплекс, шлаку, спосіб, металургійного, пересувний, здійснення
Формула / Реферат:
1. Спосіб поділу металургійного шлаку, який включає дозовану подачу металургійного шлаку на віброгрохот з одержанням надгрохотного і підгрохотного продукту, який відрізняється тим, що попередньо формують уступ з похилою робочою поверхнею, до рівня віброгрохота, а металургійний шлак складують на згадану поверхню і самопливом подають на віброгрохот, причому як сировину для формування уступу з похилою робочою поверхнею використовують відходи...
Брикет для виплавки високовуглецевого ферохрому
Номер патенту: 63527
Опубліковано: 15.01.2004
Автори: Гріншпунт Вадим Олександрович, Гріншпунт Олександр Григорович
МПК: C22B 1/245, C22B 7/02
Мітки: брикет, виплавки, високовуглецевого, ферохрому
Формула / Реферат:
1. Брикет для виплавки високовуглецевого ферохрому, що включає вуглевмісний відновлювач, зв'язуюче, хромітовий концентрат і кварцит, який відрізняється тим, що брикет містить як вуглевмісний відновлювач і одночасно зв'язуючий вуглевмісні відходи коксохімічного виробництва - кислу смолку при наступному співвідношенні компонентів, мас. %: хромітовий концентрат 60-70 кварцит ...
Добриво “комплект-2001″ на основі шлаку металургійного виробництва та спосіб його отримання
Номер патенту: 48927
Опубліковано: 15.08.2002
Автори: Сохранний Леонід Степанович, Ларін Валентин Петрович, Марченко Неля Михайлівна
МПК: C05D 11/00
Мітки: комплект-2001, отримання, спосіб, добриво, металургійного, виробництва, шлаку, основі
Формула / Реферат:
1. Добриво на основі шлаку металургійного виробництва, яке відрізняється тим, що містить поживні речовини MgO+СаО, масовою долею 39-46 %, домішки SiО2 -не більше 37%, CaC -5%, реакція середовища лужна, з рН не менше 9,0, сумарний вміст вуглекислого кальцію та вуглекислого магнію (в перерахунку на СаСО3) - не менше 90%, а гранулометричний склад характеризується як: повний залишок, на ситі з сітками 05К-00, 025К-30,0, насипна щільність...
Паливний брикет
Номер патенту: 54735
Опубліковано: 17.03.2003
Автор: Охрименко Віктор Володимирович
Формула / Реферат:
Паливний брикет, що містить суміш вуглеводів та деревну стружку, який відрізняється тим, що суміш вуглеводів складається з парафіну та церезину при їхньому об'ємному співвідношенні, % мас.: парафін 20 - 30 церезин 3 - 5 деревна стружка решта.
Попередній патент: Спосіб оцінки насіння рослин на стійкість до хвороб
Наступний патент: Спосіб одержання оцтової кислоти
Випадковий патент: Промисловий пристрій для тралового лову