Спосіб оцінки якості сталевих виробів
Номер патенту: 88799
Опубліковано: 25.11.2009
Автори: Сівак Ганна Іванівна, Іванько Павло Вадимович, Жучков Сергій Михайлович, Луценко Владислав Анатолійович, Луценко Ольга Владиславівна
Формула / Реферат
Спосіб оцінки якості сталевих виробів, переважно вуглецевої катанки, який включає відбір проб від готової катанки і визначення показників якості структури металу, який відрізняється тим, що якість структури металу визначають по дисперсності перліту, що характеризується міжпластинковою відстанню, на підставі результатів вимірювання глибини зневуглецьованого шару, виходячи із залежності:
![]() ;
;
де ![]() - міжпластинкова відстань, мкм;
- міжпластинкова відстань, мкм;
h - глибина зневуглецьованого шару, мкм;
0,0015; 0,0676, мкм - безрозмірний і розмірний коефіцієнти, отримані на підставі регресійного аналізу, відповідно.
Текст
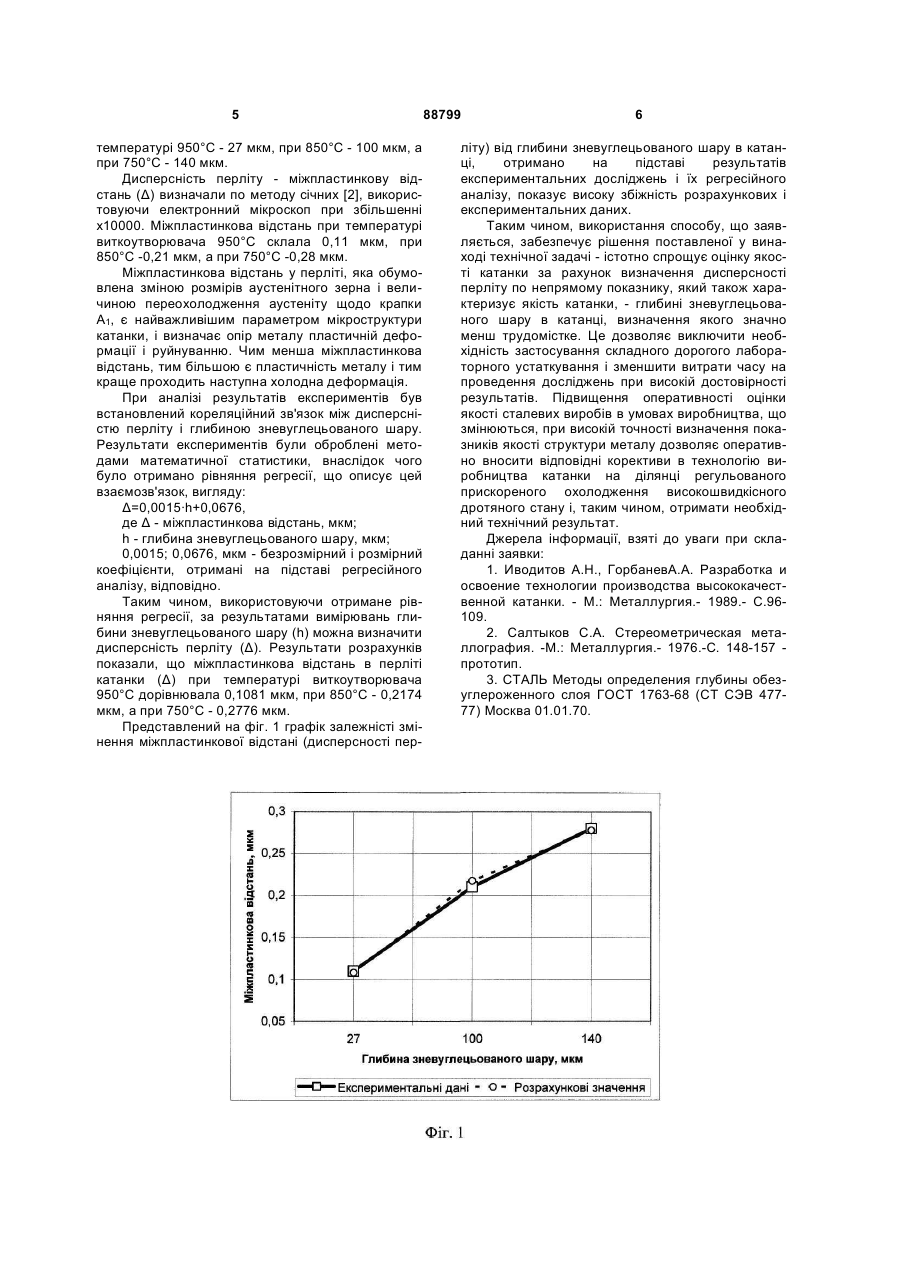
Спосіб оцінки якості сталевих виробів, переважно вуглецевої катанки, який включає відбір проб від готової катанки і визначення показників якості структури металу, який відрізняється тим, що якість структури металу визначають по дисперсності перліту, що характеризується міжпластинковою відстанню, на підставі результатів вимірювання глибини зневуглецьованого шару, виходячи із залежності: D = 0,0015 × h + 0,0676 ; де D - міжпластинкова відстань, мкм; h - глибина зневуглецьованого шару, мкм; 0,0015; 0,0676, мкм - безрозмірний і розмірний коефіцієнти, отримані на підставі регресійного аналізу, відповідно. (19) (21) a200710363 (22) 18.09.2007 (24) 25.11.2009 (46) 25.11.2009, Бюл.№ 22, 2009 р. (72) ЖУЧКОВ СЕРГІЙ МИХАЙЛОВИЧ, ЛУЦЕНКО ВЛАДИСЛАВ АНАТОЛІЙОВИЧ, ІВАНЬКО ПАВЛО ВАДИМОВИЧ, СІВАК ГАННА ІВАНІВНА, ЛУЦЕНКО ОЛЬГА ВЛАДИСЛАВІВНА (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І. НЕКРАСОВА НАН УКРАЇНИ (56) SU 1476342 A1, 30.04.1989 RU 2222802 C1, 27.01.2004 JP 2000028512, 28.01.2000 JP 9292391, 11.11.1997 JP 5072200, 23.03.1993 JP 5093720, 16.04.1993 3 виробництва, що змінюються, зокрема, визначання дисперсності перліту. Завдання, яке вирішує винахід, полягає в створенні способу оцінки якості сталевих виробів, що спрощує, зокрема, визначення дисперсності перліту за рахунок виключення необхідності застосування складного лабораторного устаткування, що дорого коштує, зменшення трудомісткості та значних витрат часу на проведення досліджень. Технічний результат, що досягається при використанні винаходу, полягає в можливості підвищення оперативності оцінки якості сталевих виробів в умовах виробництва, що змінюються, при високій точності визначення показників якості структури металу, зокрема, по дисперсності перліту. Вирішення поставленого завдання забезпечується тим, що в способі оцінки якості сталевих виробів, переважно, вуглецевої катанки, що включає відбір проб від готової катанки і визначення показників якості структури металу, якість структури металу визначають по дисперсності перліту, що характеризується міжпластинковою відстанню, на підставі результатів вимірювання глибини зневуглецьованого шару, виходячи із залежності: Δ=0,0015·h+0,0676; де Δ - міжпластинкова відстань, мкм; h - глибина зневуглецьованого шару, мкм; 0,0015; 0,0676, мкм - безрозмірний і розмірний коефіцієнти, отримані на підставі регресійного аналізу, відповідно. Порівняння з прототипом, показує, що спосіб оцінки якості сталевих виробів, що заявляється, переважно, вуглецевої катанки, відрізняється тим, що якість структури металу визначають за дисперсністю перліту, що характеризується міжпластинковою відстанню, на основі результатів вимірювання глибини зневуглецьованого шару, виходячи із залежності: Δ=0,0015·h+0,0676; де Δ - міжпластинкова відстань, мкм; h - глибина зневуглецьованого шару, мкм; 0,0015; 0,0676, мкм - безрозмірний і розмірний коефіцієнти, отримані на підставі регресійного аналізу, відповідно. Отже, спосіб, що заявляється, відповідає критерію "новизна". Порівняння винаходу, що заявляється, з іншими технічними рішеннями в даній галузі техніки не виявило в них ознаки, що відрізняють технічне рішення, що заявляється, від прототипу. Тому рішення, що заявляється, відповідає критерію "винахідницький рівень". Винахід пояснюється кресленням, де на фіг. 1 представлено графік змінення міжпластинкової відстані (дисперсності перліту) залежно від глибини зневуглецьованого шару, отриманого на підставі результатів експериментальних досліджень. Спосіб здійснюється таким чином. Для оцінки якості сталевих виробів, переважно вуглецевої катанки, відбирають проби від готової продукції з подальшим виготовленням зразків для мікроструктурних досліджень. Зразки для виготовлення шліфів відбираються від катанки круглого профілю діаметром 5,5 мм - із всього перетину. У 88799 4 процесі проведення мікроструктурних досліджень визначають показники якості мікроструктури. Зокрема, металографічним методом Μ [3] визначають глибину зневуглецьованого шару. Вимірювання глибини зневуглецьованого шару здійснюють на поперечних травлених шліфах у стані поставки, по структурі металу за допомогою мікроскопа. Глибину зневуглецювання при односторонньому вимірюванні визначають при перегляді зразків, по периметру, відповідному поверхні прокату, за допомогою мікроскопа при збільшенні 63-150х, з точністю до ± 0,02 мм. Результати вимірювання глибини зневуглецьованого шару (h) використовують для визначення міжпластинкової відстані перліту (Δ), по залежності: Δ=0,0015·h+0,0676; де Δ - міжпластинкова відстань, мкм; h - глибина зневуглецьованого шару, мкм; 0,0015; 0,0676, мкм - безрозмірний і розмірний коефіцієнти, отримані на підставі регресійного аналізу, відповідно. За значенням дисперсності перліту, що характеризується міжпластинковою відстанню Δ, судять про якість структури металу. Використання винаходу, що заявляється, скорочує час на визначення дисперсності перліту. Тобто істотно спрощує процес оцінки якості сталевих виробів. При цьому виключається необхідність застосування складного лабораторного устаткування, що дорого коштує, знижує час і зусилля на проведення досліджень. В цілому, це сприяє підвищенню оперативності оцінки якості сталевих виробів в умовах виробництва, що змінюються, при високій точності визначення показників якості структури металу, зокрема, по дисперсності перліту. Це, у свою чергу, дозволяє оперативно вносити відповідні корективи в процес виробництва катанки на ділянці регульованого прискореного охолодження високошвидкісного дротового стана. Приклад конкретного виконання. У способі, що заявляється, була виведена залежність: Δ= 0,0015×h+0,0676 експериментальним шляхом в умовах високошвидкісного дротового стана 150 Республіканського унітарного підприємства «Білоруський металургійний завод». Виготовляли партію катанки діаметром 5,5 мм із сталі 90 (0,91 % С) для виготовлення металокорду. В процесі проведення експериментів змінювали температуру поверхні катанки на виткоутворювачі після охолодження її в лінії водяного охолодження. Цей технологічний параметр визначає глибину зневуглецювання поверхні катанки. При проведенні експериментів температура поверхні катанки на виткоутворювачі складала 750, 850 і 950°С. Після відбору і підготовки зразків катанки діаметром 5,5 мм на поперечних травлених шліфах під світловим мікроскопом виміряли глибину зневуглецьованого шару методом Μ [3]. Вимірювання здійснювали під мікроскопом при збільшенні х100 з точністю до ±0,02 мм. Результати вимірювань показали, що глибина зневуглецьованого шару при односторонньому вимірюванні (h) складала при 5 температурі 950°С - 27 мкм, при 850°С - 100 мкм, а при 750°С - 140 мкм. Дисперсність перліту - міжпластинкову відстань (Δ) визначали по методу січних [2], використовуючи електронний мікроскоп при збільшенні x10000. Міжпластинкова відстань при температурі виткоутворювача 950°С склала 0,11 мкм, при 850°С -0,21 мкм, а при 750°С -0,28 мкм. Міжпластинкова відстань у перліті, яка обумовлена зміною розмірів аустенітного зерна і величиною переохолодження аустеніту щодо крапки А1, є найважливішим параметром мікроструктури катанки, і визначає опір металу пластичній деформації і руйнуванню. Чим менша міжпластинкова відстань, тим більшою є пластичність металу і тим краще проходить наступна холодна деформація. При аналізі результатів експериментів був встановлений кореляційний зв'язок між дисперсністю перліту і глибиною зневуглецьованого шару. Результати експериментів були оброблені методами математичної статистики, внаслідок чого було отримано рівняння регресії, що описує цей взаємозв'язок, вигляду: Δ=0,0015·h+0,0676, де Δ - міжпластинкова відстань, мкм; h - глибина зневуглецьованого шару, мкм; 0,0015; 0,0676, мкм - безрозмірний і розмірний коефіцієнти, отримані на підставі регресійного аналізу, відповідно. Таким чином, використовуючи отримане рівняння регресії, за результатами вимірювань глибини зневуглецьованого шару (h) можна визначити дисперсність перліту (Δ). Результати розрахунків показали, що міжпластинкова відстань в перліті катанки (Δ) при температурі виткоутворювача 950°С дорівнювала 0,1081 мкм, при 850°С - 0,2174 мкм, а при 750°С - 0,2776 мкм. Представлений на фіг. 1 графік залежністі змінення міжпластинкової відстані (дисперсності пер 88799 6 літу) від глибини зневуглецьованого шару в катанці, отримано на підставі результатів експериментальних досліджень і їх регресійного аналізу, показує високу збіжність розрахункових і експериментальних даних. Таким чином, використання способу, що заявляється, забезпечує рішення поставленої у винаході технічної задачі - істотно спрощує оцінку якості катанки за рахунок визначення дисперсності перліту по непрямому показнику, який також характеризує якість катанки, - глибині зневуглецьованого шару в катанці, визначення якого значно менш трудомістке. Це дозволяє виключити необхідність застосування складного дорогого лабораторного устаткування і зменшити витрати часу на проведення досліджень при високій достовірності результатів. Підвищення оперативності оцінки якості сталевих виробів в умовах виробництва, що змінюються, при високій точності визначення показників якості структури металу дозволяє оперативно вносити відповідні корективи в технологію виробництва катанки на ділянці регульованого прискореного охолодження високошвидкісного дротяного стану і, таким чином, отримати необхідний технічний результат. Джерела інформації, взяті до уваги при складанні заявки: 1. Иводитов А.Н., ГорбаневА.А. Разработка и освоение технологии производства высококачественной катанки. - М.: Металлургия.- 1989.- С.96109. 2. Салтыков С.А. Стереометрическая металлография. -М.: Металлургия.- 1976.-С. 148-157 прототип. 3. СТАЛЬ Методы определения глубины обезуглероженного слоя ГОСТ 1763-68 (СТ СЭВ 47777) Москва 01.01.70. 7 Комп’ютерна верстка І. Скворцова 88799 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for quality estimation of steel articles
Автори англійськоюZhuchkov Serhii Mykhailovych, Lutsenko Vladyslav Anatoliiovych, Ivanko Pavlo Vadymovych, Sivak Hanna Ivanivna, Lutsenko Olha Vladyslavivna
Назва патенту російськоюСпособ оценки качества стальных изделий
Автори російськоюЖучков Сергей Михайлович, Луценко Владислав Анатольевич, Иванько Павел Вадимович, Сивак Анна Ивановна, Луценко Ольга Владиславовна
МПК / Мітки
МПК: B21C 51/00, G01N 33/20
Мітки: якості, сталевих, виробів, спосіб, оцінки
Код посилання
<a href="https://ua.patents.su/4-88799-sposib-ocinki-yakosti-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки якості сталевих виробів</a>
Спосіб оцінки корозійної стійкості сталевих виробів
Номер патенту: 30302
Опубліковано: 25.02.2008
Автори: Бурдинюк Наталія Іванівна, Горіянова Тетяна Вадимовна, Бєлов Борис Федорович, Тронза Юрій Олександрович, Бродецький Ігор Леонідович, Пісмарьов Костянтин Євгенович, Александров Валерій Дмитрович, Троцан Анатолій Іванович, Крейденко Фіра Семенівна, Акулов Валерій Володимирович, Карлікова Яна Петрівна
МПК: G01N 17/00
Мітки: оцінки, сталевих, спосіб, виробів, корозійної, стійкості
Формула / Реферат:
1. Спосіб оцінки корозійної стійкості сталевих виробів, що включає обробку шліфів з полірованою поверхнею, виготовлених з відібраних зразків, реактивом, що містить іони хлору, виявлення активних неметалевих включень, що викликають корозію, який відрізняється тим, що на полірованій поверхні шліфа методами оптичної металографії визначають загальну кількість неметалевих включень, потім шліфи обробляють водяним розчином 10-17 г/л іонів хлору...
Пристрій для оцінки якості посадки плечових виробів
Номер патенту: 24866
Опубліковано: 06.10.1998
Автори: Ящук Вадим Романович, Кардаш Ольга Олегівна, Водзінська Оксана Іванівна, Кардаш Олег Васильович, Руденко Наталя Григорівна, Задерій Наталя Петрівна
МПК: A41H 5/00, A41H 43/00
Мітки: плечових, якості, виробів, пристрій, оцінки, посадки
Формула / Реферат:
1. Пристрій для оцінки якості посадки плечових виробів, який містить основу, опору для розміщення плечового виробу, рамку, що з'єднана з опорою і має проградуйовану вимірювальну шкалу, який відрізняється тим, що рамка змонтована на основі з можливістю повороту в вертикальній площині і додатково обладнана кронштейном шаблона, кронштейном накладки та вимірювальною планкою, жорстко закріпленими на ній та розміщеними один над одним, відповідно,...
Спосіб комплексної оцінки якості поверхневих вод
Номер патенту: 11705
Опубліковано: 16.01.2006
Автори: Кривонос Володимир Іванович, Дмитрієва Олена Олексіївна, Терещенко Ігор Володимирович
МПК: G01C 11/00, G01N 33/18
Мітки: спосіб, комплексної, вод, оцінки, якості, поверхневих
Формула / Реферат:
Спосіб комплексної оцінки якості поверхневих вод, відповідно до якого на першому етапі здійснюють ідентифікацію стану водних об'єктів за даними сумісної обробки результатів наземних та космічних вимірювань, визначення функціональних залежностей між параметрами, які визначають стан водного об'єкту і параметрами, отриманими космічним шляхом, після цього формують базу даних щодо конкретного водного об'єкту, а на другому етапі здійснюють...
Спосіб обробки сталевих виробів у газових середовищах
Номер патенту: 63105
Опубліковано: 15.01.2004
Автори: Демянюк Оксана Олегівна, Буравлев Юрій Матвійович, Іваніцин Микола Петрович, Ткаченко Микола Степанович, Милославський Олександр Григорович
Мітки: газових, сталевих, обробки, спосіб, середовищах, виробів
Формула / Реферат:
Винахід відноситься до металургії, конкретно до способу прискорення хіміко-термічної обробки (ХТО) сталей, і може бути застосований при короткочасному азотуванні сталевих виробів.Відомий спосіб ХТО металевих виробів, що включає попереднє нанесення на поверхню виробів шаруючи оксидів металу і насичення їхньої поверхні азотом у газовому середовищі при температурі 500-800°С /1/.Недоліком цього способу є необхідність попереднього...
Спосіб оцінки якості пломбування зубів
Номер патенту: 65269
Опубліковано: 15.03.2004
Автори: Удод Олександр Анатольович, Шамаєв Віталій Віталійович
МПК: A61C 5/00
Мітки: спосіб, пломбування, зубів, оцінки, якості
Формула / Реферат:
Спосіб оцінки якості пломбування зубів шляхом визначення дефекту внутрішньої структури пломби, який полягає у просвічуванні зуба з оральної поверхні та оцінці дефекту за утворенням тіні, який відрізняється тим, що як джерело світла використовують світлодіодний лазер блакитного спектрального діапазону, який підводять до поверхні зуба, котрий досліджують, з протилежного боку розміщують цифрову камеру, яка є сполученою з комп'ютером, виконують...
Попередній патент: Складана прасувальна дошка
Наступний патент: Система та касета для виготовлення абразивних виробів
Випадковий патент: Спосіб поверхневого зміцнення ріжучих пластин з твердих сплавів