Залізовуглецевий брикет для металургійного виробництва
Номер патенту: 70245
Опубліковано: 15.09.2004
Автори: Прахнін Вячеслав Леонідович, Бойко Володимир Семенович, Кладіті Георгій Олександрович, Ткачов Василь Миколайович, Бочек Анатолій Павлович, Ожогін Володимир Володимирович, Фентісов Ігор Миколайович, Коваль Сергій Олексійович, Чернова Світлана Генадіевна, Климанчук Владислав Владиславович, Лещенко Єгор Миколайович, Томаш Олександр Анатольович
Формула / Реферат
Залізовуглецевий брикет для металургійного виробництва, що містить залізорудний концентрат, вуглецевий відновник у вигляді коксику чи антрацитового штибу фракції ≤3 мм, вапняний флюс у гідратованому вигляді і сполучне - рідке скло, який відрізняється тим, що в нього додатково введений сталеплавильний шлам при наступному співвідношенні сухих компонентів, мас. %:
залізорудний концентрат
50-70
вуглецевий відновник
16-17
вапняний флюс
до 5
сполучне - рідке скло
до 4
сталеплавильний шлам
інше.
Текст
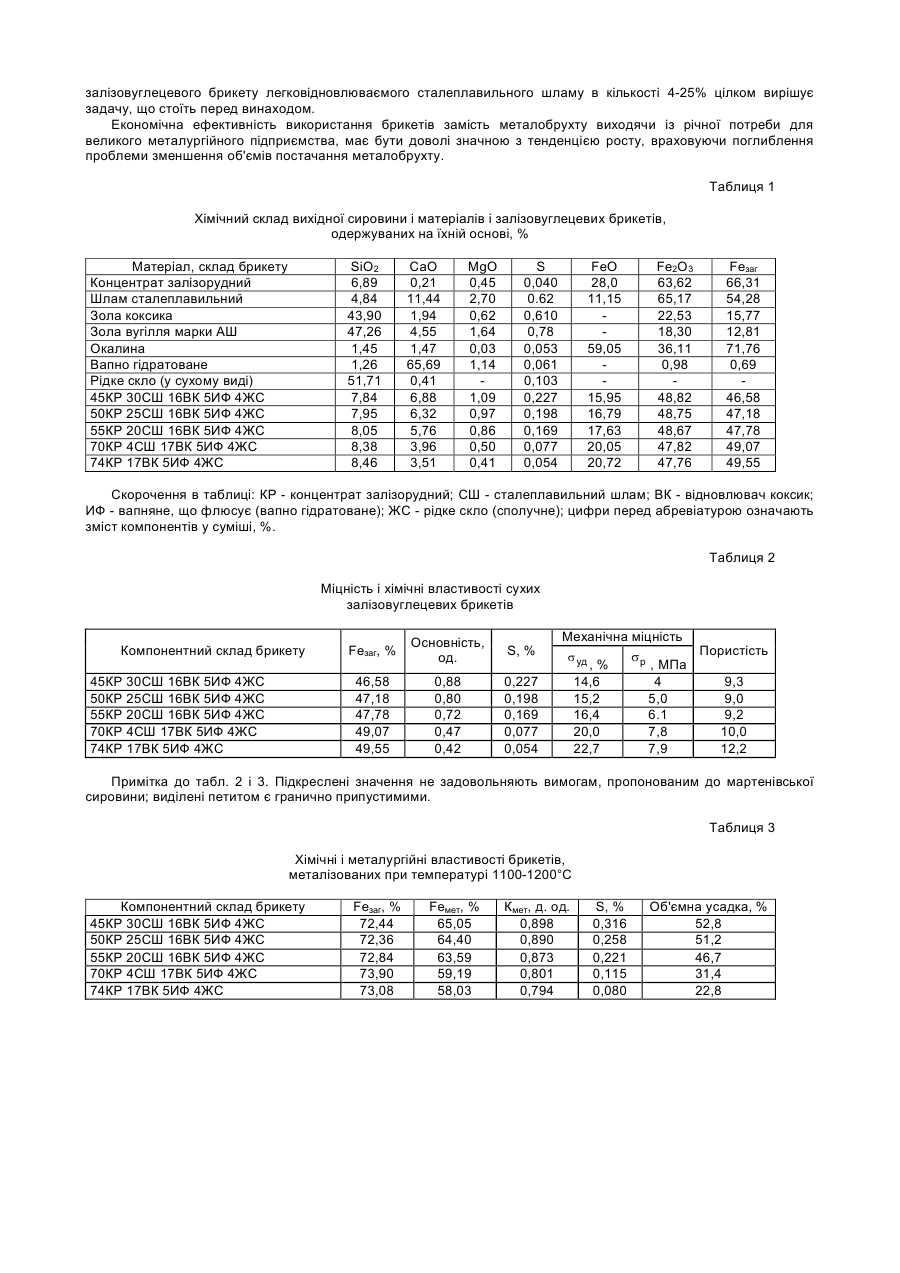
Винахід відноситься до металургії і може бути використаний при виробництві залізовуглецевих брикетів для сталеплавильного або доменного виробництва. Відомий матеріал - брикет для металургійного виробництва, що має наступний склад, мас.%: залізорудний концентрат 5,0-35,0; вуглецеве сполучне (коксовий пек чи бітум) 0,5-10,0; карбюризатор (вугілля, кокс, коксовий дріб'язок чи колошниковий пил) 0,5-10,0; чавунна стружка інше (Патент РФ №2142018, С21С5/52, С22В1/24, 1999, БВКМ №33/2). Відомий матеріал не дозволяє розв'язати завдання, що постає перед винаходом, зокрема передбачає використання великої кількості дефіцитної чавунної стружки (45% і вище). Крім того, постійне використання великих обсягів такого матеріалу, що містить коксовий пік чи бітум, буде приводити до відкладень на стінках лежаків і газоходів липкого сажового вуглецю, що приводить до їхнього заростання. Відсутність у складі брикету вапняного флюсу і наявність органічного сполучного і карбюризатора, що містять сірку, буде приводити до її поглинання концентратом, що відновлюється. Відомий шихтовий матеріал у виді брикетів, що складає з залізовмісних відходів, тонко роздрібнених вуглецевих матеріалів у кількості 5-60% по вуглецю від маси відходів, добавок рідкого скла Na2O.nSiO2, у якому в якості сполучного використовують суміш природних матеріалів - суглинку, глини чи польового шпату (Патент РФ №2154680, С22В1/243, 7/00, 2000, БВКМ, №23). Використання як сполучного мінеральних речовин, у т.ч. рідкого скла, додає брикетам високу міцність. Істотним недоліком даного матеріалу є наявність у брикеті великої кількості оксидів алюмінію і кремнію, а також сірки, що міститься в підвищених кількостях у залізовмісних відходах і вуглецьвмісних матеріалах, що вимагають для зв'язування великої кількості вапняного флюсу, відсутнього в брикеті. Найбільш близьким технічним рішенням по ефекті, що досягається, до пропонованого винаходу є залізококсовий брикет, оптимальна сполука якого має наступне співвідношення компонентів, мас.%: залізорудний концентрат 70; коксик 15; вапно-пушонка 15 (Лур'є Л.А., Равич Б.М. Одержання залізо-коксових брикетів з далекосхідних руд і вугіль // Металург, 1956.№8.-С.4-6). Наявність у концентраті підвищеної кількості оксиду кремнію (14%) визначає вибір непродуктивного методу зміцнення брикетів пропарюванням в автоклаві під тиском 0,7МПа і температурі 174°С з утворенням гідросилікату кальцію. Незважаючи на задовільну міцність у холодному стані (опір удару - 5-7 падінь, опір стиску - 14МПа, міцність на стирання - 93-87%), наявність головного силікатного сполучного, що розпадається при 400-500°С, приводить до передчасного руйнування брикету і виносу дріб'язку, що утворився, потоком газів, що відходять, із зони відновлення (Вегман Е.Ф. Окускування руд і концентратів - М.: Металургія, 1984.-256с.). Крім того, високий зміст вапна-пушонки (15%) приводить до підвищення температури розм'якшення і зниженню утворення рідких фаз, наприклад фаяліту, у результаті чого брикет аж до розплавлювання залізного каркаса, що утворюється при відновленні, залишається пористим, що при наявності окисної атмосфери мартенівської печі приводить брикет до вторинного окислювання. В основу винаходу поставлене завдання створити офлюсований залізовуглецевий брикет для мартенівського виробництва, що відповідав би вимогам по механічній міцності, пропонованої до мартенівських матеріалів, витримував термоудар при завалці брикетів у піч, мав ступінь відновлення 80-90% і більш, а також високу розм'якшеність і усадку, зменшуючи вторинне окислювання заліза атмосфери печі. Для рішення поставленого завдання в залізовуглецевий брикет для металургійного виробництва, що містить залізорудний концентрат, вуглецевий відновлювач у виді коксику чи антрацитового штибу фракції £3мм, вапняний флюс у гідратированому виді і сполучне - рідке скло, відповідно до винаходу додатково введений сталеплавильний шлам при наступному співвідношенні сухих компонентів, мас.%: залізорудний концентрат 50-70; вуглецевий відновлював 16-17; вапняний флюс до 5; сполучне - рідке скло до 4; сталеплавильний шлам інше. Відповідно до вимог, пропонованими до мартенівської сировини, залізовуглецевий брикет повинний мати наступні характеристики: 1) міцність на роздавлювання sR>5,0МПа; ударна міцність (на дворазове скидання на сталеву плиту з висоти s < 10% 2м, обумовлена по вазі дріб'язку фракції 5мм), уд для брикетів масою до 100г і масою 1-2кг - не більш 20%; 2) зміст корисних компонентів у брикеті - не нижче 62%; 3) зміст сірки в брикеті не повинне перевищувати 0,26%; 4) мати пористість не більш 10%; 5) при нагріванні до 1500°С в плин 3хв. не розвалюватися на шматки; 6) мати основність не більш 1,4 чи не менш 1,7 (Лур'є Л.А. Брикетування в чорній і кольоровій металургії. - М.: Металургвидав, 1963.-324с.; Равич Б.М. Брикетування в кольоровій і чорній металургії. - М.: Металургія, 1975.-232с.). Для відповідності вимогам по змісту корисних компонентів були обрані наступні матеріали, див. табл.1: 1) якісний залізорудний концентрат з високим змістом заліза і відносно низьким - інших домішок; 2) вуглецевий відновлювач - відсів коксика чи антрацитовий штиб фракції £3мм, близькі по змісту вуглецю, зольності (16,5 і 16,25% відповідно), складу зольного залишку, фракційному складу і брикетуємості; 3) флюсуючи - вапно чи відсів вапна, гідратуємі надлишком вологи при змішуванні з вологими компонентами; 4) сталеплавильний шлам, що має тонкий фракційний склад і знижену температуру розм'якшення; 5) рідке скло за ДСТ13078-81. Для поліпшення фракційного склада суміші і підвищення брикетуємості до складу суміші замість частини концентрату може вводитися окалина фракції £5мм. Вона підвищує щільність брикету, поліпшує його відновлюваємость, збільшує зміст заліза і зменшує SiO2, а тому є коштовним компонентом суміші. Однак відносна дефіцитність окалини не дозволяє реалізувати її використання в брикетах у промислових обсягах. Необхідне співвідношення компонентів, що задовольняють заданим вимогам, визначали виходячи з їхнього хімічного складу, заданого ступеня відновлення твердим відновлювачем, зокрема, співвідношенням прямого і непрямого відновлення, тиску пресування, що забезпечує задану міцність і пористість брикетів, а також температури розм'якшення і ступені усадки брикету. З урахуванням зольності відсіву коксу й антрацитового штиба, що складає 16,5 і 16,25%, відповідно, (приймаємо 16,5%), прийнятого ступеня відновлення більш 80%, вмістом Fe3O4 в концентраті у кількості 91,25% і FeO у кількості 0,28%, частки непрямого відновлення - 25%, а також з того, що для досягнення заданого ступеня відновлення звичайно застосовують поправочний коефіцієнт перевищення фактичного змісту відновлювача над стехіометричним, рівний 10%, співвідношення між основним залізовмісним компонентом і відновлювачем складає 83:17 (Юсфін Ю.С., Даньшин В.В., Пашков Н.Ф. та ін. Теорія металізації залізорудної сировини. - М.: Металургія, 1982.-256с.). Наявність вапняної складової визначали необхідністю підвищення міцності брикету, зв'язування сірки, що залишається в брикеті при відновленні, а також забезпечення основності не більш 1,4, що виключає можливість спінювання шлаку, тому що дослідження схильності сталеплавильних шлаків до спінювання газами, що виділяються, у залежності від їхнього складу показує, що найбільш схильними до спінювання є шлаки зі співвідношенням СаО:SiO2=1,5-1,6 (Прохоренко П.П. Шлаковий режим при виплавці сталі. - М.: Металургвидав, 1962.-244с.). Необхідність добавки сталеплавильних шламів визначається наступними обставинами: 1) при брикетуванні тонкофракційні шлами, заповнюючи порожнечі між більш великими частками концентрату, сприяють підвищенню щільності і зниженню пористості брикету; 2) більш тісний контакт часток шламу і відновлювача вимагає меншої кількості відновлювача, забезпечує швидку відновлюваємость, що приводить до утворення металевого каркаса по всьому обсязі брикету і дозволяє без руйнування витримувати інтенсивне нагрівання; 3) сталеплавильний шлам при відновленні сприяє утворенню великої кількості рідких фаз, що приводять до об'ємної усадки брикету і, унаслідок цього, зниженню вторинного окислювання відновленого заліза атмосферою печі; 4) сталеплавильний шлам має високими адгезіонні і когезіонні властивості, що сприяє підвищенню міцності брикету, як свіже виготовленого, так і просушеного. Однак добавки шламу повинні бути обмежені деяким оптимальним рівнем, оскільки: 1) шлам містить підвищену кількість сірки; 2) великі кількості шламу погіршують технологічні властивості брикетуємості суміші: збільшують усадку при пресуванні, підвищують вологовбираємость і знижують сипкість, що може приводити до налипання суміші на устаткування, викликаючи його зупинку. Дослідженнями встановлено, що найважливішими факторами міцності і пористості брикетів є величина тиску пресування, кількість сполучного та сталеплавильного шламу. Дослідження залежності впливу тиску пресування на пористість брикетів для концентратно-коксовугільних сумішей зі сполучним рідким склом показують, що оптимальним є тиски пресування 50-60МПа. При тиску менш 50МПа брикет виходить зайво пористим,а при тисках понад 60МПа відбувається видавлювання рідкого скла по напрямку усадки брикету, у результаті чого брикет виходить менш міцним. Задана механічна міцність брикету забезпечується при добавках рідкого скла в кількості біля 4% у сухій вазі. Гранична кількість добавок сталеплавильного шламу, що забезпечують найменшу пористість і високу плавкість, для концентратно-коксовугільних сумішей складає 4-25%. Таким чином, граничні кількості компонентів, необхідних для одержання залізовуглецевих брикетів, що відповідають пропонованим до них вимогам по механічній міцності і металургійних властивостях, складають: для мінімальної кількості шламу - 70КР 4СШ 17ВК 5ИФ 4ЖС; для максимального - 50КР 25СШ 16ВК 5ИФ 4ЖС; для оптимального - 55КР 20СШ 16ВК 5ИФ 4ЖС. Для дослідження механічних і металургійних властивостей брикетів на горизонтальному гідравлічному пресі Б6234Б виробництва Одеського ПО «Прессмаш», що розвиває тиск до 60МПа, була виготовлена дослідна партія брикетів циліндричної форми діаметром 105мм і висотою 50-80мм масою 1-2кг. Відновлення брикетів проводили в термічній печі в закритій металевій склянці при температурі 1100-1200°С до повного відновлення. Отримані результати досліджень приведені в табл.2 і 3, а вихідна сполука брикетів представлена в табл.1, з яких випливає, що відсутність добавок шламу в брикет (сполука 74КР 17ВК 5ИФ 4ЖС), так само як і велика кількість їхньої добавок (більш 25%, наприклад, сполука 45КР 30СШ 16ВК 5ИФ 4ЖС) не дозволяє одержати кондиційні брикети. Так, перша сполука має низьку ударну міцність 22,7% при припустимої 20%, надлишкову пористість - 12,2% при регламентованої 10%, мінімальну об'ємну усадку 22,8% і низький ступінь металізації - менш 80% (79,4%). Друга сполука має низьку міцність на роздавлювання - 4,2МПа при припустимому 5,0МПа, а також має надлишковий зміст сірки - 0,316% (при припустимому 0,26%), видалення якого зажадає значних витрат. Інші сполуки задовольняють усім вимогам, пропонованим до металургійної сировини. Таким чином, добавки тонкофракційного сталеплавильного шламу в залізовуглецевий брикет у кількості менш 4% і більш 25% не дозволяють вирішити задачу, що стоїть перед винаходом. Уведення до складу залізовуглецевого брикету легковідновлюваємого сталеплавильного шламу в кількості 4-25% цілком вирішує задачу, що стоїть перед винаходом. Економічна ефективність використання брикетів замість металобрухту виходячи із річної потреби для великого металургійного підприємства, має бути доволі значною з тенденцією росту, враховуючи поглиблення проблеми зменшення об'ємів постачання металобрухту. Таблиця 1 Хімічний склад вихідної сировини і матеріалів і залізовуглецевих брикетів, одержуваних на їхній основі, % Матеріал, склад брикету Концентрат залізорудний Шлам сталеплавильний Зола коксика Зола вугілля марки АШ Окалина Вапно гідратоване Рідке скло (у сухому виді) 45КР 30СШ 16ВК 5ИФ 4ЖС 50КР 25СШ 16ВК 5ИФ 4ЖС 55КР 20СШ 16ВК 5ИФ 4ЖС 70КР 4СШ 17ВК 5ИФ 4ЖС 74КР 17ВК 5ИФ 4ЖС SiO2 6,89 4,84 43,90 47,26 1,45 1,26 51,71 7,84 7,95 8,05 8,38 8,46 CaO 0,21 11,44 1,94 4,55 1,47 65,69 0,41 6,88 6,32 5,76 3,96 3,51 MgO 0,45 2,70 0,62 1,64 0,03 1,14 1,09 0,97 0,86 0,50 0,41 S 0,040 0.62 0,610 0,78 0,053 0,061 0,103 0,227 0,198 0,169 0,077 0,054 FeO 28,0 11,15 59,05 15,95 16,79 17,63 20,05 20,72 Fe2О3 63,62 65,17 22,53 18,30 36,11 0,98 48,82 48,75 48,67 47,82 47,76 Feзаг 66,31 54,28 15,77 12,81 71,76 0,69 46,58 47,18 47,78 49,07 49,55 Скорочення в таблиці: КР - концентрат залізорудний; СШ - сталеплавильний шлам; ВК - відновлювач коксик; ИФ - вапняне, що флюсує (вапно гідратоване); ЖС - рідке скло (сполучне); цифри перед абревіатурою означають зміст компонентів у суміші, %. Таблиця 2 Міцність і хімічні властивості сухих залізовуглецевих брикетів 45КР 30СШ 16ВК 5ИФ 4ЖС 50КР 25СШ 16ВК 5ИФ 4ЖС 55КР 20СШ 16ВК 5ИФ 4ЖС 70КР 4СШ 17ВК 5ИФ 4ЖС 74КР 17ВК 5ИФ 4ЖС Feзаг, % Основність, од. S, % 46,58 47,18 47,78 49,07 49,55 Компонентний склад брикету 0,88 0,80 0,72 0,47 0,42 0,227 0,198 0,169 0,077 0,054 Механічна міцність Пористість s уд sp ,% , МПа 14,6 4 9,3 15,2 5,0 9,0 16,4 6.1 9,2 20,0 7,8 10,0 22,7 7,9 12,2 Примітка до табл. 2 і 3. Підкреслені значення не задовольняють вимогам, пропонованим до мартенівської сировини; виділені петитом є гранично припустимими. Таблиця 3 Хімічні і металургійні властивості брикетів, металізованих при температурі 1100-1200°С Компонентний склад брикету 45КР 30СШ 16ВК 5ИФ 4ЖС 50КР 25СШ 16ВК 5ИФ 4ЖС 55КР 20СШ 16ВК 5ИФ 4ЖС 70КР 4СШ 17ВК 5ИФ 4ЖС 74КР 17ВК 5ИФ 4ЖС Feзаг, % 72,44 72,36 72,84 73,90 73,08 Feмет, % 65,05 64,40 63,59 59,19 58,03 Кмет, д. од. 0,898 0,890 0,873 0,801 0,794 S, % 0,316 0,258 0,221 0,115 0,080 Об'ємна усадка, % 52,8 51,2 46,7 31,4 22,8
ДивитисяДодаткова інформація
Назва патенту англійськоюAn iron-carbon cake for metallurgical production
Автори англійськоюBoiko Volodymyr Semenovych, Klymanchuk Vladyslav Vladyslavovych, Fentisov Ihor Mykolaiovych, Leschenko Yehor Mykolaiovych, Tomash Oleksandr Anatoliovych, Prakhnin Viacheslav Leonidovych, Ozhohin Volodymyr Volodymyrovych, Bochek Anatolii Pavlovych, Koval Serhii Oleksiovych, Kladiti Heorhii Oleksandrovych
Назва патенту російськоюЖелезоуглеродистый брикет для металлургического производства
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Фентисов Игорь Николаевич, Лещенко Егор Николаевич, Томаш Александр Анатольевич, Прахнин Вячеслав Леонидович, Ожогин Владимир Владимирович, Бочек Анатолий Павлович, Коваль Сергей Алексеевич, Кладити Георгий Александрович
МПК / Мітки
МПК: C22B 1/00
Мітки: металургійного, брикет, залізовуглецевий, виробництва
Код посилання
<a href="https://ua.patents.su/3-70245-zalizovuglecevijj-briket-dlya-metalurgijjnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Залізовуглецевий брикет для металургійного виробництва</a>
Брикет для виплавки високовуглецевого ферохрому
Номер патенту: 63527
Опубліковано: 15.01.2004
Автори: Гріншпунт Вадим Олександрович, Гріншпунт Олександр Григорович
МПК: C22B 7/02, C22B 1/245
Мітки: виплавки, високовуглецевого, ферохрому, брикет
Формула / Реферат:
1. Брикет для виплавки високовуглецевого ферохрому, що включає вуглевмісний відновлювач, зв'язуюче, хромітовий концентрат і кварцит, який відрізняється тим, що брикет містить як вуглевмісний відновлювач і одночасно зв'язуючий вуглевмісні відходи коксохімічного виробництва - кислу смолку при наступному співвідношенні компонентів, мас. %: хромітовий концентрат 60-70 кварцит ...
Металургійний брикет для виробництва синтетичного чавуну
Номер патенту: 57847
Опубліковано: 15.07.2003
Автори: Овчарук Анатолій Миколайович, Гасик Михайло Іванович, Білай Григорій Омелянович, Дерев'янко Ігор Володимирович, Матвєєва Марина Олегівна, Семенов Ігор Олександрович
Мітки: синтетичного, чавуну, виробництва, брикет, металургійний
Формула / Реферат:
Металургійний брикет для виплавки синтетичного чавуну, що містить вуглецевмісний, кремнієвмісний матеріали та зв'язку, який відрізняється тим, що як вуглецевмісний та кремнієвмісний матеріал він містить вторинний продукт виробництва вуглеграфітової продукції – вуглецево-кремнієву суміш, а як зв'язку - матеріал із групи оксидних систем, що утворюють цементи та додатково містить феросилікомарганець фракції від 0 до 5 мм при наступному...
Брикет для виробництва синтетичного чавуну (його варіанти)
Номер патенту: 40175
Опубліковано: 16.07.2001
Автори: Клименко Фелікс Костянтинович, Овчарук Анатолій Миколайович, Матейка Мирослав Вікторович, Кисельгоф Олег Лазаревич, Білай Григорій Омелянович, Дерев'янко Ігор Володимирович, Гасик Михайло Іванович, Москаленко Олег Петрович, Матвєєва Марина Олегівна
МПК: C22C 33/06, C22C 35/00, C21B 3/02
Мітки: чавуну, виробництва, брикет, його, синтетичного, варіанти
Формула / Реферат:
1. Брикет для виробництва синтетичного чавуну, що включає кремнієвмісний матеріал, вуглецевмісний матеріал та зв'язуюче, який відрізняється тим, що він містить як кремнієвмісний та вуглецевмісний матеріали карбід кремнію металургійний, як вуглецевмісний матеріал — кокс металургійний або кокс нафтовий, або антрацит-дрібний, як зв'язуюче - цемент при наступному співвідношенні компонентів, ваг.%:Карбід кремнію...
Паливний брикет
Номер патенту: 54735
Опубліковано: 17.03.2003
Автор: Охрименко Віктор Володимирович
Формула / Реферат:
Паливний брикет, що містить суміш вуглеводів та деревну стружку, який відрізняється тим, що суміш вуглеводів складається з парафіну та церезину при їхньому об'ємному співвідношенні, % мас.: парафін 20 - 30 церезин 3 - 5 деревна стружка решта.
Брикет для навуглецьовування і розкислення сталі і чавуну
Номер патенту: 66735
Опубліковано: 17.05.2004
Автори: Романовська Наталія Григорівна, Дубина Юрій Григорович, Носков Валентин Олександрович, Ткачук Галина Олександрівна, Мушкін Олександр Семенович
МПК: C22C 33/06
Мітки: розкислення, чавуну, брикет, навуглецьовування, сталі
Формула / Реферат:
Брикет для навуглецьовування і розкислення сталі і чавуну, який містить кремнієвмісний матеріал і зв'язуюче, який відрізняється тим, що як кремнієвмісний матеріал використовують суміш карбіду кремнію металургійного з металевим кремнієм у вигляді відходів хімічного виробництва (ВХВ), а як зв'язуюче - відходи борошномельного виробництва, при такому співвідношенні компонентів, мас. %: карбід кремнію металургійний ...
Попередній патент: Спосіб підбору слухового апарата
Наступний патент: Спосіб лікувальної кератопластики
Випадковий патент: Шахтна піч для випалу карбонатної сировини